- Ei Compendex
- Scopus
- DOAJ
- Chinese Science Citation Database (CSCD)
- World Journals Clout Index Report
- T1 level in Directory for Mechanical EngineeringDisciplines
| Citation: |
DONG Wenjiang, ZHANG Xinmeng, XIE Yuming, ZOU Nan, MENG Xiangchen, HUANG Yongxian. Mechanical performances and corrosion behaviors of robotic wire-feeding friction stir welding of 5A06 aluminum alloys[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2024, 45(11): 61-65. DOI: 10.12073/j.hjxb.20240710002

|
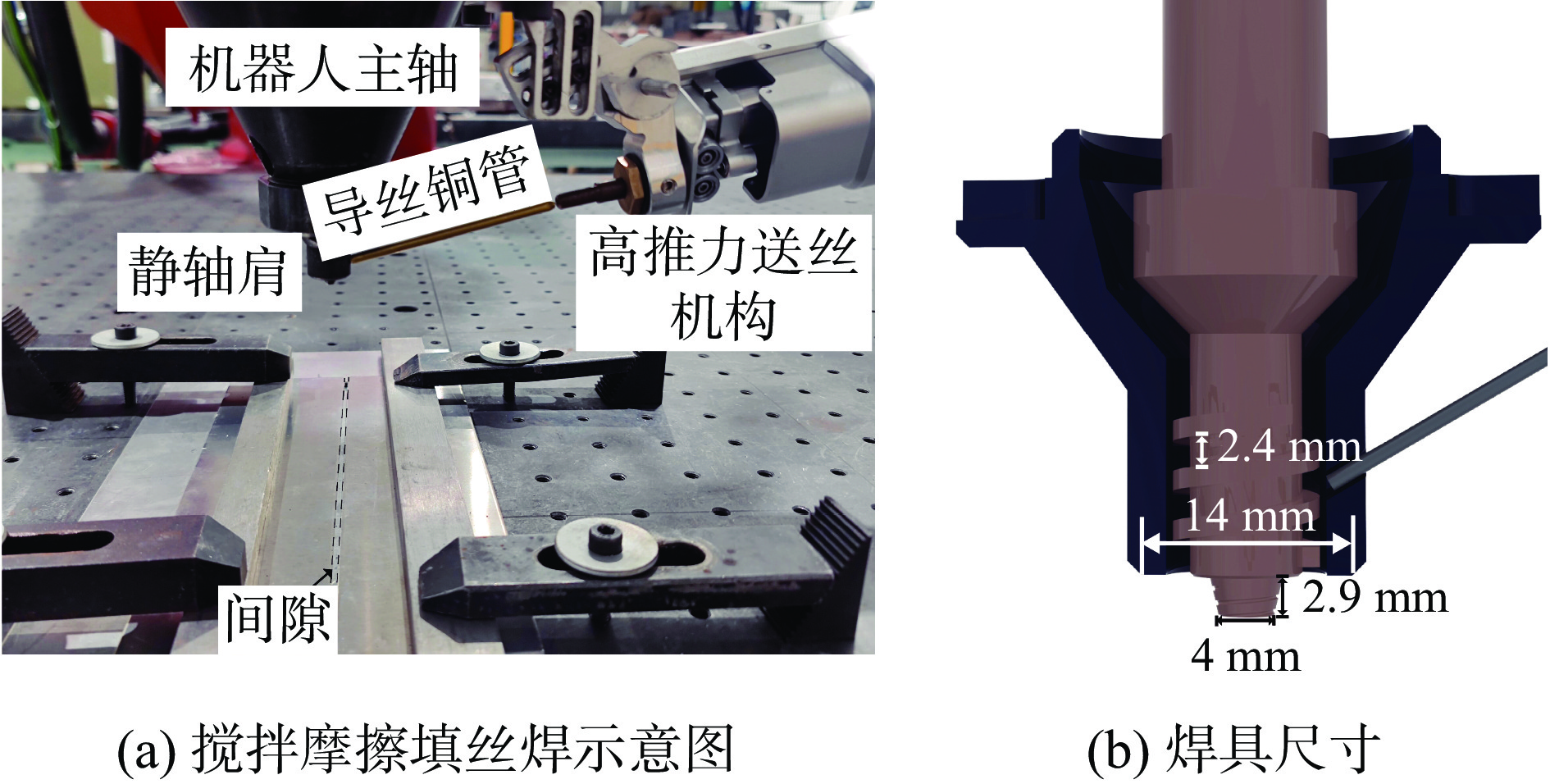
Large gap width easily occurs in large and complex structural welds due to joint configurations and profile straightness tolerances, which is extremely unfavorable to the joint forming and performance. A novel method, named robotic wire-feeding friction stir welding, was proposed for welding large-gap-width joints. 3-mm-thick 5A06 aluminum alloy plates with a gap width of 2 mm were welded. The results showed that sound joints were obtained and the filler materials achieved a high-quality metallurgical welding with the plates. The ultimate tensile strength of the joints reached 388.9 MPa ± 1.4 MPa, which is 99% of the base material. The adverse effects of gap on welding quality were eliminated. Fine microstructures were obtained via dynamic recrystallization induced by severe plastic deformation. In the salt spray corrosion test, the fine and homogeneous second phase particles in the weld nugget zone and filler material zone made their corrosion resistance better than that of the heat-affected zone and the BM. The filler material enhanced the corrosion resistance of the weld nugget zone. Pitting occurred on the surface of the heat-affected zone which became the crack initiation position. The ultimate tensile strength of the joints reduced to 356.6 MPa ± 1.2 MPa, reaching 91% of the BM.
| [1] |
Meng X, Huang Y, Cao J, et al. Recent process on control strategies for inherent issues in friction stir welding[J]. Process in Materials Science, 2021, 115: 100706.
|
| [2] |
张华, 林三宝, 吴林, 等. 搅拌摩擦焊研究进展及前景展望[J]. 焊接学报, 2003, 24(3): 91 − 97. doi: 10.3321/j.issn:0253-360X.2003.03.025
Zhang Hua, Lin Sanbao, Wu Ling, et al. Current progress and prospect of friction stir welding[J]. Transactions of the China Welding Institution, 2003, 24(3): 91 − 97. doi: 10.3321/j.issn:0253-360X.2003.03.025
|
| [3] |
Ji S, Meng X, Li Z, et al. Investigation of vertical compensation friction stir-welded 7N01-T4 aluminum alloy[J]. International Journal of Advanced Manufacturing Technology, 2016, 84: 2391 − 2399. doi: 10.1007/s00170-015-7904-6
|
| [4] |
Cole E G, Fehrenbacher A, Shultz E F, et al. Stability of the friction stir welding process in presence of workpiece mating variations[J]. International Journal of Advanced Manufacturing Technology, 2012, 63: 583 − 593. doi: 10.1007/s00170-012-3946-1
|
| [5] |
Wanjara P, Monsarrat B, Larose S. Gap tolerance allowance and robotic operational window for friction stir butt welding of AA6061[J]. Journal of Materials Processing Technology, 2013, 213: 631 − 640. doi: 10.1016/j.jmatprotec.2012.10.010
|
| [6] |
Inada K, Fujii H, Ji Y S, et al. Effect of gap on FSW joint formation and development of friction powder processing[J]. Science and Technology of Welding and Joining, 2010, 15: 131 − 136. doi: 10.1179/136217109X12568132624244
|
| [7] |
Ji S, Meng X, Xing J, et al, Vertical compensation friction stir welding of 6061-T6 aluminum alloy[J]. High Temperature Materials And Processes. 2016, 35: 843–851.
|
| [8] |
张欣盟, 何广忠, 王贝贝, 等. 6082-T6铝合金填料搅拌摩擦焊工艺[J]. 电焊机, 2020, 50(12): 54 − 58. doi: 10.7512/j.issn.1001-2303.2020.12.12
Zhang Xinmeng, He Guangzhong, Wang Beibei, et al. Investigat- ion of friction stir welded 6082 -T6 Al alloy with fillers[J]. Electric Welding Machine, 2020, 50(12): 54 − 58. doi: 10.7512/j.issn.1001-2303.2020.12.12
|
| [9] |
Yang Y, Kalya P, Landers R G, et al. Automatic gap detection in friction stir butt welding operations[J]. International Journal of Machine Tools and Manufacture, 2008, 48: 1161 − 1169. doi: 10.1016/j.ijmachtools.2008.01.007
|
| [10] |
孙飞龙, 李晓刚, 卢琳, 等. 5052和6061铝合金在中国南海深海环境下的腐蚀行为研究[J]. 金属学报, 2013, 49(10): 1219. doi: 10.3724/SP.J.1037.2013.00143
Sun Feilong, Li Xiaogang, Lu Ling, et al. Corrosion behavior of 5052 and 6061 aluminum alloys in deep ocean environment of South China Sea[J]. Acta Metallurgica Sinica., 2013, 49(10): 1219. doi: 10.3724/SP.J.1037.2013.00143
|
| [1] | YUAN Mingxin, DAI Xianling, LIU Chao, SUN Hongwei, WANG Lei. Feature parameters extraction of ship welds based on spatial position and contour distance[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2023, 44(1): 84-92. DOI: 10.12073/j.hjxb.20211208002 |
| [2] | HE Jianping, TAO Xuyang, JI Yongfeng. Dynamic distribution characteristic of temperature field and weld morphology control in pulsed microplasma arc welding ultra-thin sheets[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2021, 42(9): 67-73. DOI: 10.12073/j.hjxb.20200423001 |
| [3] | WANG Angyang, HE Jianping, WANG Xiaoxia, LINYANG Shenlan. Distribution characteristics and parameters effects of MPLW arc[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2017, 38(8): 77-81. DOI: 10.12073/j.hjxb.20151007002 |
| [4] | JIANG Qixiang, ZOU Yirong, DU Dong. Spatial distribution measurement of gas tungsten arc current density based on image analysis[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2016, 37(8): 101-104. |
| [5] | CHEN Haiyong, DU Xiaolin, DONG Yan. Tiny visual feature extraction of random changing weld[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2016, 37(5): 97-101. |
| [6] | SHI Duanhu, GANG Tie, YANG Feng. Automatic corresponding criterion of bulk defects in I style weldments[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2012, (5): 53-56. |
| [7] | SHI Duanhu, GANG Tie, HUANG Chuanhui, YANG Genxi. Automated extraction of spatial locating data for bulk defects in double T joints[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2010, (4): 69-72. |
| [8] | SHI Duan-hu, GANG Tie, YUAN Yuan. Spatial distribution features of weld defects in complex structure[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2005, (11): 71-74. |
| [9] | SHI Yu-xiang, QIAO Ya-xia, Masahiro TOYOSADA. Distribution feature of welding aerosol particle size[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2003, (1): 31-34. |
| [10] | Han Guoming, Li Junyue, Wu Zhao, Liu Gang. Distribution Feature of Welding Arc Ultraviolet Spestrum[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 1999, (4): 213-218. |
| 1. |
汪孟杰,安康,祝贺,陈瑶,王李冬. 基于机器视觉技术的工业焊板焊缝位置检测系统. 物联网技术. 2025(01): 9-14+20 .

| |
| 2. |
赵秋,唐琨,李英豪,林铮哲,陈鹏. 钢桥面板对接焊缝表面多缺陷疲劳效应研究. 铁道标准设计. 2024(03): 133-140+162 .
| |
| 3. |
强伟,王克鸿,彭勇,袁银辉,路永新,董会. V形耦合双热源自熔焊接热-力分布特征. 稀有金属. 2024(04): 529-538 .
| |
| 4. |
薛辰宇,石端虎,甄紫,孙远. 对接接头焊件射线检测图像焊缝区的自适应提取. 焊接技术. 2024(08): 106-110 .
| |
| 5. |
陈晓明,王丽,马良,周峰,袁山山. 钢筋工程焊缝质量检测技术研究进展. 北京理工大学学报. 2024(12): 1215-1224 .
| |
| 6. |
石端虎,吴三孩,历长云,赵洪枫,刚铁,何敏. 对接接头焊件缺陷空间定位及分布特征研究. 徐州工程学院学报(自然科学版). 2023(02): 55-62 .
| |
| 7. |
董慧. 基于二元函数拟合的X射线焊缝图像缺陷分割方法. 焊接技术. 2023(07): 18-22 .
| |
| 8. |
孙远,石端虎. T形接头角焊缝气孔缺陷空间位置数据的自动提取. 盐城工学院学报(自然科学版). 2023(02): 25-31 .
| |
| 9. |
洪祥,张海越,宋骐. 基于图像识别的AH36钢激光焊缝节点定位技术研究. 计算机测量与控制. 2023(11): 299-305+314 .
| |
| 10. |
蔡文龙,赵振,李文忠. 基于机器视觉的航空插头焊杯定位. 计算机仿真. 2022(06): 53-56 .
| |
| 11. |
强伟,路永新,袁银辉,孙粲. T形接头冷丝填充双热源协同焊接数值模拟. 材料科学与工艺. 2021(05): 57-62 .
| |
| 12. |
石端虎,吴三孩,历长云,沙静,孙远,杨峰. 对接接头焊件批量缺陷空间位置的可视化. 焊接. 2021(12): 48-52+66 .
|
Supported by:
Beijing Renhe Information Technology Co. Ltd

 DownLoad:
DownLoad: