- Ei Compendex
- Scopus
- DOAJ
- Chinese Science Citation Database (CSCD)
- World Journals Clout Index Report
- T1 level in Directory for Mechanical EngineeringDisciplines
| Citation: |
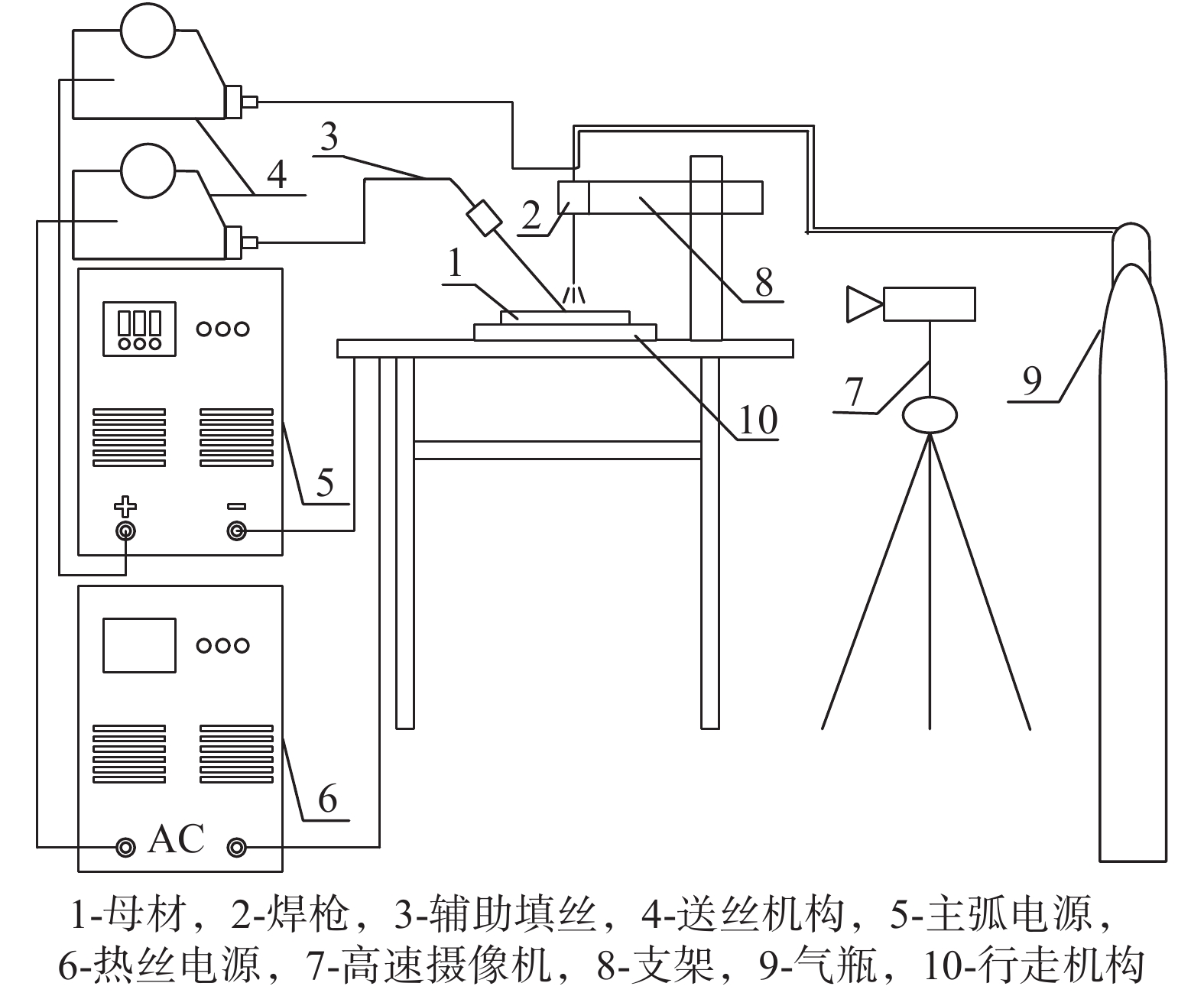
MA Zongbiao, HUANG Pengfei, ZHANG Xuanning, WANG Yachun, DAI Hongbo, WANG Guanghui. Experimental study on deposition rate of high efficiency hot wire GMAW welding process[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2021, 42(1): 44-48. DOI: 10.12073/j.hjxb.20200605004

|
|
范成磊, 梁迎春, 杨春利, 等. 铝合金高频感应热丝TIG焊接方法[J]. 焊接学报, 2006, 27(7): 49 − 52. doi: 10.3321/j.issn:0253-360X.2006.07.013
Fan Chenglei, Liang Yingchun, Yang Chunli, et al. TIG welding method of aluminum alloy high-frequency induction hot wire[J]. Transactions of the China Welding Institution, 2006, 27(7): 49 − 52. doi: 10.3321/j.issn:0253-360X.2006.07.013
|
|
吕世雄, 孙清洁, 范阳阳, 等. 电弧热丝TIG焊工艺特点分析[J]. 焊接, 2007(10): 41 − 43. doi: 10.3969/j.issn.1001-1382.2007.10.010
Lü Shixiong, Sun Qingjie, Fan Yangyang, et al. Analysis of the characteristics of arc hot wire TIG welding process[J]. Welding & Joining, 2007(10): 41 − 43. doi: 10.3969/j.issn.1001-1382.2007.10.010
|
|
Aravinda P, Irappa S, Basavarajappa, et al. Assessment of impact strength of welds produced by cold wire and hot wire gas tungsten arc welding (GTAW) processes[J]. Materials Today: Proceedings, 2020, 24(Pt 2): 983 − 994.
|
|
He H, Wu C, Lin S, et al. Pulsed TIG welding-brazing of aluminum-stainless steel with an Al-Cu twin hot wire[J]. Journal of Materials Engineering & Performance, 2019, 28(3): 1180 − 1189.
|
|
Liu W, Ma J, Liu S, et al. Experimental and numerical investigation of laser hot wire welding[J]. International Journal of Advanced Manufacturing Technology, 2015, 78(9−12): 1485 − 1499. doi: 10.1007/s00170-014-6756-9
|
|
苗玉刚, 马照伟, 赵慧慧, 等. 高强钢旁路热丝等离子弧打底焊接头组织和性能[J]. 焊接学报, 2019, 40(1): 99 − 103.
Miao Yugang, Ma Zhaowei, Zhao Huihui, et al. Microstructure and performance of backing welding joint of high strength steel by bypass-current wire-heating PAW[J]. Transactions of the China Welding Institution, 2019, 40(1): 99 − 103.
|
|
余淑荣, 程能第, 黄健康, 等. 旁路耦合电弧增材制造热过程与组织关系[J]. 焊接学报, 2019, 40(8): 1 − 6.
Yu Shurong, Cheng Nengdi, Huang Jiankang, et al. Relationship between thermal process and microstructure during additive manufacturing of double-electrode gas metal arc welding[J]. Transactions of the China Welding Institution, 2019, 40(8): 1 − 6.
|
|
Shah P, Agrawal C. A review on twin tungsten inert gas welding process accompanied by hot wire pulsed power source[J]. Journal of Welding and Joining, 2019, 37(2): 41 − 51.
|
|
Kim K, Bang H, Bang H, et al. Hot wire laser welding of multilayer for narrow gap-analysis of wire melting/transfer and arc formation phenomenon by high speed imaging[J]. Journal of Welding and Joining, 2016, 34(5): 26 − 32.
|
|
李泳格. 一种新型热丝TIG复合焊接装置的研制[D]. 北京: 北京工业大学, 2015.
Li Yongge. Development of a new hot wire TIG composite welding device[D]. Beijing: Beijing University of Technology, 2015.
|
| [1] | LAN Hu, ZHANG Huajun, CHEN Ajing, CHEN Shanben. Numerical simulation on dynamic process and thermal physical properties of narrow gap MAG vertical welding[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2015, 36(7): 77-82. |
| [2] | WANG Lei, HUANG Songtao, JIAO Xiangdong, GU Xiaoman. Stability of hyperbaric pulsed MAG welding arc and its compensation by higher arc voltage[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2015, 36(3): 63-66. |
| [3] | ZHENG Senmu, GAO Hongming, LIU Xin. Arc behavior of MAG welding with strip electrode[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2011, (10): 97-100. |
| [4] | LI Jing, LI Fang, ZHU Wei, LIAO Jianxiong, QIAN Luhong. A new seam location extraction method for pipe-line backing welding of MAG based on passive optical vision sensor[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2011, (10): 69-72. |
| [5] | LI Zhiyong, WANG Wei, WANG Xuyou, LI Huan. Analysis of laser-MAG hybrid welding plasma radiation[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2010, (3): 21-24,28. |
| [6] | WEN Yuanmei, HUANG Shisheng, WU Kaiyuan, LAO Zhengping. Welding behavior of two current phase relations for twin-wire pulsed MAG welding[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2010, (1): 59-62,66. |
| [7] | WANG Jia-you, GUO Hong-bin, YANG Feng. A new rotating arc process for narrow gap MAG welding[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2005, (10): 65-67. |
| [8] | BAO Ye-feng, ZHOU Yun, WU Yi-xiong, LOU Song-nian. Instant unstable phenomenon of rotational spray transfer in high-current MAG welding[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2003, (6): 73-76. |
| [9] | Sun Lunqiang, Wu Lin. A Regression Model of Weld Bead Geometry for Pulsed MAG Welding in Multipositions[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 1996, (4): 249-257. |
| [10] | Jiang Weiyan, Zhang Jiuhai, Zhao Chongyi. Behaviors of metal transfer in pulsed MIG(MAG) welding[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 1994, (1): 50-58. |
Supported by:
Beijing Renhe Information Technology Co. Ltd

 DownLoad:
DownLoad: