- Ei Compendex
- Scopus
- DOAJ
- Chinese Science Citation Database (CSCD)
- World Journals Clout Index Report
- T1 level in Directory for Mechanical EngineeringDisciplines
| Citation: |
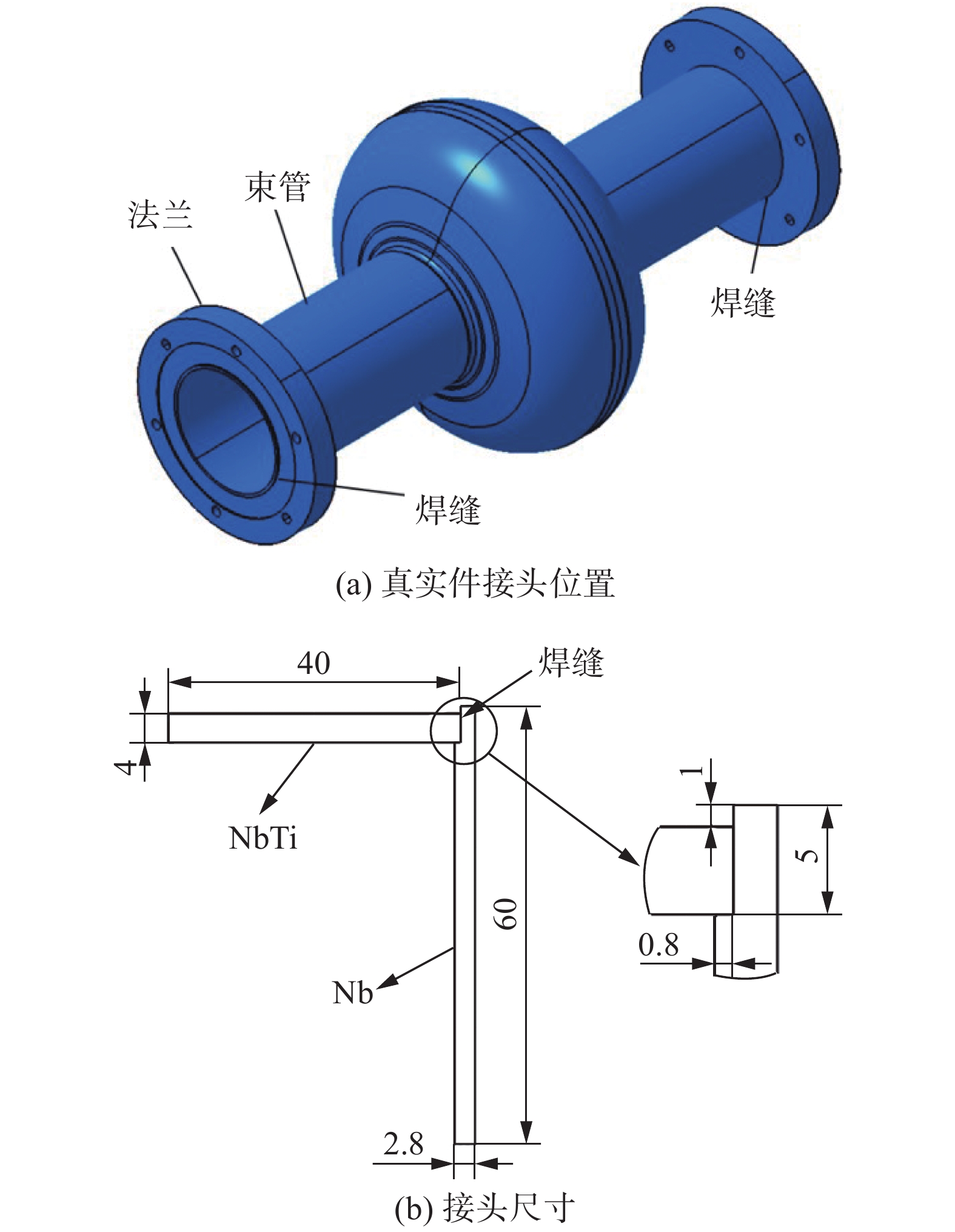
TAO Jia, WU Jiefeng, LIU Zhihong, MA Jianguo, LIU Zhenfei. Nb/Nb55Ti welding process test at the joints of tubes and flanges in superconducting cavities[J]. TRANSACTIONS OF THE CHINA WELDING INSTITUTION, 2021, 42(3): 77-84. DOI: 10.12073/j.hjxb.20201118002

|
|
Hirotaka Shimizu, Takeshi Dohmae, Masato Egi, et al. Fabrication and evaluation of superconducting single-cell cavities manufactured using various materials and methods[J]. IEEE Transactions on Applied Superconductivity, 2017, 27(7): 3500714.
|
|
Singer W. Fabrication of elliptical SRF cavities[J]. Superconductor Science and Technology, 2017, 30(3): 033001. doi: 10.1088/1361-6668/30/3/033001
|
|
Cantergiani E, Atieh S, Leaux F, et al. Niobium superconducting rf cavity fabrication by electrohydraulic forming[J]. Physical Review Accelerators and Beams, 2016, 19(11): 114703.
|
|
Bieler T R, Wright N T, Pourboghrat F, et al. Physical and mechanical metallurgy of high purity Nb for accelerator cavities[J]. Physical Review Special Topics-Accelerators and Beams, 2010, 13(3): 031002.
|
|
Balachandran S, Elwell R, Kang D, et al. Nb tubes for seamless SRF cavities[J]. IEEE Transactions on Applied Superconductivity, 2013, 23(3): 7100904.
|
|
Cooley L D, Burk D, Cooper C, et al. Impact of forming, welding, and electropolishing on pitting and the surface finish of SRF cavity niobium[J]. IEEE Transactions on Applied Superconductivity, 2011, 21(3): 2609 − 2614.
|
|
Zheng Yongjian, Zhou Lian, Jie Wanqi, et al. Hydrogenation and dehydrogenation analysis for Nb47Ti bars[J]. Rare Metal Materials and Engineering, 2014, 43(11): 2627 − 2630. doi: 10.1016/S1875-5372(15)60015-7
|
|
沈立华, 胡革全, 刘彦昌, 等. 超导用Nb55Ti饼材热处理工艺研究[J]. 热加工工艺, 2019, 48(16): 159 − 161.
Shen Lihua, Hu Gequan, Liu Yanchang, et al. Study on heat treatment process of Nb55Ti discs for superconductivity[J]. Hot Working Technology, 2019, 48(16): 159 − 161.
|
|
Jung Y, Hyun M, Joung M. RRR characteristics for SRF cavities[J]. Journal of the Korean Physical Society, 2015, 67(8): 1319 − 1323. doi: 10.3938/jkps.67.1319
|
|
Jung Y, Joung M. RRR characteristics of niobium along the welding directions for SRF cavities[J]. Journal of the Korean Physical Society, 2016, 69(6): 984 − 988.
|
|
Baars D, Jiang H, Bieler T, et al. Crystal orientations near welds in high RRR niobium with very large grains[J]. IEEE Transactions on Applied Superconductivity, 2007, 17(2): 1295 − 1298.
|
|
Wu G, Dhanaraj N, Cooley L, et al. Tensile tests of niobium material for SRF cavities[J]. AIP Conference Proceedings, 2010, 218: 857 − 862.
|
|
张弘宇, 李中泉, 屈化民, 等. 薄铌板电子束焊接工艺研究[J]. 中国机械工程, 2015, 26(17): 2314 − 2317. doi: 10.3969/j.issn.1004-132X.2015.17.007
Zhang Hongyu, Li Zhongquan, Qu Huamin, et al. Study on electron beam welding of thin niobium plates[J]. China Mechanical Engineering, 2015, 26(17): 2314 − 2317. doi: 10.3969/j.issn.1004-132X.2015.17.007
|
|
夏小维, 吴杰峰, 刘志宏, 等. 真空室窗口领圈316L厚板电子束焊接接头不均匀性[J]. 焊接学报, 2019, 40(9): 53 − 58.
Xia Xiaowei, Wu Jiefeng, Liu Zhihong, et al. Study on non-uniform properties of 316L thick plate joint using electron beam welding in port stub of vaccum vessel[J]. Transactions of the China Welding Institution, 2019, 40(9): 53 − 58.
|
|
Lee C M, Ju C P, Lin J C. Structure-property relationship of cast Ti-Nb alloys[J]. Journal of Oral Rehabilitation, 2010, 29(4): 314 − 322.
|
|
廖际常. 烧结过程中铌的晶粒长大[J]. 稀有金属快报, 2006(4): 41 − 42.
Liao Jichang. Grain growth of niobium during sintering process[J]. Rare Metals Letters, 2006(4): 41 − 42.
|
|
Saadati M, Nobarzad A K E, Jahazi M. On the hot cracking of HSLA steel welds: Role of epitaxial growth and HAZ grain size[J]. Journal of Manufacturing Processes, 2019, 41: 242 − 251. doi: 10.1016/j.jmapro.2019.03.032
|
|
Wan Xiaojun, Wu Changyi, Tan Chaogui, et al. Structure stability and elastic properties of β type Ti-X(X=Nb, Mo) alloys from first-principles calculations[J]. Rare Metal Materials and Engineering, 2014, 43(3): 553 − 558. doi: 10.1016/S1875-5372(14)60075-8
|
|
Zhao S, Wang M, Kou S, et al. Microstructures and mechanical properties of electron beam welded CuCrZr/Inconel/316L tube-to-tube junctions for WEST project[J]. Fusion Engineering and Design, 2020, 151: 111384. doi: 10.1016/j.fusengdes.2019.111384
|
|
Soysal T, Kou S, Tat D, et al. Macrosegregation in dissimilar-metal fusion welding[J]. Acta Materialia, 2016, 110: 149 − 160. doi: 10.1016/j.actamat.2016.03.004
|
|
李思莹, 程军, 于振涛, 等. Nb含量对生物医用Ti-Nb基合金力学性能与断口形貌的影响[J]. 西安文理学院学报(自然科学版), 2017, 20(3): 94 − 97.
Li Siying, Cheng Jun, Yu Zhentao, et al. The Effect of Nb content on the mechanical properties and fracture morphology of biomedical Ti-Nb based alloys[J]. Journal of Xi’an University(Nature Science Edition), 2017, 20(3): 94 − 97.
|
| 1. |
邓浩祥,刘志宏,王幸福,马建国,吴杰峰,韩福生. 基于焊接热模拟的高锰TWIP钢热影响区组织与性能. 焊接学报. 2023(02): 83-89+134 .
 本站查看 本站查看
| |
| 2. |
马建国,陶嘉,刘志宏,吴杰峰,刘振飞,邓浩祥,汪志勇. 退火温度对50 mm厚316L电子束焊接头微观组织与力学性能的影响. 焊接学报. 2022(12): 72-78+117 .
本站查看
|
Supported by:
Beijing Renhe Information Technology Co. Ltd

 DownLoad:
DownLoad: