
Effect of post-welding aging on the microstructure and mechanical properties of high-strength Al-6.7Zn-1.8Mg-0.2Cu aluminum alloy joints prepared by friction stir welding
-
摘要:
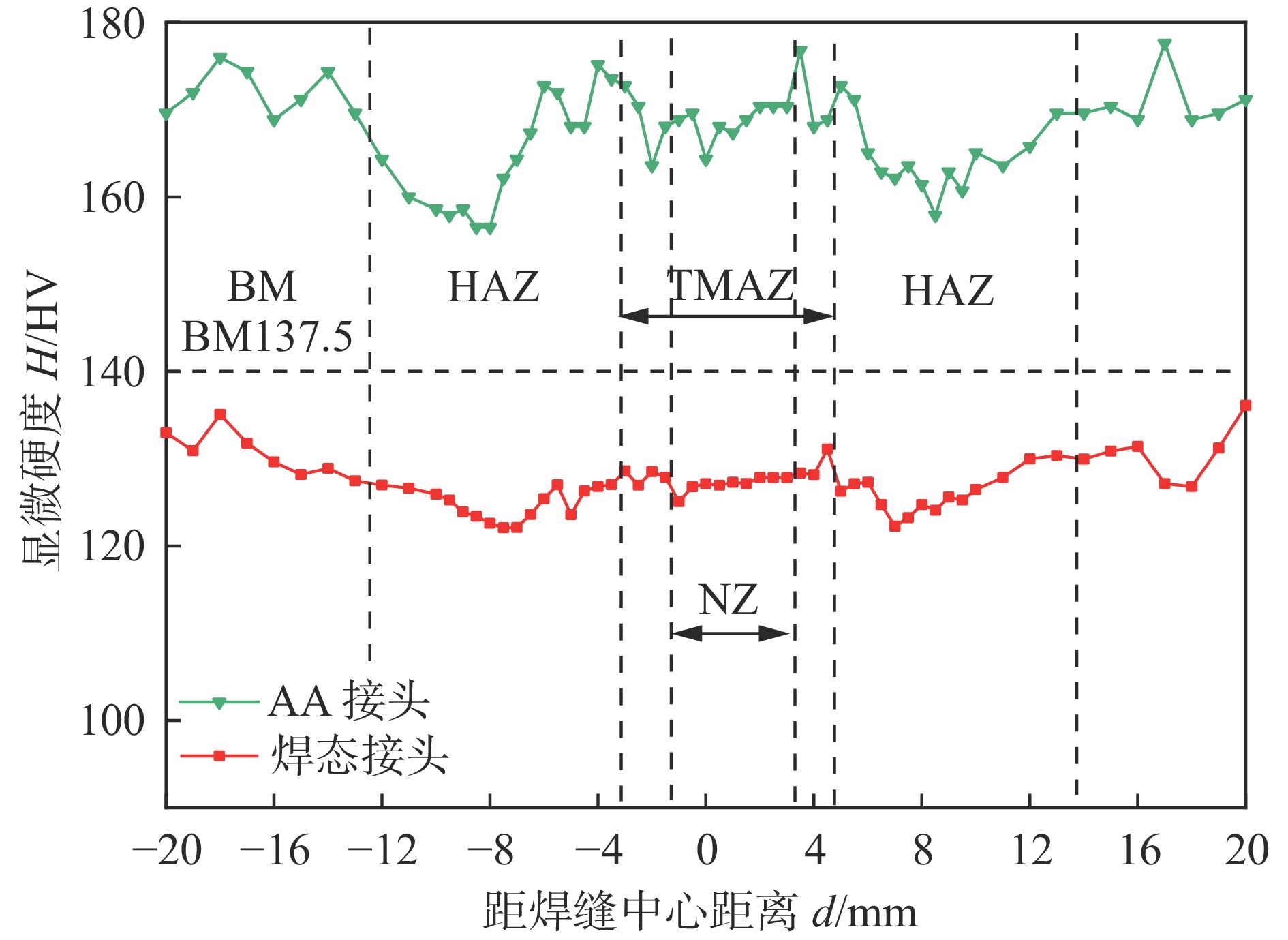
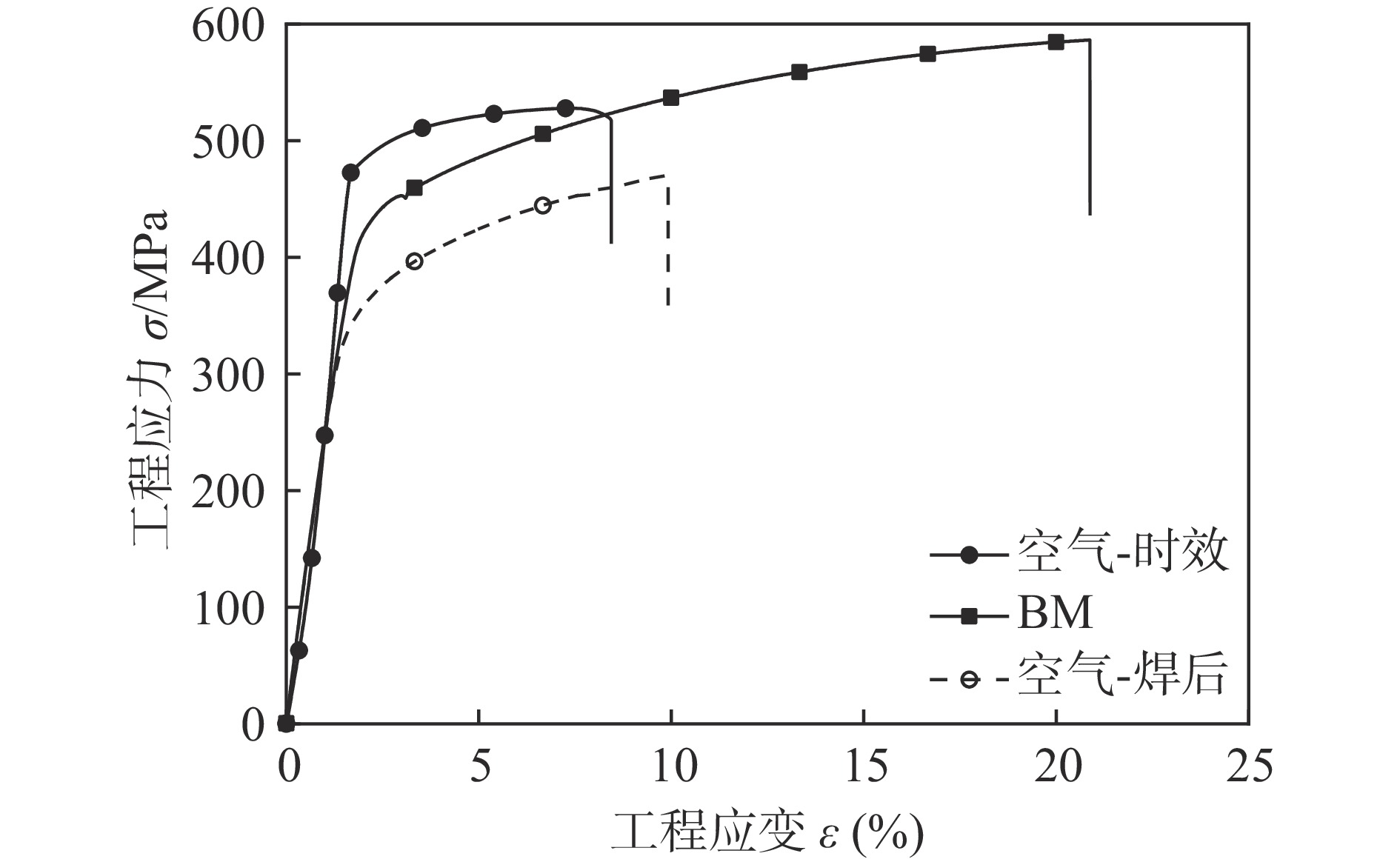
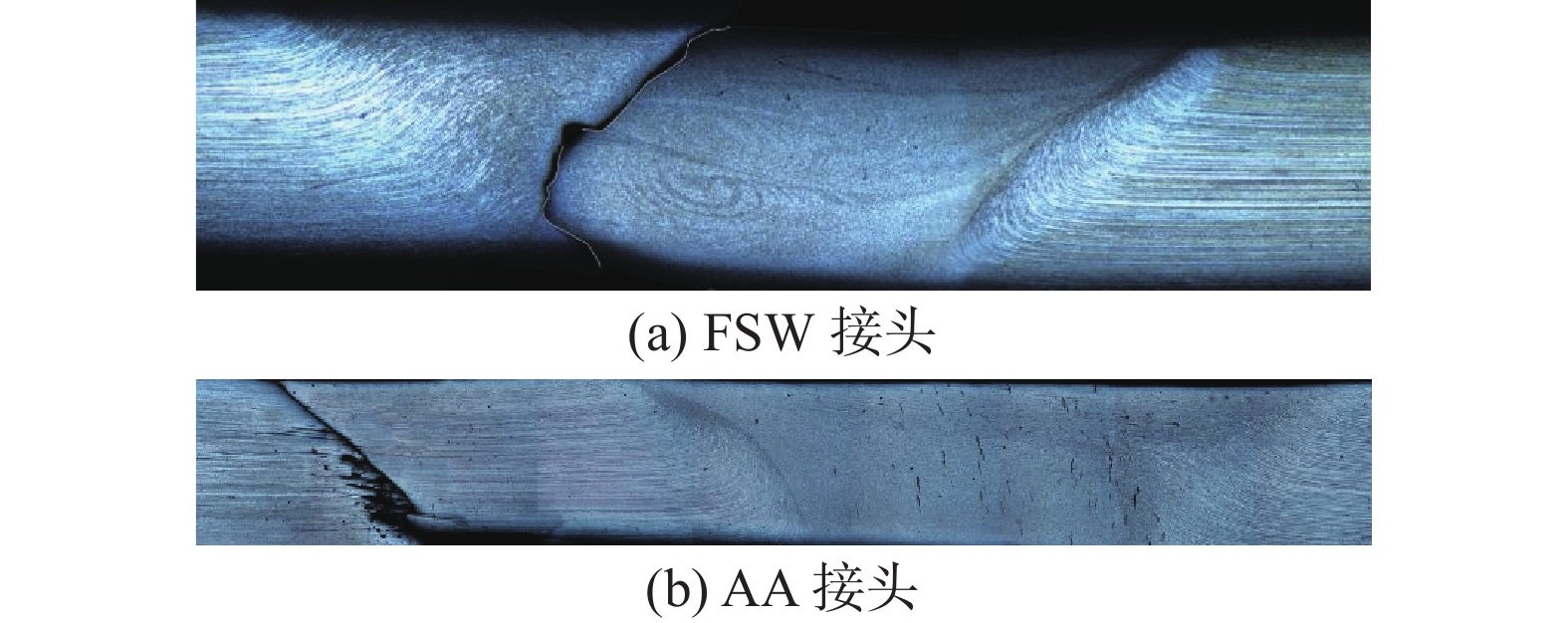
采用搅拌摩擦焊(friction stir welding,FSW)对3.2 mm厚度的Al-6.7Zn-1.8Mg-0.2Cu铝合金挤压板材进行焊接,并对焊接接头进行焊后时效热处理,即人工时效 ( artificial ageing, AA) 120 ℃ × 24 h. 采用扫描电子显微镜(scanning electron microscopy, SEM)、透射电子显微镜(transmission electron microscopy, TEM)、硬度试验和拉伸试验等对焊后接头和时效接头进行研究. 结果表明,Al-6.7Zn-1.8Mg-0.2Cu高强铝合金FSW接头抗拉强度为470 MPa,焊接系数为80.0%,断后伸长率为10.1%. 采用焊后AA能有效提高接头的强度,其抗拉强度为525 MPa,相比焊态接头提高11.8%,达到母材( base material, BM)的89.6%,断后伸长率为8.5%. FSW过程中受摩擦热影响热力影响区(thermo-mechanically affected zone, TMAZ)和焊核区(nugget zone, NZ)的析出相溶解随后冷却再析出,其中析出相主要是η'相,在热影响区(heat-affected zone, HAZ)主要发生GP区(Guinier-Preston zone)的溶解和η'相的粗化,在不同热输入下析出相逐渐由溶解转变为粗化. 焊后时效使得GP区析出和发生GP区向η'相的转变,在HAZ处已存的η'相转变成粗大的η相. 接头硬度曲线呈明显W形,FSW接头断裂在NZ,焊后时效接头断裂在HAZ.
-
关键词:
- 搅拌摩擦焊 /
- Al-6.7Zn-1.8Mg-0.2Cu铝合金 /
- 焊后热处理 /
- 微观组织 /
- 力学性能
Abstract:Friction stir welding (FSW) is used to weld Al-6.7Zn-1.8Mg-0.2Cu aluminum alloy sheet with 3.2 mm thickness, and the welded joint is subjected to post-welding aging heat treatment, and that is artificial ageing (AA) 120 ℃ × 24 h. The welded and aged joints are studied by scanning electron microscopy (SEM), transmission electron microscopy (TEM), hardness test and tensile test. The results show that the tensile strength of the joint is 470 MPa, the welding coefficient is 80.0%, and the elongation is 10.1%. AA could effectively improve the tensile strength of the joint, which is 525 MPa, 89.6% of the base material (BM). Compared to as-welded joint increases 11.8%. And the elongation is 8.5%. In the FSW process, the precipitated phases in thermo-mechanically affected zone (TMAZ) and nugget zone (NZ) are dissolved and then precipitated after cooling, in which the precipitated phase is mainly η' phase, and the dissolution of GP zone (Guinier-Preston zone) and coarsening of η' phase mainly occurred in the heat-affected zone (HAZ) , and the precipitated phase gradually changed from dissolution to coarsening under different heat input. After welding ageing, GP zone precipitates and GP zone transforms to η' phase, and the existing η' phase at HAZ transforms into coarse η phase. The hardness curve of the joint is obviously W-shaped, the fracture of the FSW joint is in the NZ, and the fracture of the post-welding aging joint is in the HAZ.
-
0. 序言
TA2纯钛作为工业中应用最广泛的合金,具有高比强度,良好的塑韧性、低密度、优良的抗腐蚀性能,且由于这种材料生产工序少、周期短,具有较高的成材率和较低的制造成本,成为石油化工、发电、海水淡化等领域大型装备的理想材料[1-2].
目前钛及钛合金的中厚板可采用多种焊接方法,包括钨极氩弧焊接(TIG)、电子束焊接、激光焊接以及激光-电弧复合焊接. TIG电弧具有较低的能量密度,导致焊接速度较慢,在中厚钛合金结构件的焊接中,往往采用多层多道的焊接方法,导致焊缝热输入过大,接头组织粗大,容易形成焊接缺陷[3]. 电子束焊接钛合金热输入小,接头质量好,焊缝具有良好的成形性能,但这种方法需要真空条件,设备成本高[4]. 激光焊接能量密度高,焊接效率和接头质量高,焊接变形小. 但激光焊接要求较高的工件对接精度,并且激光热源的电-光转化率低,焊接能耗较大[5]. 激光-电弧复合焊接技术是将高能量密度的激光热源和高间隙容忍度的电弧热源结合,二者优势互补,相互增强. Chen等人[6]利用激光-电弧复合热源开展了6 mm钛合金的焊接研究,发现激光离焦距离为12 mm时,接头无气孔缺陷. Li等人[7]开发了4 mm钛合金的激光-电弧复合焊接工艺,指出接头拉伸性能高于母材. 综上可以发现,在钛合金中厚板的焊接中,激光-电弧复合热源主要集中于大功率激光. 为了探索低能耗高效率的焊接方法,以低功率脉冲激光为辅助热源,电弧为主要热源的激光诱导电弧复合焊接技术受到广泛关注[8-9]. 研究发现激光匙孔对电弧等离子体的诱导放电效应能大幅提高电弧的能量密度[10]. 在激光-双电弧复合焊接的研究中发现激光匙孔等离子体可以实现对双电弧等离子体的同时诱导,使双电弧形成能量集中的共用导电通道,提高焊接熔深[11]. 然而激光与双电弧等离子之间的相互作用及其协同效应并没有得到进一步揭示.
文中基于低功率脉冲激光诱导双TIG复合焊接热源开发了TA2纯钛中厚板的高效焊接工艺,并通过分析电弧等离子体中Ti粒子的动力学行为,研究了激光脉冲对电弧等离子体的影响,对更好地理解激光与电弧等离子体之间的相互作用机理具有非常重要的意义.
1. 试验方法
激光诱导单/双TIG焊接系统如图1所示,由一个低功率脉冲Nd:YAG激光电源和一个或两个独立的OTC AEP-500P TIG焊接电源组成. 激光束的波长为1064 nm,直径为0.6 mm的圆形光斑通过焦距为150 mm的凸透镜聚焦在工件上. 激光束垂直于工件表面. 激光器的额定平均功率为1 000 W. 在激光诱导双TIG焊接(LITTW)中,两个相邻的TIG焊枪产生双电弧. 焊枪分别配有经过特殊加工的陶瓷喷嘴,以确保两个钨电极尖端之间的距离(Daa)可以自由调节. 两个TIG焊枪放置在激光束的同一侧,并对称分布在激光束轴线所在的X-Z平面上. 焊枪之间的角度约为15°,焊枪与工件之间的角度约为45°. 激光束和双电弧在工件上的相对位置由Daa和钨电极尖端与激光束轴之间的水平距离(Dla)确定,这两个参数可通过千分尺平移台分别调整,实现电弧和激光的旁轴耦合. 在激光诱导单TIG焊接(LISTW)中,焊枪和激光束位于同一平面内,焊枪与激光束保持45°角. 采用纯度为99.99%的氩气作为保护气体,LITTW和LISTW中焊枪喷嘴的保护气流速分别设置为10 L/min和18 L/min,钨极高度设置为2 mm.
![]() 图 1 激光诱导单/双TIG焊接系统示意图Figure 1. Schematic diagram of laser induced single/twin TIG welding system
图 1 激光诱导单/双TIG焊接系统示意图Figure 1. Schematic diagram of laser induced single/twin TIG welding system试验材料选用6 mm厚的TA2纯钛合金板材,其化学成分见表1. 焊接前将钛合金板切割成100 mm(宽) × 300 mm(长). 用丙酮除去表面的油脂和残留物,然后用砂布和不锈钢刷除去氧化膜. 此外,钛合金在高温(300 ℃以上)下被认为是一种极易氧化的金属. 在大气环境中,采用气体保护罩确保焊缝在氩气气氛下不被氧化. 正面和背面保护罩的气体流量均设置为15 L/min. 焊接间隙为0 mm. 焊后对焊缝横截面进行打磨、抛光,并用Kroll试剂(2%HF + 6%HNO3 + H2O(体积分数))腐蚀,观察截面形貌.
表 1 TA2纯钛化学成分(质量分数, %)Table 1. Pure titanium chemical compositionFe C N O H Ti 0.3 0.1 0.05 0.2 0.015 余量 为了观察焊接过程中电弧等离子体和匙孔行为,将中心波长为809.5 nm,半波全宽9.2 nm和中心波长为514.9 nm,半波全宽8.8 nm的窄带滤波片分别安装在高速摄像机镜头前,用来监测Ar/Ti电弧等离子体的动态行为,如图2所示. 采用波长为808 nm,输出功率为0 ~ 40 W的二极管激光发生器照射工件表面,形成一个直径15 mm的圆形明亮区域,圆形光斑的最大功率密度约为5.66 W/cm2. 高速摄像机可以捕捉熔池表面的反射光,从而获得熔池行为的信息. 摄像机的采集频率设定为2 000帧/s. 采用光谱分析仪对电弧等离子体的光发射进行采集和分析,采集位置如图1所示. 光谱信息的处理方法(关于电子温度和电子密度的计算)可以参见参考文献[12-13].
2. 试验结果
2.1 焊接接头形貌和能耗对比
分别采用单TIG焊接(S-TIG)、激光诱导单TIG焊接(LISTW)、双TIG焊接(T-TIG)和激光诱导双TIG焊接(LITTW)对6 mm厚TA2纯钛进行对接焊接. 优化后的焊接工艺参数如表2所示,接头截面形貌和焊缝外观如图3所示. 从图中可以看到,S-TIG和T-TIG的焊缝宽度较大,且氧化严重,背面成形不均匀. 而LISTW和LITTW的焊缝表面光滑、成形均匀连续,无气孔或裂纹. 虽然4种焊接工艺都实现了单面焊双面成形,但优化后的焊接参数有很大的不同.
表 2 优化后主要焊接参数Table 2. Main welding parameters after optimization焊接工艺 焊接电流
I/A电弧电压
U/V激光功率
P/W焊接速度
v/(mm·min−1)S-TIG 400 14.9 — 170 LISTW 400 15.2 500 300 T-TIG 260 + 260 14.3 — 210 LITTW 260 + 260 15.9 500 680 ![]() 图 3 不同焊接工艺的焊缝外观和接头形貌Figure 3. Weld appearance and joint morphology of different welding processes. (a) S-TIG; (b) LISTW; (c) T-TIG; (d) LITTW
图 3 不同焊接工艺的焊缝外观和接头形貌Figure 3. Weld appearance and joint morphology of different welding processes. (a) S-TIG; (b) LISTW; (c) T-TIG; (d) LITTW焊接工艺的能耗为
$$ E = \frac{1}{v} \times \left( {\frac{{{P_{\text{l}}}}}{{{\eta _{\text{l}}}}} + \frac{{{P_{\text{a}}}}}{{{\eta _{\text{a}}}}}} \right) $$ (1) 式中:v为焊接速度,Pl为激光输出功率,Pa为电弧输出功率,ηl为激光电-光转化率,ηa为电弧电-能转化率. 根据参考文献[14],ηl为5%,ηa为80%. 焊接能耗和焊接速度的计算结果如图4所示. LISTW的能耗比S-TIG增加了34%,焊接速度提高了76.5%. 而LITTW的能耗为T-TIG的67.6%,焊接速度达到T-TIG的3.3倍. 对比LISTW和LITTW两种工艺可以发现,LITTW的能耗仅为LISTW的50.9%,焊接速度却达到LISTW的2.3倍.
![]() 图 4 不同焊接工艺的焊接能耗和速度Figure 4. Welding energy consumption and speed of different welding processes
图 4 不同焊接工艺的焊接能耗和速度Figure 4. Welding energy consumption and speed of different welding processes2.2 激光脉冲对电弧等离子体的影响
为了揭示LITTW能够实现低能耗高效率焊接的本质,采用高速摄像机分别对XOZ和YOZ两个平面的等离子体形态进行采集观察. 图5、图6分别给出了LISTW和LITTW焊接过程中Ar/Ti电弧等离子体的动态行为. 从图中可以看出,当激光脉冲作用时,Ti等离子体放电空间剧烈膨胀,Ar等离子体空间收缩,电弧中心形成了一个高亮且集中的导电通道,这说明电弧柱中的Ti离子数量增多,取代了部分Ar离子参与导电. 电弧图像具有独特的灰度分布特征,合理应用这个特征可以提高图像处理效率[15]. 直接采用阈值法(阈值 = 210)进行图像分割,获得电弧的二值化图像. 观察S-TIG、LISTW、T-TIG和LITTW的电弧形态并测量其关键参数,比如电弧投影直径(dt)和电弧根部直径(dr),如图7所示. 从图中可以看出,激光的加入对dr的影响非常微小,dt在激光的作用下发生了较为明显的变化.
![]() 图 5 LISTW焊接过程中Ar/Ti电弧等离子体的动态行为Figure 5. Dynamic behavior of Ar/Ti arc plasma in LISTW
图 5 LISTW焊接过程中Ar/Ti电弧等离子体的动态行为Figure 5. Dynamic behavior of Ar/Ti arc plasma in LISTW![]() 图 6 LITTW焊接过程中Ar/Ti电弧等离子体的动态行为Figure 6. Dynamic behavior of Ar/Ti arc plasma in LITTW
图 6 LITTW焊接过程中Ar/Ti电弧等离子体的动态行为Figure 6. Dynamic behavior of Ar/Ti arc plasma in LITTW![]() 图 7 不同工艺下电弧二值化图像Figure 7. Arc binarization images under different processes. (a) XOZ piane; (b) YOZ plane
图 7 不同工艺下电弧二值化图像Figure 7. Arc binarization images under different processes. (a) XOZ piane; (b) YOZ plane因此,压缩比(
${R_{{\text{t/l}}}} $ )可以用来评估焊接电弧的收缩程度,其表达式为$$ {R_{{\text{t/l}}}} = \frac{{{d_{{\text{tt}}}} - {d_{{\text{tl}}}}}}{{{d_{{\text{tt}}}}}} $$ (2) 式中:dtt为传统电弧的投影直径(S-TIG、T-TIG),dtl为激光加入后电弧的投影直径(LISTW、LITTW).
表3给出了激光的加入对不同工艺下焊接电弧压缩比的影响. 从表中可以看出,激光加入后T-TIG电弧的收缩程度明显高于S-TIG电弧. 在XOZ平面上,RT-TIG/LITTW比RS-TIG/LISTW增加了14.6%,在YOZ平面上,RT-TIG/LITTW比RS-TIG/LISTW增加了26.8%. 这说明LITTW焊接电弧的收缩程度更大,电弧能量也更加集中. 同时,研究发现,在激光脉冲作用期间,随着时间的推移,LITTW焊接过程中Ti等离子体和Ar等离子体始终分别保持膨胀和压缩的状态,直到电弧等离子体恢复到原始电弧形态. 而LISTW焊接过程中在978.8 ms激光脉冲激发时Ti等离子体发生膨胀,在980.3 ms激光脉冲仍然存在时Ti等离子体膨胀程度明显降低,而后在980.8 ms时Ti等离子体重新发生膨胀. 这个过程在Ar等离子体中体现为间歇收缩现象. 从图5可以清楚的看到,980.3 ms时Ar等离子体的收缩程度明显低于相邻时刻.
表 3 激光对不同工艺下焊接电弧压缩比的影响Table 3. The influence of laser on compression ratio of welding arc under different processes平面 RS-TIG/LISTW(%) RT-TIG/LITTW(%) XOZ平面 38.3 52.9 YOZ平面 25.5 52.3 在激光脉冲作用结束后,LISTW和LITTW的电弧等离子体并没有立即恢复到原来的状态,而是保持高亮集中的电弧状态一段时间,大量的Ti粒子(原子和离子)从电弧等离子体中逐渐分离出来,而后恢复原始状态. 这意味着一个激光脉冲后,电弧等离子体有一个恢复延迟时间. 事实上,焊接电弧的恢复过程是电弧等离子体中Ti粒子的迁移运动过程,直到电弧等离子体达到一个新的平衡. 这个过程可以反映电弧等离子体中Ti粒子的动力学行为. 在本试验条件下,LISTW和LITTW的焊接电弧分别经历了3.5 ms和6.5 ms由能量集中状态恢复到原始电弧形态.
焊接电弧的轮廓和恢复过程是与等离子体电子温度、电子密度相关的外部特征. 通过光谱分析方法对4种焊接工艺下电弧等离子体的电子温度、电子密度进行计算[11],为避免测量误差,每组参数重新测量3次,结果如图8所示. 激光的加入使电弧等离子体的电子温度降低,电子密度增加,但变化的程度有明显不同. 相比S-TIG,LISTW的电子温度小幅降低,由13 050 K下降到11 440 K,电子密度由1.17 × 1017/cm3增加到1.48 × 1017/cm3,提高了26.5%. 而在T-TIG和LITTW的对比中,电子温度和密度的变化更加剧烈,由13 290 K下降到9 610 K,电子密度由1.26 × 1017/cm3增加到2.09 × 1017/cm3,提高了65.9%. 与Ar原子(15.84 eV)相比,Ti原子的电离能(6.81 eV)更低,电弧等离子体中过量的Ti原子是导致电子温度和电子密度变化的直接原因. 因此,电子温度和密度的变化是电弧等离子体中Ti粒子(原子和离子)行为的另一个反映.
2.3 钛离子的迁移运动
在激光脉冲作用之后,焊接电弧恢复到原始电弧形态的时间取决于电弧等离子体中Ti粒子的数量变化和迁移运动行为.
在极短暂的时间Δt内,电弧等离子体中Ti粒子的数量变化ΔN,即
$$ \Delta N = {N_{{\text{in}}}} - {N_{{\text{out}}}} $$ (8) 式中:Nin和Nout分别为Δt时间内迁入和迁出电弧等离子体的Ti粒子数量. 在S-TIG和T-TIG焊接中,Ti粒子在等离子体中迁入迁出达到动态平衡,ΔN约为零. 在激光脉冲作用时,金属材料剧烈蒸发和电离形成匙孔,匙孔等离子体中大量的Ti原子和离子迁移进入电弧等离子体. 根据“Fick扩散定律”,Nin和Nout均增加,但相比电弧焊接,Nin大于Nout,ΔN大于零. 当激光脉冲作用结束后,激光匙孔仍然存在一段时间,为Ti粒子从匙孔等离子体向电弧等离子体转移提供了条件,ΔN仍大于零. 因此,较长的电弧恢复时间是激光匙孔向电弧等离子体持续供给Ti粒子的结果.
为了验证上述分析,采用高速摄像机和半导体辅助光源对LISTW和LITTW的激光匙孔动态行为进行监测,如图9和图10所示. 从图中可以看到,LISTW的激光匙孔在252.6 ms时形成,1 ms后熔池金属波动加剧,匙孔在254.6 ms时短暂消失,而后在激光脉冲的持续作用下,255.1 ms时匙孔再次形成,直到256.1 ms时彻底消失. 从激光匙孔形成到彻底消失共经历了大约3.5 ms的时间,这和2.2节中电弧等离子体的恢复时间相匹配. 同时,在LISTW中熔池金属的剧烈波动会造成激光匙孔间歇性失稳坍塌,这会中断匙孔中的Ti粒子向电弧等离子体中迁移运动,表现为Ti / Ar 等离子体的间歇性膨胀/收缩现象(图5),不利于电弧等离子体形成高亮集中的导电通道. 而在LITTW焊接中,从图10可以看到,熔池表面更加平滑,激光匙孔形态稳定. 在182.4 ms时匙孔形成,直到188.9 ms匙孔消失,共经历约6.5 ms的时间,未出现匙孔的间歇性失稳坍塌. 在这个过程中,大量Ti粒子不断迁入电弧等离子体,延长了电弧等离子体的恢复时间,并大幅提高电弧等离子体的电子密度. Ti/Ar等离子体的持续性膨胀/收缩有利于电弧能量的集中,加速能量交换和传递,有效提高焊接效率.
3. 结 论
(1) 在6 mm TA2纯钛焊接中,LITTW(激光诱导双TIG焊接)比LISTW(激光诱导单TIG焊接)表现出更显著的焊接优势. LITTW的能耗仅为LISTW的50.9%,焊接速度却达到LISTW的2.3倍.
(2) 激光脉冲作用后,LITTW电弧等离子体的压缩比达到52.9%,电子密度提高65.9%,电弧能量更加集中. 在激光脉冲结束后,电弧等离子体由能量集中状态恢复到原始电弧形态存在一个恢复延迟时间,在本试验条件下,LITTW的恢复时间比LISTW延长了3 ms.
(3) 激光匙孔向电弧等离子体供给Ti粒子的时间是影响等离子体恢复延迟的主要因素. LITTW中稳定的匙孔形态为Ti粒子持续向电弧等离子体转移提供了条件,延长了等离子体的恢复时间.
-
![]()
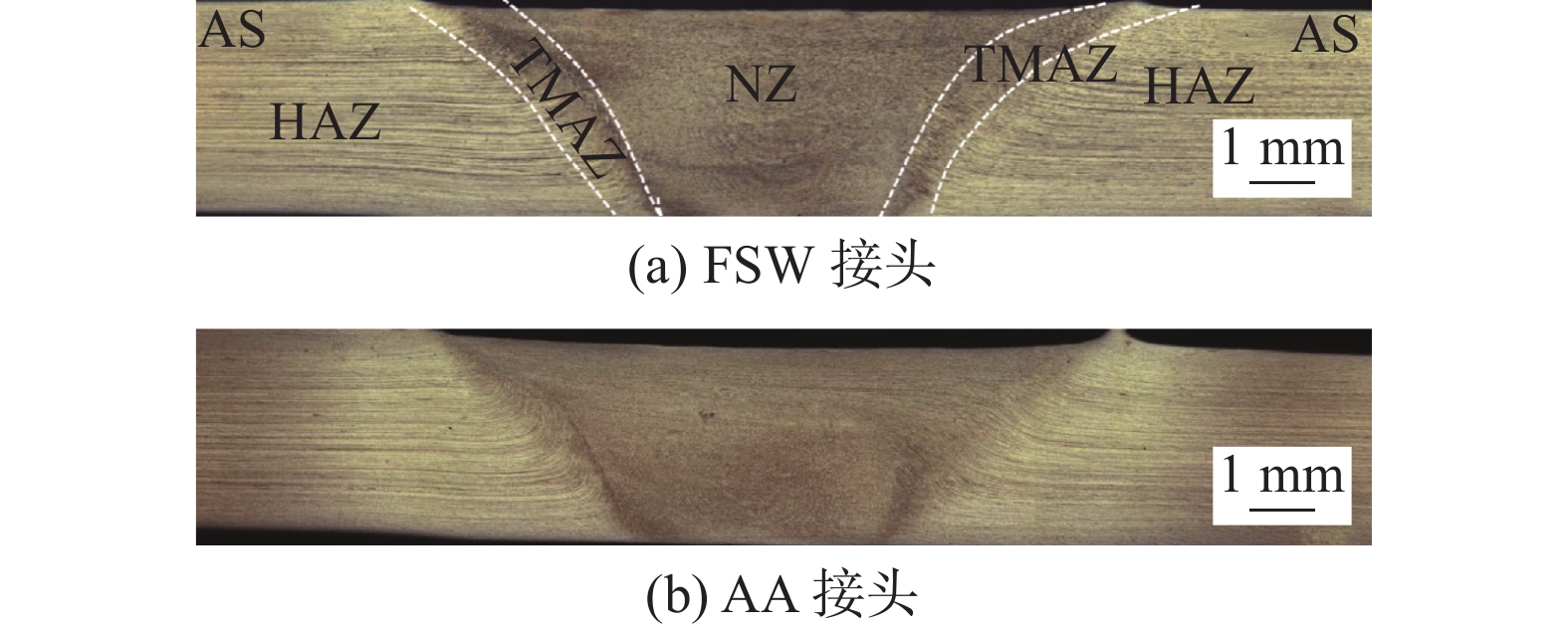
图 1 接头截面宏观形貌
Figure 1. Macroscopic appearance of cross section of joints. (a) FSW joint; (b) AA joint
![]()
图 2 不同接头NZ微观组织
Figure 2. Microstructure of NZ of different joints. (a) FSW joint; (b) AA joint; (C) EBSD of FSW joint; (d) EBSD of AA joint
![]()
图 3 BM沉淀相的TEM
Figure 3. TEM of precipitated phases in BM. (a) TEM; (b) high-resolution image
![]()
图 4 接头不同区域的TEM
Figure 4. TEM of different regions of joints. (a) HAZ of FSW joints; (b) TMAZ of FSW joints; (c) NZ of FSW joints; (d) HAZ of AA joints; (e) TMAZ of AA joints; (f) NZ of AA joints
![]()
图 7 不同接头的断裂位置
Figure 7. Fracture locations of different joints. (a) FSW joint; (b) AA joint
表 1 Al-6.7Zn-1.8Mg-0.2Cu铝合金的化学成分(质量分数,%)
Table 1 Chemical compositions of Al-6.7Zn-1.8Mg-0.2Cu aluminum alloy
Si Fe Cu Mn Mg Cr Zn Ti Zr V Al 0.07 0.11 0.24 0.28 1.77 0.01 6.72 0.03 0.15 0.01 余量  下载: 导出CSV
下载: 导出CSV
表 2 不同焊接参数接头力学性能
Table 2 Mechanical properties of joints with different welding parameters
转速
n/(r·min−1)焊接速度
v/(mm·min−1)抗拉强度
Rm/MPa屈服强度
Rel/MPa焊接系数
φ(%)断后伸长率
A(%)2000 25 438 294 74.6 8.8 2000 50 462 323 78.7 11.6 2000 100 470 334 80.0 10.1 1800 100 457 316 77.8 13.0 2200 100 455 296 77.5 8.5
下载: 导出CSV
-
[1] Dai Y X, Yan L M, Hao J P. Review on micro-alloying and preparation method of 7xxx series aluminum alloys: progresses and prospects[J]. Materials, 2022, 15(3): 1216. doi: 10.3390/ma15031216
[2] Mehdi H, Mishra R S. Effect of friction stir processing on mechanical properties and heat transfer of TIG welded joint of AA6061 and AA7075[J]. Defence Technology, 2021, 17(3): 715 − 727. doi: 10.1016/j.dt.2020.04.014
[3] 胡秀华, 李龙, 夏承东, 等. 高强铝合金TIG和MIG焊接接头组织与耐腐蚀性能的研究[J]. 热加工工艺, 2020, 49(13): 24 − 27 + 31. Hu Xiuhua, Li Long, Xia Chengdong, et al. Microstructure and corrosion resistance property of welded joint of high-strength aluminum alloy welded by TIG and MIG[J]. Hot Working Technology, 2020, 49(13): 24 − 27 + 31.
[4] Zhou B, Liu B, Zhang S G. The advancement of 7xxx series aluminum alloys for aircraft structures: a review[J]. Metals, 2021, 11(5): 718. doi: 10.3390/met11050718
[5] 张香云, 刘通, 耿家源. 7075铝合金搅拌摩擦焊工艺及性能研究[J]. 特种铸造及有色合金, 2024, 44(8): 1114 − 1118. Zhang Xiangyun, Liu Tong, Geng Jiayuan. Process and performance of 7075 aluminum alloy friction stir welding[J]. Special Casting & Nonferrous Alloy, 2024, 44(8): 1114 − 1118.
[6] 张兵宪, 陈聪, 刘丰刚, 等. 7050-T7451铝合金搅拌摩擦焊接头组织和性能[J]. 材料导报, 2023, 37(24): 187 − 191. Zhang Bingxian, Chen Cong, Liu Fenggang, et al. Microstructure and properties of friction stir welding 7050-T7451 aluminum alloy[J]. Materials Reports, 2023, 37(24): 187 − 191.
[7] 孟遥, 夏佩云, 尹玉环, 等. 7085-T7452铝合金搅拌摩擦焊接头组织及性能研究[J]. 电焊机, 2019, 49(8): 55 − 59. Meng Yao, Xia Peiyun, Yin Yuhuan, et al. Research on microstructure and properties of friction stir welding welded joint for 7085-T7452 aluminum alloy[J]. Electric Welding Machine, 2019, 49(8): 55 − 59.
[8] Heidarzadeh A, Mironov S, Kaibyshev R, et al. Friction stir welding/processing of metals and alloys: a comprehensive review on microstructural evolution[J]. Progress in Materials Science, 2021, 117: 100752.
[9] El-Moayed M H, Shash A Y, Rabou M A, et al. A detailed process design for conventional friction stir welding of aluminum alloys and an overview of related knowledge[J]. Engineering Reports, 2021, 3(2): e12270.
[10] Hoyos E, Serna M C. Basic tool design guidelines for friction stir welding of aluminum alloys[J]. Metals, 2021, 11(12): 2042. doi: 10.3390/met11122042
[11] 廖泽鑫, 李承波, 刘胜胆, 等. 焊后时效对7046铝合金搅拌摩擦焊接头力学性能的影响[J]. 材料研究学报, 2021, 35(7): 543 − 552. Liao Zexin, Li Chengbo, Liu Shengdan, et al. Effect of post aging on mechanical properties of friction stir welded 7046 aluminum alloy[J]. Chinese Journal of Materials Research, 2021, 35(7): 543 − 552.
[12] Jiang F Q, Huang J W, Jiang Y G, et al. Effects of quenching rate and over-aging on microstructures, mechanical properties and corrosion resistance of an Al–Zn–Mg(7046A) alloy[J]. Journal of Alloys and Compounds, 2021, 854: 157272. doi: 10.1016/j.jallcom.2020.157272
[13] Hammad A S, Ahmed M M Z, Lu H, et al. An investigation on mechanical and microstructural evolution of stationary shoulder friction stir welded aluminum alloy AA7075-T651[J]. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2022, 236(12): 6665 − 6676. doi: 10.1177/09544062211070716
[14] Tao Y, Ni D R, Xiao B L, et al. Origin of unusual fracture in stirred zone for friction stir welded 2198-T8 Al-Li alloy joints[J]. Materials Science & Engineering A, 2017, 693: 1 − 13.
[15] 董家亮. 7003/6060异种铝合金搅拌摩擦焊接头的组织特征与力学性能研究[D]. 广州: 华南理工大学, 2020. Dong Jialiang. Microstructure characteristics and mechanical properties of dissimilar friction stir welded 7003/6060 aluminum alloy joints[D]. Guangzhou: South China University of Technology, 2020.

















计量
- 文章访问数: 80
- HTML全文浏览量: 9
- PDF下载量: 28
