- Ei Compendex
- Scopus
- DOAJ
- Chinese Science Citation Database (CSCD)
- World Journals Clout Index Report
- T1 level in Directory for Mechanical EngineeringDisciplines
| Citation: |
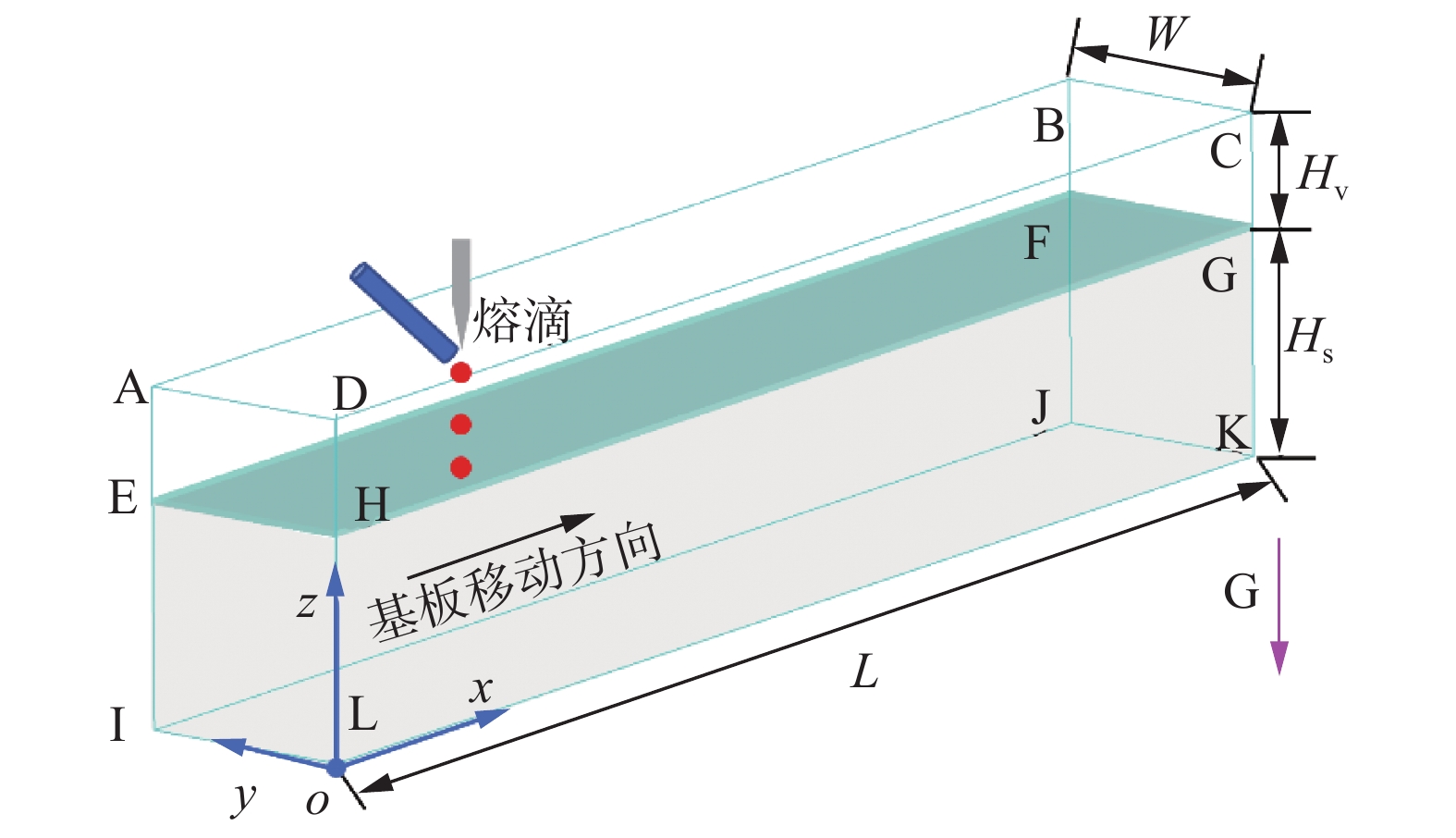
ZHOU Xiangman, FU Zichuan, BAI Xingwang, TIAN Qihua, FANG Dong, FU Junjian, ZHANG Haiou. Numerical simulation of the effect of wire feeding speed on the molten pool flow and weld bead morphology of WAAM[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2023, 44(5): 109-116. DOI: 10.12073/j.hjxb.20220603001

|
|
黄勇, 王新鑫, 瞿怀宇, 等. 工艺参数对耦合AA-TIG焊电弧阳极电流密度的影响[J]. 焊接学报, 2014, 35(2): 5 − 9.
Huang Yong, Wang Xinxin, Qu huaiyu, et al. Effects of arc parameters on arc anode current density of coupling AA-TIG arc[J]. Transactions of the China Welding Institution, 2014, 35(2): 5 − 9.
|
|
张栋, 陈茂爱, 武传松, 等. 高速CMT焊送丝速度和焊接电流波形参数的优化[J]. 焊接学报, 2018, 39(1): 119 − 122.
Zhang Dong, Chen Maoai, Wu Chuansong, et al. Optimization of waveform parameters for high speed CMT welding of steel[J]. Transactions of the China Welding Institution, 2018, 39(1): 119 − 122.
|
|
Li A, Liu X, Yu B. Influence mechanism of processing parameters on size uniformity of 7075 aluminum alloy single tracks during liquid metal flow rapid cooling additive manufacturing[J]. Journal of Manufacturing Processes, 2020, 59: 258 − 265. doi: 10.1016/j.jmapro.2020.09.074
|
|
Wang L, Chen J, Zhang S, et al. Numerical simulation of coupled arc-droplet-weld pool behaviors during compound magnetic field assisted gas metal arc welding[J]. AIP Advances, 2021, 11(6): 65221. doi: 10.1063/5.0049461
|
|
丁雪萍, 李桓. 焊接电流影响GMAW双丝焊电弧等离子体的数值模拟研究[J]. 机械工程学报, 2016, 52(16): 71 − 76.
Ding Xueping, Li Huan. Numerical analysis for effect of welding current on arc plasma in double-wire GMAW[J]. Journal of Mechanical Engineering, 2016, 52(16): 71 − 76.
|
|
郭力玮, 黄继强, 冯音琦, 等. 环境压力对GMAW电弧能量耗散的影响[J]. 焊接学报, 2022, 43(2): 61 − 66. doi: 10.12073/j.hjxb.20210609003
Guo Liwei, Huang Jiqiang, Feng Yinqi, et al. Effect of ambient pressure on energy dissipation of GMAW arc[J]. Transactions of the China Welding Institution, 2022, 43(2): 61 − 66. doi: 10.12073/j.hjxb.20210609003
|
|
Wang X, Fan D, Huang J, et al. A unified model of coupled arc plasma and weld pool for double electrodes TIG welding[J]. Journal of Physics D:Applied Physics, 2014, 47(27): 275002.
|
|
Hirt C W, Nichols B D. Volume of fluid (VOF) method for the dynamics of free boundaries[J]. Journal of Computational Physics, 1981, 39(1): 201 − 225. doi: 10.1016/0021-9991(81)90145-5
|
|
Ni M, Qin X, Hu Z, et al. Forming characteristics and control method of weld bead for GMAW on curved surface[J]. Advanced Manufacturing Technology, 2021, 119(3-4): 1883 − 1908.
|
|
Bai X, Colegrove P, Ding J, et al. Numerical analysis of heat transfer and fluid flow in multilayer deposition of PAW-based wire and arc additive manufacturing[J]. International Journal of Heat and Mass Transfer, 2018, 124: 504 − 516. doi: 10.1016/j.ijheatmasstransfer.2018.03.085
|
|
Hu Z, Hua L, Qin X, et al. Molten pool behaviors and forming appearance of robotic GMAW on complex surface with various welding positions[J]. Journal of Manufacturing Processes, 2021, 64: 1359 − 1376. doi: 10.1016/j.jmapro.2021.02.061
|
|
周祥曼, 王礴允, 袁有录, 等. 焊接速度对电弧增材熔池流动及焊道形貌影响的数值模拟研究[J]. 机械工程学报, 2022, 58(10): 103 − 111.
Zhou Xiangman, Wang Boyun, Yuan Youlu, et al. Numerical Simulation Study of the Effects of Travel Speed on the Molten Pool Flow and Weld Bead Morphology of WAAM[J]. Journal of Mechanical Engineering, 2022, 58(10): 103 − 111.
|
|
Tanaka M, Terasaki H, Ushio M, et al. A unified numerical modeling of stationary tungsten-inert-gas welding process[J]. Metallurgical and Materials Transactions. A, Physical Metallurgy and Materials Science, 2002, 33(7): 2043 − 2052. doi: 10.1007/s11661-002-0036-2
|
|
周祥曼, 刘练, 陈永清, 等. 外加变位磁场作用GTAW焊接电弧的数值模拟[J]. 三峡大学学报(自然科学版), 2021, 43(5): 101 − 106. doi: 10.13393/j.cnki.issn.1672-948x.2021.05.017
Zhou Xiangman, Liu Lian, Chen Yongqing, et al. Numerical simulation of GTAW welding arc under the external static magnetic field of changing position[J]. Journal of China Three Gorges University (Natural Sciences), 2021, 43(5): 101 − 106. doi: 10.13393/j.cnki.issn.1672-948x.2021.05.017
|
|
Ji F, Qin X, Hu Z, et al. Influence of ultrasonic vibration on molten pool behavior and deposition layer forming morphology for wire and arc additive manufacturing[J]. International Communications in Heat and Mass Transfer, 2022, 130: 105789. doi: 10.1016/j.icheatmasstransfer.2021.105789
|
|
Cho D W, Na S J, Cho M H, et al. A study on V-groove GMAW for various welding positions[J]. Journal of Materials Processing Technology, 2013, 213(9): 1640 − 1652. doi: 10.1016/j.jmatprotec.2013.02.015
|
| [1] | WANG Haidong, XU Shuang, LIU Jili, LI Xide, QIU Dawei. Enhancing mechanical properties and corrosion resistance through coating SiC during wire arc additive manufacturing of 2205 duplex stainless steel[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2025, 46(5): 61-71. DOI: 10.12073/j.hjxb.20240203002 |
| [2] | CHENG Hongbei, CAO Rui, YANG Fei, XU Xiaolong, JIA Xingwang, JIANG Yong. Effect of post welding heat treatment on corrosion behavior of NiCrMo-3 deposited metal[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2023, 44(7): 32-39. DOI: 10.12073/j.hjxb.20220905001 |
| [3] | ZHOU Jun, WU Yanquan, ZHANG Chunbo, LIANG Wu. Analysis of microstrctures and properties of Ti2AlNb intermetallic compound inertia fricrion welded joints[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2018, 39(11): 27-32. DOI: 10.12073/j.hjxb.2018390267 |
| [4] | DING Kunying, CHENG Taotao, WANG Zhiping. Corrosion resistance of different particle-density WC-10Co- 4Cr coatings[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2013, (1): 93-96. |
| [5] | QIN Fei, AN Tong, ZHONG Weixu, LIU Chengyan. Nanoindentation properties of intermetallic compounds in lead-free solder joints[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2013, (1): 25-28,32. |
| [6] | XIE Xiang, BAO Yefeng, YANG Ke, YANG Yuyang. Corrosion resistance of overlay by electroslag cladding with stainless steel strip[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2011, (10): 77-80. |
| [7] | REN Zhen'an, ZHAO Jiyuan, FAN Jun, HONG He. Microsturctures and properties of Ti-Si intermetallic compound layers by arc cladding[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2008, (11): 1-4. |
| [8] | WEI Qi, REN Chun-ling, CUI Li, LI Zhuo-xin. Corrosion resistance of Al-based coating prepared by arc spraying[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2006, (11): 5-8,24. |
| [9] | ZHANG De-ku, ZOU Gui-sheng, WU Ai-ping, LIU Gen-mao. Effect of Ti on the micro structures and properties of ceramic bonded joints with in term etallic compounds[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2005, (8): 9-11. |
| [10] | SUO Jin ping, FENG Di, LUO He li, CUI Kun. Microstructure and properties of intermetallic composites fabricated by surdfacing[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2003, (3): 44-47. |
| 1. |
郭政伟,龙伟民,王博,祁婷,李宁波. 焊接残余应力调控技术的研究与应用进展. 材料导报. 2023(02): 148-154 .

| |
| 2. |
张勇,唐家成,葛泽龙,綦秀玲. 随焊旋转冲击抑制30CrMnSi接头热影响区软化. 焊接学报. 2021(05): 84-89+103-104 .
本站查看
|
Supported by:
Beijing Renhe Information Technology Co. Ltd

 DownLoad:
DownLoad: