
Analysis on TIG welding of TA2 and 0Cr18Ni9 plate based on high entropy of weld
-
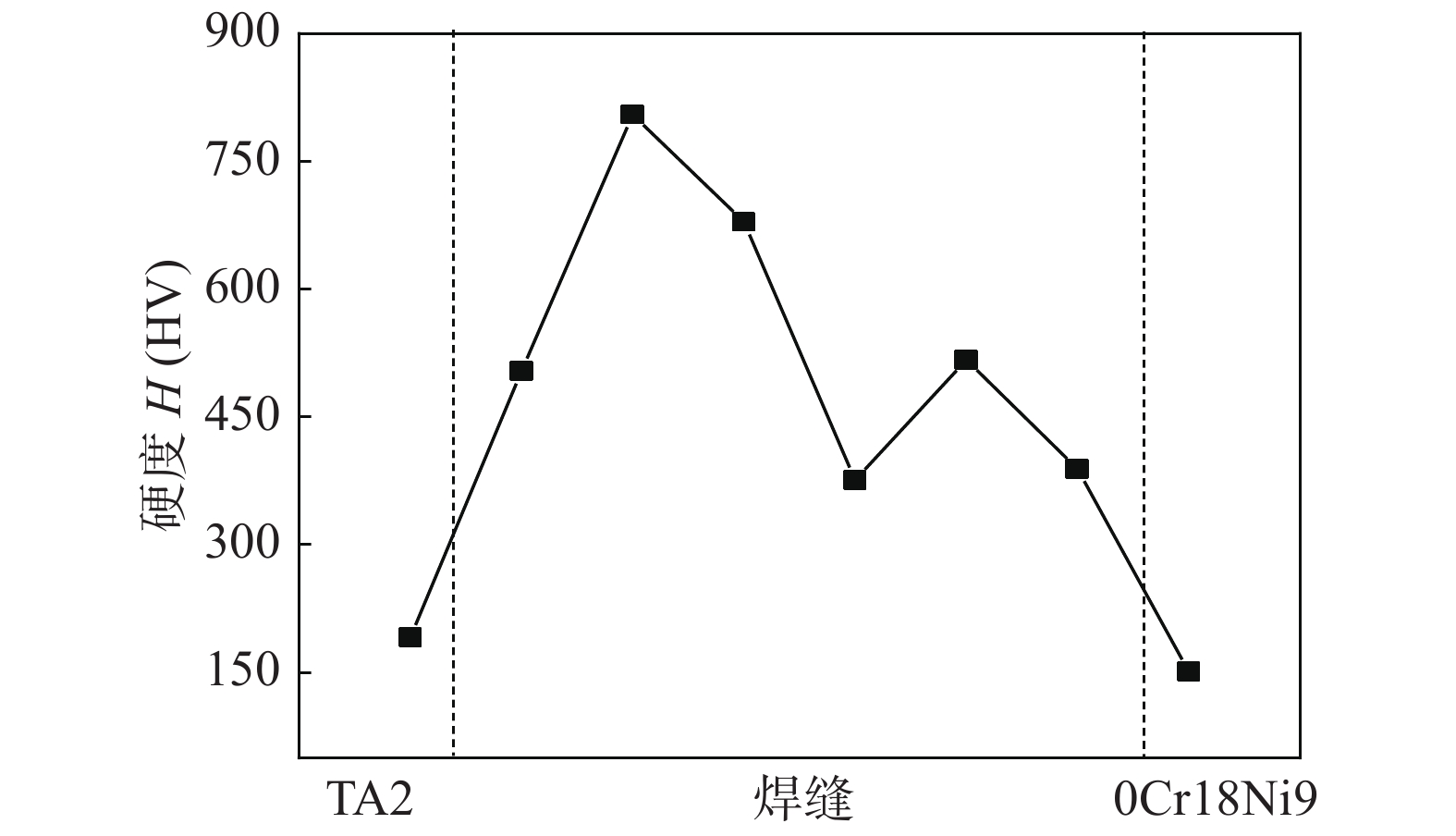
摘要: 针对钛/钢焊接难,焊缝易产生金属间化合物导致接头力学性能不良等问题,依据焊缝金属高熵化技术思路,通过基于密度泛函理论的热力学第一性原理设计并制备出塑韧性良好的多主元Ti10Fe29Ni32Cu22V7合金作为焊材,用于TA2/0Cr18Ni9薄板的TIG焊接. 结果表明,使用Ti10Fe29Ni32Cu22V7焊材熔焊钛/钢,所得焊接接头形貌完整,无明显焊接缺陷,焊缝金属与母材结合性良好. 焊缝中心组织则由等轴晶组成,熔合区组织以柱状晶为特征,这些晶体均具有简单立方固溶体结构,有效避免了TiFe2,TiFe金属间化合物的形成,接头抗拉强度达到205 MPa.Abstract: In order to solve the problem of poor mechanical properties of joint caused by intermetallic compounds in the welding seam of titanium/steel, according to the high entropy technology of weld metal, the multi-component Ti10Fe29Ni32Cu22V7 alloy with good plasticity and toughness was designed and prepared according to the first principles of thermodynamics based on density functional theory, which was used for TIG welding of TA2/0Cr18Ni9 sheet. The results show that: using Ti10Fe29Ni32Cu22V7 welding material for fusion welding titanium/steel, the welding joint morphology is complete, no obvious welding defects, and the bonding between weld metal and base metal is good. The microstructure of the weld center is composed of equiaxed grains, and the microstructure of the fusion zone is characterized by columnar crystals. These crystals have a simple cubic solid solution structure, which effectively avoids the formation of intermetallic compounds. The tensile strength of the joint is high, up to 205 MPa.
-
0. 序言
水电作为一种清洁的可再生能源为国内社会经济发展、环境保护起到了重要作用,在水能设施的建设中,抽水蓄能水电站为水电的调峰、调频、调相发挥了巨大作用[1-3]. 国内外抽水蓄能水电站不断向高水头大容量发展,对于钢岔管、压力钢管等水电设施的承载能力的需求不断提高,采用高强度级别的钢材可以降低水电设施的重量与壁厚,改善焊接接头的焊接性能,降低工程综合成本 [4-5]. 目前800 MPa级高强钢已成功应用于乌东德水电设施的建造,而1 000 MPa级高强钢焊接存在熔敷金属强韧性匹配不良的问题,制约了1 000 MPa级高强钢在水电领域的应用[6].
1 000 MPa级高强钢熔敷金属组织主要为铁素体F、贝氏体B和M-A组元[7],强韧性主要依靠抑制先共析铁素体PF增加针状铁素体AF含量, M-A组元在贝氏体和铁素体基体上细小弥散分布,通过多相间的复合作用,阻碍裂纹沿贝氏体板条间小角度晶面扩展,提高熔敷金属的强韧性[8-9].
合金元素含量是影响1 000 MPa级高强钢熔敷金属组织演变的重要因素[10],1 000 MPa级高强钢熔敷金属合金体系中是否应含Cr是研究的重要争议点. 朱官朋等人[11]研究发现,600 MPa级的高强钢熔敷金属中随着Cr含量增加PF减少,当Cr含量大于0.5%时M-A组元增加,熔敷金属抗拉强度提高,低温韧性降低;武丹等人[12]指出900 MPa级高强钢熔敷金属中,随着Cr含量增加,熔敷金属强度增大,Cr含量为0.3%时,熔敷金属组织由PF、AF、M-A组元组成;Cr含量为0.9%时,PF减少,M-A组元增量较小,AF增多且细化,低温韧性最好;Cr含量为1.5%时,PF减少,熔敷金属中贝氏体增多.
低合金高强钢熔敷金属中加入Cr可以抑制PF,促进AF和M-A组元的形成,但不同强度等级的熔敷金属中,Cr的最佳质量分数不同,Cr含量对于
1000 MPa级高强钢熔敷金属组织演变机制的影响尚不明确. 因此文中研究Cr含量对1 000 MPa级高强钢熔敷金属组织演变的作用机制,分析组织演变对强韧性的影响,确定强韧性匹配效果最好的1 000 MPa级高强钢熔敷金属Cr含量最佳值.1. 试验方法
选用Q345板材,尺寸为350 mm × 300 mm × 20 mm,试板制备45°V形坡口,试板根部间隙为20 mm,底部垫板尺寸为300 mm × 30 mm × 10 mm,采用自研的1 000 MPa级高强钢焊条在坡口表面堆焊3 mm过渡层,设计开发5种Cr含量不同的埋弧焊材,采用丝极埋弧焊制备熔敷金属,不同熔敷金属化学成分见表1.
表 1 熔敷金属的化学成分(质量分数,%)Table 1. Chemical compositions of deposited metalC Si Mn P S Cr Ni Mo Fe 0.08 0.15 1.6 0.008 0.005 0 2.8 1.0 余量 0.08 0.15 1.6 0.008 0.005 0.4 2.8 1.0 余量 0.08 0.15 1.6 0.008 0.005 0.6 2.8 1.0 余量 0.08 0.15 1.6 0.008 0.005 0.7 2.8 1.0 余量 0.08 0.15 1.6 0.008 0.005 0.9 2.8 1.0 余量 每种Cr含量各焊制3块试板,对于试验结果取均值,在每块试板上,依据国家标准GB/T228.1《金属材料 拉伸试验 第1部分:室温试验方法》制备拉伸试样,在UTM-5305SYXL电子拉伸试验机上进行试验;依据国家标准GB/T229《金属材料 夏比摆锤冲击试验方法》制备用于−40 ℃冲击试样3个,在JBN-300B冲击试验机上进行夏比V型缺口冲击试验,试板及取样位置如图1所示. 微观组织观察试样经磨抛后采用3%的硝酸酒精溶液浸蚀30 s,通过Olympus GX51型光学显微镜OM、Zeiss EVO18型扫描电子显微镜SEM观察熔敷金属微观组织,利用SEM观察熔敷金属−40 ℃冲击试样断口微观形貌,制备直径10 mm的圆棒试样,试样经研磨至50 μm以下后,采用10%的高氯酸酒精溶液作为双喷液进行双喷电解减薄,通过JEM-2100型透射电子显微镜TEM观察样品的微观组织,制备直径7 mm,厚度3 mm的圆棒试样,将两个圆形截面磨至平行,用试样夹将试样固定,经研磨、抛光、冲洗后使用VL2000DX-SVF17SP超高温激光共聚焦显微镜CLSM,对不同Cr含量的熔敷金属微观组织演变过程进行原位观察.
![]() 图 1 试板取样位置示意图 (mm)Figure 1. Schematic diagram of test plate sampling position. (a) dimensional and morphological diagram of the test board; (b) sampling locations for tensile specimens; (c) sampling locations for impact specimens
图 1 试板取样位置示意图 (mm)Figure 1. Schematic diagram of test plate sampling position. (a) dimensional and morphological diagram of the test board; (b) sampling locations for tensile specimens; (c) sampling locations for impact specimens2. 试验结果
2.1 力学性能
图2和图3为不同Cr含量1 000 MPa级高强钢熔敷金属拉伸性能和冲击性能. 试验对于1 000 MPa级高强钢熔敷金属力学性能要求为抗拉强度Rm≥950 MPa,屈服强度ReL≥820 MPa,断后伸长率A≥14%,−40 ℃ AKV≥47 J,随着高强钢熔敷金属由无Cr提高到0.9%Cr,抗拉强度与屈服强度不断提高,0.9%Cr的高强钢熔敷金属抗拉强度比无Cr的熔敷金属抗拉强度提高12.4%,屈服强度提高17.0%. 随着熔敷金属Cr含量升高,断后伸长率有微小下降,随着Cr含量提高熔敷金属屈强比分别为0.90、0.91、0.90、0.90、0.94,研究表明,高强钢往往在应用过程中所受载荷较复杂,因此需要适当降低钢结构的屈强比来满足设计安全的需要[13]. 在−40 ℃条件下,1 000 MPa级高强钢熔敷金属无Cr时冲击吸收能量最低,0.6%Cr时熔敷金属冲击吸收能量最高,随着高强钢熔敷金属由无Cr提高到0.6%Cr,在−40 ℃条件下,熔敷金属冲击吸收能量提高33.8%,熔敷金属由0.6%Cr提高到0.9%Cr,熔敷金属冲击吸收能量不断降低,力学性能试验结果表明0.6%Cr的高强钢熔敷金属的强韧性匹配效果较好.
![]() 图 2 不同Cr含量
图 2 不同Cr含量1000 MPa级高强钢熔敷金属拉伸性能Figure 2. Tensile properties of weld metal with1000 MPa grade high strength steel under different Cr contents![]() 图 3 不同Cr含量
图 3 不同Cr含量1000 MPa级高强钢熔敷金属冲击吸收能量Figure 3. Impact absorption energy of weld metal with1000 MPa grade high strength steel under different Cr contents2.2 微观组织
图4 ~ 图6为不同Cr含量1 000 MPa级高强钢熔敷金属微观组织. 无Cr的高强钢熔敷金属微观组织为针状铁素体AF、先共析铁素体PF、贝氏体铁素体BF和M-A组元见图4(a),图5(a)和图6(a)中,无Cr的熔敷金属中有少量M-A组元和长条状的残余奥氏体A沿铁素体板条边缘分布,随着Cr增加,0.6%Cr的熔敷金属中AF含量增加,PF减少,0.9%Cr的熔敷金属中BF含量增加,PF减少,0.9%Cr的熔敷金属中AF较少见图4(b)和图4(c). 熔敷金属中的Cr由无到0.6%及0.9%的过程中,M-A组元不断增加,图5(b)中弥散分布的细小M-A组元向图5(c)中偏聚分布的链条状的M-A组元转变,0.6%Cr和0.9%Cr的熔敷金属中残余奥氏体以块状分布,残余奥氏体随Cr含量增加不断减少见图6(b)和图6(c).
![]() 图 4 不同Cr含量1 000 MPa级高强钢熔敷金属显微组织OMFigure 4. OM of weld metal microstructure with 1 000 MPa grade high strength steel under different Cr contents. (a) 0 Cr;(b) 0.6%Cr;(c) 0.9%Cr
图 4 不同Cr含量1 000 MPa级高强钢熔敷金属显微组织OMFigure 4. OM of weld metal microstructure with 1 000 MPa grade high strength steel under different Cr contents. (a) 0 Cr;(b) 0.6%Cr;(c) 0.9%Cr![]() 图 5 不同Cr含量1 000 MPa级高强钢熔敷金属显微组织SEMFigure 5. SEM of weld metal microstructure with
图 5 不同Cr含量1 000 MPa级高强钢熔敷金属显微组织SEMFigure 5. SEM of weld metal microstructure with1000 MPa grade high strength steel under different Cr contents. (a) 0 Cr;(b) 0.6%Cr;(c) 0.9%Cr![]() 图 6 不同Cr含量
图 6 不同Cr含量1000 MPa级高强钢熔敷金属显微组织TEMFigure 6. TEM of weld metal microstructure with1000 MPa grade high strength steel under different Cr contents. (a) 0 Cr;(b) 0.6%Cr;(c) 0.9%Cr采用VL2000DX-SVF17SP型超高温激光共聚焦显微镜CLSM对不同Cr含量的熔敷金属凝固过程进行原位观察,试样以100 ℃/min速率升温至200 ℃,1 000 ℃/min速率升温至1 400 ℃,保温20 s使熔敷金属完全奥氏体化;以1 800 ℃/min速率降温至800 ℃;以1 000 ℃/min速率降温至500 ℃;以500 ℃/min速率降温至300 ℃;以100 ℃/min速率降至室温. 模拟熔敷金属以20 ~ 24 kJ/cm的埋弧焊升降温,熔敷金属在凝固过程中不同阶段的组织形貌和组织转变起始时间如图7所示,无Cr、0.6%Cr和0.9%Cr情况下,铁素体转变起始温度分别为723.3 ℃、733.4 ℃和740.2 ℃,贝氏体转变起始温度分别为470.2 ℃、462.4 ℃和458.5 ℃,铁素体转变起始点至贝氏体转变起始点的温度区间分别为253.1 ℃、271 ℃和281.7 ℃. 1 000 MPa级高强钢熔敷金属组织演变过程中,随着Cr含量不断提高,熔敷金属铁素体转变起始温度提高,贝氏体转变起始温度降低,因此铁素体转变起始点至贝氏体转变起始点的温度区间不断扩大. 0.9%Cr的熔敷金属在贝氏体转变起始阶段出现的贝氏体枝晶比0.6%Cr和无Cr的熔敷金属中贝氏体枝晶明显增加,表明在0.9%Cr的熔敷金属中贝氏体组织转变的势能更强.
![]() 图 7 不同条件下
图 7 不同条件下1000 MPa级高强钢熔敷金属组织演变CLSMFigure 7. CLSM of weld metal microstructure evolution in1000 MPa high strength steel under different Cr contents. (a) 0 Cr t=221.56 s T=1 406.4 ℃ (b) 0 Cr t=271.44 s T=723.3 ℃; (c) 0 Cr t=320.52 s T=470.2 ℃; (d) 0.6%Cr t=220.37 s T=1 404.5 ℃ (e) 0.6%Cr t=265.06 s T=733.4 ℃; (f) 0.6%Cr t=316.94 s T=462.4 ℃; (g) 0.9%Cr t=221.55 s T=1 404.3 ℃; (h) 0.9%Cr t=266.25 s T=740.2 ℃; (i) 0.9%Cr t=322.31 s T=458.5 ℃3. 分析与讨论
3.1 Cr含量对组织演变的影响
由以下钢材相转变经验公式计算铁素体、贝氏体相转变起始时间时,随合金成分中的Cr含量提高,铁素体转变起始温度升高,贝氏体转变起始温度降低[14-15],这与图7中通过CLSM观察到的不同Cr含量1 000 MPa级高强钢熔敷金属组织演变过程时相转变的温度变化规律相同.
$$ \begin{split} \mathrm{Ar}_{ \mathrm{3}} \text{(℃)}= 910–230\mathit{w} _{ \mathrm{c}} \mathrm{–21} \mathit{w} _{ \mathrm{Mn}} \mathrm{–15} \mathit{w} _{ \mathrm{Ni}} + 32 \mathit{w} _{ \mathrm{Mo}} \mathrm{ + 45} \mathit{w} _{ \mathrm{Si}} \end{split} $$ (1) $$\begin{split} \mathrm{Ar}_{ \mathrm{1}} \text{(℃)} = 723–10.7 \mathit{w} _{ \mathrm{Mn}} \mathrm{–16.9} \mathit{w} _{ \mathrm{Ni}} + 29.1 \mathit{w} _{ \mathrm{Si}} \mathrm{ + 16.9} \mathit{w} _{ \mathrm{Cr}} \end{split} $$ (2) $$ \begin{split} \mathrm{B}_{ \mathrm{s}} \text{(℃)}=830–270 \mathit{w} _{ \mathrm{c}} \mathrm{–90} \mathit{w} _{ \mathrm{Mn}} \mathrm{–37} \mathit{w} _{ \mathrm{Ni}} –70 \mathit{w} _{ \mathrm{Cr}} \mathrm{–83} \mathit{w} _{ \mathrm{Mo}} \end{split}$$ (3) 式中:wi为熔敷金属中溶质元素i的质量分数.
在CLSM的观察结果和经验公式的计算结果中,随着Cr含量提高,1 000 MPa级高强钢熔敷金属的铁素体转变起始温度升高. 研究表明[16],铬与铁可形成连续固溶体缩小奥氏体相区域,提高了铁素体转变温度,减少了先共析铁素体形核长大, 同时铬与碳的亲和力大于铁和锰,可与碳结合成多种碳化物. 这些C与Cr的化合物作为形核质点促进了针状铁素体形核,因此随着Cr含量提高图4熔敷金属中针状铁素体含量增加,先共析铁素体减少. 熔敷金属由铁素体转变起始温度至贝氏体转变起始温度的铁素体转变温度区间较长,形成的铁素体较多,熔敷金属碳含量较少,因此在贝氏体相变区域最高温度范围内快速形成了大量一束束无明显碳化物析出的铁素体板条,故称为贝氏体铁素体. 在贝氏体铁素体转变后,剩余富碳的岛状奥氏体在随后的冷却过程中部分保留,成为残余奥氏体,部分转变为马氏体. 熔敷金属中Cr含量提高,奥氏体向马氏体转变量提高,因此熔敷金属随Cr含量提高,残余奥氏体减少,M-A组元增加.
3.2 组织演变对力学性能的影响
1 000 MPa级高强钢熔敷金属组织演变对强韧性的影响机理研究中,张天理[17]提出了一种复相分割微观结构,此结构中AF、PF和BF等组织在原奥氏体晶粒内形核,将原奥氏体晶粒划分成多个微小区域,从而使剩余的奥氏体在后续凝固过程中形成的M-A组元不至于过分长大,达到细化晶粒的目的. 在形成复相分割结构的奥氏体晶粒内,晶粒尺寸细小,裂纹通过此结构需多次变向,并在AF 和GB 之间形成的大角度晶界处发生钝化,从而产生分支消耗更多的能量,从而使焊接熔敷金属实现良好的强韧性匹配.
1 000 MPa级高强钢熔敷金属Cr含量提高,熔敷金属中较小尺寸的AF增加,较大尺寸的PF减少,熔敷金属晶粒细化,同时AF具有大角度晶界,对于裂纹的阻碍作用更强. 熔敷金属中Cr含量提高,BF和M-A组元含量提高,在BF内部存在较高密度的位错,在拉伸过程中M-A组元对位错运动具有较强的阻碍作用,熔敷金属在拉伸载荷下变形抗力较大,因此1 000 MPa级高强钢熔敷金属的拉伸性能随Cr含量增加不断提高,如图8所示.
![]() 图 8 不同Cr含量
图 8 不同Cr含量1000 MPa级高强钢熔敷金属−40 ℃冲击断口SEMFigure 8. SEM of weld metal −40 ℃ impact fracture with1000 MPa grade high strength steel under different Cr contents. (a) 0 Cr;(b) 0.6%Cr;(c) 0.9%Cr在无Cr的熔敷金属中存在一定量的AF和BF等大角度晶界组织,阻碍了熔敷金属冲击载荷下的裂纹扩展,同时熔敷金属中一定量的残余奥氏体通过TRIP效应消除了裂纹尖端的应力集中[18],熔敷金属具有较好的韧性,冲击断裂形式为韧性断裂,如图8(a)所示. 随着Cr含量提高,基体组织中AF和BF增加,PF减少,熔敷金属对金属变形抗力提高. 熔敷金属中弥散分布的细小M-A阻碍了变形过程中位错的滑移,提高了熔敷金属低温韧性,因此图8(b)中0.6%Cr的熔敷金属韧性断裂的韧窝浅而细密,表现出良好的韧性状态. 高Cr使熔敷金属中AF和BF增加,熔敷金属具有较好的低温韧性. 但高Cr情况下,M-A组元以链条状大量偏聚,在高速的冲击载荷作用下M-A组元断裂形成微裂纹,裂纹沿M-A组元断裂形成微裂纹扩展[19],因此在图8(c)的熔敷金属中存在解理面,在0.9%Cr的
1000 MPa级高强钢熔敷金属断裂方式为准解理断裂.4. 结论
(1) 1 000 MPa级高强钢熔敷金属由无Cr提高到0.9%Cr,熔敷金属拉伸性能不断提高,抗拉强度和屈服强度分别提高12.4%和17.0%,熔敷金属冲击吸收能量先提高后降低,在−40 ℃条件下,Cr含量为0.6%的熔敷金属的低温冲击吸收能量最高,熔敷金属Cr含量为0.6%时强韧性匹配效果最佳.
(2) 1 000 MPa级高强钢熔敷金属Cr含量提高,熔敷金属中针状铁素体和贝氏体铁素体增加,M-A组元由弥散分布逐渐呈链条状偏聚,先共析铁素体与残余奥氏体减少. 熔敷金属冲击断裂形式由低Cr的韧性断裂向高Cr的准解理断裂转变,熔敷金属断口韧窝数量减少,韧窝变浅.
(3) 1 000 MPa级高强钢熔敷金属Cr含量由0%至0.9%,铁素体转变起始温度由723.3 ℃提高到740.2 ℃,使铁素体优先以针状铁素体形态析出,缩小先共析铁素体形核温度区间,贝氏体转变起始温度由降低470.2 ℃到458.5 ℃,促进贝氏体铁素体相变,提高贝氏体转变速率.
-
![]()
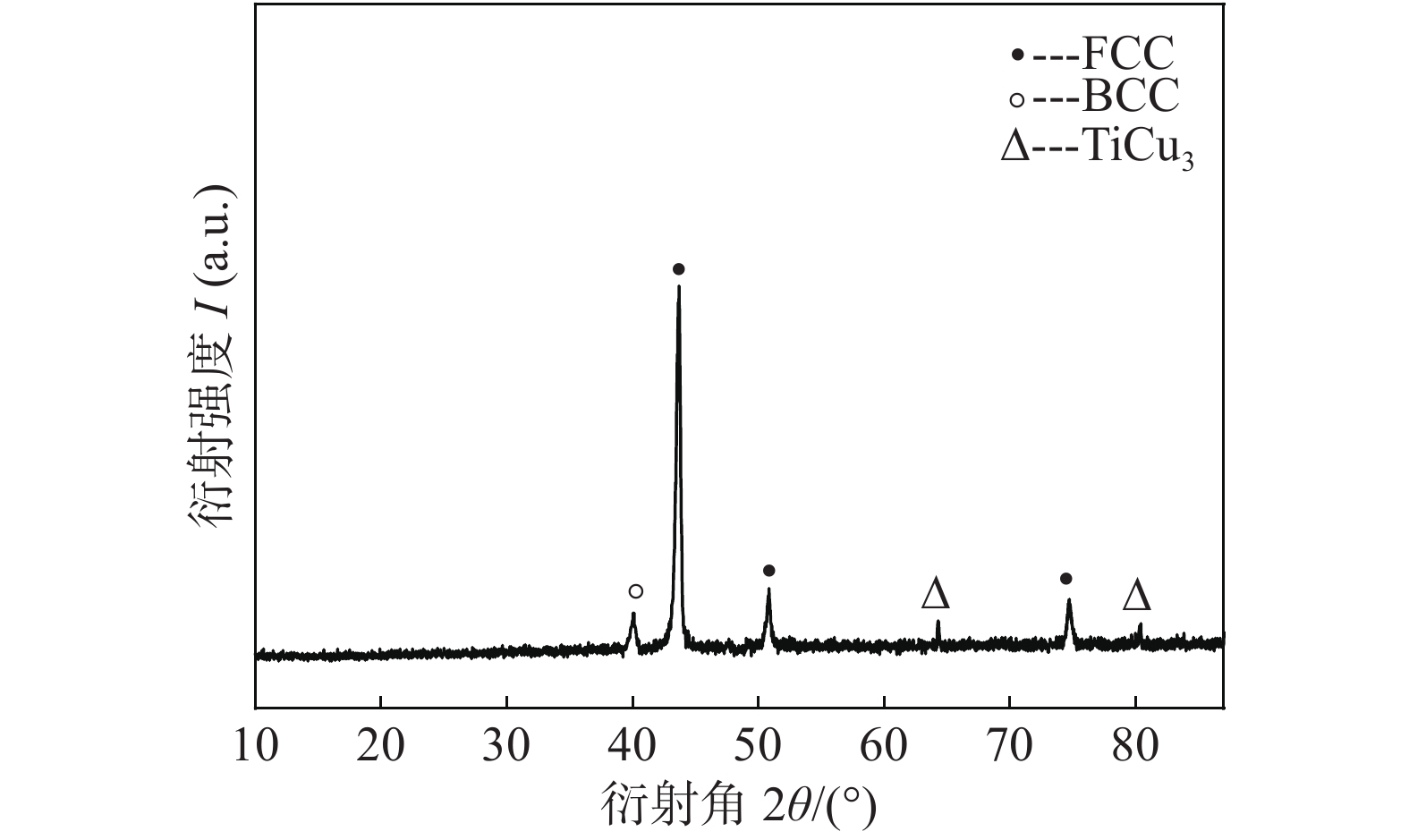
图 1 TA2/0Cr18Ni9焊缝的XRD图谱
Figure 1. X-ray pattern of weld in the the joint of TA2/0Cr18Ni9
![]()
图 2 用Ti10Fe29Ni32Cu22V7 TIG焊TA2/0Cr18Ni9获得的接头组织
Figure 2. Microstructure of the TA2/0Cr18Ni9 TIG welding joint by using Ti10Fe29Ni32Cu22V7 alloy. (a) morphology of TA2/0Cr18Ni9 joint; (b) weld near 0Cr18Ni9; (c) center of the weld; (d) weld near TA2
![]()
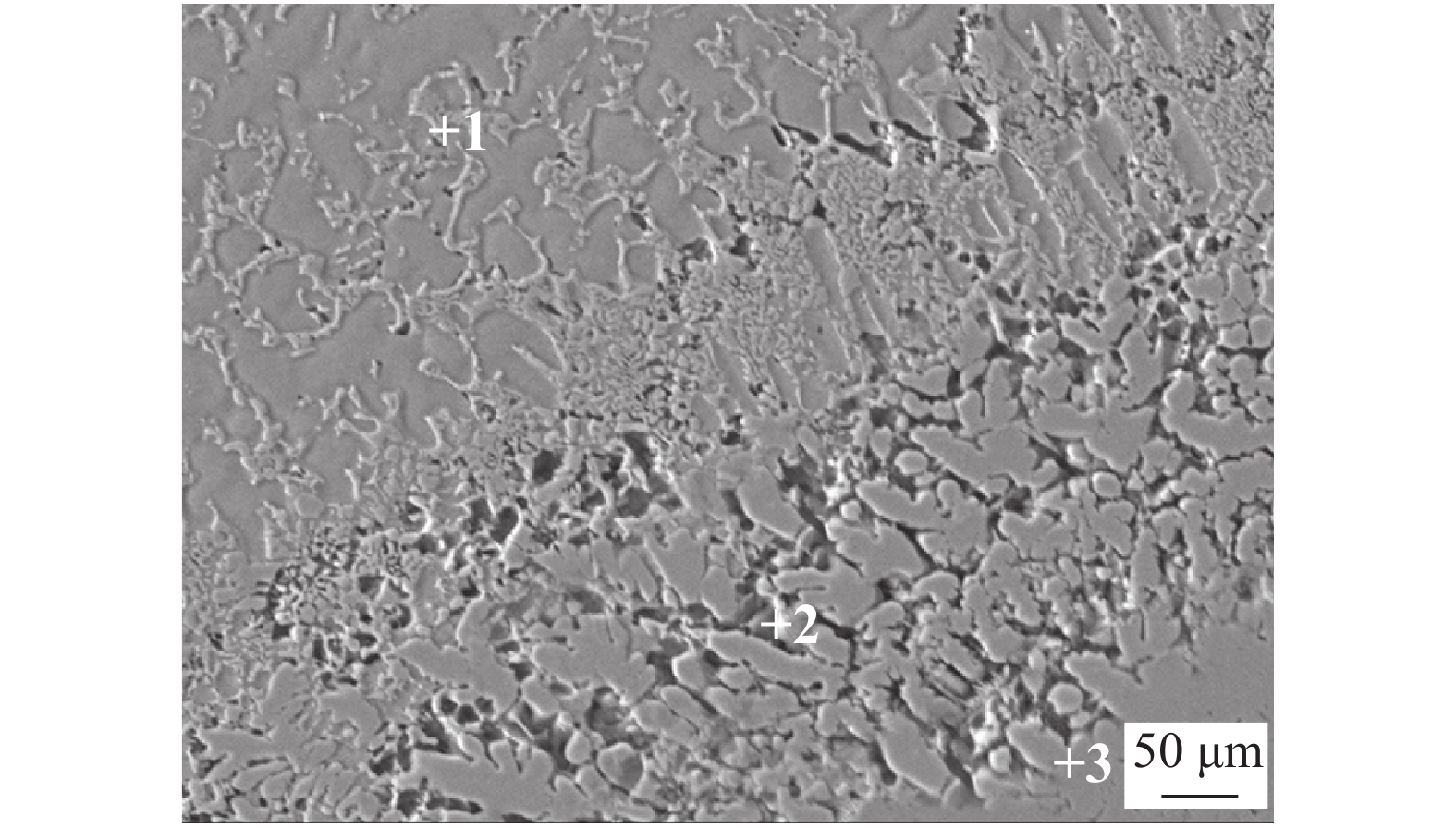
图 3 TIG焊TA2/0Cr18Ni9焊缝中心组织及EDS测点位置
Figure 3. Microstructure and measuring points of weld center of TA2/0Cr18Ni9 GTAW
![]()
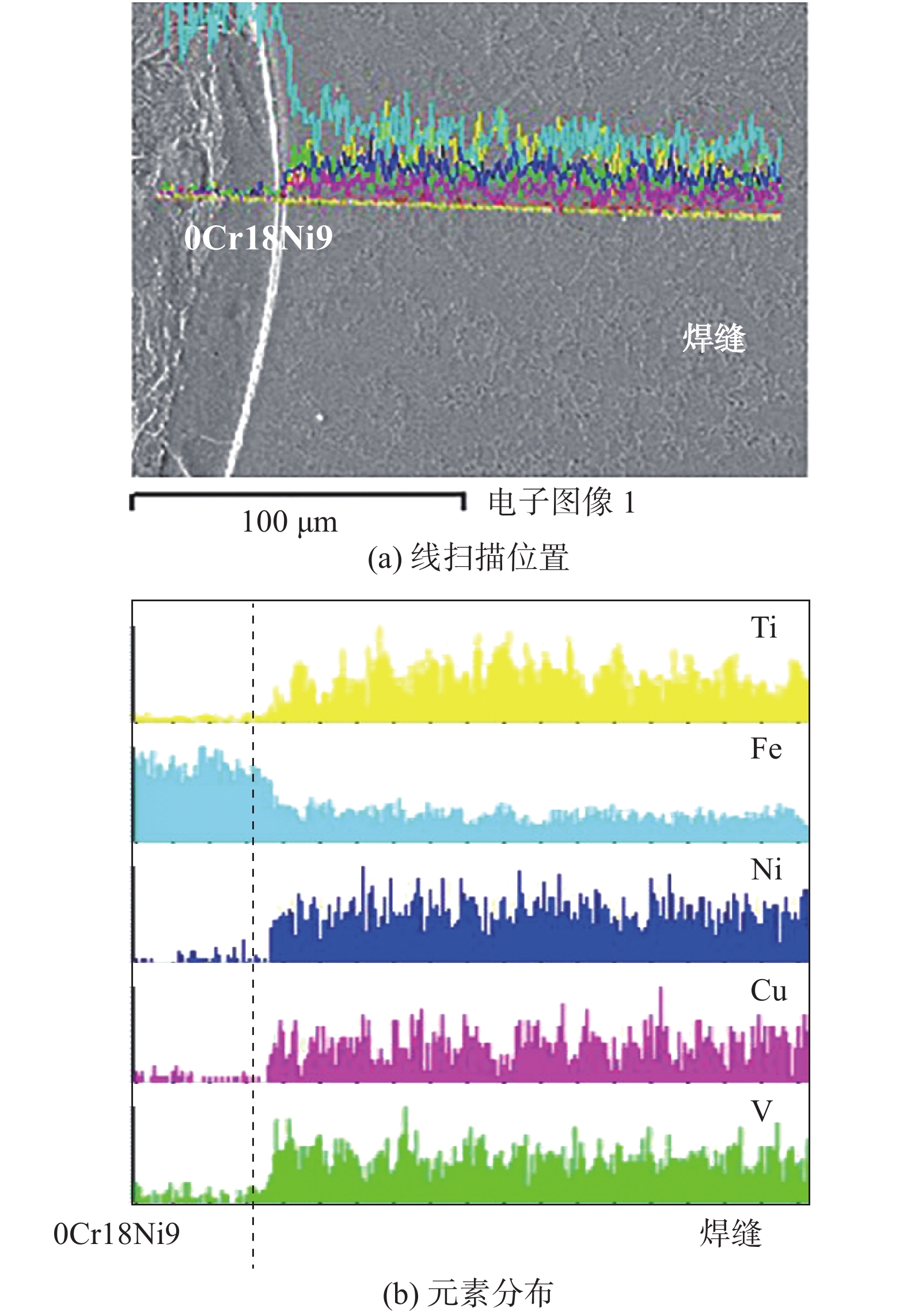
图 4 TA2/0Cr18Ni9 TIG焊焊缝线扫描图
Figure 4. Line scanning position spectrums of weld metal of TA2/0Cr18Ni9 GTAW. (a) line scanning position; (b) distribution of elements
![]()
图 6 TA2/0Cr18Ni9 TIG焊接接头拉伸断口形貌(TA2侧)
Figure 6. The tensile fracture morphology of the joint near TA2 of TA2/0Cr18Ni9 GTAW
表 1 钛/钢TIG焊工艺参数
Table 1 The parameters of GTAW titanium and steel
焊接电流I/A 焊接速度v/(mm·min−1) 氩气流量Q/(L·min−1) 喷嘴直径D1/mm 钨极直径D2/mm 焊丝伸出长度L/mm 滞后断气时间t/s 60~80 60~100 12~15 10 3 4~6 3~5  下载: 导出CSV
下载: 导出CSV
表 2 主元原子半径差、混合焓、混合熵及Ω值
Table 2 The atomic radius difference, enthalpy of mixing, entropy of mixing and Ω value of main elements
Ti含量
(原子分数, %)原子半径差
δ(%)混合焓
ΔHmix/
(kJ·mol−1)混合熵
ΔSmix/
(J·K−1·mol−1)Ω值[13] x =5 3.44 −2.02 11.74 9.94 x = 8 4.04 −4.26 12.09 4.87 x = 10 4.37 −5.67 12.26 3.73 x = 12 4.65 −7.01 12.39 3.05 x = 14 4.91 −8.29 12.50 2.61
下载: 导出CSV
表 3 高熵合金Tix[Fe32Ni36Cu24V8]100−x的弹性系数
Table 3 Elastic constants of high entropy alloys Tix[Fe32Ni36Cu24V8]100−x
Ti含量(原子分数, %) C11/GPa C12/GPa C44/GPa 体模量B/GPa 剪切模量G/GPa 弹性模量E/GPa G/B 泊松比v x = 5 341.063 245.170 8 133.511 2 277.134 8 88.593 4 240.186 2 0.319 7 0.355 6 x = 8 321.095 2 236.841 4 127.855 6 264.926 0 82.023 3 223.050 5 0.309 6 0.359 7 x = 10 309.095 5 240.039 4 127.524 2 263.058 1 75.856 9 207.614 5 0.288 36 0.368 5 x = 12 313.276 3 238.929 3 130.254 7 263.711 6 79.049 0 215.604 2 0.299 8 0.363 7 x = 14 303.651 4 227.615 124.976 2 252.960 5 77.728 9 211.521 5 0.307 3 0.360 6 注:C11, C12, C44为理论计算出的弹性系数
下载: 导出CSV
表 4 TIG焊TA2/0Cr8Ni9焊缝中心EDS测试结果(原子分数,%)
Table 4 EDS results of weld center of TA2/0Cr18Ni9 GTAW
位置 Ti Fe Ni Cu V 1 30.57 36.07 21.45 5.44 6.47 2 27.36 39.69 18.92 6.31 7.72 3 43.04 21.92 20.58 9.21 5.26
下载: 导出CSV
-
[1] 刘世锋, 宋玺, 薛彤, 等. 钛合金及钛基复合材料在航空航天的应用和发展[J]. 航空材料学报, 2020, 40(3): 77 − 94. Liu Shifeng, Song Xi, Xue Tong, et al. Application and development of titanium alloy and titanium matrix composites in aerospace field[J]. Journal of Aeronautical Materials, 2020, 40(3): 77 − 94.
[2] Chu Q L, Zhang M, Li J H, et al. Experimental investigation of explosion-welded CP-Ti/Q345 bimetallic sheet filled with Cu/V based flux-cored wire[J]. Materials & Design, 2015, 67: 606 − 614.
[3] Chu Qiaoling, Zhang Min, Li Jihong, et al. Influence of vanadium filler on the properties of titanium and steel TIG welded joints[J]. Journal of Materials Processing Technology, 2017(240): 293 − 304.
[4] 张鹏贤, 李世龙. 铬、铌、钒金属粉末为过渡层的钛/钢电阻钎焊研究[J]. 热加工工艺, 2018, 47(21): 53 − 56. Zhang Pengxian, Li Shilong. Resistance brazing of titanium/steel using Cr, Nb, V metal powder as transition layer[J]. Hot Working Technology, 2018, 47(21): 53 − 56.
[5] 邓云华, 岳喜山, 李晓辉, 等. TC4钛合金/304不锈钢异种材料蜂窝结构钎焊工艺[J]. 焊接学报, 2019, 40(10): 148 − 155. Deng Yunhua, Yue Xishan, Li Xiaohui, et al. Brazing process of TC4 titanium/304 stainless steel dissimilar materials honeycomb sandwich structure[J]. Transactions of the China Welding Institution, 2019, 40(10): 148 − 155.
[6] 刘夫, 李士凯, 蒋鹏, 等. 钛/钢异种金属焊接技术的研究进展[J]. 材料开发与应用, 2020, 35(2): 67 − 74. Liu Fu, Li Shikai, Jiang Peng, et al. Development progress of welding technologies of titanium/steel dissimilar metal[J]. Development and Application of Materials, 2020, 35(2): 67 − 74.
[7] Zhao B, Jian D, Ma L, et al. Precipitation of intermetallic compounds in brazing of titanium and steel using brass filler[J]. Journal of Materials Processing Technology, 2020, 285: 116730. doi: 10.1016/j.jmatprotec.2020.116730
[8] Y Yeh J W, Chen S K, Lin S J, et al. Nanostructured high-entropy alloys with multiple principal elements: novel alloy design concepts and outcomes[J]. Advanced Engineering Materials, 2004, 6(5): 299 − 303. doi: 10.1002/adem.200300567
[9] 王兰馨, 姚山, 温斌. 第一性原理计算Fe含量对高熵合金AlFexTiCrZnCu力学性能的影响[J]. 材料导报, 2019, 33(S2): 356 − 359. Wang Lanxin, Yao Shan, Wen Bin. First-principle studies of AlFexTiCrZnCu high entropy alloys with the different mole fractions of Fe[J]. Materials Reports, 2019, 33(S2): 356 − 359.
[10] Yong Z, Yun J Z, Jun P L, et al. Solid-solution phase formation rules for multi-component alloys[J]. Advanced Engineering Materials, 2010, 10(6): 534 − 538.
[11] Yang X, Zhang Y. Prediction of high-entropy stabilized solid-solution in multi-component alloys[J]. Materials Chemistry & Physics, 2012, 132(2-3): 233 − 238.
[12] Guo S, Ng C, Lu J, et al. Effect of valence electron concentration on stability of fcc or bcc phase in high entropy alloys[J]. Journal of Applied Physics, 2011, 109(10): 645 − 647.
[13] 翟秋亚, 刘帅宾, 杨全虎, 等. Ta1/0Cr18Ni9薄板储能焊熔核高熵化机理[J]. 焊接学报, 2020, 41(8): 79 − 84. Zhai Qiuya, Liu Shuaibin, Yang Quanhu, et al. High entropy mechanism of nugget in Ta1/0Cr18Ni9 sheet energy storage welding[J]. Thansactions of the China Welding Institution, 2020, 41(8): 79 − 84.
[14] Takeuchi A, Inoue A. Classification of bulk metallic glasses by atomic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element[J]. Materials Transactions, 2005, 46(12): 2817 − 2829. doi: 10.2320/matertrans.46.2817
-
期刊类型引用(3)
1. 高成龙,李宪爽,徐祥久. 钛与钢异种材料焊接技术的研究进展. 电站辅机. 2024(01): 23-29 .  百度学术
百度学术
2. 刘自刚,徐睦忠,谭超,傅如斌,代锋先. 钛/钢异种金属熔化焊研究现状与展望. 材料导报. 2024(S2): 358-361 . 百度学术
3. 王俊恒,李锡伟,唐兴全,向强,蒋雪梅. TA2阵列式密集焊缝的TIG自动焊技术. 压力容器. 2022(02): 83-88 . 百度学术
其他类型引用(2)










计量
- 文章访问数: 420
- HTML全文浏览量: 21
- PDF下载量: 26
- 被引次数: 5
