- Ei Compendex
- Scopus
- DOAJ
- Chinese Science Citation Database (CSCD)
- World Journals Clout Index Report
- T1 level in Directory for Mechanical EngineeringDisciplines
| Citation: |
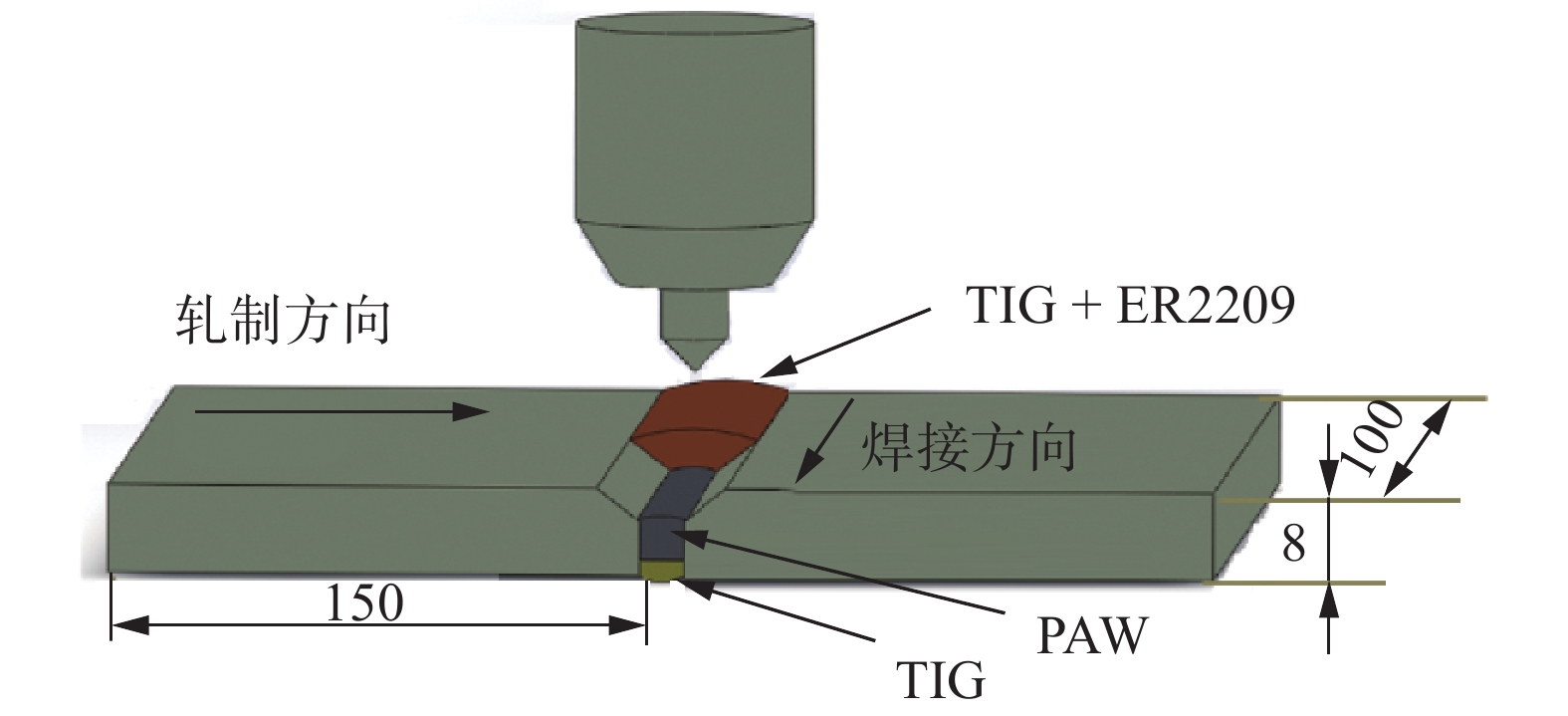
LI Yajie, LIU Rui, QIN Fengming, MA Chengrui. Study on microstructure and comprehensive properties of SAF2205 duplex stainless steel multilayer and multipass welded joint[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2023, 44(6): 74-81. DOI: 10.12073/j.hjxb.20220803002

|
|
Moteshakker A, Danaee I. Microstructure and corrosion resistance of dissimilar weld-joints between duplex stainless steel 2205 and austenitic stainless steel 316L[J]. Journal of Materials Science & Technology, 2016, 32(6): 282 − 290.
|
|
Satyanarayana V V, Reddy G M, Mohandas T. Dissimilar metal friction welding of austenitic-ferritic stainless steels[J]. Journal of Materials Processing Technology, 2005, 160(2): 128 − 137. doi: 10.1016/j.jmatprotec.2004.05.017
|
|
Verma j, Taiwade R V. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments—A review[J]. Journal of Manufacturing Processes, 2017, 25: 134 − 152. doi: 10.1016/j.jmapro.2016.11.003
|
|
Badji R, Bouabdallah M, Bacroix B. Phasetransformation and mechanical behavior in annealed 2205 duplex stainless steelwelds[J]. Materials Characterization, 2008, 59: 447 − 453. doi: 10.1016/j.matchar.2007.03.004
|
|
Kim D C, Ogura T, Yamashita S. Computer prediction of α/γ phase fraction in multi-pass weld of duplex stainless steel and microstructural improvement welding process[J]. Materials and Design, 2020, 196: 109154. doi: 10.1016/j.matdes.2020.109154
|
|
Woo W, An G B, Kingston E J. Through-thickness distributions of residual stresses in two extreme heat-input thick welds: A neutron diffraction, contour method and deep hole drilling study[J]. Acta Materialia, 2013, 61(10): 3564 − 3574. doi: 10.1016/j.actamat.2013.02.034
|
|
Gao S, Geng S, Jiang P. Numerical analysis of the deformation behavior of 2205 duplex stainless steel TIG weld joint based on the microstructure and micro-mechanical properties[J]. Materials Science & Engineering A, 2021, 815: 141303.
|
|
Shen J L, Wei Z J, Zhu X R. Microstructure evolution and mechanical properties of flash butt-welded Inconel 718 joints[J]. Materials Science & Engineering A, 2018, 718: 34 − 42.
|
|
Cui S W, Shi Y H, Sun K. Microstructure evolution and mechanical properties of keyhole deep penetration TIG welds of S32101 duplex stainless steel[J]. Materials Science & Engineering A, 2018, 709(2): 214 − 222.
|
|
Toth T, Krasnorutskyi S, Hensel J. Electron beam welding of 2205 duplex stainless steel using pre-placed nickel-based filler material[J]. International Journal of Pressure Vessels and Piping, 2021, 191: 104354. doi: 10.1016/j.ijpvp.2021.104354
|
|
Lai R, Cai Y, Wu Y. Influence of absorbed nitrogen on microstructure and corrosion resistance of 2205 duplex stainless steel joint processed by fiber laser welding[J]. Journal of Materials Processing Technology, 2016, 231: 397 − 405. doi: 10.1016/j.jmatprotec.2016.01.016
|
|
Zhang Z Q, Jing H Y, Xua L Y. Effect of post-weld heat treatment on microstructure evolution and pitting corrosion resistance of electron beam-welded duplex stainless steel[J]. Corrosion Science, 2018, 141(15): 30 − 45.
|
|
Yang Y Z, Wang Z Y, Tan H. Effect of a brief post-weld heat treatment on the microstructure evolution and pitting corrosion of laser beam welded UNS S31803 duplex stainless steel[J]. Corrosion Science, 2012, 65: 472 − 480. doi: 10.1016/j.corsci.2012.08.054
|
|
Jastej S, Shahi A S. Metallurgical and corrosion characterization of electron beam welded duplex stainless steel joints[J]. Journal of Manufacturing Processes, 2020, 50: 581 − 595. doi: 10.1016/j.jmapro.2020.01.009
|
|
Ku J S, Ho N J, Tjong S C. Properties of electron beam welded SAF 2205 duplex stainless steel[J]. Journal of Manufacturing Processing Technology, 1997, 63(1-3): 770 − 775. doi: 10.1016/S0924-0136(96)02721-5
|
|
Sieurin H, Sandström R. Austenite reformation in the heat-affected zone of duplex stainless steel 2205[J]. Materials Science & Engineering A, 2006, 418(1-2): 250 − 256. doi: 10.1016/j.msea.2005.11.025
|
|
Mourad A H I, Khourshid A, Sharef T. Gas tungsten arc and laser beam welding processes effects on duplex stainless steel 2205 properties[J]. Materials Science & Engineering A, 2012, 549(15): 105 − 113.
|
|
Saravanan S, Raghukandan K, Sivagurumanikandan N. Pulsed Nd: YAG laser welding and subsequent post-weld heat treatment on super duplex stainless steel[J]. Journal of Manufacturing Processes, 2017, 25: 284 − 289. doi: 10.1016/j.jmapro.2016.12.015
|
|
Zhang Z Q, Jing, H Y, Xu L Y. The impact of annealing temperature on improving microstructure and toughness of electron beam welded duplex stainless steel[J]. Journal of Manufacturing Processes, 2018, 31: 568 − 582. doi: 10.1016/j.jmapro.2017.12.018
|
| [1] | WANG Lei, SONG Gaofeng, SU Danghong, ZHENG Yixiang, CHEN Hongyuan, JI Lingkang. Distribution law and statistical treatment method of fracture toughness in heat-affected zone of the girth weld[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2023, 44(6): 27-34. DOI: 10.12073/j.hjxb.20220712001 |
| [2] | GONG Baoming, TIAN Runming, LIU Xiuguo, DENG Caiyan, WANG Dongpo. Comparative study on determination methods of resistance curves of circular joints based on single edge notched tensile specimens[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2022, 43(5): 21-28. DOI: 10.12073/j.hjxb.20210610001 |
| [3] | GAO Shanshan, DI Xinjie, LI Chengning, JIANG Yuanbo, LI Weiwei, JI Lingkang. Effect of strain aging on fracture toughness of welded joints of high-strain pipeline steel[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2021, 42(10): 22-28. DOI: 10.12073/j.hjxb.20210328001 |
| [4] | WANG Dongpo, LIU Kaiyue, DENG Caiyan, GONG Baoming, WU Shipin, XIAO Na. Effects of PWHT on the impact toughness and fracture toughness of the weld metal under restraint welding[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2020, 41(8): 63-67, 78. DOI: 10.12073/j.hjxb.20190914001 |
| [5] | JING Hongyang, LI Shibo, XU Lianyong, ZHAO Lei. Experimental study on high temperature fracture toughness of P92 steel[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2019, 40(2): 8-12. DOI: 10.12073/j.hjxb.2019400033 |
| [6] | PEI Chong, WANG Dongpo, DENG Caiyan, GONG Baoming. Low temperature fracture toughness of welding metal of offshore platform steel in different welding positions[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2016, 37(3): 111-114,119. |
| [7] | Zhou Zhiliang, Liu Shuhua. Effect of PWHT on Fracture Toughness of HAZ in a DQTHT80 Steel[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 1998, (1): 39-43. |
| [8] | Fan Ruixiang, Tian Xitang, Zhu Hongguan. Fracture toughness of welded joints with crack in transverse hard layer[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 1993, (1): 12-15. |
| [9] | Sun Xian, Lu Wenxiong, Zhang Zirong. Effect of combined weld on fracture toughness of welded joint of medium-carbon alloy steel[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 1992, (1): 31-38. |
| [10] | Wang Zhihui, Xu Biyu, Ye Ciqi. A STUDY OF THE FRACTURE TOUGHNESS OF THE MARTENSITE LAYER IN AUSTENITIC-FERRITIC DISSIMILAR METAL JOINTS[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 1989, (2): 95-103. |
| 1. |
崔健伟,张鹏,王立新,聂新宇,李建国,邹运,董悦雷. 层间温度对GMA电弧增材制造不锈钢显微组织和力学性能的影响. 焊管. 2025(01): 35-40+49 .

| |
| 2. |
陈大林,宋学平,赵青山,高晓菲. 激光功率对CMT电弧增材制造316L不锈钢组织与性能的影响. 电焊机. 2025(02): 39-45 .
| |
| 3. |
王梦真,万占东,林健. 电弧增材制造工艺及数值仿真研究进展. 大型铸锻件. 2024(01): 7-12 .
| |
| 4. |
李敬勇,李超然,徐育烺,钱鹏. 层间温度对CMT电弧增材制造2Cr13不锈钢薄壁件成形及组织和性能影响. 焊接. 2024(02): 43-50 .
| |
| 5. |
黄佳蕾,陈菊芳,姜宇杰,李小平,雷卫宁. TIG电弧增材制造308L不锈钢的显微组织与力学性能分析. 热加工工艺. 2023(01): 38-42+47 .
| |
| 6. |
王德伟,鲍正浩. 激光选区增材制造420不锈钢件的组织及力学性能. 焊接技术. 2023(02): 1-4+113 .
| |
| 7. |
吴随松,郭纯,刘武猛,营梦,李云. ER316L不锈钢电弧增材制造的组织与性能分析. 新余学院学报. 2023(02): 10-18 .
| |
| 8. |
赵阳,范若兰,刘玉锋,王震. 丝材电弧增材制造技术制备316L不锈钢的力学性能. 建筑结构学报. 2023(08): 207-216 .
| |
| 9. |
樊世冲,殷凤仕,任智强,韩国峰,付华,刘亚凡,王鸿琪,鲁克锋,孙金钊,王文宇. 基于电弧的多能场复合增材制造技术研究现状. 表面技术. 2023(08): 49-70 .
| |
| 10. |
王强,王磊磊,高转妮,杨兴运,占小红. 快速电弧模式增材制造316L不锈钢组织与性能. 焊接学报. 2023(10): 86-93+137-138 .
本站查看
| |
| 11. |
李学军,朱平,尚建路,王龙,陈亮. 电弧增材制造的核级316L不锈钢组织及腐蚀性能研究. 热加工工艺. 2023(19): 24-27 .
| |
| 12. |
齐善根,谭振,李建一,王及匀,王立伟,BALAJI Narayanaswamy. Al-Mg-Si合金电弧增材制造工艺参数与性能研究. 金属加工(热加工). 2023(12): 25-31 .
| |
| 13. |
李宁,刘少龙,丁雪松,徐雨红,范文磊,苏焕朝,王博玉. 不同工艺参数下0Cr18Ni9钢薄壁管脉冲钨极氩弧焊接头的组织与拉伸性能. 机械工程材料. 2022(02): 58-62 .
| |
| 14. |
何鹏,柏兴旺,周祥曼,张海鸥. MIG电弧增材制造6061铝合金的组织和性能. 焊接学报. 2022(02): 50-54+60+116-117 .
本站查看
| |
| 15. |
徐海涛,燕春光,张舒展,史显波,严伟,姜海昌. 奥氏体不锈钢中液析碳化物在高温均匀化过程中的演化. 压力容器. 2022(04): 9-16 .
| |
| 16. |
陈晔,姚屏,郑振兴,宾坤,陈美沂. 双脉冲MIG焊工艺参数对316L不锈钢焊缝成形及性能影响研究. 自动化与信息工程. 2022(03): 1-6+14 .
| |
| 17. |
赵东升,龙代发,牛堂仁,胡鑫,刘玉君. 316L不锈钢电弧增材制造的微观组织和力学性能. 船舶工程. 2022(09): 14-17+88 .
| |
| 18. |
王卫军,郭紫威,代孝红,王鑫. 汽车液压油缸316L不锈钢复合增材工艺及性能研究. 应用激光. 2022(12): 59-65 .
| |
| 19. |
李宗玉,张兆栋,贺雅净,王旭,原思宇,刘黎明. 316不锈钢低功率脉冲激光诱导TIG电弧增材制造组织研究. 焊接技术. 2021(05): 8-12 .
| |
| 20. |
张兆栋,何胜斌,王奇鹏,靳佩昕,刘黎明. 电弧增材制造工艺方法、增材焊料及后处理的研究现状. 电焊机. 2021(08): 1-10+176 .
| |
| 21. |
杨义成,陈健,黄瑞生,徐锴,孙谦,杜兵. 空心钨极焊接关键技术问题及发展现状. 焊接. 2021(05): 1-8+63 .
| |
| 22. |
张心保,王志斌,纪平,赵振铎,范光伟. 奥氏体不锈钢中微量元素致焊接缺陷实例分析. 焊接. 2021(05): 47-51+66 .
| |
| 23. |
刘黎明,贺雅净,李宗玉,张兆栋. 不同路径下316不锈钢电弧增材组织和性能. 焊接学报. 2020(12): 13-19+97-98 .
本站查看
|
Supported by:
Beijing Renhe Information Technology Co. Ltd

 DownLoad:
DownLoad: