- Ei Compendex
- Scopus
- DOAJ
- Chinese Science Citation Database (CSCD)
- World Journals Clout Index Report
- T1 level in Directory for Mechanical EngineeringDisciplines
| Citation: |
YAO Ping, LI Wenqiang, CHEN Wei, HE Riheng, ZHANG Peimei, ZHANG Guangchao. Prediction of weld size prediction based on Whale Optimization Algorithm[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2024, 45(11): 133-139. DOI: 10.12073/j.hjxb.20240701001

|
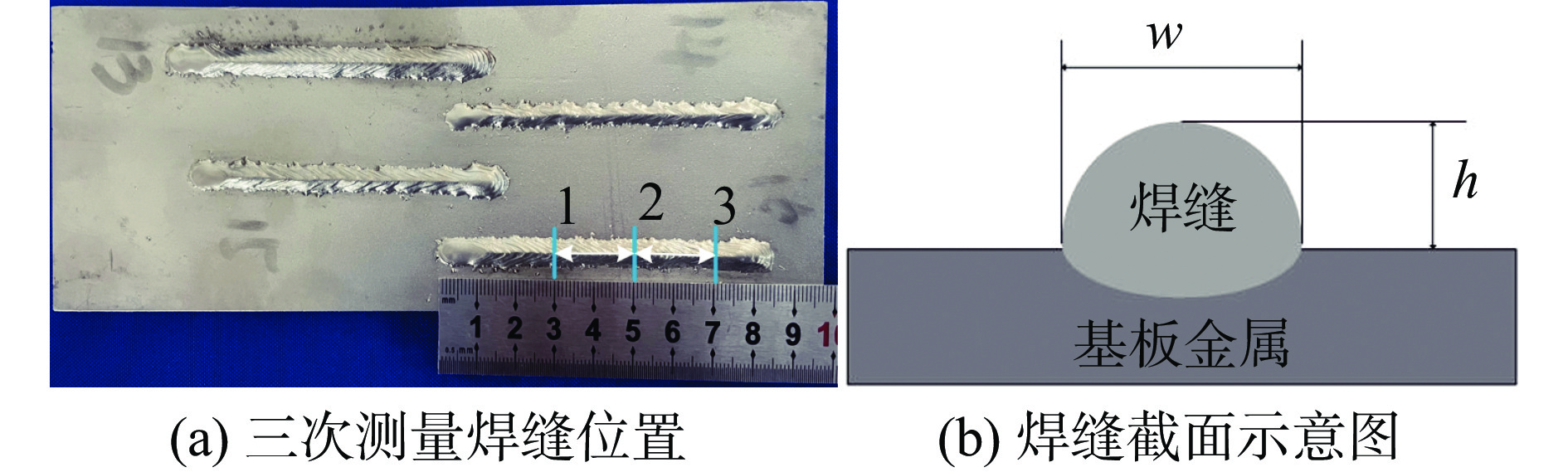
In the robotic arc welding manufacturing process, accurate prediction of weld seam size is important for controlling the quality of weld formation. In this study, a prediction model fusing whale optimization algorithm (WOA) and deep belief network (DBN), referred to as WOA-DBN, is proposed, which constructs a prediction model of weld size for arc welding manufacturing, using current, frequency, duty cycle, and welding speed as the input parameters. Welding seam size prediction model. In order to improve the search efficiency of the algorithm, enhance the convergence performance and avoid falling into the local optimal solution, this paper introduces the strategies of chaotic inverse learning initialization population, nonlinear convergence factor, as well as the simulated annealing operation and adaptive mutation perturbation, etc., and establishes a deep belief network model optimized by the chaotic whale optimization algorithm, i.e., AAMCWOA-DBN. Through experimental comparison, the AAMCWOA-DBN model outperforms the traditional WOA-DBN model in terms of prediction accuracy and performance metrics, the MAPE of the fused wide forecast is only 1.85% and the MAPE of the remaining high forecast is only 0.47%. This study utilizes artificial intelligence algorithms to predict the weld seam size of arc welding manufacturing, which provides new research perspectives and methods for the intelligent control of weld shaping and weld quality, and is expected to be applied in related fields.
| [1] |
石玗, 朱珍文, 张刚, 等. 金属电弧增材成形控制关键技术及研究现状[J]. 材料导报, 2022, 36(12): 135 − 142. doi: 10.11896/cldb.20090337
Shi Yu, Zhu Zhenwen, Zhang Gang, et al. Key technology and status of metal arc additive morphology control[J]. Materials Reports, 2022, 36(12): 135 − 142. doi: 10.11896/cldb.20090337
|
| [2] |
柏久阳, 王计辉, 林三宝, 等. 铝合金电弧增材制造焊道宽度尺寸预测[J]. 焊接学报, 2015, 36(9): 87 − 90.
Bai Jiuyang, Wang Jihui, Lin Sanbao, et al. Width prediction of aluminium alloy weld additively manufactured by TIG arc[J]. Transaction of the China Welding Institution, 2015, 36(9): 87 − 90.
|
| [3] |
Xiong Jun, Yin Ziqiu. Forming appearance control of arc striking and extinguishing area in multi-layer single-pass GM AW-based additive manufacturing[J]. The International Journal of Advanced Manufacturing Technology, 2016, 87(1): 579 − 586.
|
| [4] |
周春东, 章晓勇, 彭勇. 等. CMT Cycle Step 工艺参数对焊缝表面特征纹路及成形尺寸的影响[J]. 焊接学报, 2023, 44(5): 95 − 101. doi: 10.12073/j.hjxb.20220126001
Zhou Chundong, Zhang Xiaoyong, Peng Yong, et al. Influence of CMT cycle step process parameters on weld surface feature patterns and forming[J]. Transactions of the China Welding Institution, 2023, 44(5): 95 − 101. doi: 10.12073/j.hjxb.20220126001
|
| [5] |
Hu Z Q, Qin X P, Li Y F, et al. Multi-bead overlapping model with varying cross-section profile for robotic GMAW-based additive manufacturing[J]. Journal of Intelligent Manufacturing, 2020, 31: 1133 − 1147. doi: 10.1007/s10845-019-01501-z
|
| [6] |
赵鹏, 吕彦明, 周文军, 等. 钨极惰性气体保护焊电弧增材制造单焊道尺寸预测[J]. 机械工程材料, 2020, 44(11): 78 − 82,91. doi: 10.11973/jxgccl202011014
Zhao Peng, Lu Yanming, Zhou Wenjun, et al. Prediction of Single Weld Based Size of TIG Welding Arc Additive Manufacturing[J]. Materials for Mechanical Engineering, 2020, 44(11): 78 − 82,91. doi: 10.11973/jxgccl202011014
|
| [7] |
孙家豪, 张超勇, 吴剑钊, 等. 基于神经网络的316L不锈钢激光焊焊缝形貌预测[J]. 焊接学报, 2021, 42(12): 40 − 47. doi: 10.12073/j.hjxb.20210526003
Sun Jiahao, Zhang Chaoyong, Wu Jianzhao, et al. Neural network-based prediction of weld morphology for laser welding of 316L stain less steel[J]. Transactions of the China Welding Institution, 2021, 42(12): 40 − 47. doi: 10.12073/j.hjxb.20210526003
|
| [8] |
Yao P, Zhou K, Tang H. Effects of operational parameters on the characteristics of ripples in double-pulsed GMAW process[J]. Materials, 2019, 12(17): 2767. doi: 10.3390/ma12172767
|
| [9] |
Yao P, Zhou K, Huang S. Process and parameter optimization of the double-pulsed GMAW process[J]. Metals, 2019, 9(9): 1009. doi: 10.3390/met9091009
|
| [10] |
Wang Xiaoming, Wei L, Yajie L, et al. Prediction model of refined gasoline blending formula based on PSO-DBN[J]. China Petroleum Processing & Petrochemical Technology, 2022, 24(3): 128 − 138.
|
| [1] | ZHANG Yukun, CHEN Jichun, ZHANG Jinsong. Microstructure and shear strength of the C/SiC and Q235 brazing joints[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2020, 41(7): 78-82. DOI: 10.12073/j.hjxb.20191010001 |
| [2] | MA Qunshuang, LI Yajiang, WANG Juan, DUAN Huming, XU Guangyuan. Microstructure characteristics and shear strength of wide-band laser clad Ni60 composite coatings reinforced with WC particle[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2016, 37(12): 49-52. |
| [3] | WANG Hongna, YAN Yanfu, MA Shitao, QI Xuefeng, LIU Shuying. Effect of rare earth element (La,Nb) on hardness of Ti15Cu15Ni filler metal and shear strength of TC4 joint[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2016, 37(11): 99-103. |
| [4] | XU Yuanyuan, YAN Yanfu, FENG Lifang, . Effect of content of Ni on wettability and shear strength of BiSbSnNi solder alloy[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2014, 35(7): 31-34. |
| [5] | ZHANG Dalei, QI Junlei, ZHANG Lixia, FENG Jicai, LIANG Yingchun. Active brazing of SiO2f/SiO2 composite and Invar alloy with Cu-25Sn-10Ti[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2014, 35(3): 53-56. |
| [6] | WU Na, LI Yajiang, WANG Juan. Microstructure and shear strength of high-temperature brazed joint of Super-Ni/NiCr laminated composite using Ni-Cr-Si-B filler metal[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2014, 35(1): 9-12,36. |
| [7] | LU Wei, ZHANG Ning, SHI Yaowu, LEI Yongping. Effect of loading rate on shear strength of SnAgCu solder joint[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2010, (9): 57-60. |
| [8] | MENG Gongge, LI Zhengping. Shear strength and fracture surface analysis of BiAgNiCuGe/Cujoint[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2009, (10): 45-48. |
| [9] | WANG Juan, LI Yajiang, S. A. GERASIMOV. Microstructure and shear strength of diffusion brazed Al2O3-TiC/Q235 joint[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2008, (12): 25-28. |
| [10] | XUE Song-bai, HU Yong-Fang, YU Sheng-lin. Study on shear strength of soldered joints of BGA packaging devices[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2005, (10): 62-64. |
| 1. |
高超,黄春跃,梁颖,付玉祥,匡兵. 微尺度CSP焊点弯振耦合应力应变分析与优化. 振动与冲击. 2021(09): 55-62+91 .

|
Supported by:
Beijing Renhe Information Technology Co. Ltd

 DownLoad:
DownLoad: