- Ei Compendex
- Scopus
- DOAJ
- Chinese Science Citation Database (CSCD)
- World Journals Clout Index Report
- T1 level in Directory for Mechanical EngineeringDisciplines
| Citation: |
FANG Disheng, FAN Yuanyuan, HUANG Ruisheng, XU Fujia, PEI Liang, LI Jiashi. Microstructure and properties of thick 5A06 aluminum alloy by 10 kW level oscillated laser welding at vertical up position[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2024, 45(6): 68-76. DOI: 10.12073/j.hjxb.20230614005

|
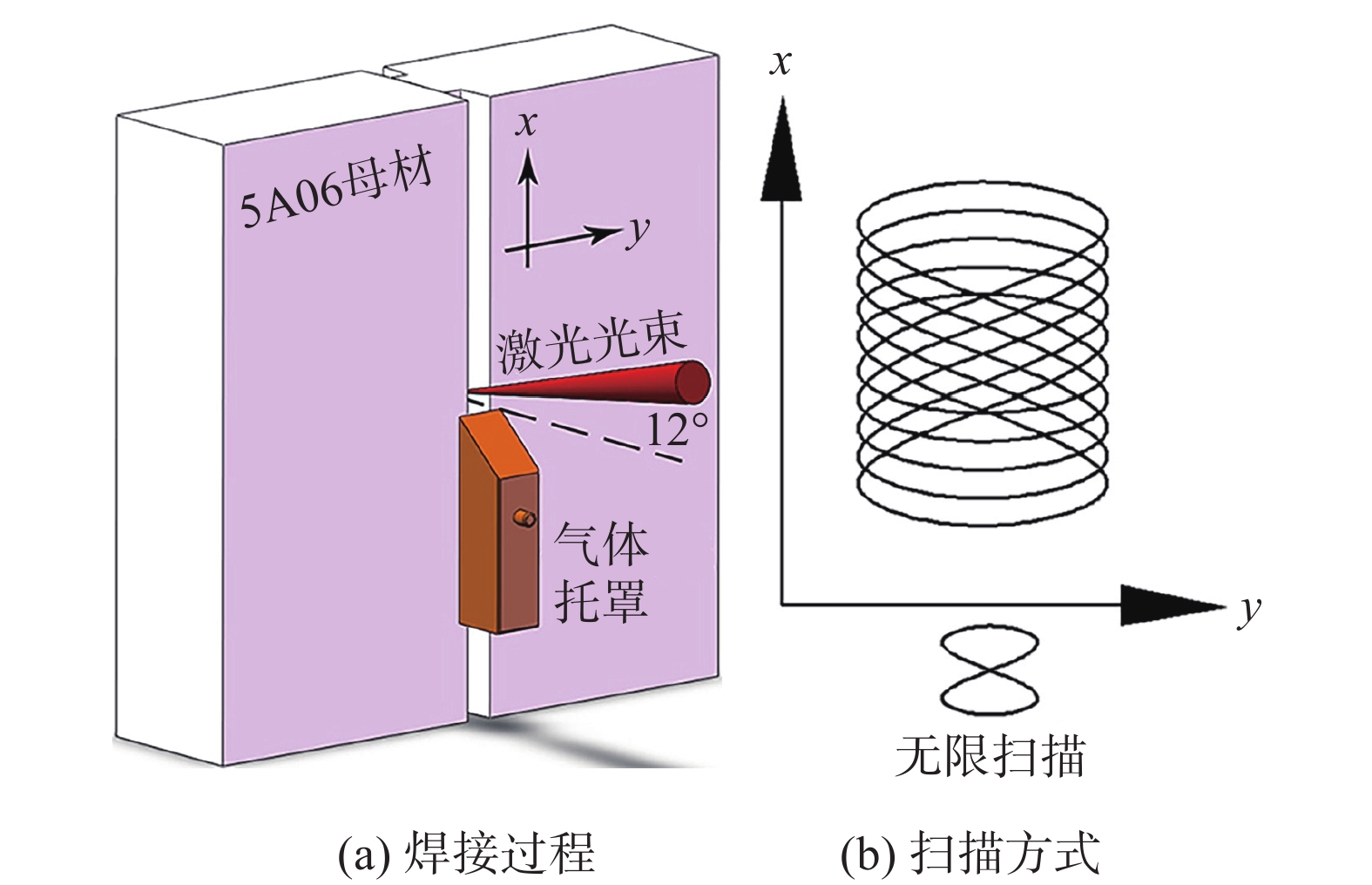
In order to solve the problem of weld bead formation and porosity during welding of thick aluminum alloy with 10 kW level normal laser beam, this paper proposed thick aluminum alloy vertical up welding process with 10 kW level oscillated laser beam. 5A06 thick aluminum alloy was applied to conduct the welding experiments, the weld bead formation, microstructure and the mechanical property of the obtained weld bead was analyzed. Results showed that, the process significantly improved the weld bead formation and porosity defects of thick aluminum alloy laser welding. According to the weld pool image, oscillated laser beam stretched the weld pool geometry, therefore the interference of the laser beam on the tail of weld pool could be reduced, which was beneficial for the weld bead formation and porosity. The process successfully welded 24 mm root face of 50 mm thick 5A06 aluminum alloy by double side and double passes at narrow gap groove. When the oscillated amplitude increased, which was parameter II and III, the weld bead was smooth and continuous, and there was no porosity found by X ray inspections. The microstructure by parameter II consisted of equiaxed grains, the microstructure by parameter III consisted of equiaxed grains and few columnar grains. Due to the welding speed was lower with parameter III, the heat input was higher, the grain size with parameter III was larger. The tensile strength with parameter II and III was 337 MPa and 322 MPa, reaching 93.6% and 89.4% of the base metal. The fracture surface was full of dimples, indicating ductile fracture.
| [1] |
张泽桦, 李小强, 朱德志, 等. 电流对7075-T6铝合金双丝脉冲冷金属过渡焊接接头组织和力学性能的影响[J]. 焊接学报, 2022, 43(11): 68 − 77. doi: 10.12073/j.hjxb.20220703002
Zhang Zehua, Li Xiaoqiang, Zhu Dezhi, et al. Effect of wire current on microstructure and properties of 7075-T6 aluminum alloy joint welded by double-wire pulsed cold metal transition method[J]. Transactions of the China Welding Institution, 2022, 43(11): 68 − 77. doi: 10.12073/j.hjxb.20220703002
|
| [2] |
Lei Z, Li X Y, Xu F J, et al. Laser-pulsed MIG hybrid welding technology of A6N01S aluminum alloy[J]. China Welding, 2017, 26(4): 10 − 19.
|
| [3] |
张秉刚, 王一帆, 王厚勤. 先进材料与异种材料电子束焊接研究进展[J]. 焊接学报, 2022, 43(8): 95 − 101. doi: 10.12073/j.hjxb.20220506001
Zhang Binggang, Wang Yifan, Wang Houqin. Research status and development trend of electron beam welding for advanced materials and dissimilar materials[J]. Transactions of the China Welding Institution, 2022, 43(8): 95 − 101. doi: 10.12073/j.hjxb.20220506001
|
| [4] |
王非凡, 谢聿铭, 吴会强, 等. 2219铝合金FSW和TIG焊接头力学与腐蚀行为[J]. 焊接学报, 2022, 43(6): 43 − 49.
Wang Feifan, Xie Yuming, Wu Huiqiang, et al. Mechanical performances and corrosion behaviors of friction stir welded and TIG welded 2219 aluminum alloy joints[J]. Transactions of the China Welding Institution, 2022, 43(6): 43 − 49.
|
| [5] |
张国滨, 姜梦, 陈曦, 等. 常压/真空环境激光焊接焊缝成形特性及残余应力与变形对比[J]. 焊接学报, 2022, 43(8): 34 − 41.
Zhang Guobin, Jiang Meng, Chen Xi, et al. A comparison study of characteristics of weld formation, residual stress and distortion of laser welding under atmospheric pressure and vacuum[J]. Transactions of the China Welding Institution, 2022, 43(8): 34 − 41.
|
| [6] |
Wang J M, Peng G C, Li L Q, et al. 30 KW-level laser welding characteristics of 5A06 aluminum alloy thick plate under subatmospheric pressure[J]. Optics & Laser Technology, 2019, 119: 105668.
|
| [7] |
Yan Z Y, Chen S J, Jiang F, et al. Weld properties and residual stresses of VPPA Al welds at varying welding positions[J]. Journal of Materials Research and Technology, 2020, 9(3): 2892 − 2902. doi: 10.1016/j.jmrt.2020.01.040
|
| [8] |
Fang D S, Xu F J, Huang R S, et al. Vertical up welding characteristics of 5A06 aluminum alloy by 10 kW-level oscillation laser beam[J]. Welding in the world, 2022, 66(10): 2091 − 2105. doi: 10.1007/s40194-022-01351-z
|
| [9] |
Wang L, Gao M, Zhang C, et al. Effect of beam oscillation pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy[J]. Materials & Design, 2016, 108: 707 − 717.
|
| [10] |
Yang X Y, Chen H, Li M V, et al. Porosity suppressing and grain refining of narrow-gap rotating laser-MIG hybrid welding of 5A06 aluminum alloy[J]. Journal of Manufacturing Processes, 2021, 68: 1100 − 1113. doi: 10.1016/j.jmapro.2021.06.036
|
| [11] |
Yuan T, Luo Z, Kou S. Grain refining of magnesium welds by arc oscillation[J]. Acta Materialia, 2016, 116: 166 − 176. doi: 10.1016/j.actamat.2016.06.036
|
| [12] |
Zhao Y B, Lei Z L, Chen Y B, et al. A comparative study of laser-arc double-sided welding and double-sided arc welding of 6 mm 5A06 aluminium alloy[J]. Materials & Design, 2011, 32(4): 2165 − 2171.
|
| [1] | HONG Yuxiang, YANG Mingxuan, DU Dong, CHANG Baohua, XIAO Hong. Unstable state vision detection of molten pool during aluminum alloy climbing-TIG welding[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2021, 42(10): 8-13. DOI: 10.12073/j.hjxb.20201208001 |
| [2] | GAO Xiangdong, XIE Yilong, CHEN Ziqin, YOU Deyong. Fractal feature detection of high-strength steel weld defects by magnetooptical imaging[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2017, 38(7): 1-4. DOI: 10.12073/j.hjxb.20150803001 |
| [3] | LIANG Zhimin, ZHAO Shuangshuang, ZHANG Meimei, GAO Hongming. Vision sensing of weld pool for P-GMAW by an infrared transmitting filter[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2014, 35(2): 33-36,41. |
| [4] | SHEN Yingji, WANG Kehong, PAN Mingcai, CHEN Fei. Prelimimary about pool image character of welding defect based on vision sensing[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2012, (1): 105-108. |
| [5] | GAO Jinqiang, WANG Demin, WU Chuansong. Calibration of weld pool size for MAG arc welding based on vision[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2009, (2): 34-36. |
| [6] | LIU Huijie, ZHANG Huijie, HUANG Yongxian, GUO Yongliang. Study of repair welding technology of friction stir welding defects[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2009, (1): 1-4. |
| [7] | GAO Xiangdong, ZHAO Chuanmin, BAI Tianxiang, DING Dukun. Application of fourier transform in extraction of molten pool image character[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2008, (8): 13-16. |
| [8] | NIU Yong, XUE Haitao, ZENG Zhoumo, LI Yongyan. Dada acquisition and defects analysis in resistance spot welding process based on parallel port[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2007, (6): 61-64. |
| [9] | WANG Ke-hong, SHEN Ying-ji, QIAN Feng, YOU Qiu-rong. MAG welding molten pool image character and useful information analysis[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2006, (11): 53-56. |
| [10] | CHEN Shan-ben, CAO Jian-ming, XU Chen-ming, WU Lin. Visual Sensing and Real-Time Control of Weld Pool Dynamics in Pulsed GMAW[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2002, (4): 17-20. |
Supported by:
Beijing Renhe Information Technology Co. Ltd

 DownLoad:
DownLoad: