
Dynamic characteristics analysis of resistance spot welding pressure signal of aluminum alloy
-
摘要: 基于点焊焊接过程信息采集系统,研究铝合金电阻点焊压力信号的动态特征. 从时、频域角度对比分析飞溅焊点和正常焊点的压力信号,发现飞溅焊点压力信号会发生突变并具备明显的特征频率,而正常焊点无明显相关特征;采用db5小波对压力信号进行7层分解,获得不同频带下压力信号的时、频域波形及各层细节信号的能量比. 结果表明,根据信号的不同形态和特征,提取通电阶段压力信号的标准差、小波分解细节信号目标层的峰-峰值、能量比的最高值以及其所在层数,均可作为识别飞溅缺陷的特征指标.Abstract: Based on an information acquisition system, the dynamic characteristics of the pressure signal for resistance spot welding of aluminum alloy. The pressure signals of splashing spot and normal spot are compared and analyzed in time and frequency domains. It was found that there is a sudden change in the pressure signal of splashing spot with obvious characteristic frequency, while the normal spot has no such phenomenon; The db5 wavelet is used to decompose the pressure signal into seven levels to obtain the waveforms in time and frequency domains and the energy ratio of detail signals in different frequency bands. The results showed that according to different forms and characteristics of the pressure signal, the standard deviation of the pressure signal during the power phase, the peak-peak value in the target level, the highest value of the energy ratio and the number of level in the target layer of the wavelet decomposition detail signal can be extracted as the characteristic index to identify splashing spot.
-
0. 序言
电极压力作为电阻点焊的重要焊接工艺参数,选取合适的压力参数是形成高质量焊点的前提. 电极压力是保证电极头和焊件以及焊件与焊件间保持一定的接触,是焊件之间形成金属键的必要条件. 它直接影响焊接过程中接触电阻的大小,即影响焊点热源的分布,同时影响焊接区的塑性变形[1-4]. 电极压力对消除焊点的内外缺陷以及改善金属组织有着很大的作用,电极压力过大或过小都会降低焊点的承载能力,尤其是影响焊点的拉伸载荷.
铝合金作为一种常用的电阻点焊材料,电极压力对铝合金点焊质量影响较大,并有一定的规律可循[5]. 当电极压力过小时,焊接区的变形程度不够,焊接区电流密度过大,进而金属的熔化速度大于塑性环的生长速度,从而产生飞溅缺陷. 如果电极压力过大,那么焊接区的接触面积增大,焊接区的电流密度和接触电阻均变小,焊接区的散热增大,导致焊点热量不够,从而造成未熔合甚至脱焊质量缺陷. 电极压力会受熔核膨胀力的影响,电极压力的动态变化间接反映熔核的生长情况,为焊接质量的在线评估提供有用信息[6-7]. 通过对铝合金电阻点焊焊接时焊接工艺参数不匹配所造成的飞溅焊点和焊接工艺参数匹配下正常焊点的电极压力信号特征进行分析,挖掘能够评价不同焊接质量的压力信号特征指标,为实现铝合金电阻点焊质量的在线评估提供新依据.
1. 试验方法
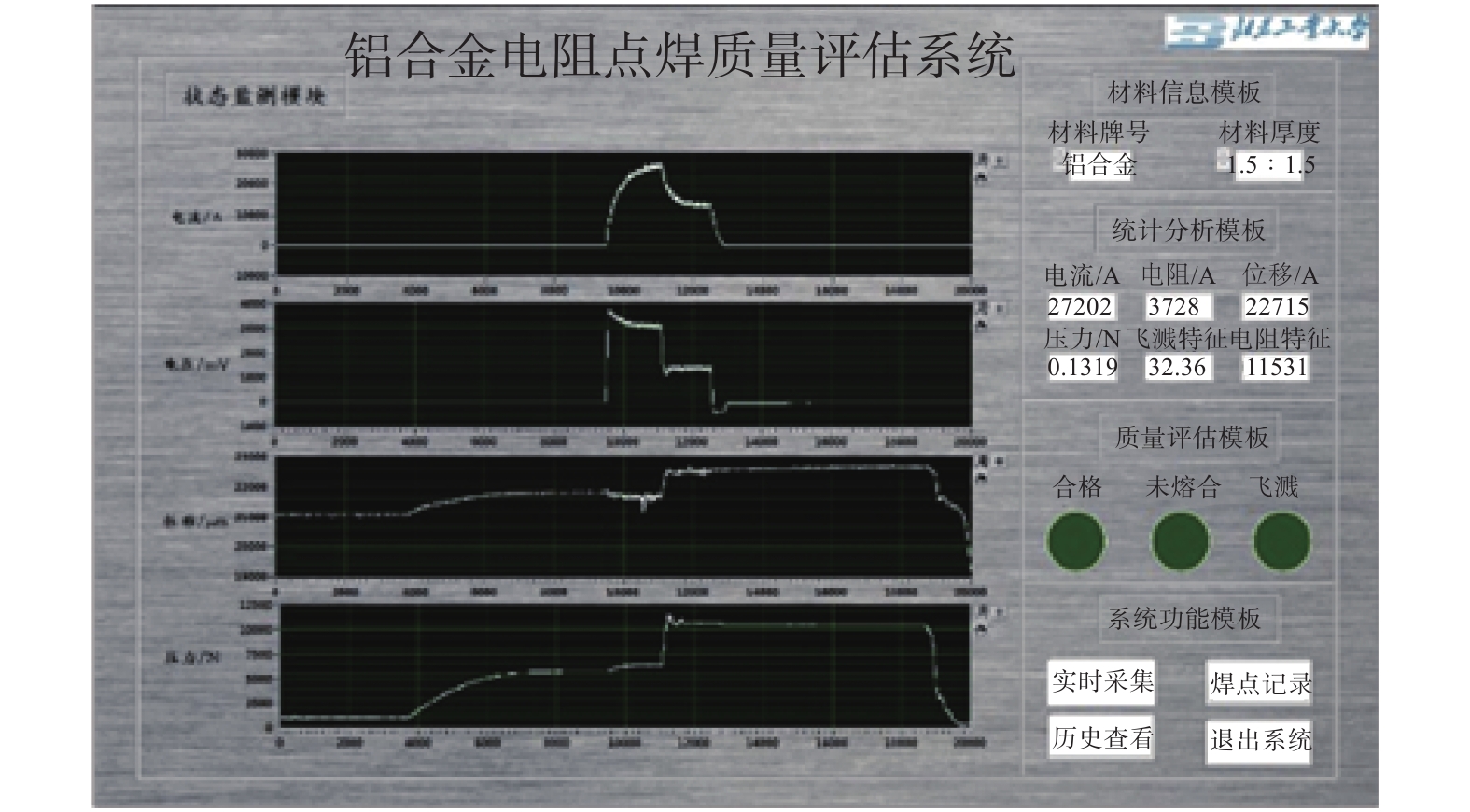
焊接试验所用点焊机为苏莱特生产的二次整流式点焊机,压力传感器是瑞士奇石乐公司的精密压力传感器,安装在点焊机气缸内部. 通过基于电阻点焊焊接过程信息采集系统,获取点焊过程中主要工艺参数特征信息[8]. 采集系统由传感器、信号调理电路、数据采集卡、工控机等部分组成. 该系统通过传感器将电极压力等主要焊接工艺参数转变为电信号,这些电信号经过信号调理电路后送入数据采集卡,采集系统主界面如图1所示.
信号采集软件基于LabVIEW软件开发平台设计,系统主要包括实时采集、触发存储、参数统计、焊点信息录入等功能. 焊接过程工艺参数的动态变化能够实时地以信号的形式显示在采集系统的主界面,并以数据的形式保存在工控机中.
文中通过改变焊接工艺的参数进行多组焊接试验,获取多组正常焊点和飞溅焊点相对应的电极压力信号,对比分析正常焊点和飞溅焊点焊接过程中电极压力信号的动态变化,提取表征焊点质量的特征指标.
2. 基本原理
2.1 频域分析
信号的频域分析方法是以输入信号的频率为变量描述信号的频率特性以及信号时间特性与其频率特性之间的密切关系,帮助人们以另一种角度了解信号的特征[9]. 信号频谱反映了信号在不同频率分量下的大小,能够提供比时域信号波形更直观、丰富的信息. 频域分析是采用傅立叶变换将时域信号变换为频域信号的方法,傅立叶变换是一种重要的信号处理算法,傅立叶变换及逆变换是时频域相互转换的数学手段,其实质上就是将分析的信号分解成不同频率正弦波信号的叠加.
给定序列
$\left\{ {{f_k}|k = 0,1,...N - 1} \right\}$ ,设序列满足$$\sum\limits_{k = 0}^{N - 1} {\left| {{f_k}} \right|} < \infty $$ (1) 则有
$${G_n} = \sum\limits_{k = 0}^{N - 1} {{f_k}{{\rm{e}}^{ - j \frac{\scriptstyle{2\pi nk}}{\scriptstyle{N}}}}}, \; n = 0,1,...N - 1$$ (2) 称序列
$\left\{ {{G_n}} \right\}$ 为序列$\left\{ {{f_k}} \right\}$ 的离散傅立叶变换. 对于序列$\left\{ {{G_n}} \right\}$ ,其计算复杂度为${N^2}$ 乘法. 当$N$ 较大时,计算量太大,非常耗时. 快速傅立叶变换(FFT)是离散傅立叶变换(DFT)的快速算法.2.2 小波变换
小波变换是时间−频率的局部化分析,它通过伸缩平移运算对信号逐步进行多尺度细化,最终达到高频处时间细分,低频处频率细分,能自动适应时频信号分析的要求,从而可聚焦到信号的任意细节,解决了傅立叶变换的困难问题,特别适用于非稳定信号的分析[10].
为减小连续小波变换系数冗余度,将小波基函
${\psi _{ab}}\left( t \right)$ 的a,b进行离散化,常用离散化方法,取$a = {2^m},b = {2^m} \cdot n,m,n \in Z$ ,小波基函数为$${\psi _{m,n}}\left( t \right) = {2^{ - \frac{m}{2}}}\psi \left( {{2^{ - m}}t - n} \right)$$ (3) 任意函数
$x\left( t \right)$ 的离散小波变换为$${W_x}\left( {a,b} \right) = {2^{ - \frac{m}{2}}}\int_{ - \infty }^{ + \infty } {x\left( t \right)} \overline {\psi \left( {{2^{ - m}}t - n} \right)} {{\rm{d}}_t}$$ (4) 式中:a为尺度因子,表示与频率相关的伸缩;b为时间平移因子.
选用Daubechies小波,采用Mallat算法对信号进行快速分解. 对于任意函数
$x\left( t \right) \in {V_0}$ ,可以在下一级尺度空间${V_1}$ 和小波空间${W_1}$ 上进行分解,即$$x\left( t \right) = {p_1}x\left( t \right) + {q_1}x\left( t \right)$$ (5) 式中:
${p_1}x\left( t \right)$ 是逼近部分;${q_1}x\left( t \right)$ 是细节部分. 然后将逼近部分进一步分解,如此重复就可得到任意尺度上的逼近部分和细节部分.3. 试验结果与分析
采集焊接过程中与焊点质量相关的关键信号,目的是要从这些关键信号中获取需要的特征信息,也就是挖掘能够反映铝合金点焊过程质量信息的某些特征,并将这些特征提取出来作为铝合金点焊质量的评定基础. 在信号分析中,如何提取这些特征指标是技术难点. 信号发生突变往往是信号的重要特征,此外信号的幅值、频率谱和能量等参数也包含了信号的许多信息. 因此分别从信号的时域、频域、时频域及能量角度对铝合金电阻点焊过程中的电极压力信号进行特征分析.
3.1 压力信号时域分析
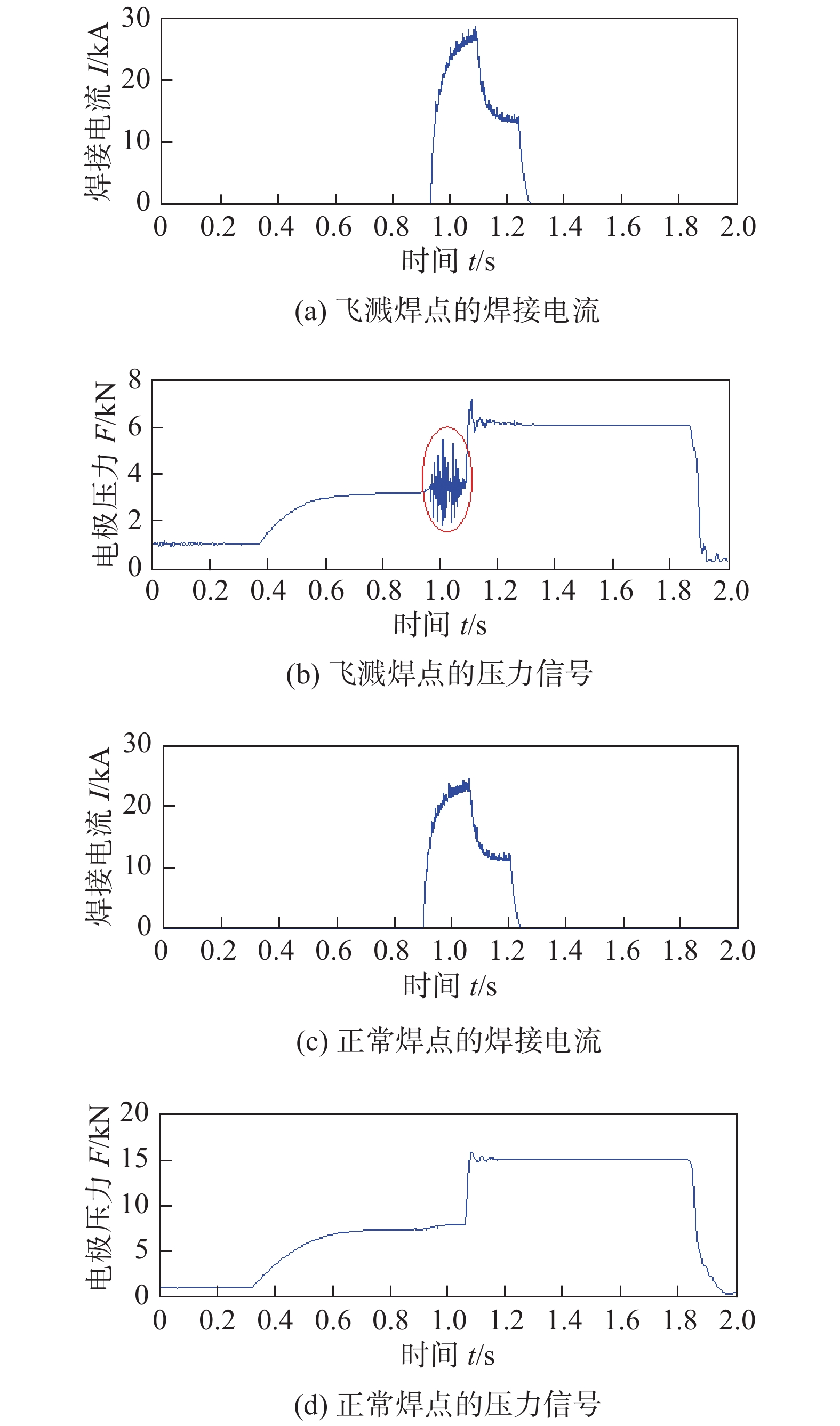
信号的时域分析方法是以时间为自变量描述物理量的变化,时域分析是信号最基本、最直观的表达形式. 在进行点焊信号分析时,所采集的信号本身就是时域信号,图2为焊接电流和电极压力时域信号. 经过多次点焊试验发现飞溅焊点的压力信号波形均会发生突变,图2a,2b所示为飞溅焊点所对应的焊接电流和压力信号. 而正常焊点并没有此现象,如图2c,2d所示为正常焊点所对应的焊接电流和压力信号.
![]() 图 2 焊接电流和电极压力时域信号Figure 2. Time-domain signal of welding current and electrode pressure. (a) time-domain signal of welding current of splashing spot; (b) electrode pressure of splashing spot; (c) time-domain signal of welding current of normal spot; (d) electrode pressure of splashing spot
图 2 焊接电流和电极压力时域信号Figure 2. Time-domain signal of welding current and electrode pressure. (a) time-domain signal of welding current of splashing spot; (b) electrode pressure of splashing spot; (c) time-domain signal of welding current of normal spot; (d) electrode pressure of splashing spot对比分析发现,在焊接电流通过工件的过程中,电极压力会受熔核膨胀力的影响发生波动,正常焊点的压力信号波形平稳光滑,即使在熔核膨胀阶段压力波形也没有发生突变或躁动现象,但当焊点发生飞溅时,压力信号呈现明显的突变,波动异常的剧烈,产生该现象的原因是焊接工艺参数间的不匹配问题,即大电流小压力所造成的焊点飞溅缺陷. 针对上述信号特征,对电极压力信号通电阶段波形进行截取,计算截取后电极压力信号波形的标准差以表征通电阶段电极压力信号的波动程度,计算结果如图3所示.
由图3飞溅焊点和正常焊点样本标准差分布可知,正常焊点和飞溅焊点通电阶段电极压力信号的波动区别明显,飞溅焊点焊接过程压力信号的波动较剧烈、幅度较大,其标准差大约在500 N左右,而正常焊点焊接过程压力信号波动幅度较低,其标准差大约在200 N左右. 因此通电阶段压力信号的标准差能够很好地表征压力信号的波动情况,进而反映焊点熔核膨胀情况,可作为焊点质量评估的特征指标.
3.2 压力信号频域分析
电阻点焊过程中采集到的电极压力信号为典型的非平稳信号,分别对发生飞溅缺陷的压力信号和正常压力信号采用快速傅里叶变换进行频域分析,取信号长度为20 000个数据点,采样频率为10 kHz,其分析结果如图4所示.对比分析可知,压力信号的整个谱图主要存在低频信息. 点焊过程发生飞溅时,压力信号频谱中出现较明显的特征频率111 Hz,而正常焊点信号的谱图中没有相关较明显特征频率. 根据这一区别,将111 Hz判断为压力信号特征频率,为后续压力信号小波分析分解层数的确定提供有效依据.
![]() 图 4 压力信号频域分析Figure 4. Frequency domain analysis of pressure signal. (a) frequency domain signal of electrode pressure of splashing spot; (b) frequency domain signal of electrode pressure of normal spot
图 4 压力信号频域分析Figure 4. Frequency domain analysis of pressure signal. (a) frequency domain signal of electrode pressure of splashing spot; (b) frequency domain signal of electrode pressure of normal spot3.3 压力信号小波分析
由于点焊过程中电极压力信号是典型的非平稳信号,根据小波变换特点,小波分析更适用于分析压力信号提取信号相关特征. 分别对飞溅焊点的压力信号和正常焊点的压力信号进行小波分析,根据点焊过程中电极压力信号的冲击特征,采用db5小波进行7层分解,分解结果如图5所示. 其中a7是小波分解第7层低频部分重构信号,dl ~ d7是小波分解1 ~ 7层频率依次降低的高频部分重构信号,原始信号s = a7 + d7 + d6 + d5 + d4 + d3 + d2 + d1.
![]() 图 5 压力信号小波分解Figure 5. Wavelet decomposition of pressure signal. (a) wavelet decomposition of pressure signal of splashing spot; (b) wavelet decomposition of pressure signal of normal spot
图 5 压力信号小波分解Figure 5. Wavelet decomposition of pressure signal. (a) wavelet decomposition of pressure signal of splashing spot; (b) wavelet decomposition of pressure signal of normal spot小波分解各段的频带宽为
${f_{\rm{s}}}/\left( {{2^{n + 1}}} \right)$ ,其中${f_{\rm{s}}}$ 为采样频率,$n$ 为小波分解的层数. 因此第1层高频信号的频带为2 500 ~ 5 000 Hz,第2层高频信号的频带为1 250 ~ 2 500 Hz,第3层高频信号的频带为625 ~ 1 250 Hz,第4层高频信号的频带为312.5 ~ 625 Hz,第5层高频信号的频带为156.25 ~ 312.5 Hz,第6层高频信号的频带为78.125 ~ 156.25 Hz,第7层高频信号的频带为39.062 5 ~ 78.125 Hz. 图6为飞溅焊点和正常焊点压力信号小波分解各层的频谱图,由图可知飞溅焊点压力信号小波分解各层细节信号频谱图的d6层出现特征频率111 Hz,而正常压力信号小波分解细节信号d6层频谱图中无此特征频率. 因此将小波分解的第6层作为目标提取信号,提取d6层细节信号的峰−峰值可作为评估飞溅焊点和正常焊点的特征指标,区别明显.![]() 图 6 压力信号各层频谱图Figure 6. Spectrum of the pressure signal in each level. (a) spectrum of the pressure signal in each level of splashing spot; (b) spectrum of the pressure signal in each level of normal spot
图 6 压力信号各层频谱图Figure 6. Spectrum of the pressure signal in each level. (a) spectrum of the pressure signal in each level of splashing spot; (b) spectrum of the pressure signal in each level of normal spot3.4 压力信号能量分布
信号分析中能量作为一个十分重要的物理参量. 文中从信号能量角度对比分析飞溅焊点和正常焊点的压力信号,由于不同质量焊点下压力信号变化不一,因此压力信号的幅频特性和相频特性将会发生不同程度的改变. 通常某些频率成分明显被抑制,该频段内信号的能量减少,而有些成分被激发,该频段内信号能量增加. 信号的总能量等于各尺度重构信号能量之和,即小波变换将原始信号分解成不同频带的重构信号,每个重构信号的能量反应了原始信号在该频带内的能量. 通过计算在小波分解后不同频段的能量,根据信号在不同频段上能量的分布特点,实现对飞溅焊点和正常焊点的有效识别.采用的二进小波函数
$x\left( t \right)$ 满足如下分解关系$$x\left( t \right) = \sum\limits_{i = 0}^N {{G_i}} \left( t \right)$$ (6) 式中:
${G_i}\left( t \right)\left( {i = 1,2,...N} \right)$ 表示函数分解出的高频部分,${G_0}\left( t \right)$ 表示函数分解出的低频部分.设焊接过程中的压力信号的总能量为E,根据式(6)得
$$E = \int_{ - \infty }^{ + \infty } {{x^2}\left( t \right)} {\rm{d}}_{t} = \sum\limits_{i = 0}^N {{E_i}} $$ (7) 由此得到各频带上焊接过程中的压力信号的相对能量分布为
$${K_i} = \frac{{{E_i}}}{E}$$ (8) 图7为压力信号小波分解各层细节信号的能量比,比较细节信号能量比对飞溅缺陷提取的影响. 从图7a中可明显看出,发生飞溅缺陷时,d6层信号能量比在各层细节信号中最高,这与小波分解所选取的目标层数相一致. 但正常焊点时,由图7b可明显看出,d7层信号能量比在各层细节信号中最高. 飞溅焊点压力信号的近似信号a7的能量比较正常焊点压力信号的近似信号的能量比低,说明压力信号突变成分的存在,对压力信号整体能量的分布产生了影响,突变成分占有一定能量比例,进一步证明压力信号能量比的分布情况受信号突变的影响. 因此,根据细节信号能量比的最高值以及其所在层数,均可作为飞溅缺陷特征识别的指标.
![]() 图 7 压力信号小波分解各层能量比Figure 7. Wavelet decomposition of pressure signal in each level of energy ratio. (a) wavelet decomposition of pressure signal in each level of energy ratio of splashing spot; (b) wavelet decomposition of pressure signal in each level of energy ratio of normal spot
图 7 压力信号小波分解各层能量比Figure 7. Wavelet decomposition of pressure signal in each level of energy ratio. (a) wavelet decomposition of pressure signal in each level of energy ratio of splashing spot; (b) wavelet decomposition of pressure signal in each level of energy ratio of normal spot4. 结论
(1) 铝合金点焊发生飞溅时压力信号会发生突变并具备明显的特征频率, 而正常焊点压力信号无明显相关特征.
(2) 压力信号突变成分的存在,对各层细节压力信号能量的分布产生了影响,突变成分占有一定能量比例.
(3) 提取通电阶段压力信号的标准差、小波分解目标层的峰−峰值、细节信号能量比的最高值以及其所在层数,均可作为识别飞溅缺陷特征识别的特征指标.
-
![]()
图 2 焊接电流和电极压力时域信号
Figure 2. Time-domain signal of welding current and electrode pressure. (a) time-domain signal of welding current of splashing spot; (b) electrode pressure of splashing spot; (c) time-domain signal of welding current of normal spot; (d) electrode pressure of splashing spot
![]()
图 4 压力信号频域分析
Figure 4. Frequency domain analysis of pressure signal. (a) frequency domain signal of electrode pressure of splashing spot; (b) frequency domain signal of electrode pressure of normal spot
![]()
图 5 压力信号小波分解
Figure 5. Wavelet decomposition of pressure signal. (a) wavelet decomposition of pressure signal of splashing spot; (b) wavelet decomposition of pressure signal of normal spot
![]()
图 6 压力信号各层频谱图
Figure 6. Spectrum of the pressure signal in each level. (a) spectrum of the pressure signal in each level of splashing spot; (b) spectrum of the pressure signal in each level of normal spot
-
[1] 李洋, 罗震, 白杨, 等. 铝合金电阻点焊的熔核形成过程[J]. 焊接学报, 2014, 35(2): 51 − 54. Li Yang, Luo Zhen, Bai Yang, et al. Nugget formation process in aluminum alloy resistance spot welding[J]. Transactions of the China Welding Institution, 2014, 35(2): 51 − 54.
[2] 冀春涛, 罗贤星, 邓黎鹏. 铝合金电阻点焊质量特征的提取与分析[J]. 焊接学报, 2009, 30(6): 43 − 46. doi: 10.3321/j.issn:0253-360X.2009.06.011 Ji Chuntao, Luo Xianxing, Deng Lipeng. Acquisition and analysis of resistance spot welding quality characteristics[J]. Transactions of the China Welding Institution, 2009, 30(6): 43 − 46. doi: 10.3321/j.issn:0253-360X.2009.06.011
[3] 罗贤星, 邓黎鹏, 张晨曙, 等. 铝合金点焊过程中影响因素的特征判识与熔核尺寸的评估[J]. 焊接学报, 2005, 26(7): 37 − 43. doi: 10.3321/j.issn:0253-360X.2005.07.009 Luo Xianxing, Deng Lipeng, Zhang Chenshu, et al. Evaluation of nugget size and characteristics of influencing factors in resistance spot welding of aluminum[J]. Transactions of the China Welding Institution, 2005, 26(7): 37 − 43. doi: 10.3321/j.issn:0253-360X.2005.07.009
[4] 冯邻江, 冀春涛, 易润华, 等. 铝合金电阻点焊接头质量特征信息分析[J]. 焊接学报, 2014, 35(12): 72 − 76. Feng Linjiang, Ji Chuntao, Yi Ruihua, et al. Analysis of quality characteristics information of aluminum resistance spot welding joint[J]. Transactions of the China Welding Institution, 2014, 35(12): 72 − 76.
[5] 孙海涛, 张延松, 来新民, 等. 变电极力作用下的电阻点焊质量分析[J]. 焊接学报, 2008, 29(6): 48 − 51. Sun Haitao, Zhang Yansong, Lai Xinmin, et al. Quality of resistance spot welding based on variable electrode force[J]. Transactions of the China Welding Institution, 2008, 29(6): 48 − 51.
[6] Furukawa K, Katoh M, Nishio K, et al. Evaluation of welds of aluminum alloy AA6022-T4 welded using an electrode force changeable resistance spot welding machine[J]. Welding International, 2007, 21(7): 471 − 481. doi: 10.1080/09507110701579613
[7] Chen S, Sun T, Jiang X, et al. Online monitoring and evaluation of the weld quality of resistance spot welded titanium alloy[J]. Journal of Manufacturing Processes, 2016, 23: 183 − 191. doi: 10.1016/j.jmapro.2016.06.003
[8] 张宏杰, 侯妍妍. 电阻点焊过程动态信号的时频分析[J]. 天津工业大学学报, 2007, 26(2): 80 − 84. doi: 10.3969/j.issn.1671-024X.2007.02.022 Zhang Hongjie, Hou Yanyan. Dynamic signals time-frequency analysis of resistance spot welding process[J]. Journal of Tianjin Polytechnic University, 2007, 26(2): 80 − 84. doi: 10.3969/j.issn.1671-024X.2007.02.022
[9] 薛海涛, 李永艳, 崔春翔, 等. 基于小波分析的点焊过程喷溅特征信息提取[J]. 焊接学报, 2007, 28(5): 38 − 40. doi: 10.3321/j.issn:0253-360X.2007.05.010 Xue Haitao, Li Yongyan, Cui Chunxiang, et al. Extraction of diagnostic information of expulsion defect in resistance spot welding process by wavelet analysis method[J]. Transactions of the China Welding Institution, 2007, 28(5): 38 − 40. doi: 10.3321/j.issn:0253-360X.2007.05.010
[10] 山河, 李洋, 余美芳, 等. 三层板铝合金电阻点焊搭接接头的弹塑性模拟[J]. 焊接学报, 2018, 39(6): 35 − 38. doi: 10.3321/j.issn:0253-360X.2003.02.010 Shan He, Li Yang, Yu Meifang, et al. Elastic-plastic simulation of resistance spot-weled joint of three-sheet aluminum alloy[J]. Transactions of the China Welding Institution, 2018, 39(6): 35 − 38. doi: 10.3321/j.issn:0253-360X.2003.02.010
-
期刊类型引用(4)
1. 郑伟,路向琨. 压力采集滤波系统在铝合金电阻点焊中的研究及应用. 热加工工艺. 2024(15): 49-52+58 .  百度学术
百度学术
2. 于鹏,蔡正标,赵明明,刘鹏,张文明. 基于焊接电信号频域特征的焊接过程稳定性评估. 焊接学报. 2023(04): 105-110+135-136 . 本站查看
3. 赵大伟,王元勋,梁东杰,Yuriy Bezgans. 基于功率信号动态特征的钛合金电阻点焊熔核直径预测. 焊接学报. 2022(01): 55-59+116-117 . 本站查看
4. 刘倩雯,张南峰,阮洁珊,叶广文,张艳喜,高向东. 电阻点焊质量检测技术研究现状. 精密成形工程. 2022(05): 83-93 . 百度学术
其他类型引用(3)
 下载:
下载:

































计量
- 文章访问数: 860
- HTML全文浏览量: 64
- PDF下载量: 37
- 被引次数: 7
