
Numerical simulation of TIG arc characteristics of hollow tungsten electrode
-
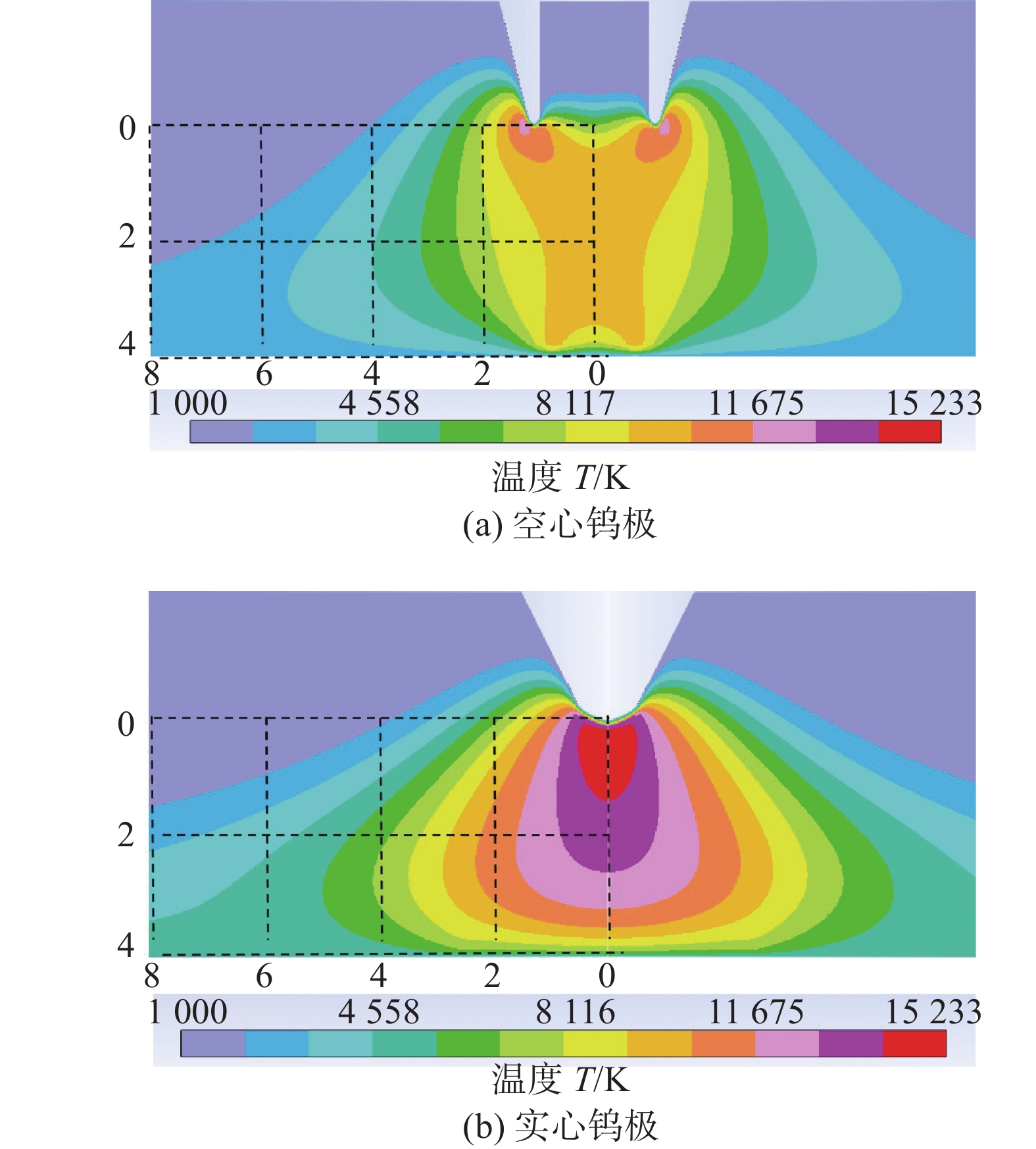
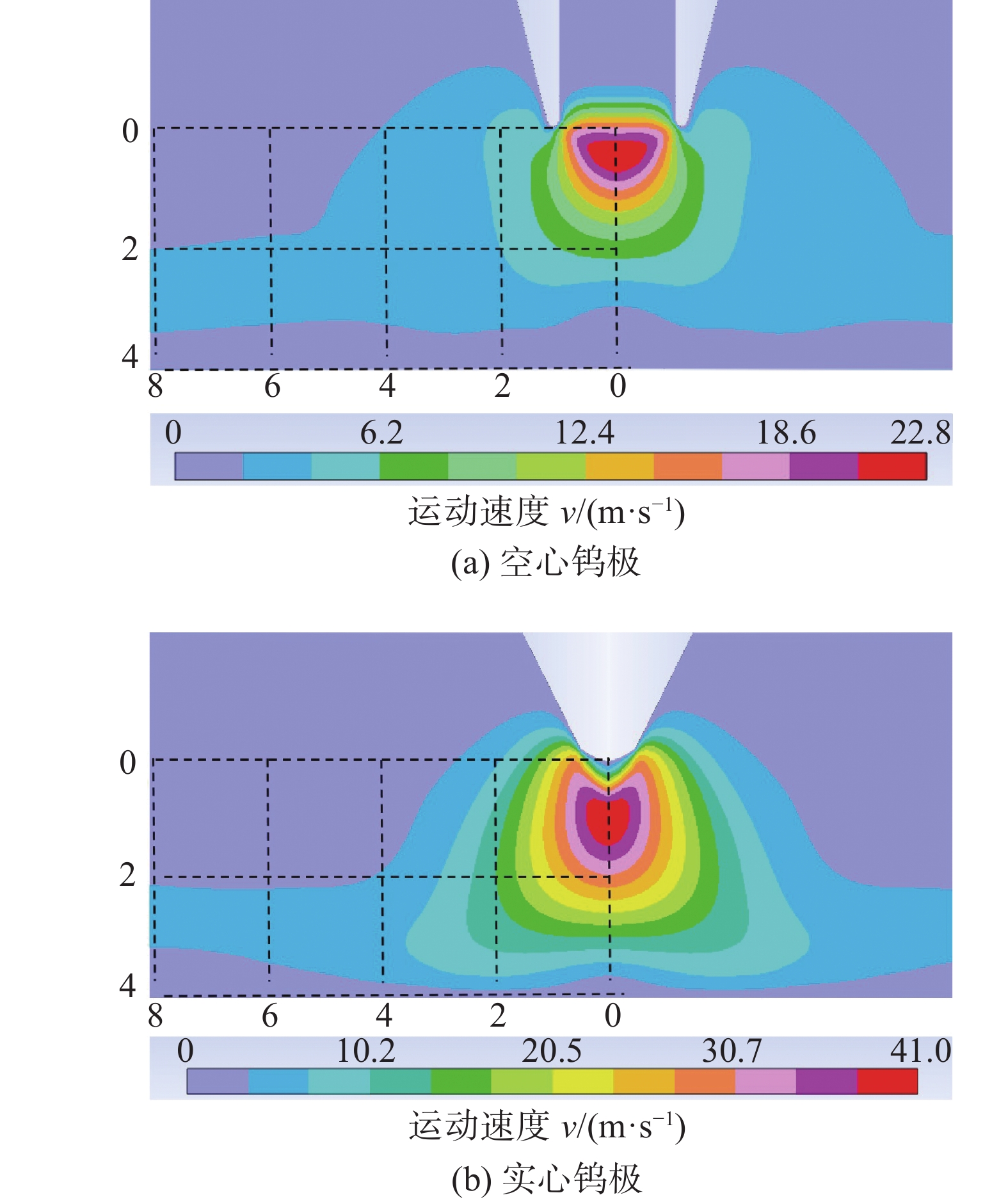
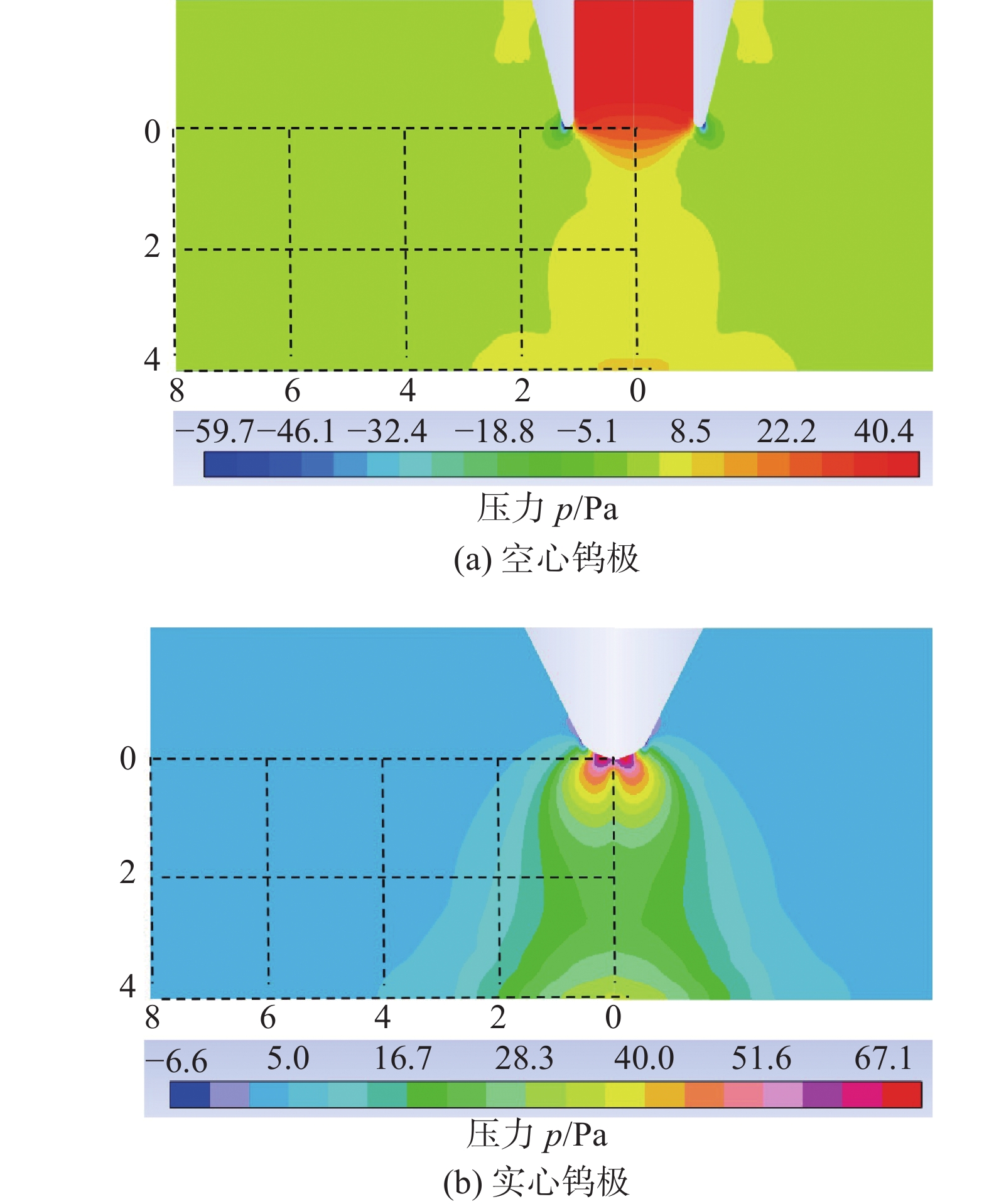
摘要: 建立了内径2 mm的空心钨极TIG焊电弧数值模型,用Fluent软件用户自定义函数(UDF)功能加载了氩气电导率、动量方程和能量方程的源项,计算了稳态下焊接电流为60 A时电弧的温度场、流场以及电弧压力,并与相同条件下实心钨极TIG焊电弧作了对比. 结果表明,空心钨极TIG焊电弧呈钟罩形,空心钨极圆环放电和钨极中心气流的冷却作用使得电弧温度分布云图顶部下凹;电弧等离子体在钨极下方运动速度较快,阳极表面电弧压力呈柱状分布,弧柱区空间压力分布比较均匀;与相同电流条件下TIG焊相比,空心钨极TIG焊电弧峰值温度降低17.3%,钨极下方2 mm位置处峰值温度降低27%,等离子体最大运动速度降低40%,电弧压力峰值降低57%,堆焊焊缝熔宽增加30%,熔深减小27.9%.Abstract: The numerical model of hollow tungsten TIG welding with inner diameter of 2 mm is developed. The source terms of momentum equation and energy equation and the conductivity of argon gas are loaded by the user defined function (UDF) of Fluent software. The temperature field, flow field and arc pressure are calculated when the welding current is 60 A in steady state. The results are compared with those of solid tungsten TIG arc under the same conditions. The results show that the shape of hollow tungsten TIG arc is bell jar shape, and the temperature field is concave at the top middle position due to the air flow and current density. The velocity of plasma below the tungsten pole is faster than other regions. The arc pressure is uniformly distributed, and the anode surface pressure is uniformly distributed in cylindrical shape. Compare with TIG welding under the same current condition, the maximum temperature, maximum plasma flow velocity and peak arc pressure of the hollow tungsten arc are reduced by 17.3%, 40% and 57%, respectively, and the peak temperature of the 2 mm cross section below the tungsten electrode is reduced by 27%. The weld width of surfacing welding increases by 30% but the weld depth decreases by 27.9%.
-
0. 序言
为实现轻量化生产,铝/钢复合结构被广泛应用在汽车和船舶制造领域[1-2]. 然而目前进行铝/钢过渡接头的生产主要依靠熔化焊、爆炸焊等方法[3]. 在铝/钢过渡接头焊接中,容易生成脆性金属间化合物,因此具有低热输入的固相制备方法逐渐被人们应用于铝/钢过渡接头的焊接中.
Lin等人[4]在5A06铝合金和321奥氏体不锈钢的TIG接头中发现了3 ~ 5 μm厚的金属间化合物,拉伸测试中接头断裂于金属间化合物与钢基体间,表明金属间化合物的调控对铝/钢接头的性能起到重要作用. 通常认为界面金属间化合物厚度小于5 μm时获得高质量接头[5]. 李广等人[6]发现在铝/钢过渡接头的焊接中,激光毛化处理能增加比表面积,提高原子扩散程度,同时增强机械咬合作用、阻断裂纹的扩展,提高了接头的力学性能. 铝/钢异种金属连接难点在于二者之间巨大的物理差异和金属间化合物的生成[7-8],而固态焊接技术在异种金属的连接过程中存在明显的优势[9–12]. Chen等人[13-14]提出了连续送丝搅拌摩擦增材制造方法,设计了带有螺纹结构的搅拌头和静止轴肩,通过进给材料在静止轴肩内与搅拌头的摩擦和塑性变形产热实现热塑化,并通过螺纹结构的传输,实现沉积过程. 由于该方法是固相增材制造方法,能够避免熔化凝固过程产生的热裂纹和气孔等缺陷,并且由于其低热输入的特点,能够有效控制界面金属间化合物厚度,有利于获得界面可靠连接. 此外,该方法实现“逐点逐层”的制造过程,具有灵活性与可控性,能够制备各种形式的铝/钢过渡接头,适用范围广.
以直径1.6 mm 5B06铝合金丝材为增材原料,表面激光毛化处理的316L不锈钢板为基板,采用连续送丝搅拌摩擦增材制造的方法制备铝/钢过渡接头. 对接头进行组织的观察和力学性能的测试,验证了该方法对于制备铝/钢过渡接头的可行性,为铝/钢过渡接头的生产提供了新的思路和方法.
1. 试验方法
试验采用直径1.6 mm的5B06铝合金丝材作为增材原料,以3 mm厚的316L不锈钢板作为基板.丝材及板材的化学成分分别见表1和表2.
表 1 5B06铝合金化学成分表(质量分数,%)Table 1. Composition of 5B06 aluminum alloysMg Mn Ti Fe Si Al 7.55 0.57 0.18 0.17 0.24 余量 表 2 316L不锈钢板化学成分表(质量分数,%)Table 2. Composition of 316L stainless steel platesC Si Mn P S Cr Ni Mo Fe <0.08 <1.00 <2.00 <0.05 <0.03 16.00 ~ 18.00 10.00 ~ 14.00 99.70 余量 光纤激光打标机能够利用小功率光纤激光在焦点上形成高功率密度,使材料瞬间蒸发并形成孔、槽等表面构型. 试验采用功率15 W,道数为5的参数在不锈钢表面激光刻蚀宽度0.05 mm,线间距为0.5 mm的高密度网格. 增大界面处的冶金结合面积,增加机械互锁结构,提高界面结合质量. 利用连续送丝搅拌摩擦增材制造方法,实现5B06铝合金在316L钢板表面的沉积过程,工艺示意图如图1所示. 搅拌针长度选用1.2 mm,第一层选用转速600 r/min,行进速度100 mm/min,单层高度1.3 mm以及沉积效率1 kg/h的参数并控制搅拌针距钢板0.1 mm,避免搅拌针的磨损. 后续增材过程参数为转速600 r/min,行进速度400 mm/min,单层高度1.0 mm以及沉积效率3 kg/h.
![]() 图 1 工艺原理示意图Figure 1. Schematic of the process. (a) additive manufacturing of transition joints; (b) shearing process; (c) thermo-plasticizing and depositing process
图 1 工艺原理示意图Figure 1. Schematic of the process. (a) additive manufacturing of transition joints; (b) shearing process; (c) thermo-plasticizing and depositing process不锈钢板表面激光毛化后进行酸洗去除生成的氧化物,用凯视迈KC-H030对钢板表面形貌进行观察. 使用电火花数控切割机沿接头截面切取厚度5 mm的试样,采用Olympus-MPG3光学显微镜(optical microscope,OM)观察界面结合情况以及激光刻蚀槽填充情况,利用Quanta 200F扫描电子显微镜的背散射电子(back scattered electron,BSE)成像模式观测界面金属间化合物的生成情况,利用线扫描确定金属间化合物厚度并利用其配备的能谱仪(energy dispersive spectroscopy ,EDS)进行元素分析. 利用X射线衍射仪(XRD, PANalytical X'PERT)分析断口的相组成,CuKα 放射源,衍射角范围 2θ = 20° ~ 90°.
采用HX-1000维氏显微硬度测试仪分析增材组织表面不同区域的硬度,沿垂直增材方向截取硬度测试试样. 硬度试验过程中,从界面位置分布向两侧每隔0.5 mm进行取点和硬度测量,得到显微硬度值沿增材高度方向上的变化. 沿基板侧面切取拉剪试件,对其增材区两侧连接处进行处理,使有效连接区域长度为12 mm,宽度为8 mm. 由于试件形状的特殊性,设计专用装配夹具进行拉伸剪切测试,测试时需将试件置入夹具,使用3个顶压螺钉进行约束和固定,拉伸机分别夹取夹具拉伸端和试件拉伸端. 专用夹具及试件形状与装配方法如图2所示,测试采用设备为SHIMADZU EHF-UV200K2型液压伺服试验机进行拉剪性能测试,拉伸速度为2 mm/min.
2. 试验结果及分析
2.1 表面激光毛化及增材宏观形貌
经激光刻蚀后钢板表面形貌如图3(a)所示,刻蚀线间距0.5 mm. 刻蚀槽轮廓如图3(b)所示,刻蚀深度约为80 μm,刻蚀宽度约为50 μm. 在刻蚀槽两侧有约35 μm的突起. 经过激光刻蚀处理,钢板表面的粗糙度得到了显著的提高,能够有效增加和铝合金的冶金结合面积,并形成机械互锁结构,有利于提升界面结合强度. 此外,提高钢板表面粗糙度有利于铝合金在沉积过程中在不锈钢板上的粘滞堆覆过程.
![]() 图 3 不锈钢表面形貌Figure 3. Surface morphology of the stainless steel plate. (a) the three-dimensional morphology image; (b) the profile line of groove
图 3 不锈钢表面形貌Figure 3. Surface morphology of the stainless steel plate. (a) the three-dimensional morphology image; (b) the profile line of groove利用连续送丝搅拌摩擦增材制造方法获得的铝/钢过渡接头宏观形貌如图4所示. 增材层长140 mm,宽22 mm,高25 mm,共25层,单层厚度1 mm,增材层表面未观察到缺陷. 铝合金增材层成形稳定均匀,说明该工艺能实现增材原料稳定的热塑化、传输及沉积过程,体现工艺的连续性和稳定性,具有实现大尺寸铝/钢过渡接头的制备和生产的潜力. 该工艺特征为“化整为零,逐层堆积”具有更高的灵活性和可控性,适用范围更广.
2.2 接头微观组织分析
增材件横截面形貌如图5所示. 接头截面如图5(a)所示,由于该工艺为全固相的增材制造方法,能够避免铝合金在熔化—凝固过程中产生的气孔裂纹等缺陷,在5B06铝合金增材层内部及铝/钢界面处均未观察到孔洞裂纹等缺陷. 未腐蚀时观测不到增材层之间的界面,说明在搅拌针的作用下增材层之间实现了良好的结合. 界面处金相照片如图5(b)所示,5B06铝合金在热—机耦合作用下实现了完全热塑化并良好地填充进激光刻蚀槽内. 利用表面构型实现了机械连接,为铝/钢界面的可靠连接提供了保障.
![]() 图 5 增材件横截面形貌Figure 5. Morphology of the cross-section of the joint. (a) macro morphology; (b) morphology of the interface
图 5 增材件横截面形貌Figure 5. Morphology of the cross-section of the joint. (a) macro morphology; (b) morphology of the interface利用扫描电镜铝/钢接头界面组织进行观察,如图6所示. 图6(a)为平直界面处的扫描电镜形貌,根据图6(b)所示的线扫描结果可知,金属间化合物厚度约为1.8 μm. 由于搅拌针在界面处带来的热—机耦合作用,形成了大量点缺陷和线缺陷促进了Al原子和Fe原子之间的扩散,加速了金属间化合物的形核,而该工艺作为固相增材制造方法,具有较低的热输入,能有效控制金属间化合物的长大. 工艺获得的界面具有连续且较薄的金属间化合物层. 适当厚度的金属间化合物有利于提升界面强度,同时连续的金属间化合物有利于提升气密性[15].
![]() 图 6 界面SEM图像及线扫描结果Figure 6. SEM image and the line scanning results of the interface. (a) SEM image; (b) line scanning result
图 6 界面SEM图像及线扫描结果Figure 6. SEM image and the line scanning results of the interface. (a) SEM image; (b) line scanning result刻蚀槽内部填充情况如图7(a)所示,热塑化的5B06铝合金充分填充激光刻蚀槽. 界面紧密,无缺陷,在刻蚀槽内部铝/钢界面结合良好. 元素线扫描结果如图7(b)所示,在刻蚀槽底部形成了厚度约为0.3 μm的金属间化合物层,其厚度小于平直界面处的金属间化合物层. 这是由于该处受到的形变作用较弱,金属间化合物的形核和生长速度较慢. 金属间化合物的形成以及激光刻蚀槽的填充能兼顾冶金和机械连接,实现高质量的接头.
![]() 图 7 刻蚀槽内SEM图像及线扫描结果Figure 7. SEM image and the line scanning results of the groove. (a) SEM image;(b) line scanning result
图 7 刻蚀槽内SEM图像及线扫描结果Figure 7. SEM image and the line scanning results of the groove. (a) SEM image;(b) line scanning result2.3 力学性能
在垂直于铝/钢界面方向中间位置进行硬度测试,结果如图8所示. 可以看出增材层沿垂直于界面方向上硬度分布表现出高度的均匀性,硬度值达到97.9 HV ± 3.2 HV,显微硬度值在铝/钢界面处显微硬度发生突变,说明沉积态的5B06铝合金沿增材高度方向具有均匀的力学性能. 底部增材层并未受到后续增材过程中多重热循环的影响而出现性能降低. 钢侧硬度同样表现均匀,说明铝合金的沉积过程中,由于固相增材过程热输入较低,未对钢侧的组织和性能造成显著影响.
进一步探究接头界面力学性能,对其进行拉剪测试分析. 测试曲线如图9所示,表面未处理的接头界面抗剪强度为94.0 MPa ± 6.3 MPa,而表面经过激光刻蚀处理的样品接头抗剪强度达到110.0 MPa ± 4.7 MPa,提升了18%. 说明利用激光刻蚀处理辅助的连续送丝搅拌摩擦增材制造方法能够获得兼顾机械连接与冶金连接的高可靠铝/钢过渡接头,具有出色的力学性能. 另一方面,通过表面激光刻蚀处理,有利于改变接头应力分布,降低界面残余应力,提升接头性能[16].
利用SEM对接头断口进行观察. 由如图10(a)和图10(c)可知,二者表面均匀黏附铝合金,说明界面均实现了良好冶金连接. 由图10(b)可知,刻蚀槽内有断裂的铝合金,说明裂纹扩展至激光刻蚀槽时,受到机械互锁结构以及应力分布的影响,向刻蚀槽内铝合金扩展并受到阻碍,而使得接头抗剪强度提升,说明获得了兼顾机械和冶金连接的接头,阻碍裂纹扩展,提升了接头强度,强化机制如图11所示. 接头的断裂模式均为韧—脆混合型断裂模式,激光刻蚀处理的接头断口呈现更好的韧性,可能与界面残余应力降低有关.
![]() 图 10 断口SEM图像Figure 10. SEM images of the fractures. (a) the macro morphology of the joint with the treated surface; (b) the magnified image (high); (c) the macro morphology of the joint with the untreated surface; (d) the magnified image (high)
图 10 断口SEM图像Figure 10. SEM images of the fractures. (a) the macro morphology of the joint with the treated surface; (b) the magnified image (high); (c) the macro morphology of the joint with the untreated surface; (d) the magnified image (high)![]() 图 11 断裂过程示意图Figure 11. Schematic diagram of the fracture mechanism. (a) crack propagation of the joint with untreated surface; (b) crack propagation of the joint with treated surface
图 11 断裂过程示意图Figure 11. Schematic diagram of the fracture mechanism. (a) crack propagation of the joint with untreated surface; (b) crack propagation of the joint with treated surface利用XRD分析断口金属间化合物的类型. 如图12所示,在断口中检测到了Fe2Al5和Fe4Al13,这是由于Fe2Al5和Fe4Al13具有较低的生成焓(ΔH),因此在界面原子扩散实现冶金反应时会优先形成这两种金属间化合物. 固相增材过程的温度显著低于二者共晶反应的温度,说明在搅拌头带来的剧烈的热—机耦合作用促进了Al和Fe原子的相互扩散,加速了金属间化合物的形核过程. XRD结果证实了该工艺中形变诱导快扩散机制实现冶金连接的机制.
3. 结论
(1) 提出了连续送丝搅拌摩擦增材制备铝/钢过渡接头的方法,并获得了成形良好的构件,通过激光毛化辅助,实现兼顾机械和冶金连接的可靠界面.
(2) 增材原料在热—机耦合作用下热塑化,良好填充激光刻蚀槽,界面无缺陷,固相增材制造方法有效的控制了金属间化合物的厚度为1.8 μm.
(3) 界面抗剪强度达到了110.0 MPa ± 4.7 MPa,相对表面未处理的接头性能提升了18%,钢侧断口均匀黏附铝合金,并发现有金属化合物Fe2Al5和Fe4Al13.
-
![]()
图 1 空心钨极TIG焊电弧数值模型及网格划分
Figure 1. Numerical model and meshing of hollow tungsten TIG welding arc. (a) schematic diagram of numerical model; (b) meshing
![]()
图 2 电弧温度分布云图(mm)
Figure 2. Distribution cloud image of arc temperature. (a) hollow tungsten electrode; (b) solid tungsten electrode
![]()
图 3 电极下方2 mm位置处径向和电弧中心轴向温度分布曲线
Figure 3. Distribution curves of temperature at radial direction 2 mm below the electrode and axial direction in the arc center
![]()
图 4 电弧等离子体运动速度分布云图(mm)
Figure 4. Distribution cloud image of arc plasma flow velocity. (a) hollow tungsten electrode; (b) solid tungsten electrode
![]()
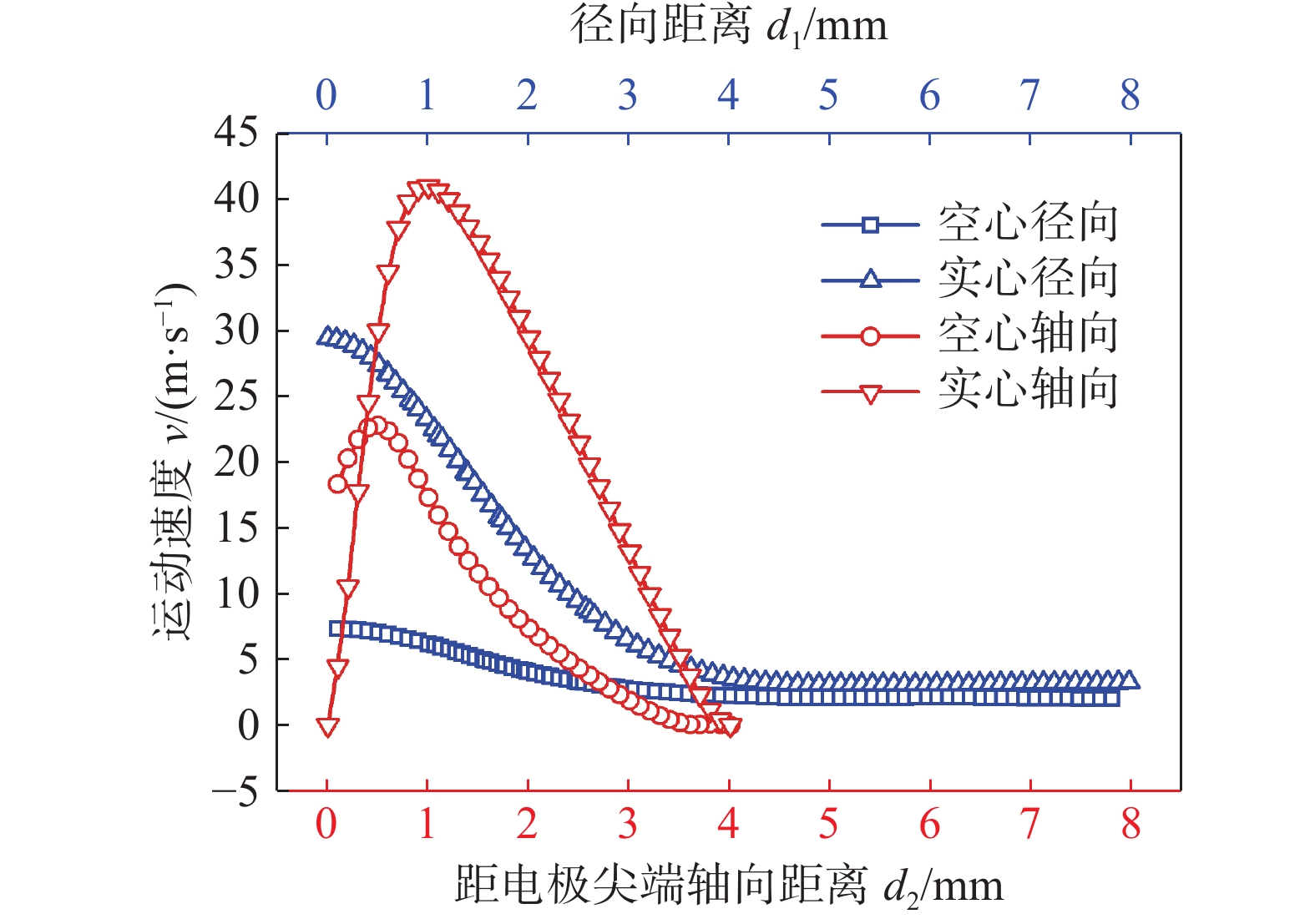
图 5 电极下方2 mm位置处径向和电弧中心轴向等离子体运动速度分布曲线
Figure 5. Distribution curves of plasma flow velocity at radial direction 2 mm below the electrode and axial direction in the arc center
![]()
图 6 电弧压力分布云图 (mm)
Figure 6. Distribution cloud image of arc pressure. (a) hollow tungsten electrode; (b) solid tungsten electrode
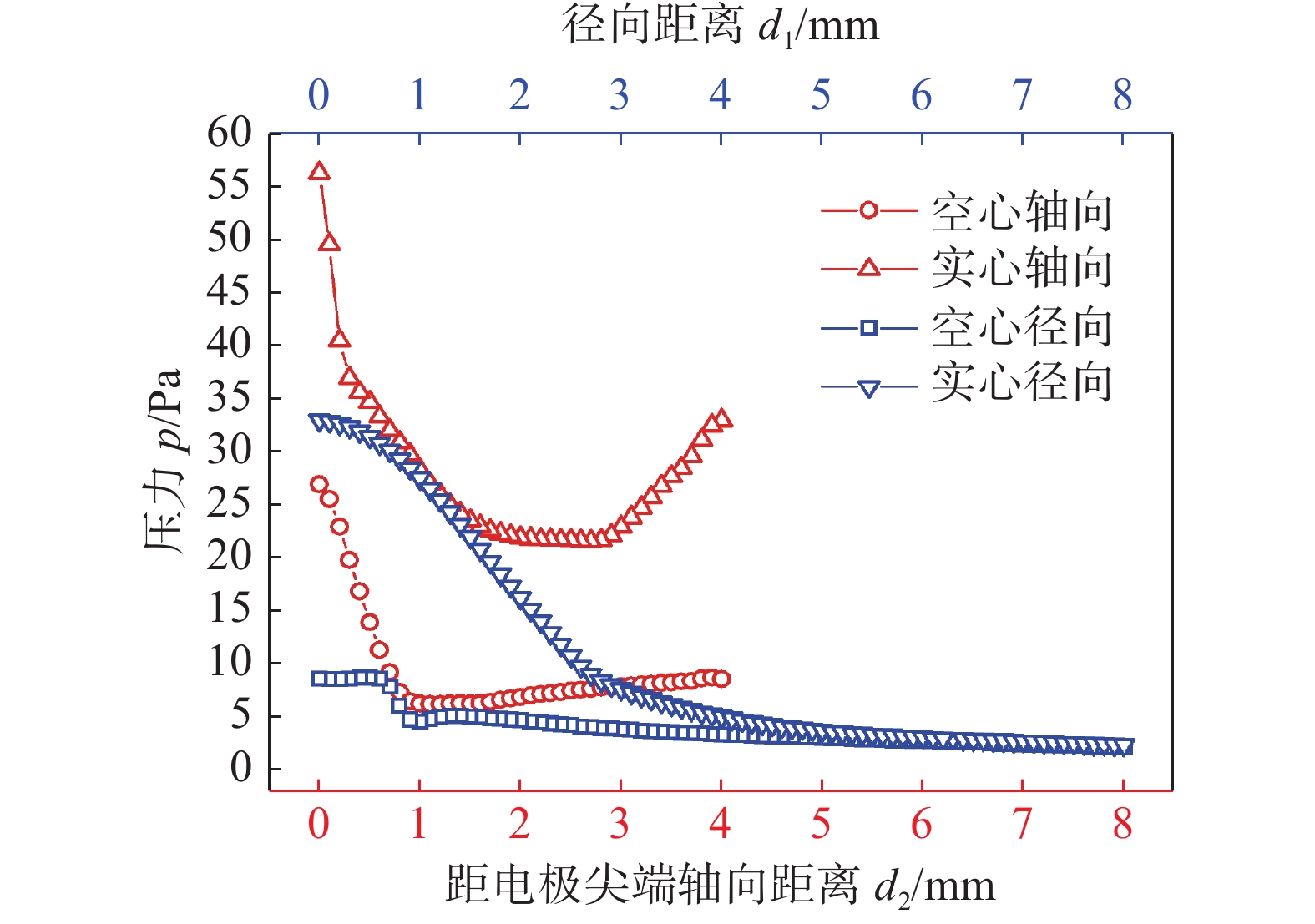
![]()
图 7 电弧中心轴向和阳极表面径向压力分布曲线
Figure 7. Distribution curves of arc pressure at axial direction in the arc center and radial direction of anode surface
![]()
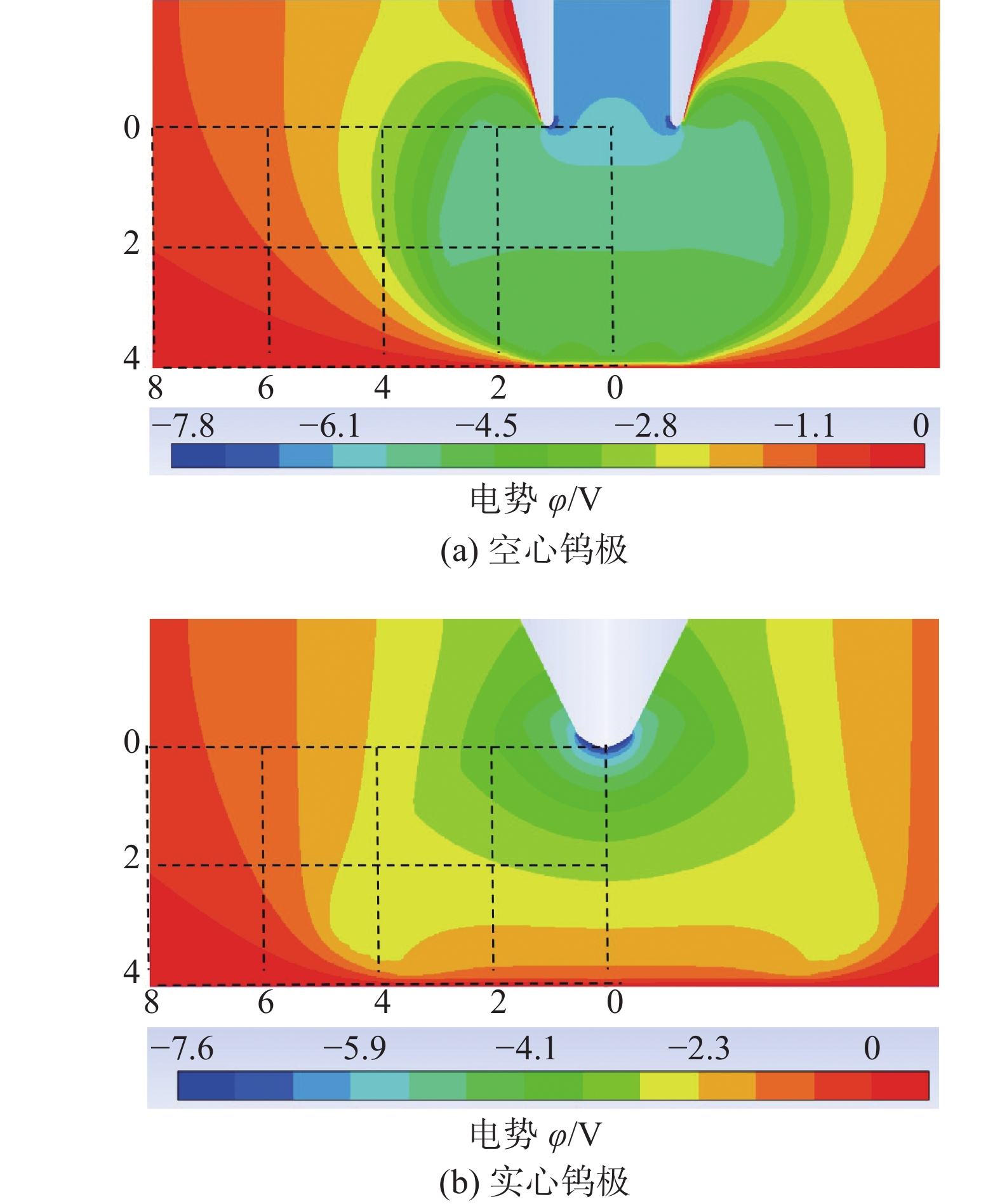
图 8 电弧电势分布云图 (mm)
Figure 8. Distribution cloud image of arc electric potential. (a) hollow tungsten; (b) solid tungsten electrode
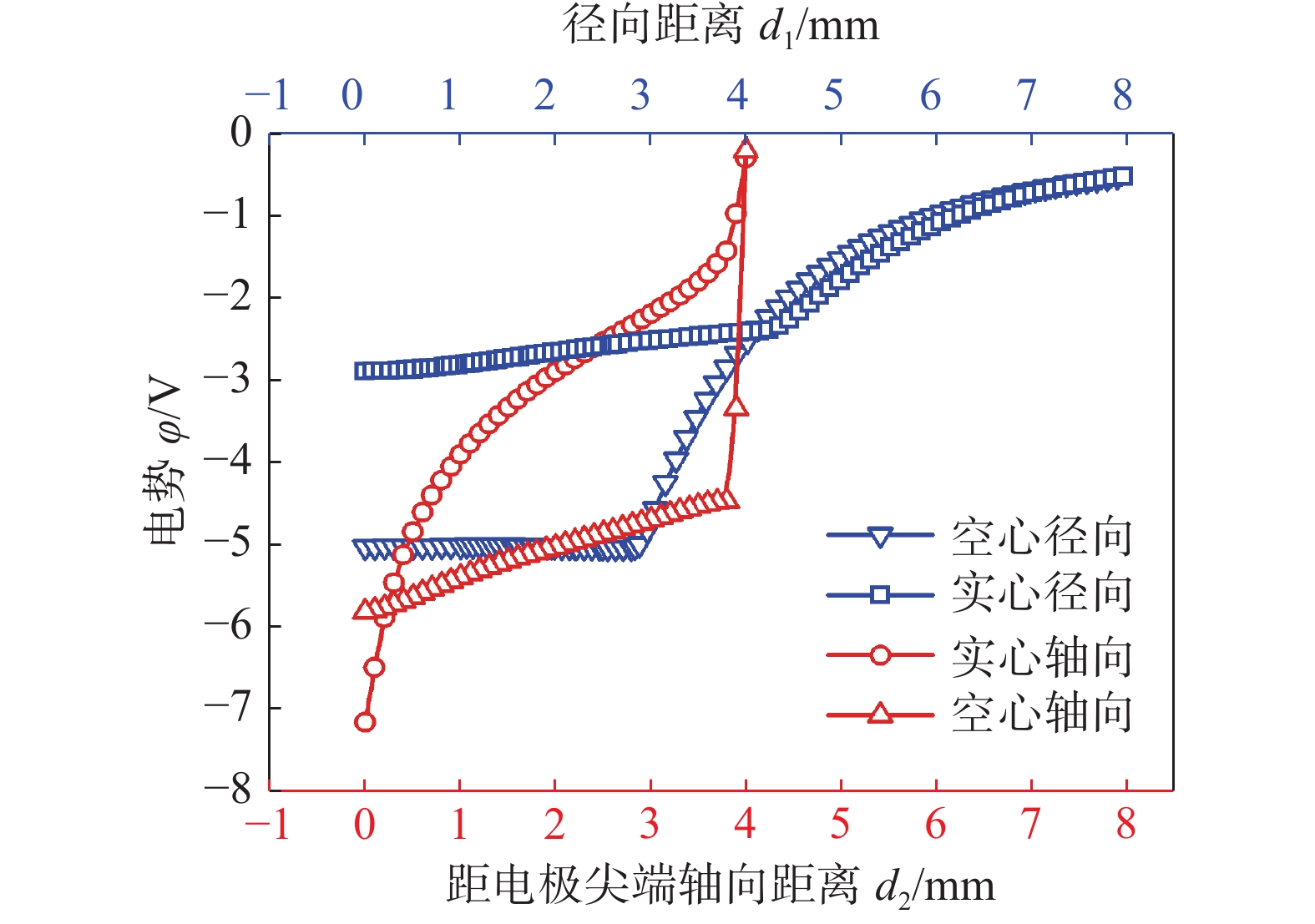
![]()
图 9 电极下方2 mm位置处径向和电弧中心轴向电势分布曲线
Figure 9. Distribution curves of arc electric potential at radial direction 2 mm below the electrode and axial direction in the arc center
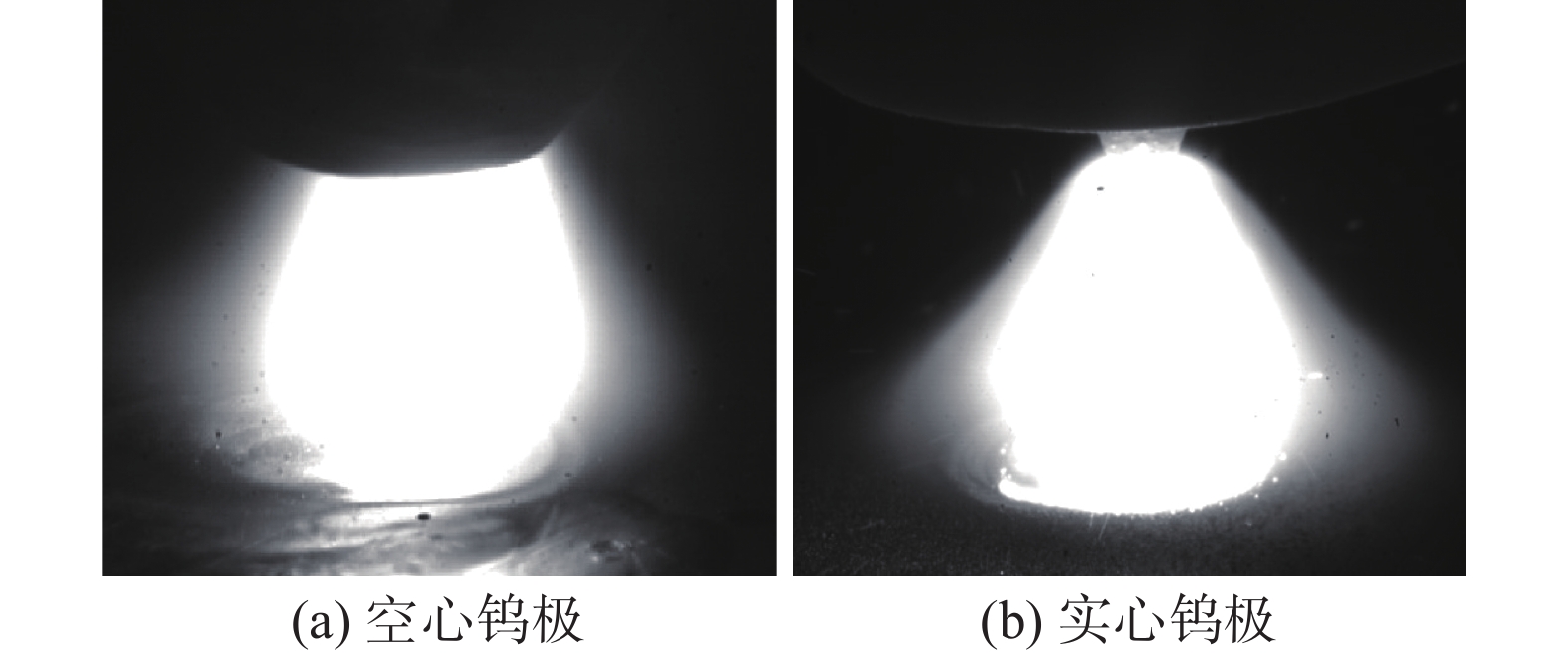
![]()
图 10 试验电弧形态
Figure 10. Arc shape in experiment. (a) hollow tungsten electrode; (b) solid tungsten electrode
![]()
图 11 试验焊缝截面 (mm)
Figure 11. Cross section of weld in test. (a) hollow tungsten electrode;(b) solid tungsten electrode
表 1 空心钨极TIG焊电弧模型边界条件
Table 1 Boundary condition of hollow tungsten TIG welding arc model
区域 边界类型 氩气流速v1/(m·s−1) 温度T/K 电势φ/V 磁矢量A/Wb AB 轴 — — — — BC 壁面 0 5 000 0 $\partial A{\rm{/}}\partial {\rm{}}z = \partial A{\rm{/}}\partial r{\rm{ = 0}}$ CD 压力出口 — 1 000 $\partial \varphi {\rm{/}}\partial {\rm{}}z = \partial \varphi {\rm{/}}\partial r{\rm{ = 0}}$ 0 DE 速度进口 1.2 1 000 $\partial \varphi {\rm{/}}\partial {\rm{}}z = \partial \varphi {\rm{/}}\partial r{\rm{ = 0}}$ $\partial A{\rm{/}}\partial {\rm{}}z = \partial A{\rm{/}}\partial r{\rm{ = 0}}$ EF 壁面 0 1 000 $\partial \varphi {\rm{/}}\partial {\rm{}}z = \partial \varphi {\rm{/}}\partial r{\rm{ = 0}}$ $\partial A{\rm{/}}\partial {\rm{}}z = \partial A{\rm{/}}\partial r{\rm{ = 0}}$ FG 壁面 0 3 000 $ - \sigma \cdot \partial \varphi {\rm{/}}\partial {\rm{}}z = I/{{{S}}_{\rm{c}}}$ $\partial A{\rm{/}}\partial {\rm{}}z = \partial A{\rm{/}}\partial r{\rm{ = 0}}$ GH 壁面 0 1 000 $\partial \varphi {\rm{/}}\partial {\rm{}}z = \partial \varphi {\rm{/}}\partial r{\rm{ = 0}}$ $\partial A{\rm{/}}\partial {\rm{}}z = \partial A{\rm{/}}\partial r{\rm{ = 0}}$ HA 速度进口 1.2 1 000 $\partial \varphi {\rm{/}}\partial {\rm{}}z = \partial \varphi {\rm{/}}\partial r{\rm{ = 0}}$ $\partial A{\rm{/}}\partial {\rm{}}z = \partial A{\rm{/}}\partial r{\rm{ = 0}}$  下载: 导出CSV
下载: 导出CSV
表 2 焊接试验工艺参数
Table 2 Process parameters of welding test
焊接电流
I/A电弧电压
U/V焊接速度
v/(mm·min−1)气体流量
Qo/(L·min−1)弧长
l/mm60 15.9 300 10 4
下载: 导出CSV
-
[1] Liu Liming, Shi Jipeng, Hou Zhonglin, et al. Effect of distance between the heat sources on the molten pool stability and burn-through during the pulse laser-GTA hybrid welding process[J]. Journal of Manufacturing Processes, 2018, 34: 697 − 705. doi: 10.1016/j.jmapro.2018.06.038
[2] Sridhar Raja K S, Jebith Prem J P. Sathiyaseelan P, et al. Investigation of microstructure and mechanical properties of laser and TIG welded stainless steel alloy[J]. Materials Today:Proceedings, 2021, 44: 3578 − 3582. doi: 10.1016/j.matpr.2020.09.456
[3] Cho Y T, Cho W I, Na S J. Numerical analysis of hybrid plasma generated by Nd: YAG laser and gas tungsten arc[J]. Optics and Laser Technology, 2011, 43(3): 711 − 720. doi: 10.1016/j.optlastec.2010.09.013
[4] Doi, Makoto. Coaxial hybrid process of hollow cathode TIG and YAG laser welding[J]. Welding International, 2010, 24(3): 188−196.
[5] 陈树君, 盛珊, 蒋凡, 等. 空心钨极中心负压电弧的物理性能[J]. 焊接学报, 2017, 38(12): 1 − 4. doi: 10.12073/j.hjxb.20171230 Chen Shujun, Sheng Shan, Jiang Fan, et al. Physical properties of hollow tungsten central negative pressure arc[J]. Transactions of the China Welding Institution, 2017, 38(12): 1 − 4. doi: 10.12073/j.hjxb.20171230
[6] Nerovnyi V M, Khakhalev A D. Hollow cathode arc discharge as an effective energy source for welding processes in vacuum[J]. Journal of Physics D:Applied Physics, 2008, 41(3): 1 − 8.
[7] 黄勇, 郝延召, 瞿怀宇, 等. 耦合电弧钨极TIG焊电弧压力的测量与分析[J]. 焊接学报, 2013, 34(12): 33 − 36. Huang Yong, Hao Yanzhao, Qu Huaiyu, et al. Test and analysis of arc pressure measurement in coupling arc electrode TIG welding[J]. Transactions of the China Welding Institution, 2013, 34(12): 33 − 36.
[8] 张晓鸿, 陈静青, 张康, 等. 不同电流密度下的TIG焊电弧行为分析[J]. 焊接学报, 2017, 38(12): 77 − 80,118. doi: 10.12073/j.hjxb.20170730002 Zhang Xiaohong, Chen Jingqing, Zhang Kang, et al. Analysis of TIG arc behaviors under different current densities[J]. Transactions of the China Welding Institution, 2017, 38(12): 77 − 80,118. doi: 10.12073/j.hjxb.20170730002


























计量
- 文章访问数: 398
- HTML全文浏览量: 41
- PDF下载量: 63
