
Tensile properties evolution of hydrogen-induced TA10 titanium alloy welded joints
-
摘要: 钛合金焊接件低氢浓度下常发生氢脆失效,文中研究了充氢量对钛合金焊接接头拉伸性能的影响规律及其作用机制. 结果表明,随充氢量增加,室温强度明显提升,而塑性指标显著恶化. 充氢0.05% (质量分数)时,固溶氢对组织强化效果有限,抗拉强度略有增加;固溶氢降低了溶质原子对位错运动“钉扎”作用,屈服强度下降;固溶氢仅依靠扩散聚集,致局部微区氢浓度增加,其对塑性影响不大. 充氢0.12%后,氢化物“钉扎”作用加强,氢致位错交叉滑移更为困难,室温强度显著增加;脆性氢化物自身断裂、析出特征或加速与基体分离,致塑性显著下降. 未充氢或0.05% H时,焊接接头发生韧性断裂;充氢0.12%后,以脆性断裂为主;固溶氢、氢化物对断裂方式转变产生直接影响.Abstract: Hydrogen embrittlement of titanium alloy weldments often occur at low hydrogen concentrations. The effect of hydrogen content on tensile properties of titanium alloy welded joints and its mechanism were studied. The results show that with the increase of hydrogen content, the room temperature strength was significantly improved, the plasticity was significantly deteriorated. At 0.05 wt.% H, solid solution hydrogen had a limited effect on tissue strengthening and a slight increase in tensile strength; solid solution hydrogen reduced the "pinning" effect of solute atom on dislocation movement, yield strength decreased; solid solution hydrogen only depend on the diffusion and accumulation to cause the local micro-region hydrogen concentration to increase, which had a little effect on the plasticity. After 0.12 wt.% H, the "pinning" effect of the hydride was strengthened, the hydrogen-induced dislocation cross-slip was more difficult, and the strength at room temperature was significantly increased; the brittle hydride itself fractured, precipitated, or accelerated separation from the matrix, resulting in significant plasticity decline. When not charged with hydrogen or 0.05 wt.% H, the ductile fracture occurred in the welded joint; After 0.12 wt.% H, the brittle fracture was the main; solid solution hydrogen and the hydride had a direct effect on fracture mode transformation.
-
0. 序言
钛合金拥有耐腐蚀、比强度大、韧性高、可焊接等优异综合性能,广泛应用于航空、航天、深潜、核能、化工装备制造领域[1-2]. 基于装备大型化制造需求,焊接技术兼具耗材低、质量轻、连接强度高、整体性好等优势,成为一种有效可靠的连接方式. 加氢反应器多由钛-钢复合板制造,钛内衬焊接件在含氢环境下长期服役,钛-氢亲和力强,焊接件低氢浓度下常发生氢脆失效. 目前在充氢热处理技术改善钛合金加工性能方面研究较多[3-4],而低氢钛合金焊接件力学性能基础数据较为匮乏,但此研究对钛合金焊接件氢脆失效预防、安全设计、选材优化、寿命预测具有重要意义,如拉伸性能对材料结构静强度设计和加工工艺选用评定至关重要. 文中分析了不同充氢量TA10 (Ti-0.3Mo-0.8Ni)合金氩弧焊接头真应力-真应变、强度、塑性演变规律及氢作用机制,揭示充氢对钛合金焊接接头拉伸断裂方式转变影响.
1. 试验材料及方法
TA10合金常作为加氢反应器的内衬材料,热轧态TA10合金由西北有色金属研究院提供,经金相法测得该合金β相变温度为880 ℃. 板材原始尺寸为1 000 mm × 1 000 mm × 10 mm,沿板材纵向线切割成尺寸为1 000 mm × 38 mm × 10 mm的长板条供焊接试验取用. 选取ϕ2.5 mm TA10焊丝作为填充金属,退火规范为真空度0.1 MPa、温度900 ℃、保温5 h. 板条通过WS-400IGBT逆变式直流手工氩弧电焊机进行多道次双面对接焊,焊接与轧制方向平行,焊缝位于焊后板材中心,焊接工艺参数为焊接电流130 A、电弧电压20 V、焊接速度10 cm/min、喷嘴氩气流量50 L/min、拖罩氩气流量15 L/min,焊后接头未进行热处理.TA10合金及TA10焊丝主要化学成分如表1所示.
表 1 TA10合金及TA10焊丝主要化学成分 (质量分数,%)Table 1. Chemical composition of TA10 alloy and TA10 welding wire材料 Mo Ni Fe O C N H Ti TA10合金 0.32 0.75 0.08 0.014 0.01 0.03 0.004 余量 TA10焊丝 0.31 0.80 0.05 0.011 0.01 0.02 0.001 余量 焊接接头室温拉伸性能由INSTRON 5975型万能材料试验机按照GB/T 2651—2008[5]相关规定进行测试. 两块尺寸为1 000 mm × 38 mm × 10 mm板条焊成一块尺寸为1 000 mm × 76 mm × 10 mm板条,沿垂直焊缝方向线切割成数块尺寸为76 mm × 10 mm × 10 mm的焊块,保证焊缝处于焊块中心,经机械加工获得标准拉伸试样几何形状与尺寸,如图1所示. 将加工完成的待充氢试样置于L2210II/2M型管式氢处理炉中进行高温气相充氢,控制充氢系统中H2的平衡分压,取得目标充氢量(0.05%,0.12%,0.21%). 充氢后试样以0.5 mm/min加载速率完成室温拉伸测试,取3个有效试验数值平均值作为最终拉伸指标结果. 焊接接头拉伸断口形貌由JSM-6460型扫描电镜进行观察.
2. 试验结果
2.1 室温拉伸真应力-应变曲线
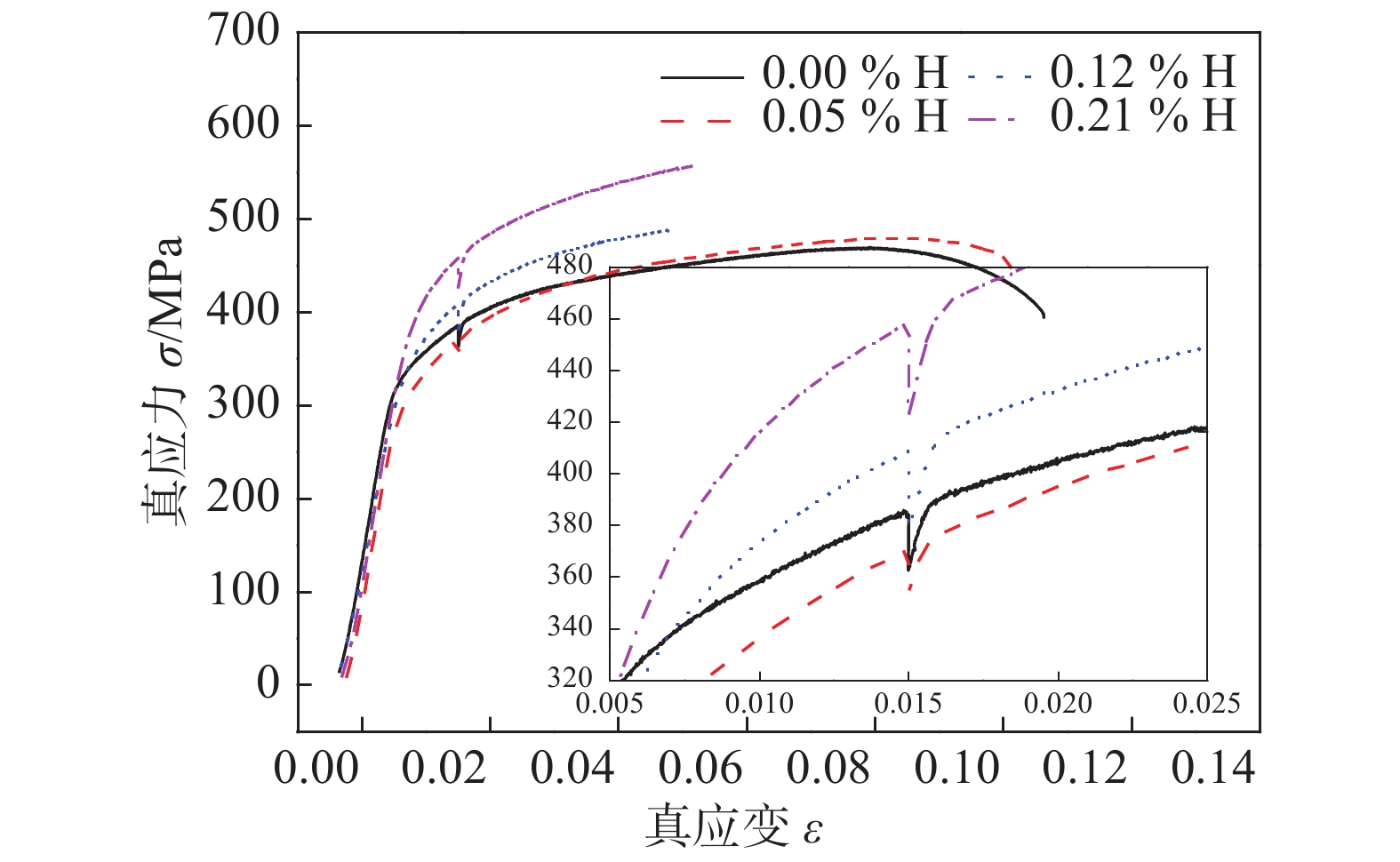
图2为不同充氢量的钛合金焊接接头室温拉伸真应力-应变曲线. 各充氢量真应力-应变曲线存在均匀屈服现象. 曲线至上屈服点时,试样开始塑性变形,位错不断增殖,可移动位错密度增加,位错运动速率降低,应力骤降至下屈服点. 随塑性变形加剧,位错交互作用致位错运动受阻,试样开始形变硬化过程,应力升至最大值,曲线进入软化阶段. 充氢0.05%时,抗拉强度略有增加,屈服强度明显下降,断后伸长率小幅下降. 充氢0.12%时,抗拉强度持续增大,屈服强度开始增加,而断后伸长率急剧下降. 充氢0.21%时,抗拉、屈服强度大幅增加,断后伸长率略有增加. 充氢至0.21%过程,抗拉、屈服强度大幅增加,而断后伸长率急剧下降,充氢0.12%焊接接头断后伸长率下降幅度最大,宏观表现为拉伸试样脆性断裂. 综上所述,充氢至0.21%过程,焊接接头室温强度明显提升,但塑性指标显著恶化.
![]() 图 2 不同充氢量钛合金焊接接头室温拉伸真应力-应变曲线Figure 2. True stress-strain curves of the welded joints with different hydrogen content at room temperature
图 2 不同充氢量钛合金焊接接头室温拉伸真应力-应变曲线Figure 2. True stress-strain curves of the welded joints with different hydrogen content at room temperature2.2 焊接接头强度与塑性指标演变
常用拉伸强度、塑性指标包括抗拉强度 (Rm)、屈服强度 (ReL)和断后伸长率 (A)、断面收缩率 (Z). 图3为充氢量与钛合金焊接接头室温拉伸性能指标关系曲线. 随充氢量增加,焊接接头抗拉强度逐渐增加,充氢0.21%时,抗拉强度为695 MPa,相比未充氢时557 MPa,增幅达24.78%. 屈服强度先降至最小值,随后又逐渐增加. 充氢0.05%时,屈服强度降至最小值337 MPa,相比未充氢时373 MPa,降幅为9.65%;充氢0.21%时,屈服强度增至455 MPa,增幅达21.98%. 随充氢量增加,抗拉、屈服强度总体上逐渐增加,室温强度明显提高;而断面收缩率、断后伸长率急剧下降,充氢0.12%后,焊接接头塑性基本丧失,塑性指标显著恶化.
![]() 图 3 充氢量与钛合金焊接接头室温拉伸性能指标曲线Figure 3. Relationship between hydrogen content and tensile parameters of welded joints at room temperature
图 3 充氢量与钛合金焊接接头室温拉伸性能指标曲线Figure 3. Relationship between hydrogen content and tensile parameters of welded joints at room temperature2.3 氢致拉伸性能演变微观机制
前期研究表明[6-7],氢量低于0.12%时,焊接接头组织中存在固溶氢,氢量至0.12%后,组织中析出氢化物,充氢0.21%焊缝组织中析出大层片FCC δ、长板条FCC δ和长针FCT γ三类氢化物. 充氢0.05%时,抗拉强度略有增加,原因为氢作为溶质原子致组织固溶强化效应,晶格畸变大小决定固溶强化效果,氢固溶越多,晶格畸变越大,强化效果越好. 室温时,多数氢处在氢陷阱中,固溶氢量仅约为5 × 10−10%[8],充氢0.05%致钛合金焊接接头固溶强化效果并不明显,抗拉强度仅略有增加. 氢在钛合金中可移动性较好,占据大量晶格间隙,氢加入进一步降低了钛与其它溶质原子对位错运动的“钉扎”作用,释放更多可动位错,促进基体位错运动,屈服强度降低.
充氢0.12%后,抗拉、屈服强度增大与室温组织中氢化物析出密切相关. 氢化物对室温强度作用机制如下. ①氢化物的“钉扎”作用. 位错开始运动时,除需克服点阵阻力和其它位错阻力以外,还需克服氢化物及其周围富氢气团对位错运动的“钉扎”作用,氢化物数量增多,位错运动所需外力越大,室温强度增大;②氢致位错交叉滑移更为困难. 氢化物析出改变了周围应力场,基体产生弹性或塑性畸变,位错密度增加,部分位错开始交叉滑移,氢致位错交叉滑移更为困难.
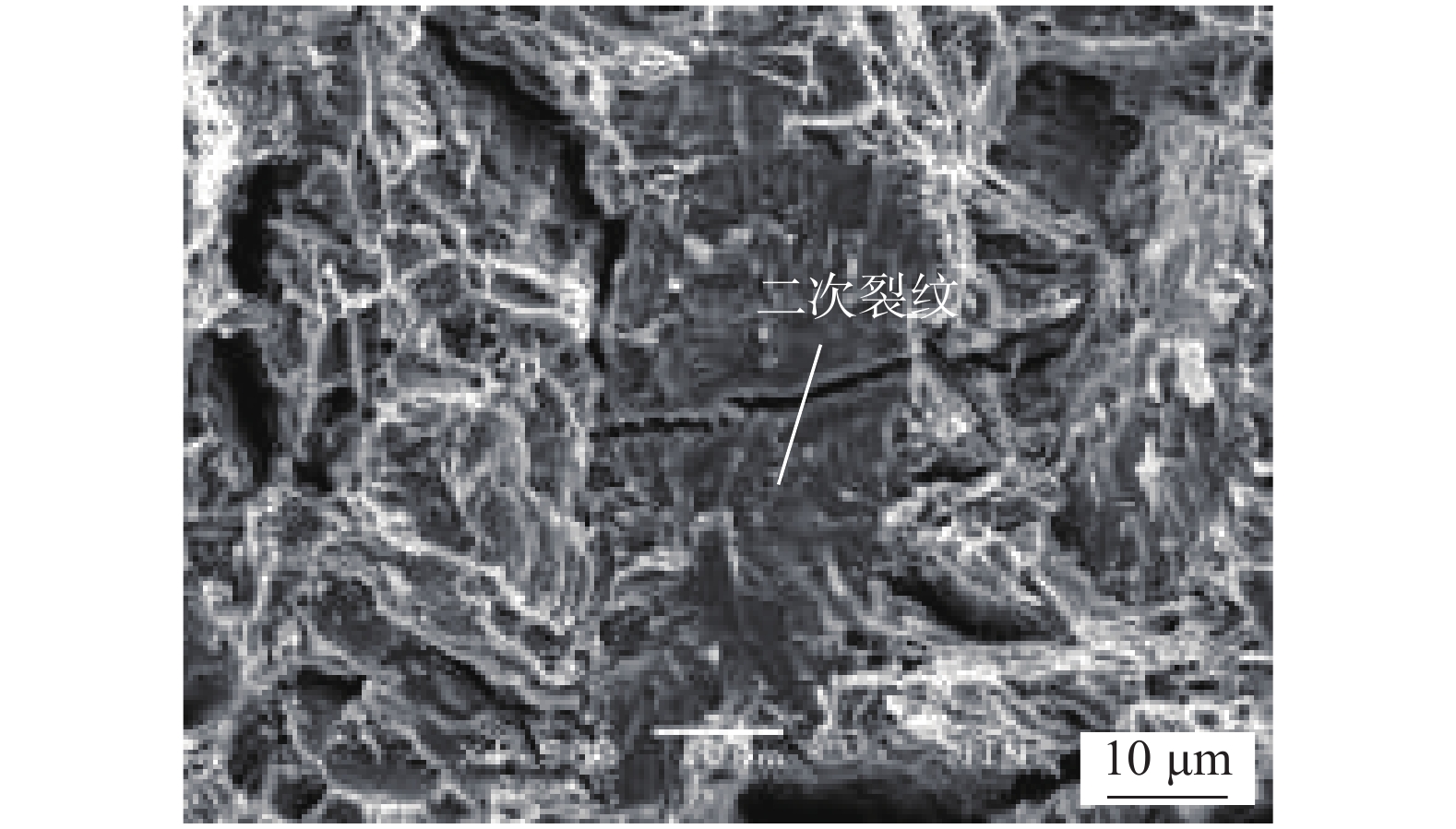
充氢0.05%时,断后伸长率、断面收缩率略有下降,原因为焊接接头组织中固溶氢仅仅依靠扩散聚集,致局部氢浓度增加,接头塑性损失不大. 充氢0.12%时,室温塑性急剧下降,氢化物对塑性作用机制如下. ①氢化物作为脆性第二相,导致塑性下降. 氢化物数量增多,室温塑性急剧下降,脆性相致室温强度明显提高. 一般材料塑性随强度升高而下降[9],氢化物致塑性下降为其强度升高的必然结果;②氢化物析出特征. 板条δ氢化物易产生局部应力集中,提升焊接接头组织氢脆敏感性[10];③氢化物与基体加速分离. 氢化物与基体失配度较高,位错塞积致局部应力集中,氢化物与基体加速分离萌生二次裂纹,如图4所示,充氢0.12%试样室温拉伸断口上存在明显二次裂纹形貌.
![]() 图 4 充氢0.12%试样拉伸断口二次裂纹形貌Figure 4. Secondary crack micrographs of tensile fracture in the hydrogenated 0.12% H tensile specimens
图 4 充氢0.12%试样拉伸断口二次裂纹形貌Figure 4. Secondary crack micrographs of tensile fracture in the hydrogenated 0.12% H tensile specimens2.4 室温拉伸断口形貌
图5为不同充氢量的钛合金焊接接头室温拉伸宏观断口形貌. 如图5a所示,未充氢试样宏观断口呈椭圆状,存在明显颈缩;断口纤维、放射、剪切唇三区分界线清晰,纤维区占比越大,材料塑性越好,接头室温塑性良好. 如图5b所示,充氢0.05%时,断口颈缩程度下降,塑性略有降低;纤维区粗糙度下降,放射区占比略有增加,剪切唇区占比下降,接头室温塑性损伤不明显. 如图5c,5d所示,充氢0.12%和0.21%时,断口无明显颈缩且齐平,沿垂直于拉伸方向断裂. 随充氢量增加,宏观上脆性断裂特征越发明显,断裂方式由韧性断裂转为脆性断裂.
![]() 图 5 不同充氢量钛合金焊接接头拉伸宏观断口形貌Figure 5. Macro fracture surfaces of titanium alloy welded joints with different hydrogen content: (a) the as-received; (b) 0.05% H; (c) 0.12% H; (d) 0.21% H
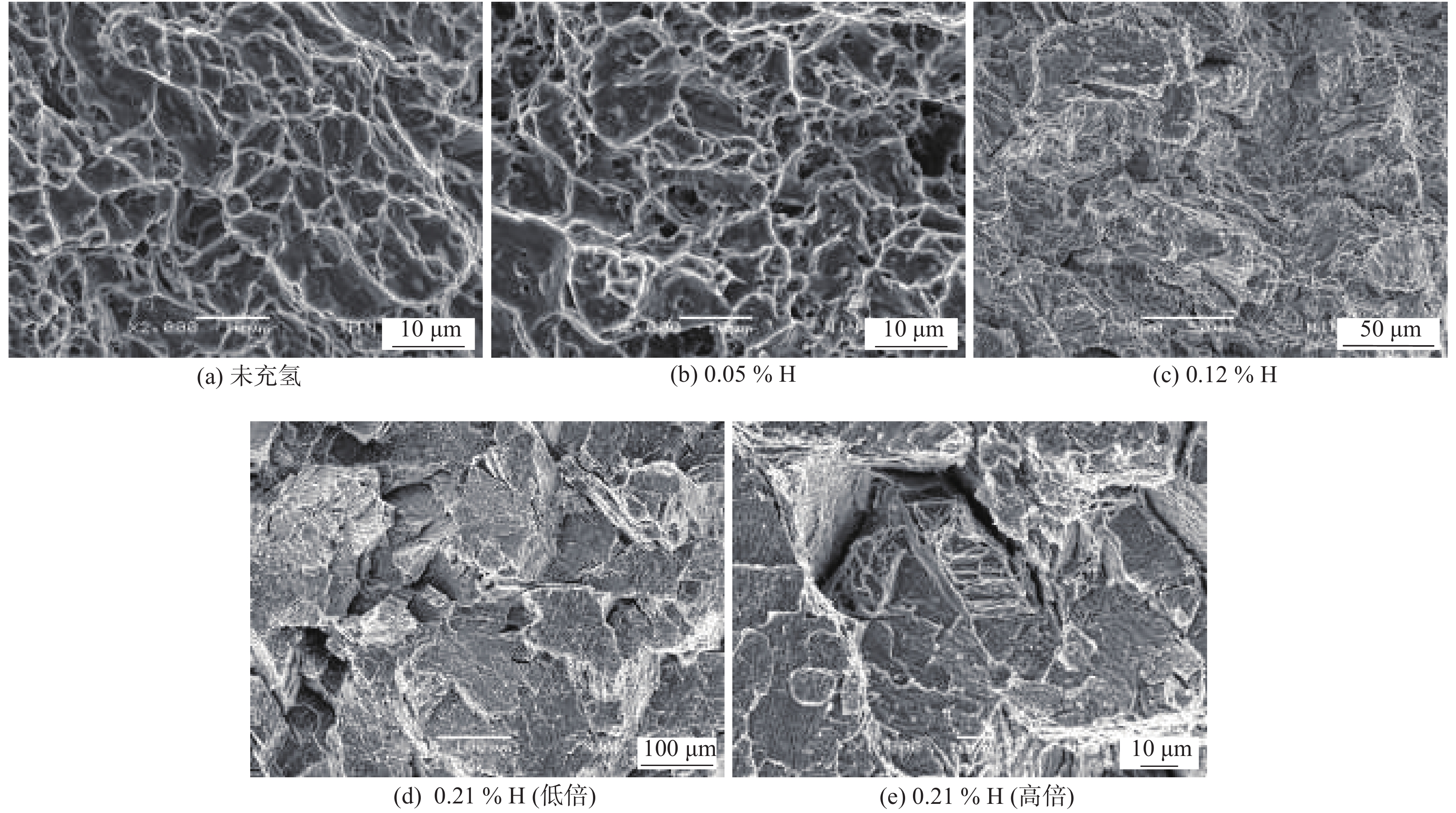
图 5 不同充氢量钛合金焊接接头拉伸宏观断口形貌Figure 5. Macro fracture surfaces of titanium alloy welded joints with different hydrogen content: (a) the as-received; (b) 0.05% H; (c) 0.12% H; (d) 0.21% H图6为不同充氢量的钛合金焊接接头室温拉伸微观断口形貌. 如图6a所示,未充氢时,断口均布大量等轴韧窝,呈典型韧性断裂. 如图6b所示,充氢0.05%时,断口仍呈韧性断裂特征,韧窝大小、数量、形状未见明显变化,但深度略有变浅;韧窝变浅表明材料室温变形能力下降,接头室温塑性略有降低. 如图6c所示,充氢0.12%时,焊接接头微观断口呈现局部脆性断裂特征,断裂模式由单一韧窝延性断裂转为韧窝为主 + 局部脆性混合型断裂. 如图6d所示,充氢0.21%时,脆性断裂主导焊接接头断裂过程,脆性小断裂面光滑、齐平,其表面上存在鸡爪花纹,晶界棱线相对清晰,整个断口形貌多面体感较强. 如图6e所示,拉力作用于上下叠加的两个晶粒时,呈韧性撕裂分离,上晶粒移除后,撕裂面局部存在少量韧窝;当两个晶粒拼接处于同一平面时,晶界接触位置常出现过渡台阶,撕裂过程中,过渡台阶由韧窝带互相连接. 充氢0.21%试样断口呈脆性断裂形貌,断裂方式以脆性断裂为主 + 少量韧窝或韧窝带混合型断裂.
![]() 图 6 不同充氢量钛合金焊接接头室温拉伸微观断口形貌Figure 6. Micro fracture surfaces of titanium alloy welded joints with different hydrogen content. (a) the as-received; (b) 0.05% H; (c) 0.12% H; (d) 0.21% H (low power); (e) 0.21% H (high power)
图 6 不同充氢量钛合金焊接接头室温拉伸微观断口形貌Figure 6. Micro fracture surfaces of titanium alloy welded joints with different hydrogen content. (a) the as-received; (b) 0.05% H; (c) 0.12% H; (d) 0.21% H (low power); (e) 0.21% H (high power)随充氢量增加,焊接接头断裂方式改变;充氢量越高,室温塑性越差. 金属材料常沿原子键合力最弱晶面断裂,材料是否发生脆性断裂取决于晶界状态[11]. 固溶氢、氢化物对接头断裂方式转变影响显著. 晶格脆化理论研究表明,固溶氢在晶界/相界处偏聚,高氢浓度致金属晶格中原子间结合力下降,降至局部张应力以下时,加速晶界/相界处裂纹萌生与扩展,引发接头脆性断裂. 微裂纹萌生优先沿氢化物析出取向扩展,氢化物沿晶界析出,致晶界局部应力集中,界面结合能降低[12],若降至原子键合力最弱界面表面能以下时,加速晶界处微裂纹萌生与扩展,焊接接头发生脆性断裂.
3. 结论
(1) 随充氢量增加,抗拉强度、屈服强度总体上逐渐增加,室温强度指标明显提高;而断面收缩率、断后伸长率急剧下降,室温塑性指标显著恶化.
(2) 充氢0.05%时,固溶氢对组织强化效果有限,抗拉强度略有增加;氢降低了溶质原子对位错运动的“钉扎”作用,屈服强度降低;固溶氢仅依靠扩散聚集,致局部氢浓度微增加,断后伸长率、断面收缩率下降有限.
(3) 充氢0.12%后,氢化物“钉扎”作用增强,氢致位错交叉滑移更为困难,上述两者致室温强度显著增大;脆性氢化物自身断裂、析出特征或加速与基体分离,室温塑性显著降低.
(4) 未充氢或0.05% H,焊接接头发生韧性断裂,充氢0.12%后,以脆性断裂为主. 随充氢量增加,断裂方式由单一韧性断裂转为脆性断裂为主 + 少量韧窝混合型断裂,固溶氢、氢化物对断裂方式转变产生直接影响.
-
![]()
图 2 不同充氢量钛合金焊接接头室温拉伸真应力-应变曲线
Figure 2. True stress-strain curves of the welded joints with different hydrogen content at room temperature
![]()
图 3 充氢量与钛合金焊接接头室温拉伸性能指标曲线
Figure 3. Relationship between hydrogen content and tensile parameters of welded joints at room temperature
![]()
图 4 充氢0.12%试样拉伸断口二次裂纹形貌
Figure 4. Secondary crack micrographs of tensile fracture in the hydrogenated 0.12% H tensile specimens
![]()
图 5 不同充氢量钛合金焊接接头拉伸宏观断口形貌
Figure 5. Macro fracture surfaces of titanium alloy welded joints with different hydrogen content: (a) the as-received; (b) 0.05% H; (c) 0.12% H; (d) 0.21% H
![]()
图 6 不同充氢量钛合金焊接接头室温拉伸微观断口形貌
Figure 6. Micro fracture surfaces of titanium alloy welded joints with different hydrogen content. (a) the as-received; (b) 0.05% H; (c) 0.12% H; (d) 0.21% H (low power); (e) 0.21% H (high power)
表 1 TA10合金及TA10焊丝主要化学成分 (质量分数,%)
Table 1 Chemical composition of TA10 alloy and TA10 welding wire
材料 Mo Ni Fe O C N H Ti TA10合金 0.32 0.75 0.08 0.014 0.01 0.03 0.004 余量 TA10焊丝 0.31 0.80 0.05 0.011 0.01 0.02 0.001 余量  下载: 导出CSV
下载: 导出CSV
-
[1] 张春波, 乌彦全, 朴东光, 等. TA19钛合金惯性摩擦焊接工艺[J]. 焊接学报, 2018, 39(12): 44 − 48. doi: 10.12073/j.hjxb.2018390295 Zhang Chunbo, Wu Yanquan, Piao Dongguang, et al. TA19 titanium alloy inertia friction welding process[J]. Transactions of the China Welding Institution, 2018, 39(12): 44 − 48. doi: 10.12073/j.hjxb.2018390295
[2] Qi Dan, Zhu Ying, Guo Wei, et al. New Ti-Zr-Cu-Ni-La system brazing filler metals for the joining of titanium alloy[J]. China Welding, 2015, 24(2): 6 − 11.
[3] Li Xifeng, Chen Xin, Li Baoyong, et al. Grain refinement mechanism of Ti-55 titanium alloy by hydrogenation and dehydrogenation treatment[J]. Materials Characterization, 2019, 157: 109919. doi: 10.1016/j.matchar.2019.109919
[4] Panin P V, Manokhin S S, Dzunovich D A. Research on submicron-grained structure formation in titanium alloys upon reversible hydrogenation and plastic deformation[J]. Inorganic Materials Applied Research, 2018, 9(6): 1029 − 1034. doi: 10.1134/S2075113318060229
[5] 中国国家标准化管理委员会. GB/T 2651-2008 焊接接头拉伸试验方法[S]. 北京: 中国标准出版社, 2008. Standardization Administration of the People’s Republic of China. GB/T 2651-2008 Tensile test method on welded joints[S]. Beijing: Standards Press of China, 2008.
[6] Liu Quanming, Zhang Zhaohui, Yang Haiying, et al. Hydride precipitation in the hydrogenated 0.12wt.%H weld zone of Ti-0.3Mo-0.8Ni alloy argon-arc-welded joints[J]. The Journal of the Minerals, Metals & Materials Society, 2018, 70(9): 1902 − 1907.
[7] Liu Quanming, Zhang Zhaohui, Liu Shifeng, et al. The hydride precipitation mechanisms in the hydrogenated weld zone of Ti-0.3Mo-0.8Ni alloy argon-arc welded joints[J]. Advanced Engineering Materials, 2018, 20(5): 1700679. doi: 10.1002/adem.201700679
[8] 褚武扬. 氢损伤和滞后断裂[M]. 北京: 冶金工业出版社, 1988. Chu Wuyang. Hydrogen damage and delayed fracture[M]. Beijing: Metallurgical Industry Press, 1988.
[9] 苏娟华, 邵鹏, 任凤章. TA10钛合金高温流变行为及拉伸性能[J]. 材料热处理学报, 2018, 39(6): 14 − 20. Su Juanhua, Shao Peng, Ren Fengzhang. High temperature flow behavior and tensile properties of TA10 titanium alloy[J]. Transactions of Materials and Heat Treatment, 2018, 39(6): 14 − 20.
[10] 施金美. 钛合金环境氢脆的研究[D]. 上海: 上海大学, 2003. Shi Jinmei. Study on environmental hydrogen embrittlement of titanium alloy[D]. Shanghai: Shanghai University, 2003.
[11] Anand L, Mao Y, Talamini B. On modeling fracture of ferritic steels due to hydrogen embrittlement[J]. Journal of the Mechanics and Physics of Solids, 2019, 122: 280 − 314. doi: 10.1016/j.jmps.2018.09.012
[12] 袁宝国. 置氢Ti-6Al-4V合金室温变形行为及改性机理研究[D]. 哈尔滨: 哈尔滨工业大学, 2010. Yuan Baoguo. Deformation behavior and mechanism of hydrogenated Ti-6Al-4V alloy at room temperature[D]. Harbin: Harbin Institute of Technology, 2010.
-
期刊类型引用(7)
1. 丁天然,杨骄,张雷,秦建,朱宏涛,井培尧. 超声辅助工艺对金刚石/AlSi复合涂层组织影响机理研究. 稀有金属材料与工程. 2025(02): 463-473 .  百度学术
百度学术
2. 杨梦迪,张明玉,于成泉,岳旭,同晓乐,张亚峰. 固溶时效处理对TA10钛合金组织与力学性能的影响. 金属世界. 2024(01): 49-52 . 百度学术
3. 刘全明,肖俊峰,高斯峰,唐文书,高松,龙伟民. 置氢TA10合金焊接接头组织和高温压缩性能. 焊接学报. 2024(08): 79-84+94 . 本站查看
4. 张亚峰,张明玉,吴静,岳旭,同晓乐,李峰丽. β相区冷却方式对TA10钛合金组织与力学性能的影响. 天津化工. 2023(02): 79-82 . 百度学术
5. 陈伟,张宇鹏,董勇,王海燕,胡永俊,巴一. 激光焊接参数对钛合金薄板组织及力学性能影响. 精密成形工程. 2022(05): 100-108 . 百度学术
6. 白明远,范金娟. TC4钛合金压紧杆断裂分析研究. 工程与试验. 2021(02): 94-97 . 百度学术
7. 裴龙基,胡志月,瞿龙,蒋淑英,张军利. TA2/Co_(13)Cr_(28)Cu_(31)Ni_(28)/Q235脉冲TIG焊接头组织与性能. 焊接学报. 2021(11): 90-96+102 . 本站查看
其他类型引用(1)



计量
- 文章访问数: 440
- HTML全文浏览量: 30
- PDF下载量: 29
- 被引次数: 8
