- Ei Compendex
- Scopus
- DOAJ
- Chinese Science Citation Database (CSCD)
- World Journals Clout Index Report
- T1 level in Directory for Mechanical EngineeringDisciplines
| Citation: |
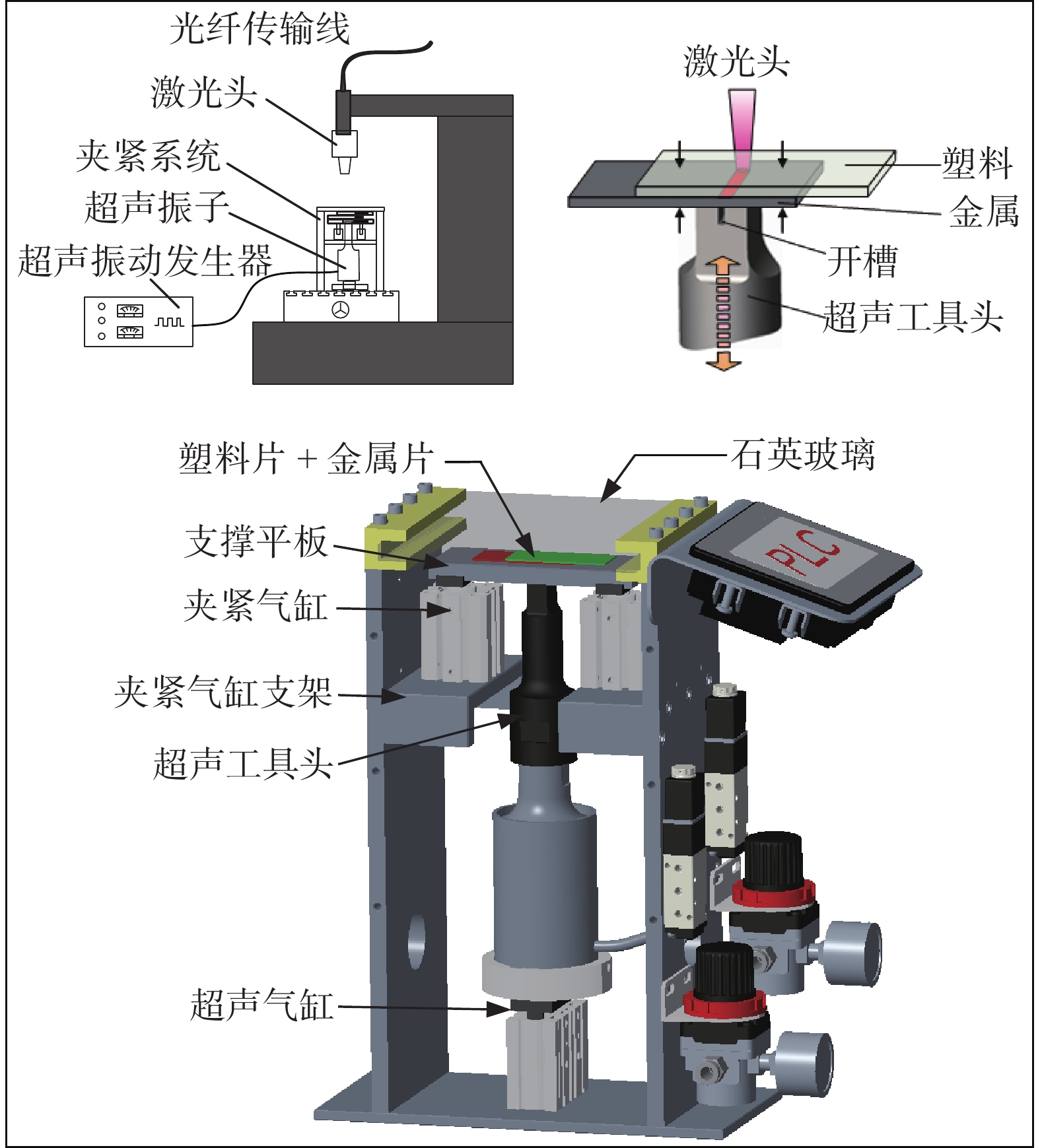
CHEN Yujiao, LIU Quanjun. Experimental study on ultrasonic-aided laser joining of metal and plastic[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2022, 43(10): 37-42. DOI: 10.12073/j.hjxb.20211004001

|
|
Tan C W, Su J H, Zhu B H, et al. Effect of scanning speed on laser joining of carbon fiber reinforced PEEK to titanium alloy[J]. Optics and Laser Technology, 2020, 129: 106273. doi: 10.1016/j.optlastec.2020.106273
|
|
Feng Z W, Ma G L, Su J H, et al. Influence of process parameters on the joint characteristics during laser joining of aluminium alloy and CFRTP[J]. Journal of Manufacturing Processes, 2021, 64: 1493 − 1506. doi: 10.1016/j.jmapro.2021.03.006
|
|
刘天舒, 林健, 朱兵钺. 热塑性塑料和钢板的激光连接工艺[J]. 应用激光, 2020, 40(5): 836 − 840. doi: 10.14128/j.cnki.al.20204005.836
Liu Tianshu, Lin Jian, Zhu Bingyue. Laser Welding of Thermoplastics and Steel[J]. Applied Laser, 2020, 40(5): 836 − 840. doi: 10.14128/j.cnki.al.20204005.836
|
|
黄怡洁, 高向东, 林少铎. 激光焊接参数对有机玻璃与不锈钢接头力学性能的影响[J]. 中国激光, 2017(12): 89 − 96.
Huang Yijie, Gao Xiangdong, Lin Shaoduo. Influences of Laser Welding Parameters on Mechanical Properties of Polymethyl Methacrylate and Stainless-Steel Joints[J]. Chinese Journal of Lasers, 2017(12): 89 − 96.
|
|
Wahba M, Kawahito Y, Katayama S. Laser direct joining of AZ91D thixomolded Mg alloy and amorphous polyethylene terephthalate[J]. Journal of Materials Processing Technology, 2011, 211(6): 1166 − 1174. doi: 10.1016/j.jmatprotec.2011.01.021
|
|
Tillmann W, Elrefaey A, Toward L. Toward process optimization in laser welding of metal to polymer[J]. Materialwissenschaft und Werkstofftechnik, 2010, 41(10): 879 − 883. doi: 10.1002/mawe.201000674
|
|
Chen Y J, Yue T M, Guo Z N, A new laser joining technology for direct-bonding of metals and plastics[J]. Materials & Design, 2016, 110: 775–781.
|
|
Chen Y J, Yue T M, Guo Z N. Laser joining of metals to plastics with ultrasonic vibration[J]. Journal of Materials Processing Technology, 2017, 249: 441 − 451. doi: 10.1016/j.jmatprotec.2017.06.036
|
|
Wang X, Song X H, Jiang M F, et al. Modeling and optimization of laser transmission joining process between PET and 316L stainless steel using response surface methodology[J]. Optics and Laser Technology, 2012, 44(3): 656 − 663. doi: 10.1016/j.optlastec.2011.09.018
|
|
Avila-Orta C, Espinoza-Gonzalez C, Martinez-Colunga G, et al. An overview of progress and current challenges in ultrasonic treatment of polymer melts[J]. Advances in Polymer Technology, 2013, 32: E582 − E602. doi: 10.1002/adv.21303
|
| [1] | WU Kangwei, CHEN Yi, CHENG Guowen, LIU Qiang, LIN Tiesong, HUANG Yongde. Impact of copper-coated CNT content on the fatigue resistance of copper-based composite films[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2024, 45(12): 99-105. DOI: 10.12073/j.hjxb.20230906003 |
| [2] | HUANG Yongde, PENG Peng, GUO Wei, ZHOU Xingwen, CHENG Guowen, LIU Qiang. Current status and prospect of preparation of nano-copper based flexible conductive films[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2022, 43(11): 147-156. DOI: 10.12073/j.hjxb.20220709002 |
| [3] | ZHANG Lingyun, MA Honghao, SHEN Zhaowu, ZHOU Guoan. Micro-structure and mechanical properties of explosively welded steel/Cu pipes and Al/Cu pipe/rod via the Russian-dolls-like experimental arrangement[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2021, 42(5): 1-6. DOI: 10.12073/j.hjxb.20201009003 |
| [4] | SUN Guoji, SUN Qin, YANG Wanchun, XU Hongbo, LI Mingyu. Sintering performance analysis of conductive silver paste on aluminum alloy surface[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2021, 42(1): 38-43, 64. DOI: 10.12073/j.hjxb.20201005002 |
| [5] | LI Huan, XU Guangpei, ZHANG Yuhui, WU Sheng, WANG Fei. Correlation between microstructure and properties of 2219/5A06 dissimilar aluminum alloy welded joint[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2020, 41(9): 8-15. DOI: 10.12073/j.hjxb.20200328001 |
| [6] | WANG Rui, SHI Yu, LI Guang, LI Chunkai, HOU Guoqing. Effect of nickel on conductivity and corrosion of copper/stainless steel GTAW joints[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2019, 40(12): 53-58. DOI: 10.12073/j.hjxb.2019400312 |
| [7] | HE Diqiu, MA Li, SUN Youqing, LAI Ruilin. Microstructures and properties of friction stir welds of C18000 copper alloy[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2019, 40(4): 55-60. DOI: 10.12073/j.hjxb.2019400100 |
| [8] | ZHANG Jing, FENG Xiaosong, XU Hui, GAO Jiashuang. Mechanical properties and microstructures of laser coaxially assisted friction stir welded 2219-T6 aluminum alloy[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2018, 39(8): 82-86. DOI: 10.12073/j.hjxb.2018390206 |
| [9] | HE Dingyong, ZHANG Hua, JIANG Jianmin, LI Xiaoyan. Effect of H2 flow rate on electrical conductivity of APS TiO2 coatings[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2009, (8): 1-4. |
| [10] | XUE Song-bai, CHEN Yan, LÜ Xiao-chun, LIAO Yong-ping. Effect of cerium on wettability and mechanical properties of soldered joints for Sn-Ag-Cu lead free solder[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2005, (10): 1-4. |
Supported by:
Beijing Renhe Information Technology Co. Ltd

 DownLoad:
DownLoad: