
Microstructure and properties of Ag10CuZnSn-xIn-yCe low silver filler metal
-
摘要:
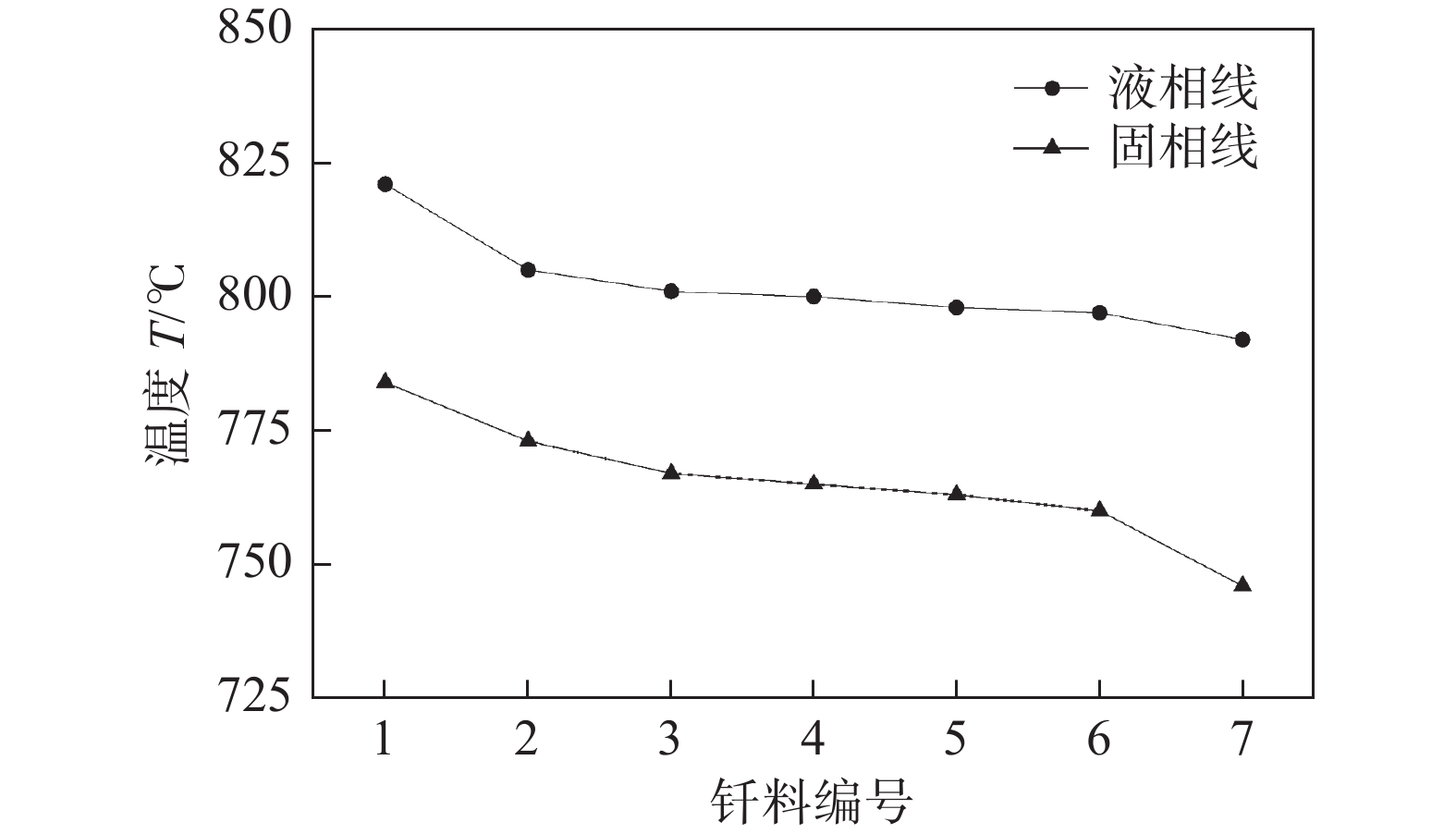
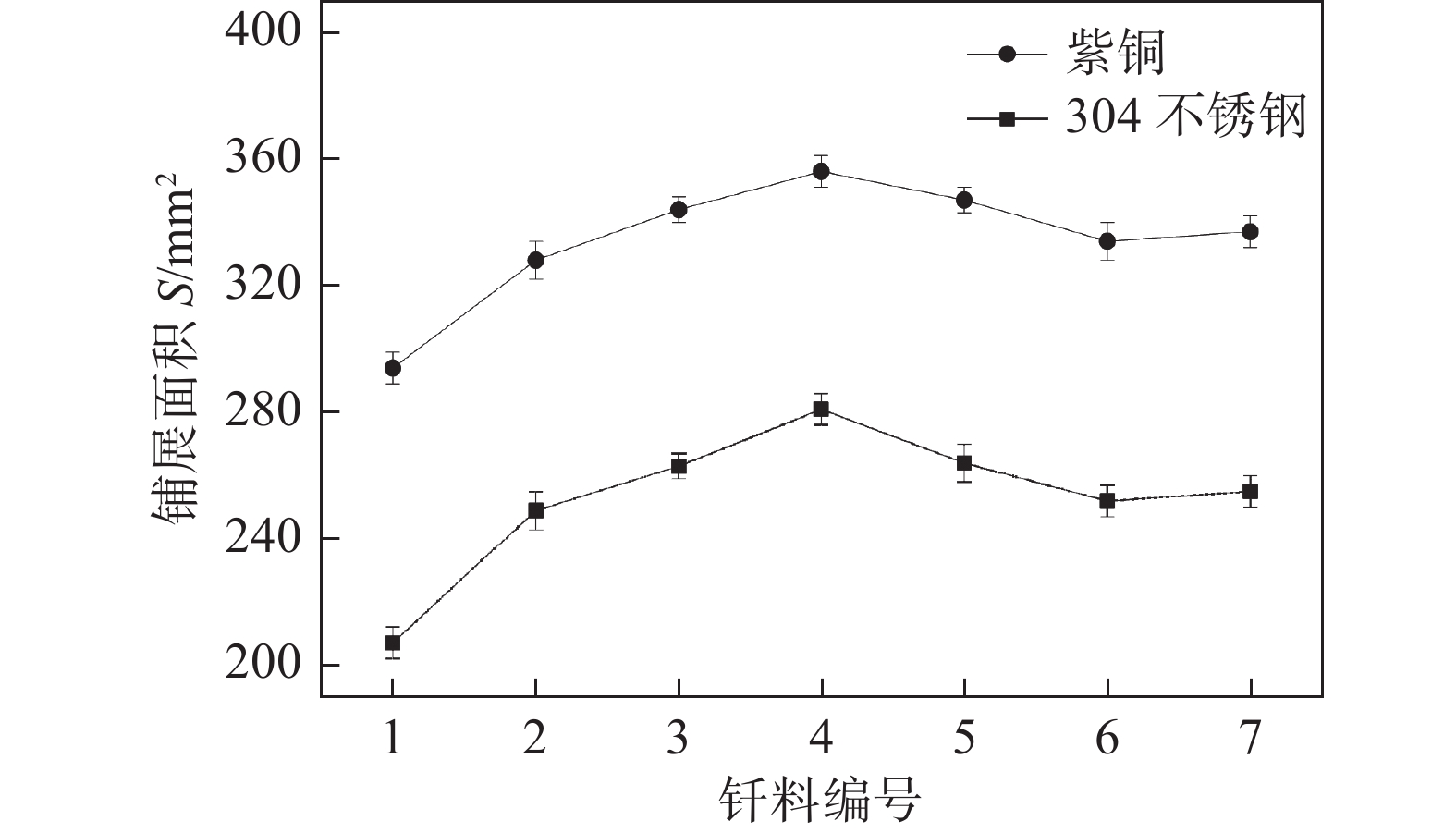
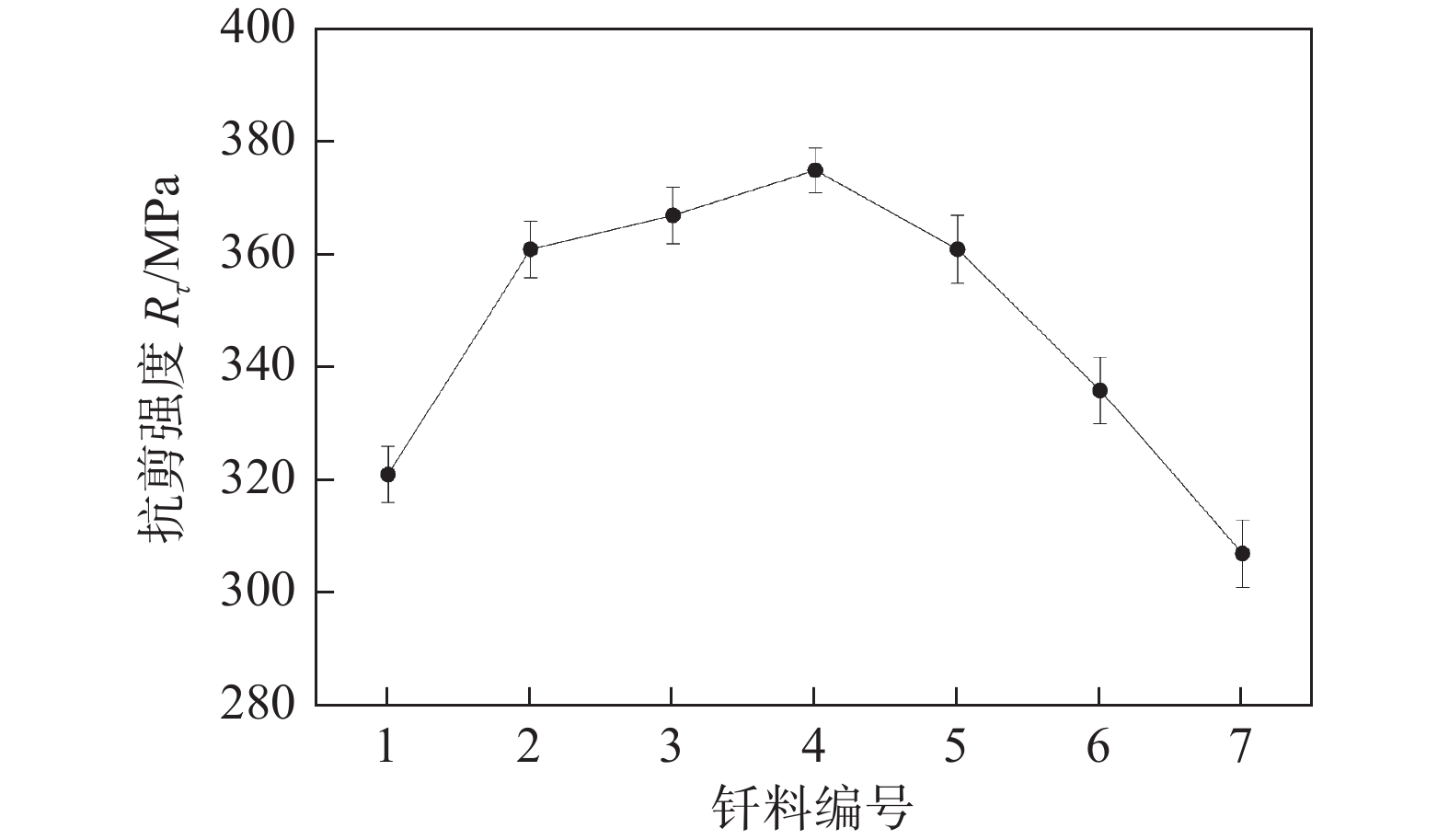
通过向Ag10CuZnSn低银钎料中添加微量的In元素和Ce元素,研究了In元素和Ce元素的复合添加对低银钎料的固相线温度液相线温度和铺展性能的影响,同时分析了两种合金元素对Ag10CuZnSn钎料的显微组织及钎焊接头力学性能的影响规律. 结果表明,微量In元素和Ce元素的添加可以显著地降低Ag10CuZnSn低银钎料的固相线和液相线温度,同时可以提高Ag10CuZnSn钎料在T2紫铜和304不锈钢基板上的铺展面积,当In元素和Ce元素的质量分数分别为1.5%和0.15%时,钎料在T2紫铜和304不锈钢上的铺展面积分别提升了21.1%和35.7%. In元素和Ce元素可以改善低银钎料的显微组织,当In元素和Ce元素的质量分数分别为1.5%和0.15%时,Ag10CuZnSn低银钎料显微组织的细化作用最为明显,此时304不锈钢钎焊接头的抗剪强度也达到最大值,为375 MPa. 然而,质量分数3%的In元素和质量分数0.5%的Ce元素会在Ag10CuZnSn钎料的显微组织中形成脆性的Ag-In-Sn金属间化合物相和Sn-Ce稀土相,钎焊接头的抗剪强度也有所降低.
Abstract:By adding trace elements of In and Ce into Ag10CuZnSn low-silver filler metal, the effects of the combined addition of In and Ce on the solidus and liquidus temperature and spreading performance of low-silver filler metal were studied, and the effects of two alloying elements on the microstructure of Ag10CuZnSn filler metal and the mechanical properties of brazed joint were analyzed. The results showed that the addition of trace elements of In and Ce could significantly reduce the solidus and liquidus temperature of Ag10CuZnSn low-silver filler metal, and also increase the spreading area of Ag10CuZnSn filler metal on T2 copper and 304 stainless steel base metals. When the contents of In and Ce were 1.5% and 0.15% respectively, the spreading areas of the filler metal on T2 copper and 304 stainless steel increased by 21.1% and 35.7% respectively. Besides, the In and Ce elements could refine the microstructure of the filler metals. When the contents of In and Ce elements were 1.5% and 0.15% respectively, the microstructure refinement of Ag10CuZnSn low silver filler metal was the most obvious, and at this time, the shear strength of 304 stainless steel brazed joint also achieved a maximum value of 375 MPa. However, 3% In and 0.5% Ce would form brittle Ag-In-Sn intermetallic compound phase and Sn-Ce rare earth phase in the microstructure of Ag10CuZnSn filler metal, and the shear strength of the brazed joint would be reduced.
-
0. 序言
焊接技术在设备制造和大型工程装备等多项领域具有广泛的应用,由于工作环境、焊接工艺和焊接技术等多方面的影响,焊接工件中难以避免存在一定的缺陷. 部分缺陷严重影响结构的焊接质量,使焊接后的工件无法达到应有的工作效能,在交变载荷下进而会发生裂纹疲劳扩展而导致严重工程事故. 因此,焊接工件的疲劳与断裂问题是结构安全性分析的重要研究内容.
在焊接结构裂纹萌生及扩展寿命预测方面,国内学者进行了探讨. 孙环等人[1]和李强等人[2]分别基于有限元法和边界元法进行焊接结构部件裂纹扩展模拟研究,分别给出结构件的疲劳裂纹扩展寿命以及建立新的裂纹扩展公式和扩展准则,并与试验结果进行对比分析. 闫小顺等人[3]基于疲劳裂纹扩展理论进行船舶焊接结构剩余寿命可靠性分析,预测不同时间下的可靠性指标变化规律,和一定存活率下的结构剩余疲劳寿命. 许乐等人[4]基于延性耗竭模型和有限元法研究P92钢焊接接头的蠕变损伤和裂纹扩展问题,研究表明材料性能不匹配将产生较大的材料拘束效应,进而加速结构损伤累积和裂纹扩展. 肖林等人[5]采用扩展有限元技术(XFEM)研究钢桁梁焊接结构的疲劳裂纹扩展寿命,黄如旭等人[6]采用基于Paris公式的有限元法进行焊接结构部件的有限元模拟,均获得了结构裂纹扩展寿命计算结果.
国外学者对焊接结构裂纹萌生及扩展寿命预测也进行了研究. Ramalho等人[7-8]完成T形结构的焊接模拟以及裂纹扩展分析,一些学者研究焊接参数、疲劳载荷和几何特征等因素对结构裂纹扩展和断裂力学性能的影响[9-12]. 试验研究方面包括焊接结构材料的疲劳裂纹扩展行为等内容[13-14],以及腐蚀环境[15]和材料数据概率特性[16]等因素的影响研究,其他方面包括基于蠕变损伤理论的焊接结构裂纹扩展模拟[17]等内容. 以上研究成果包括建立新的裂纹扩展模型/公式、发展新的疲劳损伤模型以及预测不同工作环境下的结构裂纹扩展寿命/扩展行为.
目前焊接结构的裂纹扩展行为分析主要包括单一材料中的有限元模拟、基于特定损伤模型的有限元分析和试验研究,但目前公开文献中尚未报导基于断裂力学理论的焊接结构跨材料裂纹扩展模拟工作. 因此,基于Abaqus、Zencrack及相应子程序,文中建立平板焊接结构的裂纹扩展模拟分析方法,实现初始裂纹由焊缝跨越母材的整个模拟过程,并研究焊缝和母材不同强度匹配对结构裂纹扩展路径和裂纹扩展寿命的影响.
1. 有限元模型
基于英国BS7910规范[18]中给出的含埋藏裂纹的典型焊接结构,文中建立平板焊接模型,结构的长度、宽度和厚度尺寸分别为100 mm、100 mm和10 mm. 平板上表面位置的焊缝宽度为19 mm;下表面位置的焊缝宽度为8 mm;焊缝的最大厚度尺寸为11.28 mm. 模型中包含圆形初始埋藏裂纹,初始裂纹位于平板厚度的中心位置、宽度的中心位置,距焊缝中心线的距离为5.5 mm. 如图1所示.
![]() 图 1 平板焊接结构的几何模型(1/2对称模型)(mm)Figure 1. Geometric model of welded plate structure (1/2 symmetric). (a) integral model; (b) section enlargement
图 1 平板焊接结构的几何模型(1/2对称模型)(mm)Figure 1. Geometric model of welded plate structure (1/2 symmetric). (a) integral model; (b) section enlargement根据模型和载荷的对称性,建立1/2对称有限元模型,如图2所示,有限元网格中约包含17 500个节点和15 300个一阶六面体单元,有限元网格中的最小单元尺寸为0.007 mm;最大单元尺寸为9 mm. 平板模型的端面施加均匀拉伸载荷,疲劳交变载荷的幅值为150 MPa,载荷比为0.
2. 裂纹扩展模拟方法
文中跨不同材料裂纹扩展计算的流程如图3所示. 流程图中包含建立Abaqus无裂纹有限元模型和Zencrack含裂纹有限元模型,其中分别基于USDFLD子程序和user_material_id子程序定义不同区域的材料特性.
由于需要计算裂纹前缘J积分,进而换算得到应力强度因子,因此裂纹前缘需要划分扇形网格,传统的方法并不能很好的定义焊缝和母材的材料特性. 因而联合采用Abaqus的USDFLD用户子程序以及Zencrack的user_material_id子程序定义焊缝和母材的不同材料特性,通过判断模型中积分点与交界线的相对位置,进而确定积分点的材料属性,如图4所示. 图4中的红色积分点具有母材的材料属性,蓝色积分点具有焊缝的材料属性.
3. 计算试验参数
为了研究焊缝和母材的不同材料特性对结构裂纹扩展的影响,文中选取英国BS7910规范[18]中给出的奥氏体不锈钢材料Paris裂纹扩展公式和相关参数,Paris裂纹扩展公式的形式如式(1)所示,为
$$ \frac{da}{dN}=A{\left(\mathrm{\Delta }K\right)}^{n} $$ (1) 式中:
$ da/dN $ 为裂纹扩展速率($ \mathrm{m}\mathrm{m}/\mathrm{c}\mathrm{y}\mathrm{c}\mathrm{l}\mathrm{e} $ ),$ \Delta K $ 为应力强度因子幅值($ \mathrm{M}\mathrm{P}\mathrm{a}\cdot \mathrm{m}{\mathrm{m}}^{0.5} $ ). A和n为焊缝材料的相关参数.文中考虑的母材材料的系数A值和指数n值分别为
$ 5.21\times {10}^{-13} $ (单位为mm·cycle−1·(MPa·mm0.5)−n)和3.00;焊缝的系数A和指数n的取值如表1所示,其中序号4A和4n均代表焊缝和母材具有相同的材料参数,即焊缝和母材等强匹配.表 1 Paris公式中焊缝材料参数的不同取值Table 1. Different parameter values in Paris formula for weld materials序号 材料参数A 序号 材料参数n 1A 1.30 × 10−12 1n 3.15 2A 8.68 × 10−13 2n 3.10 3A 6.51 × 10−13 3n 3.05 4A 5.21 × 10−13 4n 3.00 5A 4.17 × 10−13 5n 2.95 6A 3.13 × 10−13 6n 2.90 7A 2.08 × 10−13 7n 2.85 4. 计算结果及分析
4.1 有限元计算精度验证
由于文献或标准中并没有焊接结构跨材料裂纹扩展分析案例,因此基于同种材料(等强匹配)的有限元计算案例,对比文中和基于英国BS7910规范[18]的应力强度因子计算结果,以此验证文中有限元计算结果的准确性,规范中应力强度因子的计算公式如下
$$ {K}_{I}=Y\cdot \sigma \sqrt{{\text{π}} \cdot a}=M{f}_{w}{M}_{m}{\sigma }_{max}\sqrt{{\text{π}} \cdot a} $$ (2) 式中:
$ {K}_{I} $ 为$ I $ 型应力强度因子,系数$ M=1 $ ,$ {\sigma }_{max} $ 为远场拉伸应力,$ a $ 为裂纹尺寸,系数$ {M}_{m} $ 取自BS7910规范,$ {f}_{w} $ 的计算公式如式(3)所示. 即$$ {f}_{w}={\left\{\mathit{sec}\left[\left({\text{π}} c/W\right){\left(2a/\left(2a + 2p\right)\right)}^{0.5}\right]\right\}}^{0.5} $$ (3) 式中:
$ c $ 为长半轴尺寸,$ W $ 为试样宽度,$ p $ 为1/2试样厚度与$ a $ 值之差.基于有限元和规范的结果对比如图5所示,由图5可以看出,两者的相对误差较小,基于规范的计算结果略为保守. 以工程算法(规范)的计算结果为基准,两者相对误差的计算结果如图6所示. 由图6可以看出,两者相对误差的最大值小于8.6%,有限元计算结果准确性得以保证.
![]() 图 5 基于有限元和英国规范的结果对比Figure 5. Comparison results of finite element calculation and solution in the British standard
图 5 基于有限元和英国规范的结果对比Figure 5. Comparison results of finite element calculation and solution in the British standard![]() 图 6 基于有限元和英国规范计算结果的相对误差Figure 6. Relative errors between finite element calculation and solution obtained by the British standard
图 6 基于有限元和英国规范计算结果的相对误差Figure 6. Relative errors between finite element calculation and solution obtained by the British standard目前文献中仅有对接接头平板单一材料疲劳裂纹扩展试验结果. 为进一步验证文中有限元模拟方法的准确性,特对双轴载荷作用下对接接头平板疲劳裂纹扩展进行有限元模拟,并与文献中试验结果[19]进行对比分析,如图7所示. 对接接头平板的长度、宽度和厚度分别为630 mm、90 mm和35 mm,Y方向的集中力载荷FY = 75 kN,Z方向的集中力载荷FZ = 225 kN. 初始半圆形表面裂纹的半径a0 = 2.05 mm,位于母材区靠近熔合线处. 试验材质为HTS-A钢,由文献试验数据得到Paris公式的系数A和指数n分别为
$ 5.06\times {10}^{-12} $ (单位为$ \mathrm{m}\mathrm{m}\cdot {\mathrm{c}\mathrm{y}\mathrm{c}\mathrm{l}\mathrm{e}}^{-1}\cdot {(\mathrm{M}\mathrm{P}\mathrm{a}\cdot {\mathrm{m}\mathrm{m}}^{0.5})}^{-n} $ )和2.56.![]() 图 7 有限元计算与试验结果的对比Figure 7. Comparison between finite element calculations and experimental results. (a) finite element calculation results; (b) comparison chart
图 7 有限元计算与试验结果的对比Figure 7. Comparison between finite element calculations and experimental results. (a) finite element calculation results; (b) comparison chart由图7的有限元计算与试验结果对比可知,当裂纹深度a值由2.05 mm扩展至17.1 mm时,有限元计算和试验得到的循环数分别为19 100次和21 171次. 若以试验结果为基准,两者相对误差仅为−9.78%. 相比于裂纹深度方向,平板长度方向的裂纹扩展更明显. 有限元和试验获得的裂纹扩展形貌相似,有限元法的计算准确性再次得以保证.
4.2 裂纹扩展计算结果
对于裂纹半径为0.5 mm的平板结构,图8a ~ 图8g给出焊缝材料参数中不同A值对结构裂纹扩展性能的影响,其中图8a ~ 图8d为序号1A至4A,不同循环周次下的裂纹扩展形貌;图8d ~ 图8g为序号4A至7A下的计算结果.
![]() 图 8 焊缝材料参数对结构裂纹拓展性能的影响Figure 8. Influence of weld material parameters on crack propagation performance of structure. (a) 1A; (b) 2A; (c) 3A; (d) 4A; (e) 5A; (f) 6A; (g) 7A; (h) 1n; (i) 2n; (j) 3n; (k) 4n; (l) 5n; (m) 6n; (n) 7n
图 8 焊缝材料参数对结构裂纹拓展性能的影响Figure 8. Influence of weld material parameters on crack propagation performance of structure. (a) 1A; (b) 2A; (c) 3A; (d) 4A; (e) 5A; (f) 6A; (g) 7A; (h) 1n; (i) 2n; (j) 3n; (k) 4n; (l) 5n; (m) 6n; (n) 7n由图8a ~ 图8d可以看出,当裂纹由焊缝区域跨越至母材区域的过程中,随着焊缝和母材的材料参数值的差别逐渐增大(序号由1A至4A,
$ {A}_{\mathrm{焊}\mathrm{缝}}/{A}_{\mathrm{母}\mathrm{材}}= 1.0、1.25、1.67\mathrm{和}2.5 $ ),由于母材的A值相对较小,当裂纹前缘扩展至母材区域时,其扩展速率逐渐变慢,裂纹形状逐渐由圆形向扁平状过渡. 由图8d ~ 图8g可见,当序号由4A至7A变化时,即$ {A}_{\mathrm{焊}\mathrm{缝}}/{A}_{\mathrm{母}\mathrm{材}}=1.0、0.8、0.6\mathrm{和}0.4 $ ,由于母材的A值相对较大,当裂纹前缘扩展至母材区域时,其扩展速率逐渐变快,裂纹形状逐渐由圆形向椭圆形过渡.图8h ~ 图8n给出焊缝材料参数中不同n值对结构裂纹扩展性能的影响,其中图8h ~ 图8k为序号1n至4n,不同循环周次下的裂纹扩展形貌;图8k ~ 图8n为序号4n至7n下的计算结果. 相比于图8a ~ 图8g的讨论内容,由图8h ~ 图8n可以得出相似的结论:随着焊缝材料参数n值逐渐大于母材的值,当裂纹扩展至母材区域时,其裂纹扩展速率逐渐变慢;相反地,当焊缝参数小于母材的值时,当裂纹扩展至母材区域时,其裂纹扩展速率逐渐变快.
由此可见,文中可实现裂纹由焊缝跨越至母材的模拟过程,并体现出不同材料参数下对裂纹前缘扩展速率的影响,可用于预测焊接结构的跨不同材料的裂纹扩展行为.
不同循环周次下的裂纹扩展量曲线列于图9,其中图9a是焊缝不同材料参数
$ A $ 下的计算结果;图9b是焊缝不同材料参数n下的计算结果. 由于点1和点2可以代表裂纹扩展过程中焊缝和母材的特征位置,因此文中选择此两点的计算结果予以对比分析.![]() 图 9 不同循环周次下的裂纹扩展量Figure 9. Calculation results of crack size under different cycles. (a) influence of material parameter A; (b) influence of material parameter n
图 9 不同循环周次下的裂纹扩展量Figure 9. Calculation results of crack size under different cycles. (a) influence of material parameter A; (b) influence of material parameter n由图9a可以看出,随着焊缝材料参数
$ A $ 值逐渐减小,结构裂纹扩展寿命逐渐增大,裂纹前缘点1和点2出现明显差别所需的循环周次越长. 对于1A至7A计算试验条件,当裂纹扩展量达到1.5 mm时,以点1的计算结果为基准,点1和点2裂纹扩展寿命的相对差异分别为20.7%、11.8%、5.4%、0.1%、−4.4%、−7.4%、−12.3%.对于材料参数n的影响,类似的结论可由图9b中的计算结果得到. 对于1n至7n计算试验条件,当裂纹扩展量达到1.5 mm时,以点1的计算结果为基准,点1和点2裂纹扩展寿命的相对差异分别为20.0%、10.7%、4.9%、0.1%、−5.1%、−8.0%、−10.8%.
不同裂纹扩展量下的应力强度因子计算结果列于图10,其中图10a是焊缝不同材料参数A下的计算结果. 图10b是焊缝不同材料参数n下的计算结果. 由图10a可以看出,当圆形埋藏裂纹的部分前缘扩展至不连续材料交界线时,裂纹前缘点1和点2位置应力强度因子的计算结果出现显著变化,此时部分裂纹前缘将由焊缝跨越至母材区域,随着裂纹扩展尺寸的逐渐增大,两点之间的差异越大. 这是由于焊缝和母材具有不同的裂纹扩展材料特性,点1和点2的裂纹扩展速率不同,进而产生不同的裂纹尺寸导致的. 对于1A至7A计算试验条件,当裂纹扩展量达到1.5 mm时,以点1的计算结果为基准,点1和点2应力强度因子的相对差异分别为22.9%、11.4%、5.6%、0.1%、−3.8%、−9.7%、−13.8%.
![]() 图 10 不同裂纹扩展量下的应力强度因子Figure 10. Calculation results of stress intensity factor under different crack sizes. (a) influence of material parameter A; (b) influence of material parameter n
图 10 不同裂纹扩展量下的应力强度因子Figure 10. Calculation results of stress intensity factor under different crack sizes. (a) influence of material parameter A; (b) influence of material parameter n对于材料参数n的影响,类似的结论可由图10b中的计算结果得到. 对于1n至7n计算试验条件,当裂纹扩展量达到1.5 mm时,以点1的计算结果为基准,点1和点2应力强度因子的相对差异分别为20.4%、12.7%、7.4%、0.1%、−4.3%、−10.1%、−12.8%. 由计算结果可知,相比于其他计算试验条件,序号1n和7n应力强度因子计算结果的相对差异较大,进而导致裂纹扩展速率以及裂纹扩展寿命的显著差异(图9b).
5. 结论
(1)对于Paris公式的
$ A $ 和$ n $ 值,随着焊缝材料参数逐渐大于母材的值,母材区域的裂纹扩展相对速率逐渐减小,裂纹形状逐渐由圆形向椭圆形过渡,并且长短轴的比例相差较大;相反地,当焊缝参数小于母材的值时,母材区域的裂纹扩展相对速率逐渐增大,裂纹形状逐渐变成椭圆形,相对而言,长短轴的比例相差较小;(2)当圆形埋藏裂纹的部分前缘扩展至不连续材料交界线时,裂纹前缘应力强度因子的计算结果出现显著的变化,此时部分裂纹前缘将由焊缝跨越至母材区域. 随着裂纹扩展尺寸的逐渐增大,焊缝和母材中的典型位置1点和2点之间的差异越大;
(3)文中实现了裂纹由焊缝跨越至母材的模拟过程,并定量描述了不同材料参数对裂纹前缘扩展速率的影响,为解决焊接结构的跨不同材料疲劳裂纹扩展预测难题提供了有效途径.
-
![]()
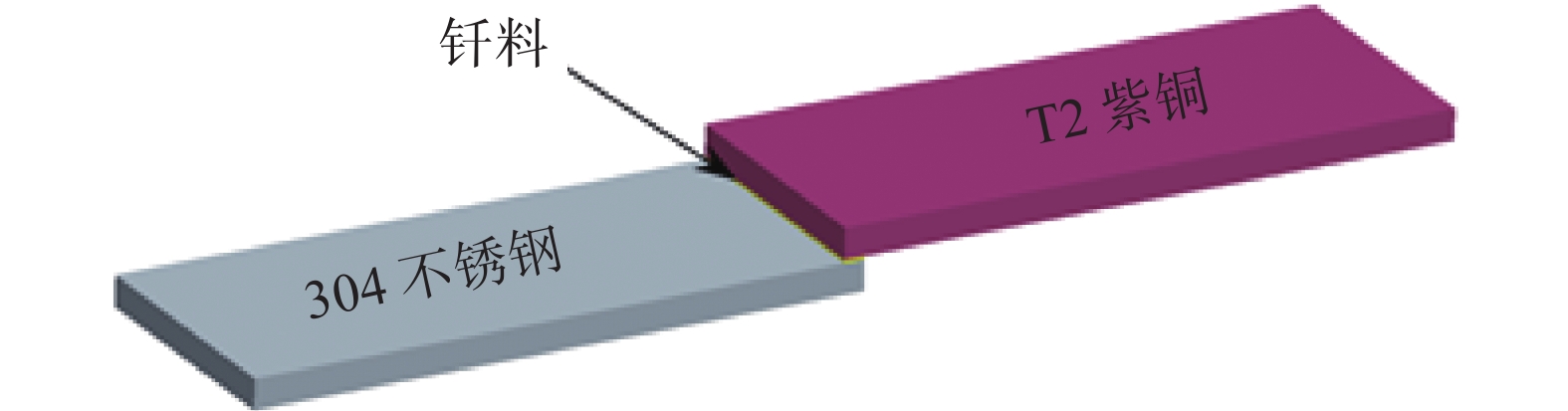
图 1 T2紫铜/304不锈钢钎焊接头示意图
Figure 1. Schematic diagram of copper/stainless steel brazed joint
![]()
图 2 Ag10CuZnSn-xIn-yCe低银钎料的固液相线温度
Figure 2. The solidus and liquidus temperatures of Ag10CuZnSn-xIn-yCe low-silver filler metals
![]()
图 3 Ag10CuZnSn-xIn-yCe低银钎料的铺展面积
Figure 3. Spreading areas of Ag10CuZnSn-xIn-yCe low-silver filler metals
![]()
图 4 Ag10CuZnSn-xIn-yCe低银钎料的SEM图片
Figure 4. SEM images of Ag10CuZnSn-xIn-yCe low-silver filler metals. (a) Ag10CuZnSn filler metal; (b) Ag10CuZnSn-1In-0.05Ce filler metal; (c) Ag10CuZnSn-1.5In-0.05Ce filler metal; (d) Ag10CuZnSn-1.5In-0.15Ce filler metal; (e) Ag10CuZnSn-1.5In-0.15Ce filler metal(high magnification); (f) Ag10CuZnSn-1.5In-0.3Ce filler metal; (g) Ag10CuZnSn-1.5In-0.5Ce filler metal; (h) Ag10CuZnSn-3In-0.5Ce filler metal; (i) Ag10CuZnSn-3In-0.5Ce filler metal (high magnification)
![]()
图 5 Ag10CuZnSn-3In-0.5Ce低银钎料显微组织的元素分布
Figure 5. Elemental distribution images of microstructure of Ag10CuZnSn-3In-0.5Ce filler metal. (a) Ag element; (b) Cu element; (c) Zn element; (d) Sn element; (e) In element; (f) Ce element
![]()
图 6 Ag10CuZnSn-xIn-yCe钎焊接头的抗剪强度
Figure 6. Shear strength of stainless steel joints using Ag10CuZnSn-xIn-yCe filler metals
![]()
图 7 Ag10CuZnSn-3In-0.5Ce钎焊接头的显微组织及其元素分布
Figure 7. SEM images of brazed joint using Ag10CuZnSn-3In-0.5Ce filler metal. (a) SEM image of brazed joint; (b) Ag element; (c) Cu element; (d) Zn element; (e) Sn element; (f) In element; (g) Ce element
表 1 各低银钎料试样的化学成分(质量分数,%)
Table 1 Chemical compositions of low-silver filler metals
编号 Ag Zn Sn In Ce Cu 1 10 40.16 1.5 0 0 余量 2 10 39.85 1.5 1.0 0.05 余量 3 10 39.21 1.5 1.5 0.05 余量 4 10 39.15 1.5 1.5 0.15 余量 5 10 39.07 1.5 1.5 0.30 余量 6 10 38.96 1.5 1.5 0.50 余量 7 10 38.18 1.5 3.0 0.50 余量  下载: 导出CSV
下载: 导出CSV
表 2 图4中A ~ E点的能谱分析(质量分数,%)
Table 2 Chemical compositions of EDS of points A ~ E in Fig.4
位置 Ag Cu Zn Sn In Ce A 27.57 36.44 31.63 1.94 2.36 0.06 B 4.28 55.91 38.81 0.41 0.52 0.07 C 9.61 31.15 4.95 29.37 0.23 24.69 D 11.53 44.33 33.70 2.17 8.23 0.04 E 8.71 29.20 5.84 30.14 0.38 25.73
下载: 导出CSV
表 3 T2紫铜/304不锈钢钎焊接头抗剪强度试验结果
Table 3 Shear strength of T2 copper/304 stainless steel joints using Ag10CuZnSn-xIn-yCe filler metals
钎料编号 抗剪强度 Rτ/MPa 1 285 2 287 3 291 4 292 5 289 6 289 7 288
下载: 导出CSV
-
[1] Ba J, Ji X, Wang B, et al. Microstructure design of C/C composites through electrochemical corrosion for brazing to Nb[J]. Journal of Materials Science & Technology, 2022, 104(9): 33 − 40.
[2] Yan Y T, Liu B S, Xu T X, et al. Realizing the air brazing of ZrO2 ceramics through Al metal[J]. Journal of Materiomics, 2022, 8(3): 662 − 668. doi: 10.1016/j.jmat.2021.11.006
[3] Roy R K, Ghosh M. Advancement of brazing filler alloy: an overview[J]. Joining Processes for Dissimilar and Advanced Materials, 2022: 553-579.
[4] Esmati K, Omidvar H, Jelokhani J, et al. Study on the microstructure and mechanical properties of diffusion brazing joint of C17200 copper beryllium alloy[J]. Materials & Design, 2014, 53: 766 − 773.
[5] Official Journal of the European Union. The restriction of the use of certain hazardous substances in electrical and electronic equipment: directive 2002/96/ECof the european parliament and of the council of 27 january 2003[R]. 2003.
[6] Matsu K, Shi K, Kishimoto T, et al. Brazing of cemented carbide with low silver content brazing filler metal[J]. DVS-Berichte, 2022(TN.381): 169 − 174.
[7] 余丁坤, 薛鹏, 陈融, 等. 低银BAg10CuZnSnInNd钎料组织与性能[J]. 焊接学报, 2023, 44(4): 93 − 97. Yu D K, Xue P, Chen R, et al. Microstructure and property of low silver BAg10CuZnSnInNd filler metal[J]. Transactions of the China Welding Institution, 2023, 44(4): 93 − 97.
[8] Sisamouth L, Hamdi M, Ariga T. Investigation of gap filling ability of Ag–Cu–In brazing filler metals[J]. Journal of Alloys and Compounds, 2010, 504(2): 325 − 329. doi: 10.1016/j.jallcom.2010.05.129
[9] Zhang L. Filler metals, brazing processing and reliability for diamond tools brazing: a review[J]. Journal of Manufacturing Processes, 2021, 66: 651 − 668. doi: 10.1016/j.jmapro.2021.04.015
[10] 中国国家标准化管理委员会. 钎料润湿性试验方法: GB/T 11364-2008[S]. 北京: 中国标准出版社, 2008. Standardization Administration of the People's Republic of China. Test method of wettability for brazing filler metals: GB/T 11364-2008[S]. Beijing: Standards Press of China, 2008.
[11] 中国国家标准化管理委员会. 钎焊接头强度试验方法: GB/T 11363-2008[S]. 北京: 中国标准出版社, 2008. Standardization Administration of the People's Republic of China. Test method of the strength for brazed and soldered joint: GB/T 11363-2008 [S]. Beijing: Standards Press of China, 2008.
[12] 赖忠民. Ga/In 与稀土 Ce 对 Ag30CuZnSn 钎料显微组织及钎焊接头性能影响的研究[D]. 南京: 南京航空航天大学, 2011. Lai Zhongmin. Effects of Ga/In and rare earth Ce on microstructures and properties of brazed joint of Ag30CuZnSn filler metal[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2011.
[13] 马超力, 薛松柏, 王博, 等. BAg17CuZnSn-xCe钎料组织及性能分析[J]. 焊接学报, 2018, 39(8): 6 − 46. Ma Chaoli, Xue Songbai, Wang Bo, et al. Study on microstructure and properties of BAg17CuZnSn-xCe filler metals[J]. Transactions of the China Welding Institution, 2018, 39(8): 6 − 46.
[14] Cao J, Zhang L X, Wang H Q, et al. Effect of silver content on microstructure and properties of brass/steel induction brazing joint using Ag-Cu-Zn-Sn filler metal[J]. Journal of Materials Science & Technology, 2011, 27(4): 377 − 381.
[15] Yin X H, Ma Q S, Cui B, et al. Current review on the research status of cemented carbide brazing: filler materials and mechanical properties[J]. Metals and Materials International, 2021, 27(4): 571 − 583. doi: 10.1007/s12540-020-00608-w
-
期刊类型引用(4)
1. 李雅侠,王鑫,李百慧,张丽,张静. 发夹式换热器壳程流体传热特性及多目标优化. 北京化工大学学报(自然科学版). 2025(02): 26-33 .  百度学术
百度学术
2. 何兴旺,曹阳. 基于改进仿射神经网络的撒砂装置可靠性优化设计方法. 机车车辆工艺. 2025(02): 1-8 . 百度学术
3. 刘帅,丁宁. 探析轻量化材料连接工艺. 铝加工. 2024(04): 3-11 . 百度学术
4. 叶贵根,孟康. 聚能射孔弹粉末药型罩本构参数反演研究. 实验技术与管理. 2024(09): 92-100 . 百度学术
其他类型引用(2)








































计量
- 文章访问数: 104
- HTML全文浏览量: 20
- PDF下载量: 24
- 被引次数: 6
