
Design of variable polarity micro-resistance spot welding power supply based on capacitance rapid charge and discharge control
-
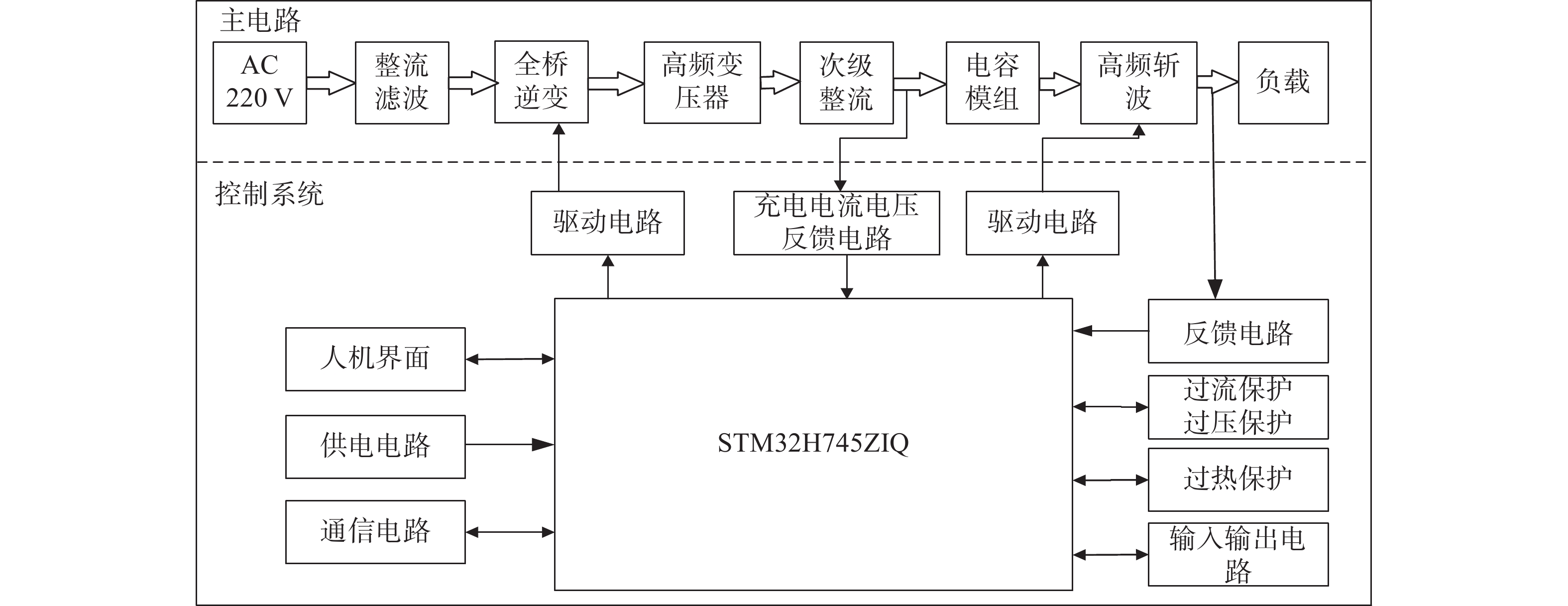
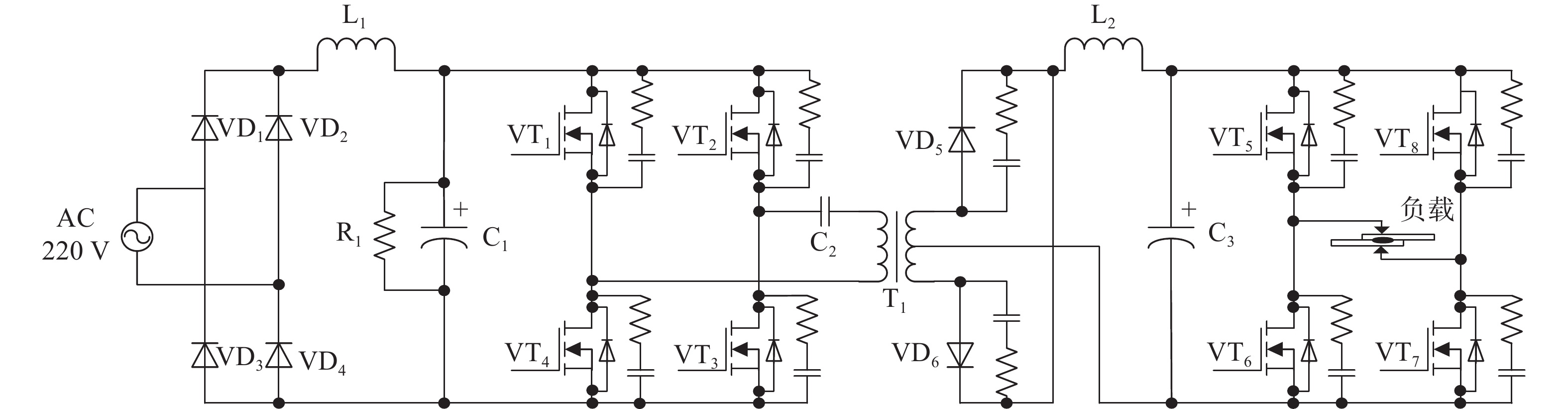
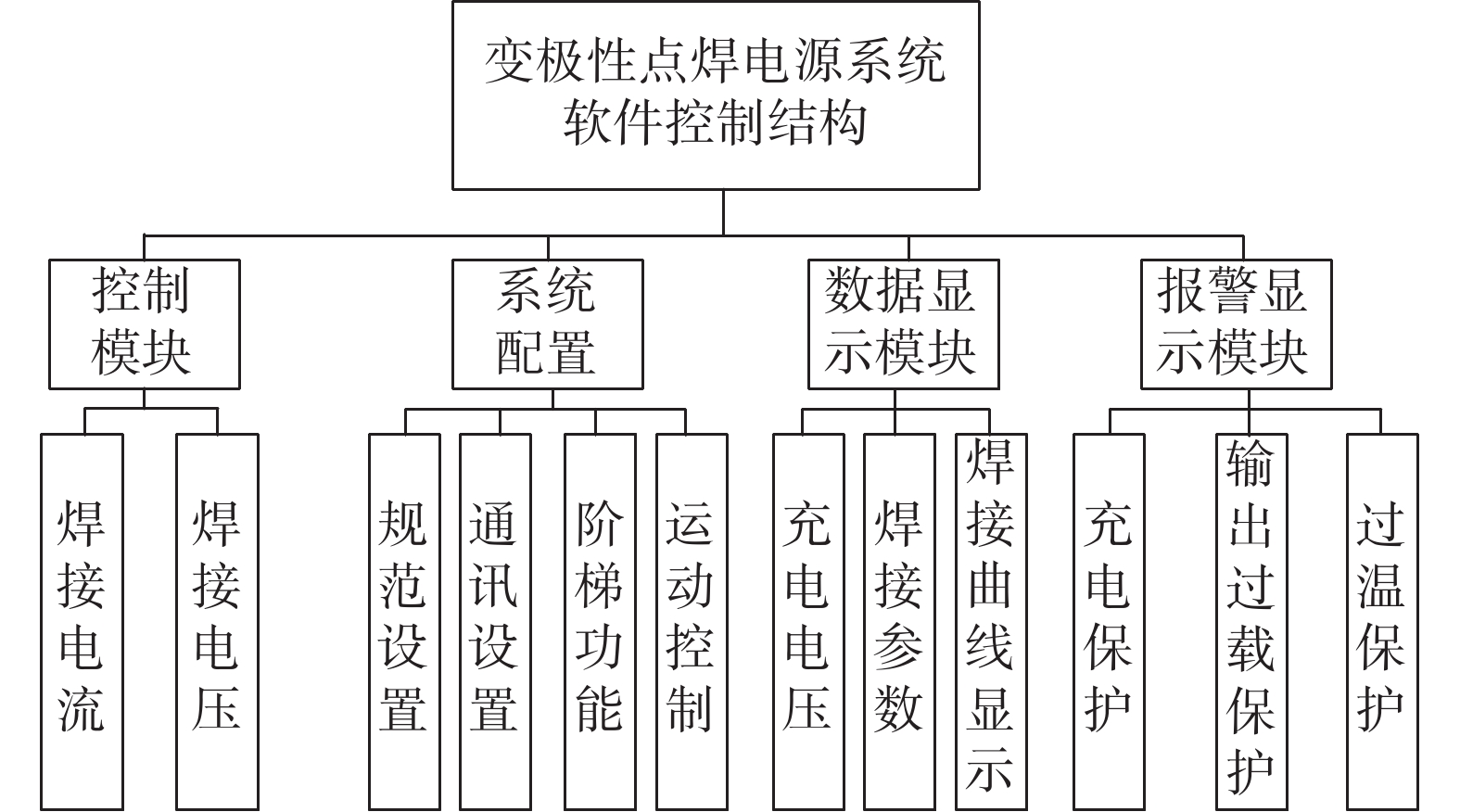
摘要: 针对传统晶体管式电阻点焊电源负载持续率低,电源输出模式单一和焊接接头一致性差等问题,设计了一种可实现电容快速充放电的变极性晶体管式微电阻点焊电源. 分析了电源负载特性,设计了基于全桥逆变 + H桥双相斩波电路的电源主电路拓扑,设计了基于高性能STM32双核控制器的数字化电源控制系统,提出了多阶段变脉宽式电容组快速充电方法,开展了电源输出特性测试和铜-镍薄片单面双点工艺试验. 试验结果表明,设计的电源输出负载持续率可达5%以上,极性切换时间可低至0.1 ms以下,变极性输出模式可有效解决单极性模式下因极性效应现象造成的焊点尺寸不一的问题,电压控制模式焊接过程焊接接头性能优于电流控制模式和功率控制模式.Abstract: Aiming at the problems of low load duration, single power output mode, and poor consistency of welding joints of traditional transistor resistance spot welding power source, a variable polarity transistor micro resistance spot welding power source which can realize fast charge and discharge of the capacitor is designed. The load characteristics of the power supply are analyzed. The main circuit topology of the power supply based on the full-bridge inverter + H-bridge dual-phase chopper circuit is designed. The digital power control system based on the high-performance STM32 dual-core controller is designed. A multi-stage variable pulse width capacitor group fast charging method is proposed. The power output characteristic test and the copper-nickel sheet single-sided double-point process test are carried out. The test results show that the designed power supply output load persistence rate can reach more than 5%, and the polarity switching time can be as low as 0.1 ms or less. The variable polarity output mode can effectively solve the problem of different solder joint sizes caused by the polarity effect in the unipolar mode. The performance of the welded joint in the voltage control mode is better than that in the current control mode and the power control mode.
-
0. 序言
汽车轻量化是当今汽车制造业关注的热点. 高强钢已成为一种汽车轻量化广泛使用的材料[1-3]. 电阻点焊是高强钢板材主要连接方式之一,但存在应力集中及疲劳性能差的弱点[4-5]. 然而胶接点焊作为一种新型复合连接技术,能够改善应力分布,提高接头的剥离强度,也避免了粘接接头因受冲击发生脆性断裂所带来的危险性,具有广泛的应用前景[6-7].
针对胶接点焊过程中存在的问题国内外学者开展了大量研究. 孙海涛等人[8-9]通过对比分析双相钢胶接点焊与电阻点焊接头力学性能,发现制定胶接点焊电流时应比电阻点焊偏低. 常保华等人[10]采用弹塑性有限元分析方法,对高、低弹性模量胶接剂的胶接点焊接头强度开展研究,发现随着焊点间距增大两种接头的强度均降低. Xu等人[11]研究表明大搭接宽度的胶接点焊接头静力学性能优于小搭接宽度的胶接点焊接头. 游敏等人[12]通过建立弹塑性胶接点焊接头的有限元模型,发现胶层的弹性模量对接头强度影响较大,建议采用弹性模量适中的胶接剂. Khan等人[13]采用Box-Behnken Design(BBD)方法设计6061铝合金胶接点焊的响应面试验,研究了焊接时间、焊接电流、电极压力及其交互作用对接头力学性能的影响,借助响应面模型得到了最优工艺参数组合. 张龙等人[14]对比分析了钛合金胶接点焊和电阻点焊接头的力学性能,发现小电流情况下胶接点焊接头强度不足,熔核区断口呈韧性断裂特征;大电流情况下,接头强度较高,呈现出韧性断裂与准解理断裂特征. 然而,国内外学者综合考虑多个参数来优化高强钢胶接点焊工艺并分析能量吸收值和失效载荷与断裂形式关系的文章鲜有报道.
采用BBD试验设计法,开展DP780高强钢胶接点焊工艺试验,并建立高强钢胶接点焊能量吸收值、失效载荷预测模型,针对焊接电流、焊接时间、电极压力及其交互作用对能量吸收值以及失效载荷的影响进行研究,并因此确定胶接点焊工艺的最优参数,借助扫描电子显微镜对胶接点焊接头的断口失效形貌进行分析.
1. 试验方法
1.1 试件制备
胶接点焊工艺试验材料采用1.2 mm厚的DP780高强钢,其化学成分如表1所示,试件尺寸为100 mm×25 mm×1.2 mm. 试件的搭接区域尺寸为25 mm × 25 mm,胶接点焊搭接试样如图1所示. 试验采用中频逆变直流点焊机. 试验前先用砂纸对板材进行打磨,后用无水乙醇进行清洗. 采用透胶胶接点焊工艺,借助胶接点焊搭接夹具进行涂胶,保持胶层厚度为0.2 mm. 待完成焊接后,将焊接试件放入25 ℃恒温箱中固化24 h. 试验中使用的胶接剂为DP460环氧树脂.
表 1 DP780高强钢的化学成分(质量分数,%)Table 1. Chemical compositions of DP780 high strength steelC Si Mn P Cr Ni Al Cu Fe 0.2 0.24 1.91 0.019 0.2 0.024 0.038 0.026 余量 借助MTS电液伺服材料试验机对固化后的焊接试件进行准静态拉伸试验,获得不同参数下接头的载荷位移曲线. 在试件两端贴上25 mm × 25 mm ×1.2 mm的DP780高强钢垫片,以防止拉伸过程中产生扭矩. 为保证试验的准确性以及避免人为因素引起的误差,每组参数下进行5次试验. 接头的拉伸速率设置为5 mm/min.
1.2 试验设计
1.2.1 试验方案
试验采用BBD方法设计试验方案,以焊接电流X1、焊接时间X2、电极压力X3及各因素间交互作用为影响因素,接头的能量吸收值E(即接头载荷-位移曲线中载荷对位移的积分)、失效载荷Y为预测目标值,在进行胶接点焊的预试验后,确定如表2所示的各因素水平及范围. 试验方案及结果如表3所示.
表 2 因素水平及范围Table 2. Factor level and scope因素编码值 焊接电流
I/kA焊接时间
t/ms电极压力
p/MPaX1 X2 X3 −1 7 100 0.3 0 8 125 0.35 1 9 150 0.4 表 3 试验方案及结果Table 3. Test scheme and results组号 焊接电流 I/kA 焊接时间 t/ms 电极压力 p/MPa 能量吸收值 E/J 失效载荷 Y/N 1 7 125 0.4 35.65 15 638 2 8 100 0.4 34.29 14 648 3 8 150 0.3 95.90 17 570 4 8 125 0.35 67.77 16 050 5 9 125 0.4 64.47 16 245 6 9 125 0.3 55.55 15 823 7 9 150 0.35 85.66 17 400 8 9 125 0.3 90.09 16 744 9 7 100 0.35 41.33 16 244 10 8 100 0.3 49.25 15 708 11 9 100 0.35 52.81 15 545 12 8 150 0.4 79.92 16 385 13 8 125 0.35 63.35 15 513 14 8 125 0.35 58.45 15 605 15 7 125 0.3 35.21 15 682 1.2.2 响应面模型的建立
设定显著性水平为0.05,对试验数据采用最小二乘法进行回归方程拟合,通过方差分析检验模型的显著性,保留所有的单因素以及显著性较强的交互作用,对回归方程进行优化,优化后的结果如下
$$ \begin{aligned} E = 64.13 + 15.66{X_1} + 17.42{X_2} - 7.02{X_3} - 6.51{X_1}{X_3} - 6.54{X_1}^2 \end{aligned} $$ (1) $$ \begin{aligned} Y =16\;053.33 + 318.37{X_1} + 629.12{X_2} - 348.50{X_3} + 569{X_1}{X_2} \end{aligned} $$ (2) 其中式(1)为能量吸收值优化模型,式(2)为失效载荷优化模型. 表4为所得模型方差分析.(Prob > F) < 0.05时,认为该指标显著. 从 表4可以看出,能量吸收值、失效载荷两模型显著性高,回归方程能够很好的拟合真实曲面. 此外,单因素对能量吸收值影响程度分别为:焊接时间最为显著,焊接电流次之,电极压力影响最小. 单因素对接头失效载荷影响显著程度分别为:焊接时间影响最为显著,电极压力次之,焊接电流影响最弱.
表 4 方差分析Table 4. Variance analysis响应值 因素 平方和 Ss 自由度 df 均方差 MS F值 Prob > F 能量吸收值 模型 5 112.48 4 1 022.50 14.64 0.000 4 X1 1 962.20 1 1 962.20 28.09 0.000 5 X2 2 427.30 1 2 427.30 34.74 0.000 2 X3 393.68 1 393.68 5.63 0.041 6 X1X3 169.78 1 169.78 2.43 0.153 5 X12 159.52 1 159.52 2.28 0.165 1 失拟项 827.85 8 103.45 4.76 0.221 8 失效载荷 模型 6.244 × 106 4 1.561 × 106 8.98 0.002 4 X1 8.109 × 105 1 8.109 × 105 4.66 0.056 2 X2 3.166 × 106 1 3.166 × 106 18.21 0.001 6 X3 9.716 × 105 1 9.716 × 105 5.59 0.039 7 X1X2 1.295 × 106 1 1.295 × 106 7.45 0.021 2 失拟项 1.574 × 106 8 1.968 × 105 2.39 0.328 8 1.2.3 参数优化与验证试验
胶接点焊接头的静力学性能与焊点质量和粘接质量都有密切关系,要优化胶接点焊工艺参数仅考虑接头的失效载荷是不全面的. 因此以能量吸收值为最大目标,失效载荷设置一个较大的目标值,以此为目标对响应面模型进行最优计算,响应面模型所得的最优工艺参数为:焊接电流9 kA、焊接时间150 ms、电极压力0.3 MPa. 在试验过程中发现,发生飞溅的接头,其失效位移和能量吸收值明显降低,因此会对接头的力学性能造成负面影响. 在前述分析中,焊接时间对能量吸收值影响最为显著,而对失效载荷影响最弱,因此为优化胶接点焊工艺参数,应先保证在较长焊接时间的前提下尽量增大焊接电流. 经过多次焊接试验发现,当焊接电流降至8 kA时接头不发生飞溅,最终确定最优工艺参数为8 kA、焊接时间150 ms、电极压力0.3 MPa.
对得到的胶焊工艺参数进行试验验证,借助MTS型材料试验机测试该组接头的力学性能并计算其能量吸收值,对试验结果的平均值进行计算,5个胶接点焊接头失效模式均为焊核拔出. 试验结果为:能量吸收值93.22 J、失效载荷17 688.46 N. 该组参数下多元回归方程预测值为:能量吸收值88.57 J、失效载荷17 030.96 N. 验证试验的实测值与能量吸收值、失效载荷模型预测值误差分别为4.99%,3.72%. 验证试验结果表明,非线性多元回归模型与实际拟合良好,因此通过模型来预测接头的能量吸收值和失效载荷并对胶接点焊工艺参数进行优化是可行的.
2. 试验结果与分析
2.1 因素影响分析
能量吸收值是失效载荷和失效位移的综合评价标准,为拉剪过程中载荷对位移的积分,可以很好的反映接头的缓冲吸震能力. 图2为单因素及交互作用对能量吸收值的影响规律. 由图2a可知,能量吸收值随焊接电流、焊接时间的增大而增加,但随着焊接电流的继续增加,接头的缓冲吸震能力增幅逐渐减小. 这是由于焊接时间的延长以及在焊接电流增值较小时均有利于热输入量的增加,进而接头强度和失效位移均增加,但在实际焊接过程中,随着焊接电流的进一步增大,焊接中出现飞溅,虽然发生飞溅的接头在强度上有所提高,但接头的失效位移会因此减小,导致接头缓冲吸震能力增长缓慢. 电极压力对接头能量吸收值的影响呈负相关性,在焊接过程中发现,在较大的电极压力下进行胶接点焊会加剧胶层从板材边缘的流出,致使胶层实际厚度减小,造成接头的能量吸收值降低. 当焊接时间为125 ms时,焊接电流与电极压力对能量吸收值的交互影响如图2b所示. 由图2b可以看出,大焊接电流搭配小电极压力可以得到缓冲吸震最优的接头且等高线图左下角等高线最为稠密,说明在电极压力较小时,增大焊接电流可以得到接头能量吸收值的显著提高. 当焊接电流较小时,电极压力的改变对能量吸收值的提高影响不显著,此参数组合在焊接过程中不能获得力学性能较优的接头. 反之,当焊接电流大于8 kA时,电极压力的改变对能量吸收值的提高影响逐渐显著. 考虑到这两项因素的交互作用影响,为得到能量吸收值较优接头应同时减小电极压力并增大焊接电流.
![]() 图 2 单因素及交互作用对能量吸收值的影响Figure 2. Effect of single factor and interaction on energy absorption value. (a) single factor; (b) interaction
图 2 单因素及交互作用对能量吸收值的影响Figure 2. Effect of single factor and interaction on energy absorption value. (a) single factor; (b) interaction图3为单因素及交互作用对失效载荷的影响. 由图3a可知,焊接电流和焊接时间对失效载荷的影响呈正相关性,电极压力对失效载荷的影响呈负相关性. 在一定范围内,焊接电流和焊接时间的增大导致了热输入量的增加,促使熔核的快速成形. 随着电极压力的增加,电极与试件之间的接触面积也逐渐增大,引起接触电阻和电流密度减小,导致热输入量减小. 此外,在实际操作中发现在较大的电极压力下进行胶接点焊,板材容易发生翘曲变形,减弱接头的力学性能. 将电极压力固定在0.35 MPa,焊接电流与焊接时间对失效载荷的交互影响如图3b所示. 当焊接时间为100 ~ 110 ms时,失效载荷随焊接电流的增大而缓慢减小,而当焊接电流为7 ~ 8 kA,接头的失效载荷随焊接时间的延长而缓慢增加. 然而失效载荷沿右上顶角陡增,即在焊接时间大于130 ms时,同时延长焊接时间和增大焊接电流可直接获得较优的力学性能接头,但并不是越大的焊接电流与焊接时间对提高接头力学性能更有利,由于胶接剂的存在,在焊接时接触电阻较大,过大的焊接电流与焊接时间将引起高热量迅速聚集,引起熔核内部的部分金属液被带走,产生飞溅. 综上,为提高接头的失效载荷,应在不产生飞溅的前提下尽可能使用大焊接电流与长焊接时间组合.
![]() 图 3 单因素及交互作用对失效载荷的影响Figure 3. Effect of single factor and interaction on failure load. (a) single factor; (b) interaction
图 3 单因素及交互作用对失效载荷的影响Figure 3. Effect of single factor and interaction on failure load. (a) single factor; (b) interaction2.2 断口SEM形貌分析
对15组工艺参数组合下的胶接点焊试件进行拉伸-剪切试验后,发现第3,4,5,10,11,12,13,14组接头发生焊核拔出失效,第1,2,6,9,15组接头失效形式为界面撕裂,其余两组在焊接过程中发生飞溅. 通过对比焊核拔出和界面撕裂两类失效形式接头的能量吸收值和失效载荷,可见失效形式为焊核拔出接头的能量吸收值、失效载荷普遍大于界面撕裂接头. 为辨析其原因,借助扫描电子显微镜对两种失效形式的断口进行扫描电镜(SEM)试验,分析接头断裂类型和原因.
图4为第3组接头的断口宏观与微观放大形貌.可以观察到,图4中各区域均分布大量且大小不等的圆形或椭圆形韧窝. A区域为熔核开始断裂处,该区域韧窝开口未发生明显改变,裂纹沿热影响区扩展到B区域,但B区域韧窝沿应力方向被拉长且开口具有一定方向性,说明区域A在断裂时受正应力作用,B区域在断裂过程中结合面与拉剪力存在一定角度,熔核发生偏转. C区域中韧窝周边还存在凸起的撕裂棱,但没有解理台阶,撕裂棱均匀细致. 图4中各区域断口表现出典型的韧性断裂特征. 综上所述,该种失效形式的接头熔核质量较好,裂纹不易沿结合面扩展,避免了因接头强度不足而内部发生断裂,因此具有良好的缓冲吸震效果.
![]() 图 4 焊核拔出失效的宏观形貌与微观断口形貌Figure 4. Macroscopic and microscopic fracture morphology of nugget pull-out failure. (a) macroscopic fracture morphology of nugget pull-out failure; (b) A area; (c) B area; (d) C area
图 4 焊核拔出失效的宏观形貌与微观断口形貌Figure 4. Macroscopic and microscopic fracture morphology of nugget pull-out failure. (a) macroscopic fracture morphology of nugget pull-out failure; (b) A area; (c) B area; (d) C area图5为第9组接头的断口宏观与微观放大形貌. 从图5b ~ 5c可以清晰的看到河流花样与解理台阶,是典型的解理断裂特征,但B区域解理台阶更大,解理河流花样更为复杂. 由于解理裂纹在扩展的中上游,小解理台阶面倾向于汇合在一起形成较大台阶,这表明B区域为裂纹扩展的第二阶段. 在A区域解理台阶面周围与C区域熔核中心处均存在韧窝,这表明在该区域存在大量韧窝形核的位置,在拉剪力的作用下容易产生显微裂纹,但韧窝未有明显的塑性变形就发生了断裂,因此该处接头强度较低,导致缓冲吸震能力弱. 由断口分析可知,界面撕裂断口形貌呈现出解理断裂为主,韧性断裂为辅的特征,且裂纹沿结合面进行扩展,造成接头强度不足,接头内部发生界面撕裂失效.
![]() 图 5 界面撕裂失效的宏观形貌与微观断口形貌Figure 5. Macroscopic and microscopic fracture morphology of interface failure. (a) macroscopic fracture morphology of interface failure; (b) A area; (c) B area; (d) C area
图 5 界面撕裂失效的宏观形貌与微观断口形貌Figure 5. Macroscopic and microscopic fracture morphology of interface failure. (a) macroscopic fracture morphology of interface failure; (b) A area; (c) B area; (d) C area3. 结论
(1)基于BBD方法建立DP780高强钢胶接点焊接头能量吸收值与失效载荷的多元非线性回归模型,并通过试验验证了模型的可靠性,确定了1.2 mm厚的DP780高强钢胶接点焊最优工艺参数为焊接电流8 kA、焊接时间150 ms、电极压力0.3 MPa.
(2)焊接时间、电极压力以及焊接电流3个影响焊接质量的因素中,焊接时间对胶接点焊接头的能量吸收值、失效载荷的影响最为显著. 其中,焊接电流和焊接时间对能量吸收值和失效载荷的影响均呈正相关性,而电极压力对能量吸收值和失效载荷的影响呈负相关性. 其次,焊接电流与电极压力的交互作用对能量吸收值的影响显著;焊接时间与焊接电流的交互作用对失效载荷的影响显著.
(3) DP780高强钢胶接点焊接头存在两种静拉伸失效形式:焊核拔出和界面撕裂. 失效形式为焊核拔出的接头对应较高的能量吸收值、失效载荷. 焊核拔出的断口呈现出韧性断裂特征;界面撕裂的断口呈现以解理断裂为主、韧性断裂为辅的特征.
-
![]()
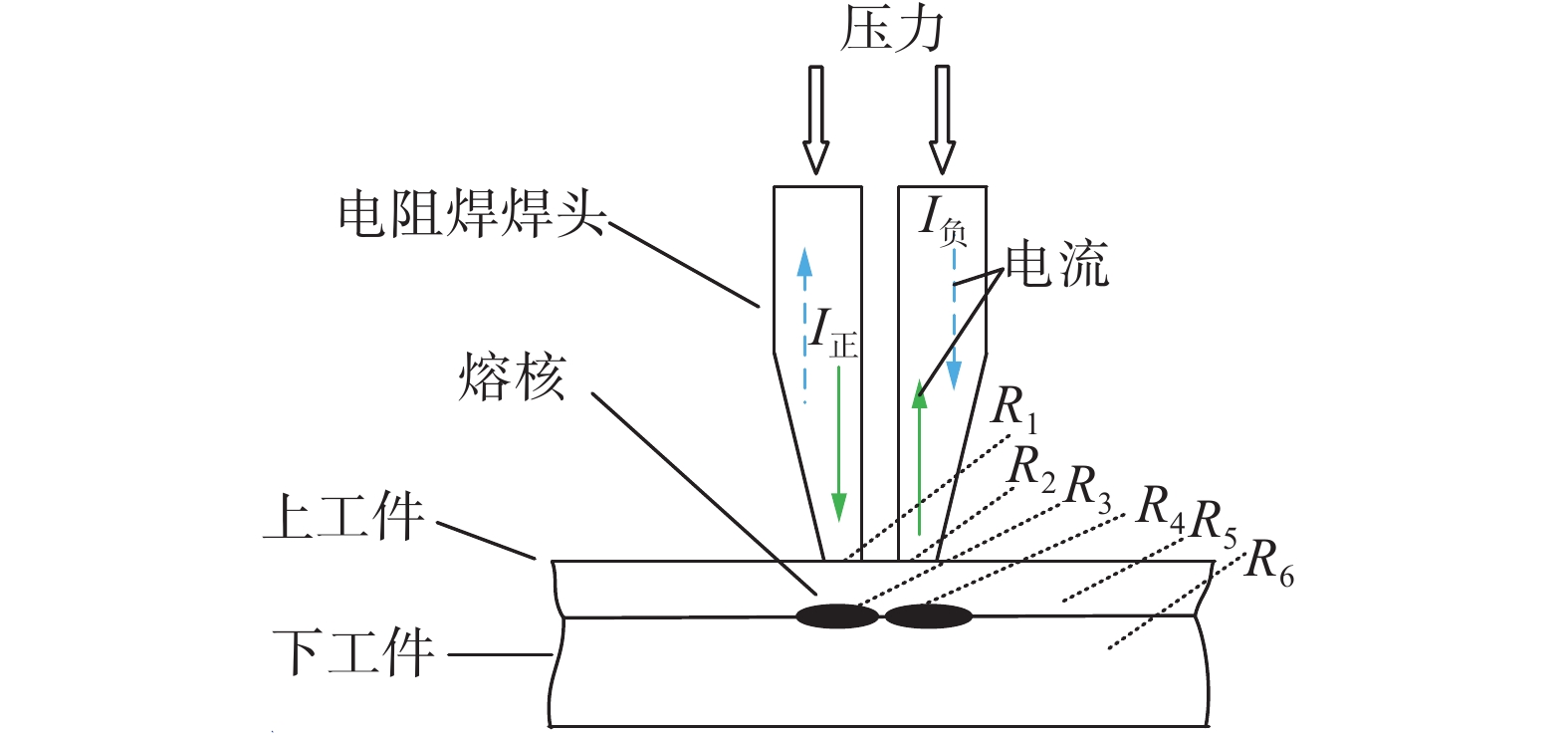
图 1 单面双点电阻焊接示意图及电阻分布
Figure 1. Diagram and resistance distribution of single-side double-point resistance welding
![]()
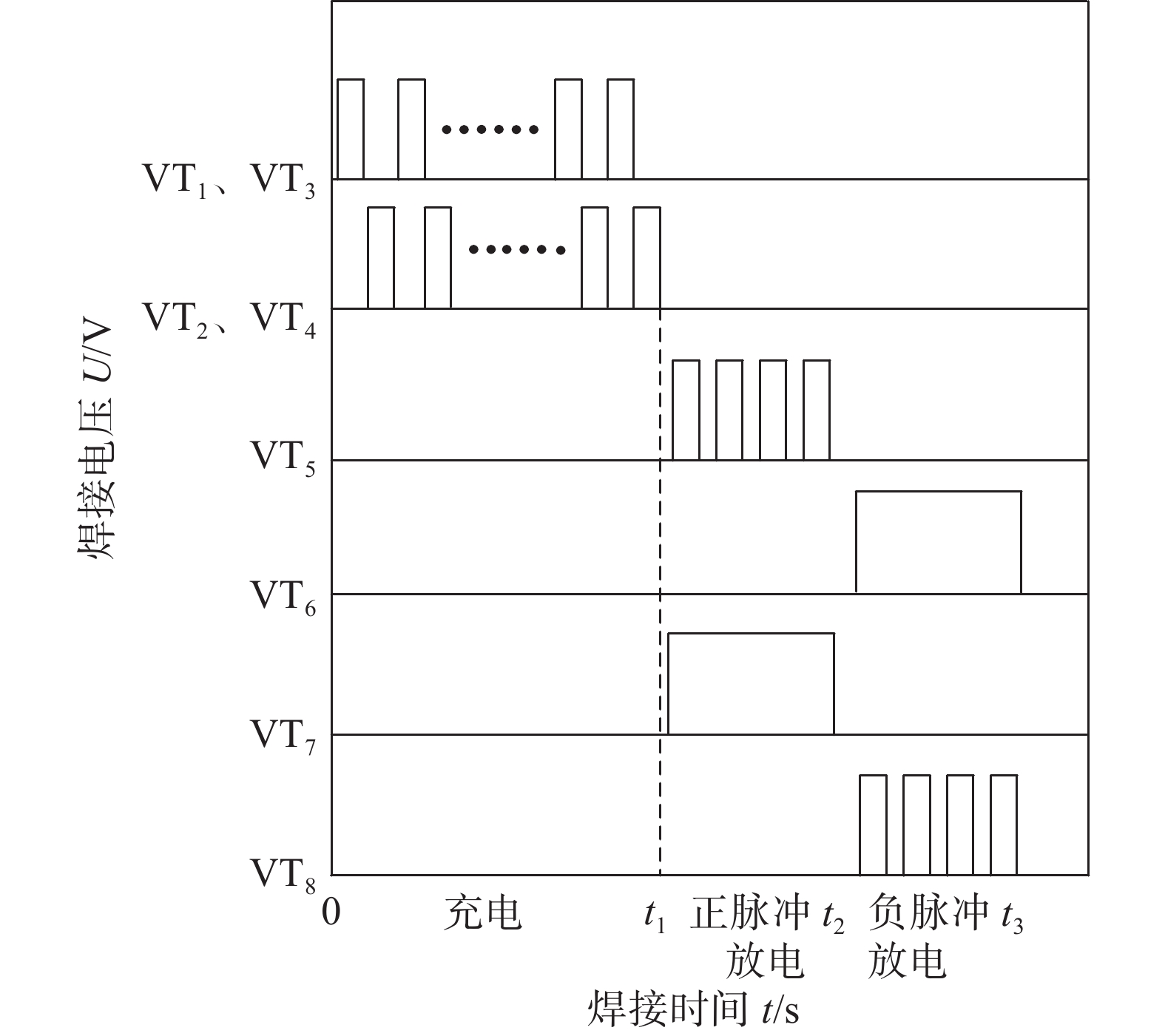
图 4 逆变 + 双相斩波电路驱动信号示意图
Figure 4. Schematic diagram of inverter + dual-phase chopper circuit driving signal
![]()
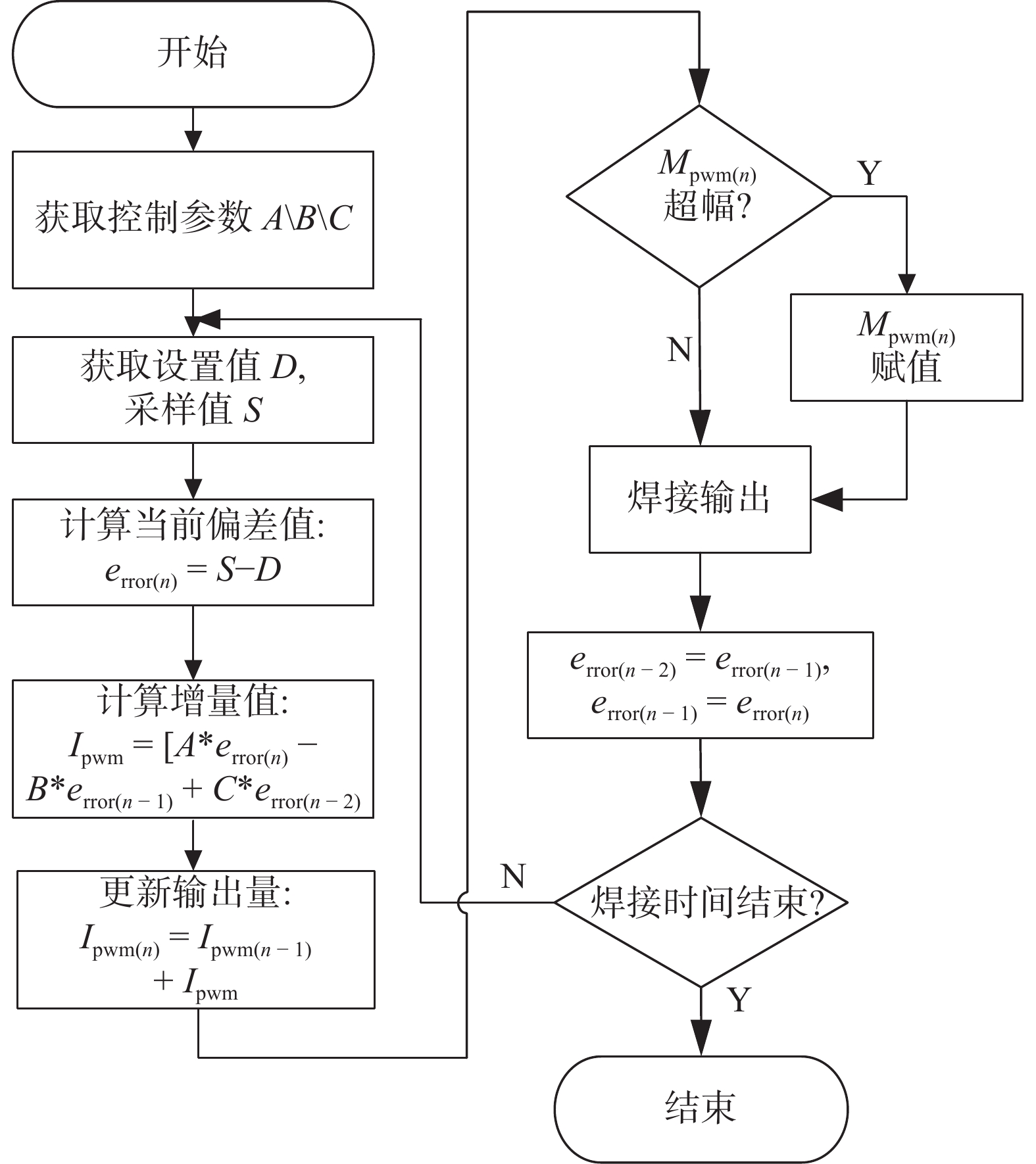
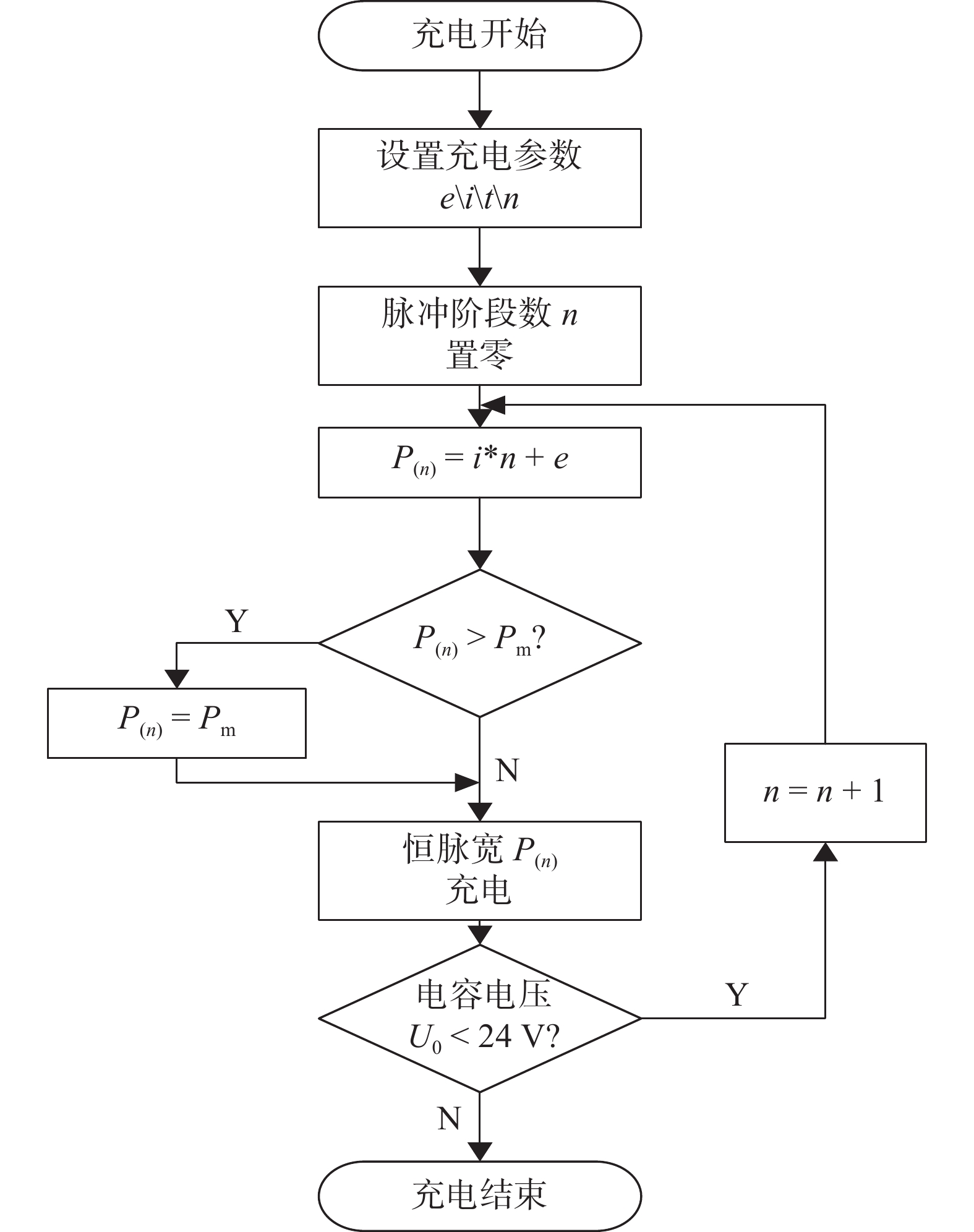
图 7 多阶段变脉宽电容充电控制流程图
Figure 7. Multi-stage variable pulse width capacitor charging control flow chart
![]()
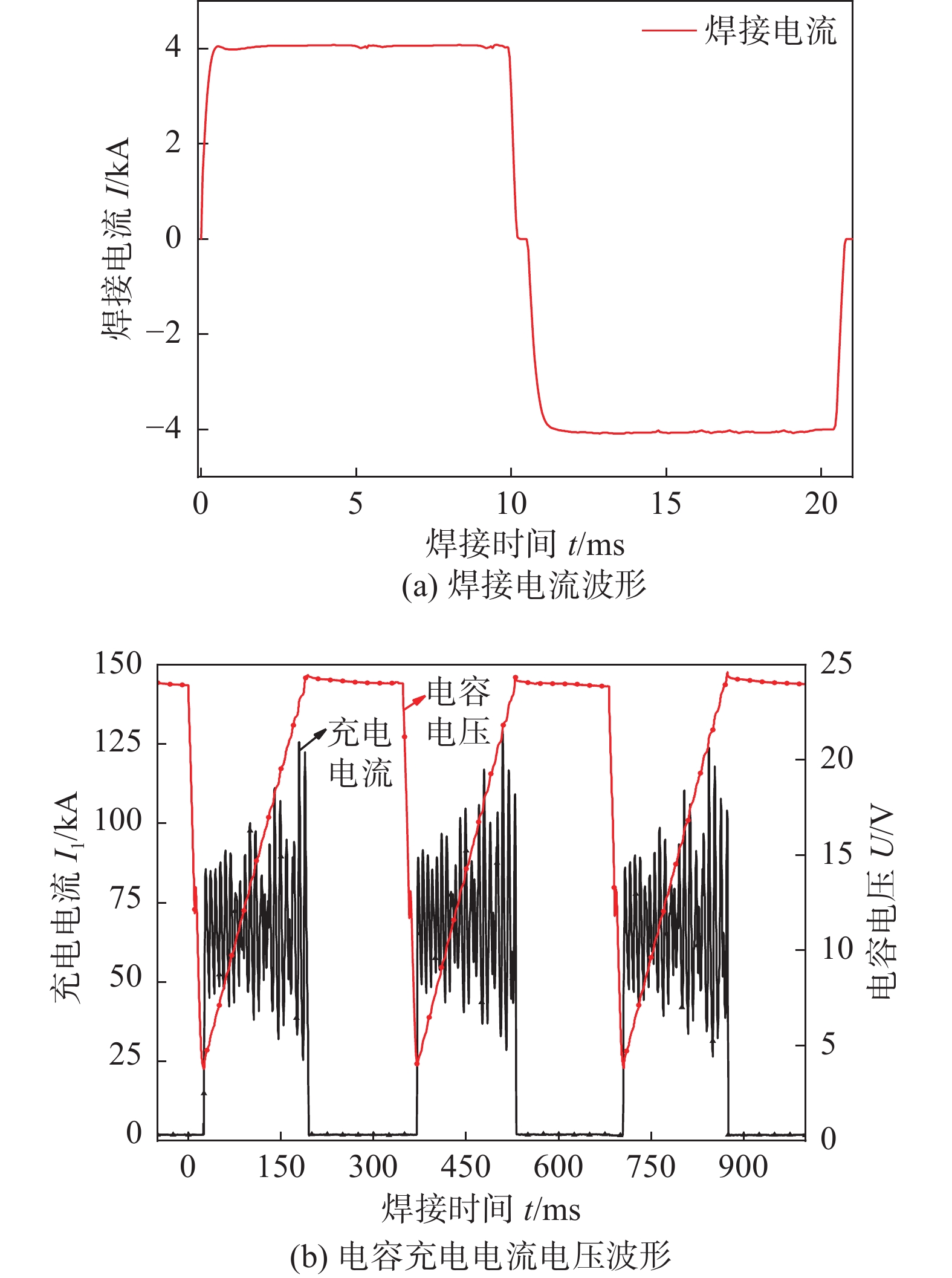
图 8 电源电特性曲线
Figure 8. Power supply electrical characteristic curve. (a) welding current waveform; (b) capacitance charging and current voltage waveform
![]()
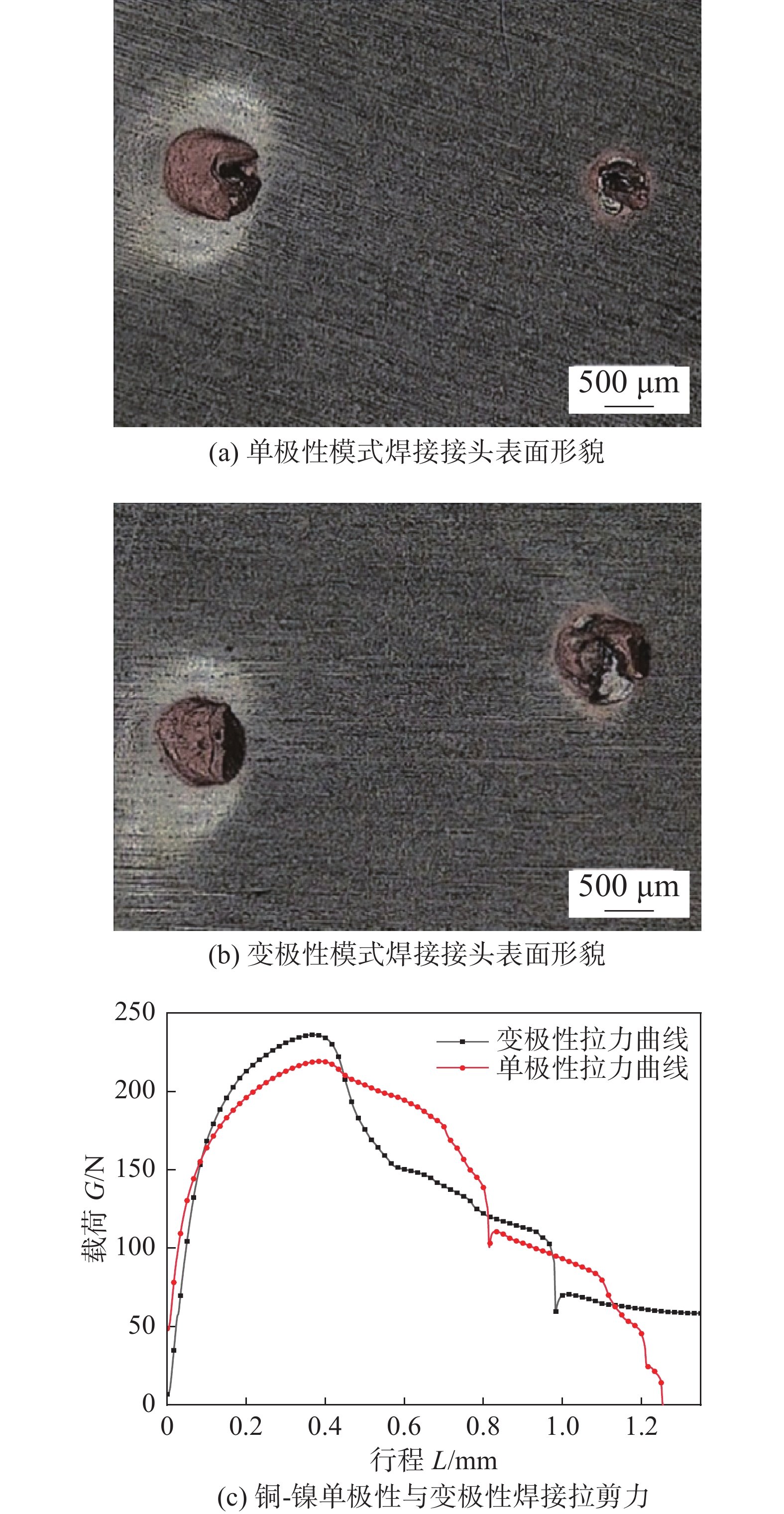
图 9 铜-镍接头拉力曲线及焊点外观形貌示意图
Figure 9. Copper-nickel joint tension curve and solder joint appearance diagram. (a) surface morphology of unipolar mode welded joint; (b) surface morphology of welding joint with variable polarity mode; (c) tensile shear force of copper-nickel unipolar and bipolar welding
![]()
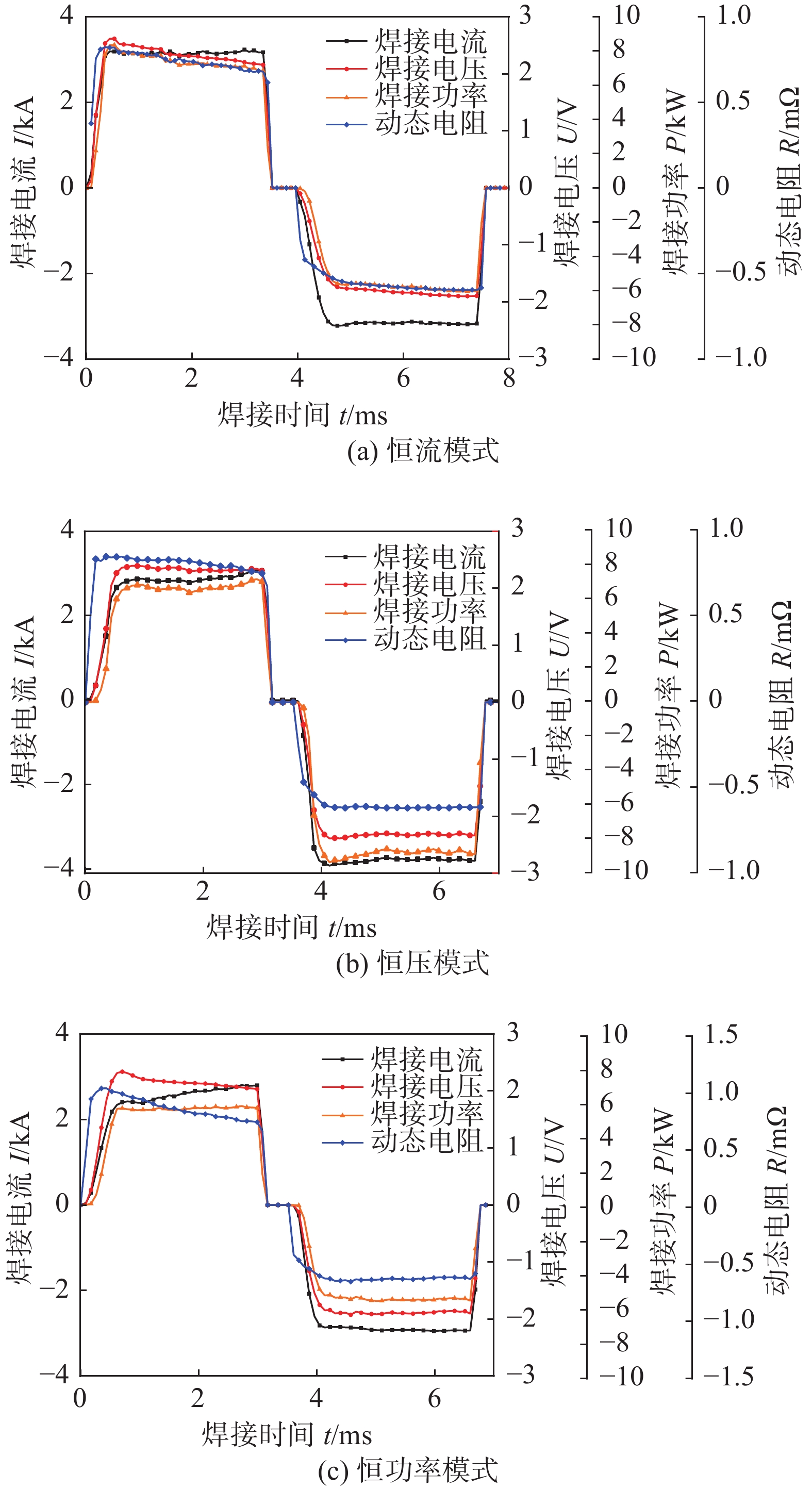
图 10 电源不同控制模式电参数曲线图
Figure 10. Power supply electrical parameter curve of different control modes. (a) constant current mode;(b) constant pressure mode; (c) constant power mode.
表 1 电源设计技术指标
Table 1 Technical specifications of power supply design
输入电压U1/V 空载电压U2/V 逆变频率f1/kHz 额定电流I/kA 输出模式 脉冲个数 单脉冲时间t1/ms 斩波频率f2/kHz 换相时间t2/ms 负载持续率A(%) 220 24 100 4 变极性 2 9.99 100 0.1 ~ 1.0 5  下载: 导出CSV
下载: 导出CSV
表 2 焊接工艺参数
Table 2 Welding process parameters
参数组 正脉冲电流
I1/kA负脉冲电流
I2/kA正脉冲电压
U3/V负脉冲电压
U4/V正脉冲功率
P1/kW负脉冲功率
P2/kW正脉冲时间
t3/ms负脉冲时间
t4/ms1 4.0 4.0 — — — — 9.99 9.99 2 3.0 — — — — — 7 — 3 3.1 3.1 — — — — 3.5 3 4 — — 2.3 2.3 — — 3 3 5 — — — — 5.5 5.5 3 3
下载: 导出CSV
表 3 三种控制模式焊接效果对比
Table 3 Three control modes power consumption compare with the welding effect
试样序号 熔核尺寸 d/mm 拉剪力 G/N 3 1.1 236 4 1.1 254 5 0.99 229
下载: 导出CSV
-
[1] 莫华, 郭钟宁. 微型电阻焊技术的研究进展[J]. 材料导报, 2009, 23(23): 85 − 88. Mo Hua, Guo Zhongning. Review of Resistance Micro welding Technology[J]. Materials Review, 2009, 23(23): 85 − 88.
[2] 刘成玉, 王笑川, 赵建华. 微型件精密点焊技术[J]. 电焊机, 2007(5): 47 − 50. Liu Chengyu, Wang Xiaochuan, Zhao Jianhua. The technology of minimizing piece spot welding[J]. Electric Welding Machine, 2007(5): 47 − 50.
[3] 高星鹏, 陈峰, 王宇盛, 等. 基于遗传算法与神经网络微电阻点焊工艺参数优化[J]. 宇航材料工艺, 2018, 48(3): 33 − 37. Gao Xingpeng, Chen Feng, Wang Yusheng, et al. Optimization of micro resistance spot welding process parameters based on genetic algorithm and neural network[J]. Aerospace Materials & Technology, 2018, 48(3): 33 − 37.
[4] 杨景卫, 曹彪. 微型零件精密电阻点焊技术及其应用[J]. 焊接, 2009(6): 43 − 47. Yang Jingwei, Cao Biao. Precision resistance spot welding technology and application in micro-parts[J]. Welding & Joining, 2009(6): 43 − 47.
[5] 曹彪, 王晓东, 范丰欣, 等. 高频晶体管式电阻点焊电源的研制[J]. 焊接学报, 2009, 30(7): 73 − 76. Cao Biao, Wang Xiaodong, Fang Fengxin, et al. Design of transistor-style high-frequency resistance spot-welding power supply[J]. Transactions of the China Welding Institution, 2009, 30(7): 73 − 76.
[6] Zhou K, Yao P. Overview of recent advances of process analysis and quality control in resistance spot welding[J]. Mechanical Systems and Signal Processing, 2019, 124: 170 − 198.
[7] 李浩东, 李光尧, 陈家兑, 等. 电源控制模式对镍片微电阻点焊过程的影响[J]. 焊接, 2022(3): 19 − 25. Li Haodong, Li Guangyao, Chen Jiadui, et al. Influence of power supply control mode on micro-resistance spot welding process of nickel chip[J]. Welding & Joining, 2022(3): 19 − 25.
[8] 周磊磊, 李远波, 张驰. 基于ARM的精密逆变电阻点焊电源[J]. 电焊机, 2016, 46(11): 55 − 59. Zhou Leilei, Li Yuanbo, Zhang Chi. Precise inverter resistance spot welding power supply based on ARM[J]. Electric Welding Machine, 2016, 46(11): 55 − 59.
[9] 钟磊, 黄增好, 杨凯, 等. 晶体管式电阻点焊电源及其复合模式控制研究[J]. 电焊机, 2020, 50(2): 14 − 18. Zhong Lei, Huang Zenghao, Yang Kai. Research on transistorized resistance spot welding power supply and its composite mode control[J]. Electric Welding Machine, 2020, 50(2): 14 − 18.
[10] 王新, 曹彪, 杨凯. 晶体管式精密电阻点焊电源的设计[J]. 焊接, 2018(4): 51 − 56. Wang Xin, Cao Biao, Yang Kai. Design of transistor-style precise resistance spot-welding power supply[J]. Welding & Joining, 2018(4): 51 − 56.
[11] Zhang D D. The Constant Current Charging Analysis Super Capacitor[J]. Applied Mechanics and Materials, 2013, 274: 3 − 315.
[12] 崔忠阳. 车用动力电池系统电连接及机械结构设计[D]. 清华大学, 2016. Cui Zhongyang. The Electrical Connections and Mechanical Structure Design of Electric Vehicle Power Battery System [D]. Tsinghua university, 2016.
[13] 中国机械工程学会焊接学会编. 焊接手册[M]. 第三版. 北京: 机械工业出版社, 2008. Welding Society of China Mechanical Engineering Society. Manual welding [M]. The third edition. Bei Jing: China Machine Press, 2008.
[14] 袁臣虎, 杜永恒, 刘晓明, 等. LCC谐振式永磁机构储能电容恒流充电控制[J]. 电工技术学报, 2020, 35(z2): 432 − 439. Yuan Chenhu, Du Yongheng, Liu Xiaoming, et al. Constant Current Charging Control of LCC Resonant Permanent Magnet Mechanism Energy Storage Capacitor[J]. Transactions of China Electrotechnical Society, 2020, 35(z2): 432 − 439.
[15] 张凯锋. 板材自阻加热成形中电流的热效应与极性效应研究进展[J]. 锻压技术, 2018, 43(7): 71 − 90. Zhang Kaifeng. Study progress on heat and polarity effects of current in sheet metal forming with resistance heating[J]. Forging & Stamping Technology, 2018, 43(7): 71 − 90.
[16] 赵伟, 任中根, 迟恩田. 电火花加工中极性效应的研究[J]. 宇航材料工艺, 2001, 31(2): 59 − 61. Zhao Wei, Ren Zhonggen, Chi Entian. Discussion on Polarity Effect in EDM[J]. Aerospace Materials & Technology, 2001, 31(2): 59 − 61.
-
期刊类型引用(5)
1. 刘立学,孟根巴根,许晓,夏明生,牟永胜,赵光. 烘烤对980 MPa先进高强钢RSW接头性能的影响. 焊接. 2024(01): 64-72 .  百度学术
百度学术
2. 陈江波,曾凯,邢保英,张洪申,丁燕芳,何晓聪. 铝合金-胶膜压印/粘接复合连接工艺及接头失效分析. 航空学报. 2023(14): 307-317 . 百度学术
3. 王玉涛,曾凯,邢保英,何晓聪. 铝合金分瓣模压印接头的强度预测模型. 机械科学与技术. 2023(08): 1357-1361 . 百度学术
4. 赵大伟,王元勋,梁东杰,Yuriy Bezgans. 基于功率信号动态特征的钛合金电阻点焊熔核直径预测. 焊接学报. 2022(01): 55-59+116-117 . 本站查看
5. 聂勇军,魏世民. 应用ISIGHT的大型弯管环柔性焊接技术可靠性研究. 机械设计与制造. 2022(05): 103-106+110 . 百度学术
其他类型引用(2)







计量
- 文章访问数: 264
- HTML全文浏览量: 74
- PDF下载量: 41
- 被引次数: 7
