
Study on microstructure and mechanical properties of 6061 aluminum alloy prepared by oscillating laser-arc hybrid welding
-
摘要:
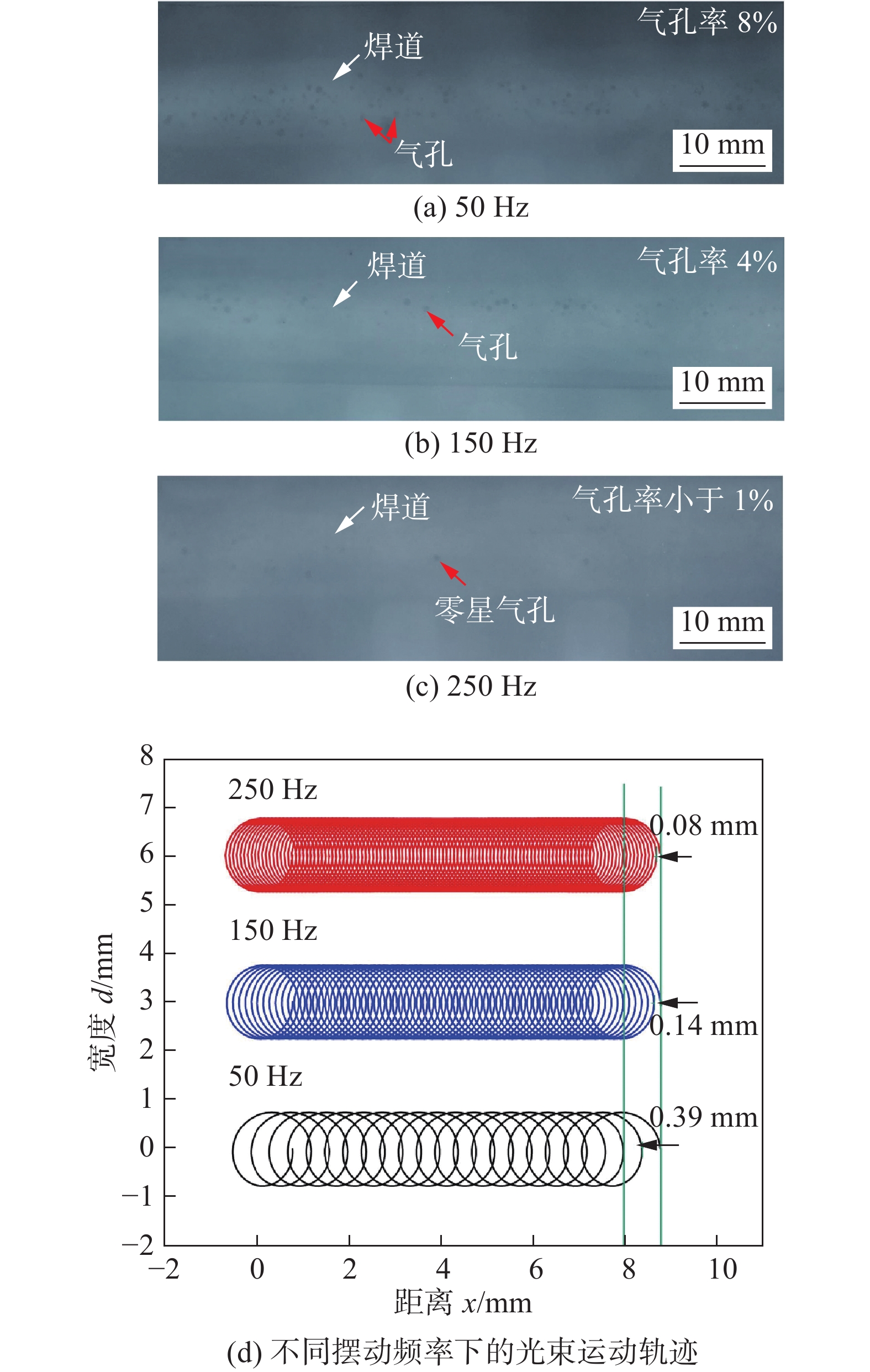
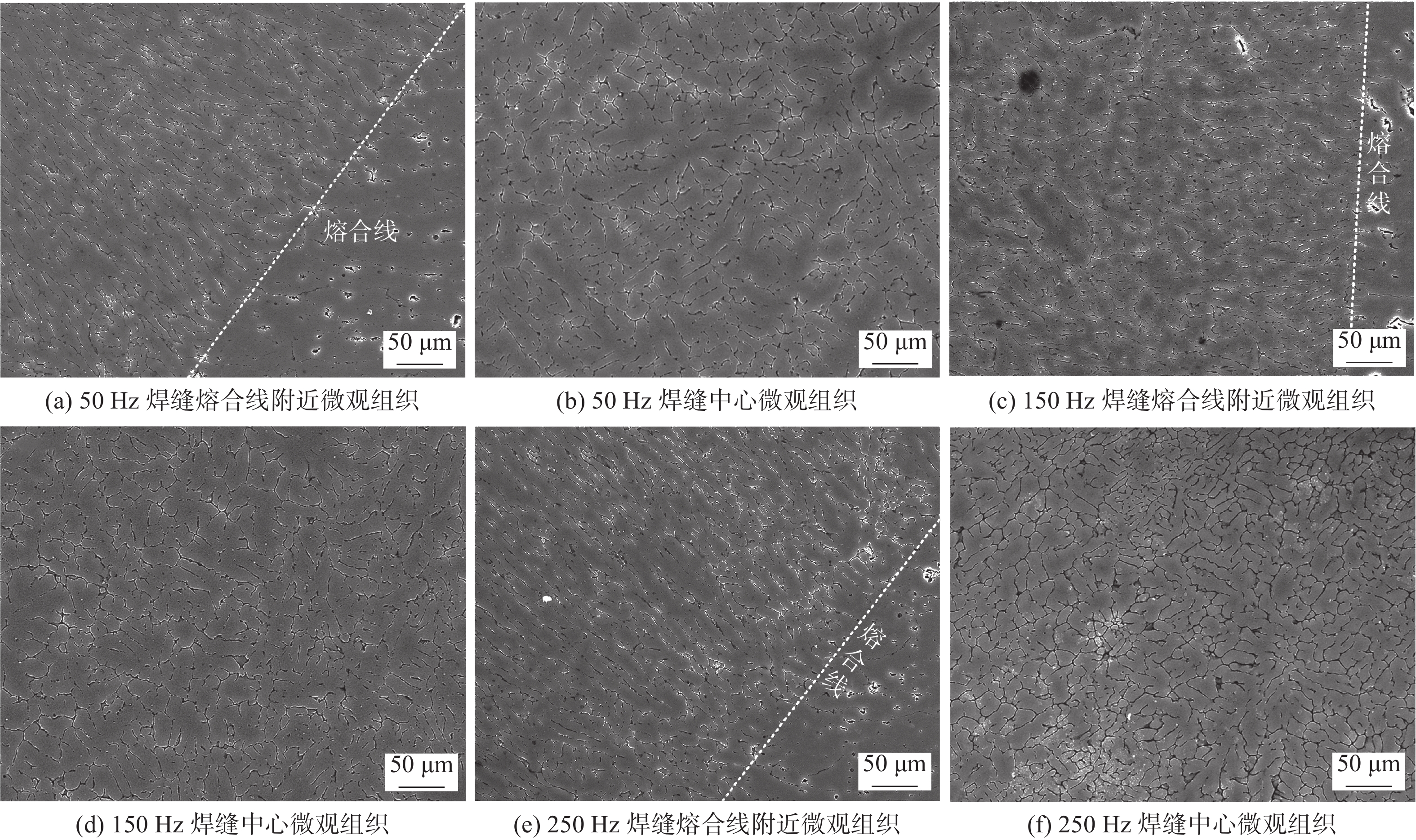
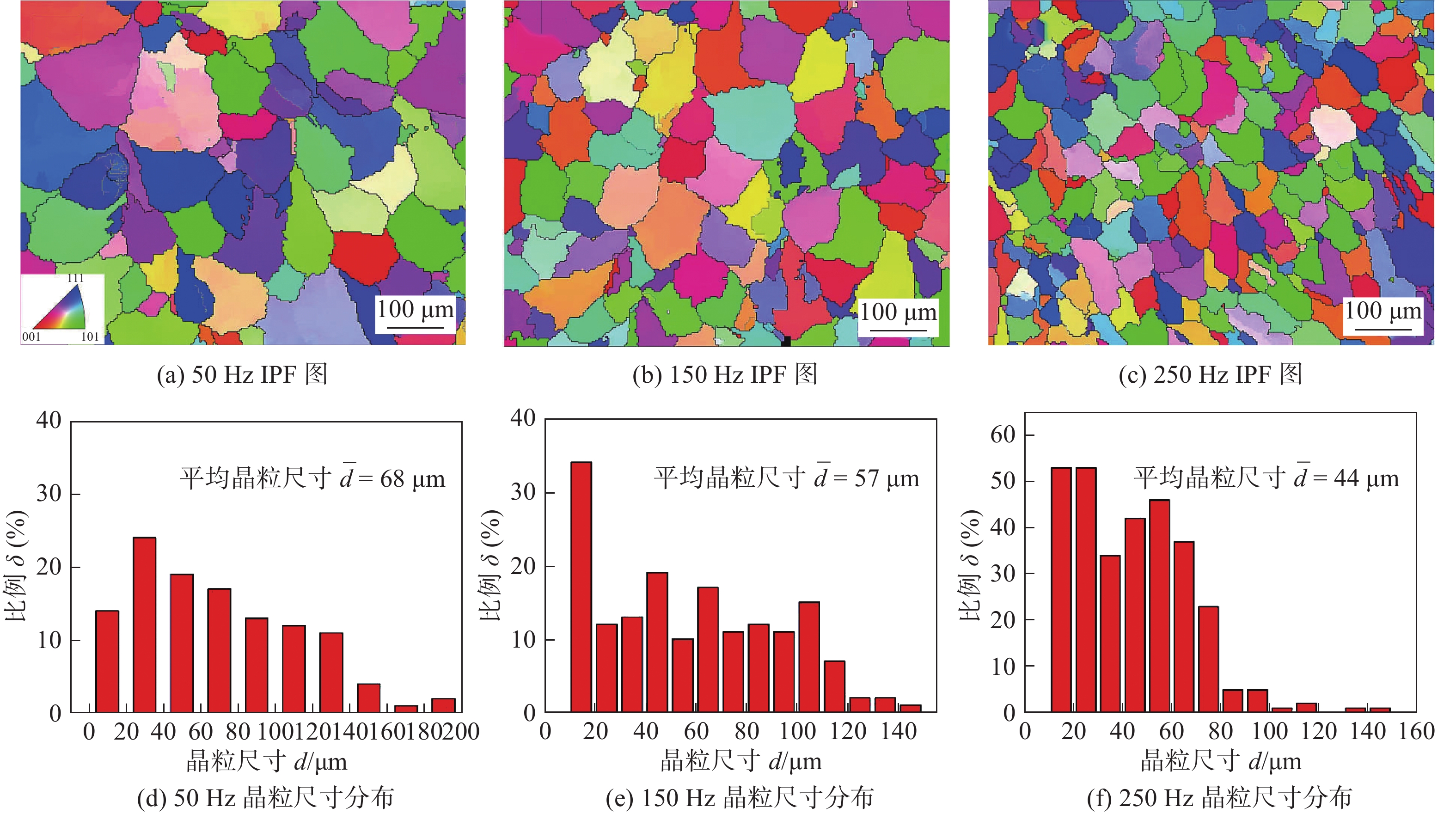
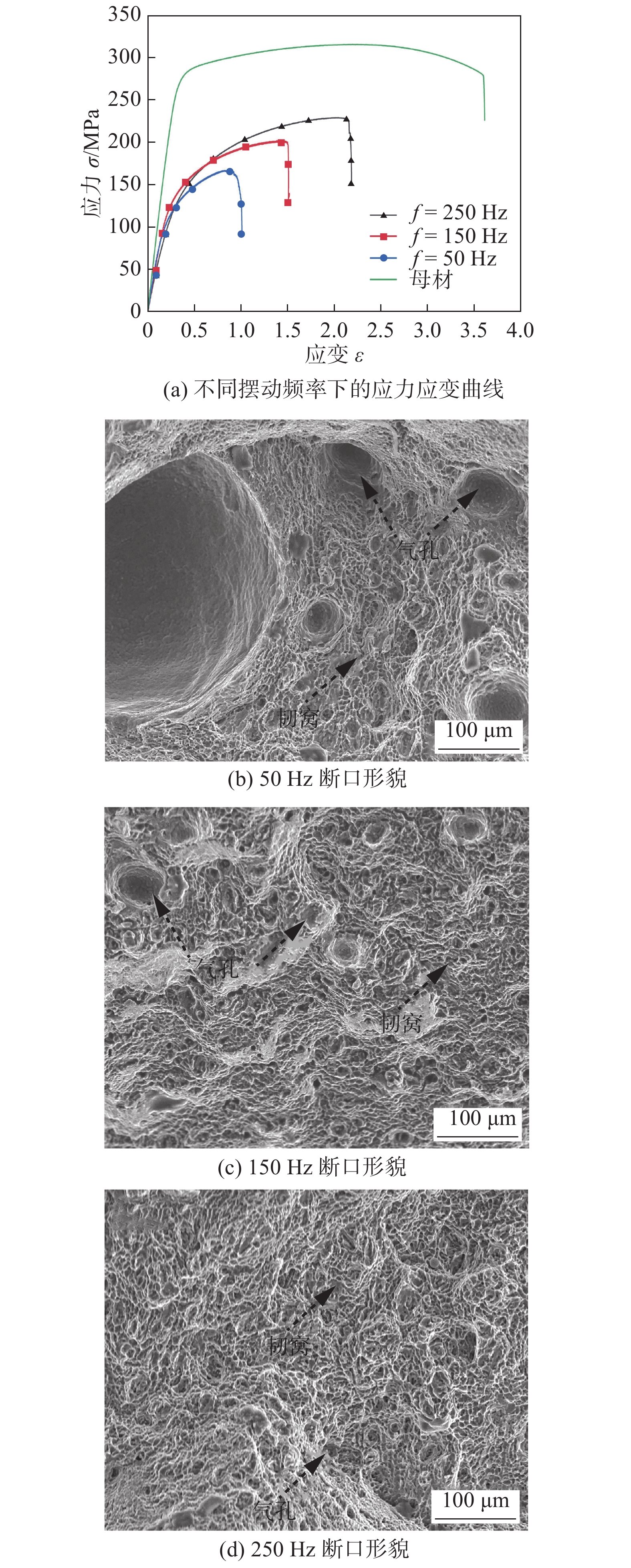
对高铁6 mm的6061铝合金进行激光摆动-电弧锁底对接焊,以焊缝熔深与气孔率为指标,借助扫描电子显微镜 (scanning election microscope, SEM),电子背散射衍射(electron backscatter diffraction, EBSD)等表征手段分析了摆动频率对焊缝微观组织与力学性能的影响规律. 结果表明,当摆动频率升高为250 Hz时,焊缝气孔率降至1%以下,靠近熔合线附近的焊缝区域主要由柱状枝晶组成,而焊缝中心电弧区域主要由等轴枝晶组成,激光摆动频率变化会影响单位周期内光束前进距离,进而影响光束对熔池后方的搅拌能力强弱,随着激光摆动频率的增大,熔池的搅拌作用效果增强,焊缝中心等轴枝晶细化程度明显,晶粒尺寸由68 μm降至44 μm. 当摆动频率为250 Hz时,接头的抗拉强度达到最大为229 MPa, 约为母材强度的73%,焊缝气孔率的降低和焊缝中心细化的枝晶组织为接头强度提高提供了有利条件.
-
关键词:
- 激光摆动-电弧复合焊 /
- 摆动频率 /
- 气孔率 /
- 微观组织 /
- 力学性能
Abstract:The oscillating laser-arc welding was carried out on the 6mm thick 6061 aluminum alloy locked bottom butt joint commonly used for the roof of high-speed rail, and the effect of oscillating frequency on the microstructure and mechanical properties of the weld was systematically studied based on SEM, EBSD and other characterization methods together with the penetration and porosity of the weld as indicators. The results showed that the porosity of the joint was reduced to less than 1% when the oscillating frequency sharply increased to 250 Hz. The weld area near the fusion line was primarily arranged with columnar dendritic structures, while the central arc region of the weld was chiefly composed of equiaxed dendritic structures. Laser oscillating frequency could affect the beam advance distance in per unit cycle, which posed a significant impact on the stirring action of laser beam behind the molten pool. With the increase of the oscillating frequency, the stirring effect of the molten pool was enhanced, which effectively refined the central equiaxed structures and dropped the dendrite sizes from 68 μm to 44 μm. The tensile strength reached their maximum value at the oscillating frequency of 250 Hz, with a maximum tensile strength of 229 MPa, which was about 73% of that of the base metal. Both the reduction of the porosity and the refined dendrites structures of the weld largely created favorable conditions for the improved tensile strength.
-
0. 序言
作为一种高熔点金属和稀有金属材料,铌在钢铁工业、航空航天、超导材料产业等先进材料应用领域占有重要的地位. 一些含铌化合物、铌合金及纯铌具有较高的超导转变温度,因此被广泛应用于多种工业超导器件的制造,例如超导发电机、加速器磁体、超导储能装置及磁共振成像设备等. 体材料纯铌由于同时具备高临界温度、高临界磁场和低表面电阻的特点,而成为加速器射频超导腔的首选材料[1-2].
加速器超导腔对其表面形态和性能的要求较高,焊缝质量直接影响着整个器件的性能和稳定性,这使高纯铌的焊接成为了一个技术难点. Kuchnir等人[3]将高纯铌管穿过不锈钢板,并采用TIG焊方法进行异种材料焊接,结果表明纯铌在400 ℃以上会迅速吸收氧气,从而丧失其在超导腔中至关重要的纯度特性. 在高真空下进行的电子束焊接,可有效地避免纯铌在焊接过程中的纯度降低. 张弘宇等人[4]分别进行了纯铌板的电子束平焊的工艺研究,得到了可行的电子束焊接参数.
焊接熔池的流动行为对焊缝成形有着很大的影响,尤其是对高能束焊接等熔池流动较为剧烈的焊接方式,所以电子束焊接的熔池动力学研究有着重要意义. 刘成财[5-6]、罗怡[7]、房玉超[8]等人分别进行了铝合金、镁合金等材料的电子束焊接熔池形态的研究,分析了熔池的传质和匙孔演变过程. Yang等人[9]对铝合金环焊缝的熔池动力学进行了研究,并考虑了重力方向改变对熔池流动的影响. 房玉超等人[10]对纯铌板的电子束横焊工艺进行了研究,并对热源后方的熔池形态进行了数学建模和计算.
针对电子束扫描焊的研究发现[11-13],电子束的扫描摆动可以显著改变熔池存在形态和凝固特性,并影响焊接成形和焊缝的微观组织形貌. 以下两个原因使得电子束扫描横焊的熔池的流动更为复杂:重力方向的改变打破了熔池两侧的受力对称性;扫描电子束热源以较快的速度移动且方向时刻改变.
采用试验和数值计算方法对电子束扫描横焊薄铌板的熔池形态和凝固后熔合区形貌进行观察和研究. 对熔池内金属的流动进行了分析,以研究焊缝在横焊条件下的熔池驱动力作用规律和熔池动力学特性.
1. 试验和数学模型
1.1 焊接试验
模拟采用了3 mm厚的纯铌板和六种不同的焊接参数,并进行了试验验证,焊接参数见表1. 电子束的束斑直径为0.5 mm,加速电压为60 kV,并调节不同的焊接电流和焊接速度. 电子束扫描采用与焊接方向垂直线扫描方式,电子束中心点的实际移动路径为一条正弦曲线. 扫描宽度为1.5 mm,扫描频率40 Hz,电子束工作距离为200 mm.
表 1 试验和模拟中采用的焊接参数Table 1. Welding parameters used in the experiment and the simulation参数 加速电压UA/kV 束流Ib/mA 焊接速度v/(mm·s−1) A 60 30 8 B 60 40 8 C 60 50 8 D 60 45 6 E 60 55 6 F 60 60 10 1.2 物理模型
电子束横焊模拟计算区域的模型示意如图1所示,计算采用的网格尺寸为0.2 mm,使用的材料物理性质参数[14-16]见表2.
表 2 模拟中使用的纯铌材料物理性能参数Table 2. Material properties used in the simulations (pure niobium)原子序数
Z密度
ρl/(kg·m−3)热导率
κ/(W·m−1·K−1)比热容
CP/(J·kg−1·K−1)熔化潜热
ΔHf/(kJ·kg−1)蒸发潜热
ΔHv/(kJ·kg−1)熔点
Ts/K沸点
Tb/K41 7 690 54.1 268 284 7 341 2 750 5 017 1.3 控制方程
在模拟过程中,求解Navier-Stokes,动量守恒方程、能量守恒方程及VOF等方程,熔池内的液态金属被假设为牛顿不可压缩流体.
连续性方程
$$ \nabla \cdot {\mathop U\limits^ \rightharpoonup}=0 $$ (1) 式中:
$ {\mathop U\limits^ \rightharpoonup} $ 为三维速度矢量.动量守恒方程
$$ {\rm{\rho}}\frac{\partial {\mathop U\limits^ \rightharpoonup}}{\partial t}+{\rm{\rho}}\left({\mathop U\limits^ \rightharpoonup}\cdot \nabla \right){\mathop U\limits^ \rightharpoonup}=-\nabla p+{\nabla }^{2}{\mathop U\limits^ \rightharpoonup}+{f}_{\rm b} $$ (2) 式中:
$ {\rm{\rho}} $ 为液体密度;p为压强;$ {f}_{\rm b} $ 为体积力,其中包含重力.能量守恒方程
$$ {\rm{\rho}}\frac{\partial H}{\partial t}+{\rm{\rho}}\left({\mathop U\limits^ \rightharpoonup}\cdot \nabla \right)H=\nabla \cdot \left(\kappa \nabla {{T}}\right) $$ (3) 式中:κ为材料的导热系数;H为焓值,可由下列方程得出
$$ H={C}_{\rm{p}}{{T}}+{{\beta}}\Delta {H}_{\rm f} $$ (4) 式中:
$ {C}_{\rm{p}} $ 为材料的比热容;$ \Delta {H}_{\rm f} $ 为熔化潜热;β由下面的公式求出$$ \beta =\left\{\begin{aligned}&0,\qquad\qquad T < {{{T}}}_{\rm{s}}\\ &\dfrac{T-{{{T}}}_{\rm{s}}}{{{{T}}}_{\rm{l}}{-{{T}}}_{\rm{s}}},\quad {{{T}}}_{\rm{s}} < T < {{{T}}}_{\rm{l}}\\ &1,\qquad\qquad T >{{{T}}}_{\rm{l}}\end{aligned}\right. $$ (5) VOF方程
$$ \frac{\partial F}{\partial t}+\left({\mathop U\limits^ \rightharpoonup}\cdot \nabla \right)F=0 $$ (6) 式中:F为三维体单元中的液体体积分数.
1.4 边界条件
1.4.1 电子束热效应模型
模拟中的热流密度边界条件,即热源模型,采用电子束能量吸收和背散射模型进行计算. 计算中考虑了电子与材料表面的物理作用实质,即电子的移动、撞击表面、能量吸收与背散射作用,同时实现热源模型与熔池自由界面耦合,满足进行电子束焊熔池动力学研究的要求.
电子束的总能量被离散化分割成一定数量的能量单元,以模拟电子的随机性. 电子在束流聚焦面上的空间位置(xi,yi)分布服从二维高斯分布,可由式(7)给出,即
$$\left\{ {\begin{aligned} &{{x_i} \sim N\left( {0,{\rm{\sigma }}_{\rm{\phi}} ^2} \right)}\\ &{{y_i} \sim N\left( {0,{\rm{\sigma }}_{\rm{\phi}} ^2} \right)} \end{aligned}} \right.$$ (7) 式中:
$ {{\sigma }}_{\rm{\phi}} $ 为总体标准差,是与电子束束斑直径$ {{\phi}}$ 相关的常数.由于电子束的扫描作用,电子束的位置随时间周期性变化. 对于任意的能量单元i,其三维初始坐标
$ {m}_{i} $ 及初始移动方向$ {r}_{i} $ 的计算公式分别为$$ {m}_{i}(x,y,z)=({{v}}\cdot t+{x}_{i},\frac{{{W}}}{2}\sin\left(2{{\pi}}{{f}}t\right)+{y}_{i},{{z}}_{0}) $$ (8) $$ {r}_{i}\left(\mu,\nu,\omega \right)={m}_{i}\left(x,y,z\right)-({{v}}\cdot t,0,{z}_{0}+{{h}}) $$ (9) 式中:v为焊接速度;t为当前焊接经过时间;W和f分别为扫描宽度与扫描频率;
$z_0 $ 为材料上表面的$z_0 $ 坐标;h为电子束的工作距离.确定了初始位置与移动方向后,通过对能量单元的运动路径跟踪,同时使用VOF法进行熔池的自由界面追踪,可以求得电子能量的撞击位置
$ {c}_{i} $ 的坐标. 最后再进行能量吸收与背散射率的计算,得出总体的电子束能量吸收分布结果.每个能量单元的初始能量由设定的电子束束流参数决定,即
$$ {E}_{\rm{u} }=\dfrac{1}{n}{{U}}_{\rm{A}}\cdot {{I}}_{\rm{b}}\cdot \Delta t $$ (10) 式中:n为离散化分割的总数;
$ \Delta t $ 为数值计算中的时间步长.对于计算域中的任意封闭体积域D,其单位体积内的电子束能量吸收率可由如下公式给出,即
$$ {J}_{\rm{ab}}=\dfrac{\displaystyle\sum _{i=1}^{n}{\theta }_{i}{E}_{\rm{ u}}\left(1-{R}_{\text{α}}{\cdot k}_{\text{α}}\right)}{{V}_{\rm D}\Delta t} $$ (11) $$ {\theta }_{i}=\left\{\begin{aligned}&0,\quad {c}_{i}\notin D\\ &1,\quad {c}_{i}\in D\end{aligned}\right. $$ (12) 式中:
$ {V}_{\rm D} $ 为体积域的体积,当计算一个网格内的能量吸收率时,其取值为网格体积;$ {\theta }_{i} $ 为判定撞击点是否在该体积域内的因数;$ {R}_{\text{α}}$ 和$ {k}_{\text{α}} $ 为与电子束背散射相关的比例系数.电子背散射率$ {R}_{\text{α}} $ 为背散射随机事件发生概率,与电子的加速电压大小及入射角有关. 采用Monte-Carlo方法[17]计算得出了携带60 keV能量的电子在纯铌靶材上不同入射角度的背散射率,结果如图2所示. 如果电子发生背散射,部分电子能量被吸收,而背散射电子携带的比例为$ {k}_{\text{α}}$ 的能量未被材料表面吸收,比例系数$ {k}_{\text{α}} $ 可由公式(13)和公式(14)给出[18],即![]() 图 2 不同入射角的电子背散射率Figure 2. Back scattering rate of electron in different tilted angles, calculated with 60 kV electron beam on niobium substrate plate
图 2 不同入射角的电子背散射率Figure 2. Back scattering rate of electron in different tilted angles, calculated with 60 kV electron beam on niobium substrate plate$$ \frac{{E}_{\rm{B}}}{{E}_{0}}=0.613+0.003Z-1.27\times {10}^{-5}{Z}^{2} $$ (13) $$ {k}_{\rm{\alpha }}=\frac{{E}_{\rm{B}}}{{E}_{0}}+(1-\frac{{E}_{\rm{B}}}{{E}_{0}})\cdot \sin{\rm{\alpha }} $$ (14) 式中:
${\alpha} $ 为电子入射角.1.4.2 蒸发
熔池表面在
$ {T}_{0} $ 温度下的单位面积蒸发率计算公式[19-20]为$$ {j}_{v}=\left(1-{\rm{\tau}}\right){P}_{\rm s}{\left(m/2\pi k{T}_{0}\right)}^{1/2} $$ (15) 式中:
$ {\rm{\tau}} $ 为常数,取值$ {\rm{\tau}}= 0.2$ ;m为粒子质量,饱和蒸汽压$ {P}_{\rm s} $ 的计算采用Batanov等人[21]提出的公式,即$$ {P}_{\rm s}={P}_{0}{\rm{exp}}\left[\left({\lambda }_{e}/{{k}}_{\rm{B}}{{{T}}}_{\rm{e}}\right)\left(1-{{{T}}}_{\rm{e}}/{T}_{0}\right)\right] $$ (16) 式中:
$ {P}_{0} $ 和$ {T}_{\rm e} $ 分别为环境气压及该气压下的沸点;$ {\lambda }_{\rm e} $ 为单位粒子的蒸发潜热;$ {{k}}_{\rm{B}} $ 为玻尔兹曼常数.1.4.3 反冲压力
由于Knudsen层的存在,金属的蒸发引起的反冲压力计算变得较为复杂,采用Knight[22]建立的模型来近似计算反冲压力,即
$$ {p}_{\rm r}={{A}}{\cdot P}_{\rm s} $$ (17) 式中:A为常数,取决于蒸发发生时的环境压力,在真空环境下取A = 0.55.
1.4.4 辐射传热
在真空环境下,由对流造成的材料表面传热可忽略,仅考虑辐射传热的能量边界条件
$$ k\frac{\partial T}{\partial \overrightarrow{n}}=-{\rm{\varepsilon }}_{\rm{r}}\sigma \left({T}^{4}-{T}_{\infty }^{4}\right) $$ (18) 式中:T 和
$ {T}_{\infty } $ 分别为壁面温度和室温;$ {\rm{\varepsilon }}_{\rm{r}} $ 为材料表面的比辐射系数;σ为Stefan-Boltzmann常数.2. 结果和讨论
2.1 熔池形态
在电子束焊接开始时,电子束纵向穿入材料的表面,并进行横向移动. 在熔池形成之后,由金属蒸发引起的反冲压力作用在熔池表面而形成匙孔. 部分金属受到挤压作用被向外排出,从而使熔池不断加深,直到达到最大穿透深度或形成全熔透. 在各种驱动力作用下,熔池前部金属流动至熔池后部,并冷却凝固形成焊缝. 在焊接结束时,一般采取逐渐减小焊接电流等方法,使熔池金属在凝固前填平由于反冲压力造成的凹坑.
为了研究焊接过程中的熔池形态,在焊接结束时将焊接电流突然减小到0 mA,使熔池在填平凹坑前凝固. 使用这种方法,不同焊接参数下的熔池在高温下的形态大部分得到保留,并使用三维光学显微镜进行形貌分析,结果如图3所示.
![]() 图 3 熔池凹坑的正面三维光学显微云图Figure 3. 3D-optical microscopic observation of frozen molten pool shape on the face of weld. (a) parameter A; (b) parameter B; (c) parameter C; (d) parameter D; (e) parameter E; (f) parameter F
图 3 熔池凹坑的正面三维光学显微云图Figure 3. 3D-optical microscopic observation of frozen molten pool shape on the face of weld. (a) parameter A; (b) parameter B; (c) parameter C; (d) parameter D; (e) parameter E; (f) parameter F对应的数值模拟的结果中也提取到熔池三维瞬态的熔池表面形态及温度场分布,如图4所示. 对于焊接参数A和焊接参数B,由于焊接电流较小(低于40 mA),线能量也较低(低于300 J/mm),熔池的尺寸较小,熔透形式为半熔透;当焊接电流增大到45 mA以上、线能量增大到360 J/mm 以上时,熔池的尺寸显著增大,熔透形式为全熔透. 与半熔透焊相比,全熔透焊的熔池不仅在尺寸上较大,同时也具有比半熔透焊熔池更大的长宽比. 熔池长宽比的差异表明全熔透与半熔透焊缝在熔池流动形式上可能存在根本差异. 参数F具有最大的焊接速度(10 mm/s),而焊接熔池的长宽比较大,在熔池后部形成了水滴状拖尾,模拟得到的焊接熔池形态有相同的规律.
![]() 图 4 焊缝正面温度场及三维瞬态形貌(模拟结果)Figure 4. Temperature field and 3D morphology of weld pool surface(simulation result). (a) parameter A; (b) parameter B; (c) parameter C; (d) parameter D; (e) parameter E; (f) parameter F
图 4 焊缝正面温度场及三维瞬态形貌(模拟结果)Figure 4. Temperature field and 3D morphology of weld pool surface(simulation result). (a) parameter A; (b) parameter B; (c) parameter C; (d) parameter D; (e) parameter E; (f) parameter F在六种焊接参数下的模拟结果预测的熔合线在图5中列出,并与试验得到的结果进行了对比. 从图5中可以看出,焊接线能量显著影响了熔合区的面积. 在图5a和图5b中,在两个线能量较低的焊接参数下,熔深分别达到1.5和2.5 mm,为半熔透焊接,模拟结果与试验结果吻合较好;采用图5c ~ 5f中的参数得到的模拟结果与试验结果都是全熔透形式,模拟得到的结果在熔深、正面熔宽、背面熔宽及熔合线角度等方面较准确地再现了试验结果.
![]() 图 5 焊缝截面熔合线模拟结果与试验结果对比Figure 5. Fusion zone predicted from simulation compared with cross-sectional morphology of the weld bead observed from experiment. (a) parameter A; (b) parameter B; (c) parameter C; (d) parameter D; (e) parameter E; (f) parameter F
图 5 焊缝截面熔合线模拟结果与试验结果对比Figure 5. Fusion zone predicted from simulation compared with cross-sectional morphology of the weld bead observed from experiment. (a) parameter A; (b) parameter B; (c) parameter C; (d) parameter D; (e) parameter E; (f) parameter F模拟结果较难预测全熔透焊的背面凸起和咬边缺陷. 模拟结果还显示,全熔透焊缝的熔池上下两侧熔合线具有不对称性,可能由于重力和电子束的扫描摆动造成了熔池上下两侧的不对称性增加.
2.2 熔池的流场分布
图6为沿着熔池中线剖面的流场分布图,分别选择了一个半熔透焊接参数B和一个全熔透焊接参数E进行对比. 由图可以看出,全熔透与半熔透熔池的流场分布模式有较大不同.
![]() 图 6 沿焊缝中线剖面的熔池流场Figure 6. Flow field of the weld pool longitudinal profile along the centerline
图 6 沿焊缝中线剖面的熔池流场Figure 6. Flow field of the weld pool longitudinal profile along the centerline半熔透熔池的流场分布较为简单,在熔池前部有一个逆时针的流动,熔池后方有一个顺时针的流动;而全熔透熔池的流场分布则比较复杂,在熔池的前后部各有一个顺时针和一个逆时针的流动. 在熔池的前壁与后壁,半熔透熔池的金属流动都是由下而上;而全熔透焊缝则是由上而下. 在熔池的上表面,液体金属的流动是由前后两端流向中部的匙孔;而全熔透熔池在熔池的上下表面皆为由中部流向前后两端.半熔透熔池中部的高温液体在反冲压力作用下向深度方向流动,并在经过熔池底部壁面和侧壁之后回到上表面. 较小的熔池总体尺寸使得液体流动的总行程较短,所以在熔池上表面形成四周向中心的流动. 由此可见,半熔透熔池的流动驱动力主要为蒸气反冲压力.
全熔透熔池没有固定的底部壁面,高温液体在经过底面时的法向流动在熔池背面形成凸起,需要在表面张力的作用下转变为切向流动. 同时较大的熔池总体尺寸使得液体流动的总行程增大,故倾向于不经过侧壁回流至匙孔中心. 在熔池上表面,靠近匙孔中心的电子束作用区域与周围的非电子束作用区域存在很大的温度梯度,进而造成较大的表面张力梯度,从而形成Marangoni流动. 由此可见,在全熔透熔池中,表面张力可能是其上、下表面由中心向前后两端流动的主要驱动力.
2.3 电子束扫描的影响
由于电子束的扫描摆动,热源的加热中心周期性地偏离和回归焊缝的中心线. 图7显示了采用焊接参数E的全熔透焊熔池内温度场及流场随着时间的周期性变化. 图7a为距离熔池上表面1 mm处的断层剖面,图7b为垂直于熔池顶面的横截面. 图中只表示出了温度高于熔点的熔池部分,温度低于熔点的部分在图中显示为空白.
![]() 图 7 熔池流场的动态分析(电子束扫描的影响)Figure 7. Dynamic fluid flow analysis (effect of the scanning of electron beam). (a) fault section; (b) cross section
图 7 熔池流场的动态分析(电子束扫描的影响)Figure 7. Dynamic fluid flow analysis (effect of the scanning of electron beam). (a) fault section; (b) cross section选取了一个扫描周期 (Tscan = 0.025 s) 内的5个特征时刻进行分析:
${t}_{0}+1/4{T}_{\rm{scan}}$ 为电子束摆动至扫描宽度的上边缘时刻;${t}_{0}+{3/4T}_{\rm{scan}}$ 为电子束摆动至扫描宽度的下边缘时刻;$ {t}_{0} $ ,${t}_{0}+1/2{T}_{\rm{scan}}$ ,${t}_{0}+{T}_{\rm{scan}}$ 为电子束经过焊缝中心线时刻.当电子束垂直于焊接方向上下摆动时,匙孔的位置也随之上下摆动,但两者存在时间延迟. 虽然焊接速度较小(v = 6 mm/s),但由于电子束扫描的原因,束斑与材料表面的相对移动速度高达120 mm/s,故匙孔在垂直于焊接方向的迁移落后于电子束的移动.
扫描不仅使电子束热效应的作用范围加宽,而且由于匙孔的迁移形成搅拌作用,增进了熔池在垂直于焊接方向上的流动. 同时由于熔池的重力作用,熔池下半部分的液态金属多于上半部分,熔池两侧由于重力形成了不对称性. 从图7还可以看出,被电子束加热至接近沸点的高温液流更多地分布在焊缝的下半部分. 熔池下半部分的流体流速要普遍高于上半部分,熔池的液态金属与下半部分的熔池壁面进行更多的热交换,使得更多的固态金属熔化,从而形成了不对称的熔合线.
3. 结论
(1) 采用试验和模拟方法对电子束横焊纯铌薄板的熔池动力学进行了研究,模拟得到的结果与试验结果在熔池形态和熔合区形状上吻合较好.
(2) 半熔透熔池的驱动力主要为液态金属蒸发引发的反冲压力;全熔透熔池内的液态金属流动更加复杂,在熔池的上表面Marangoni流动占主导,表面张力与反冲压力共同作为熔池流动的驱动力.
(3) 重力与焊接扫描共同作用使得熔池两侧的质量分布和流场分布不对称,进而造成了焊缝两侧熔合线的不对称.
-
![]()
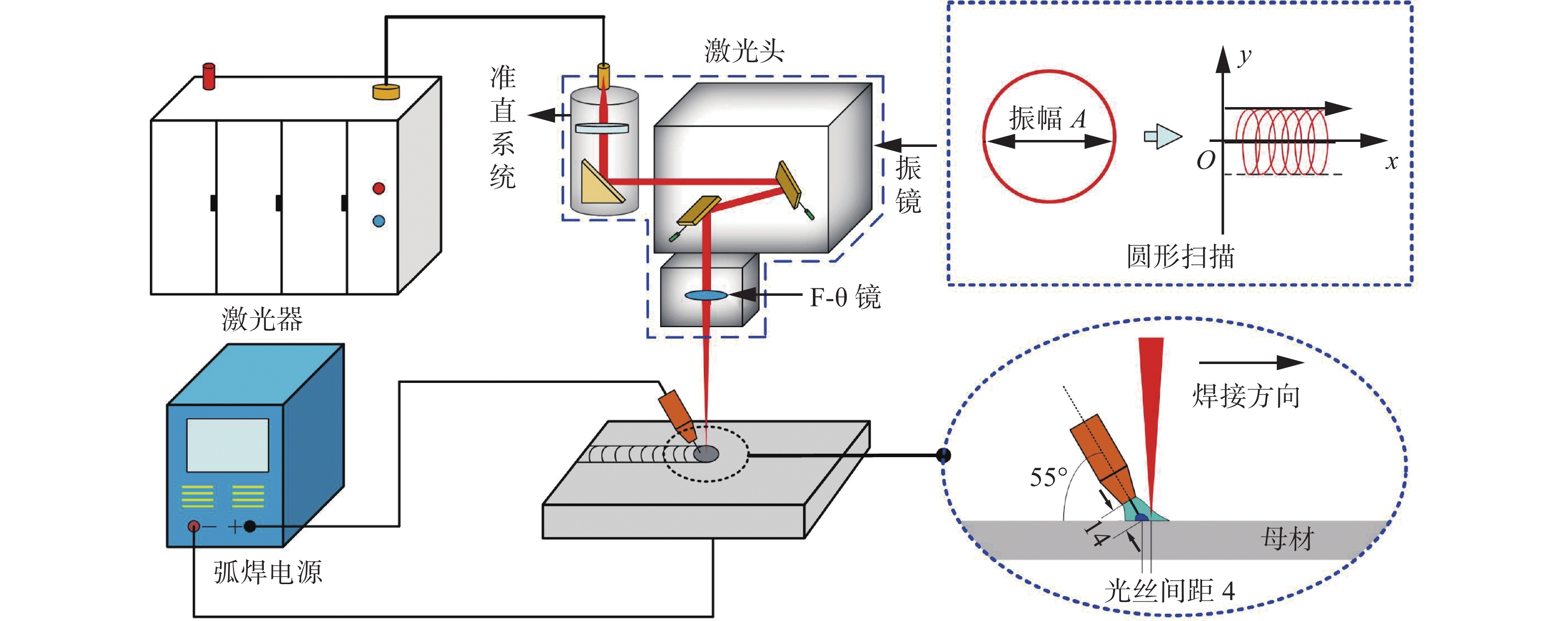
图 1 激光摆动-电弧复合焊接平台示意图(mm)
Figure 1. Schematic of equipment used for oscillating laser-arc hybrid welding
![]()
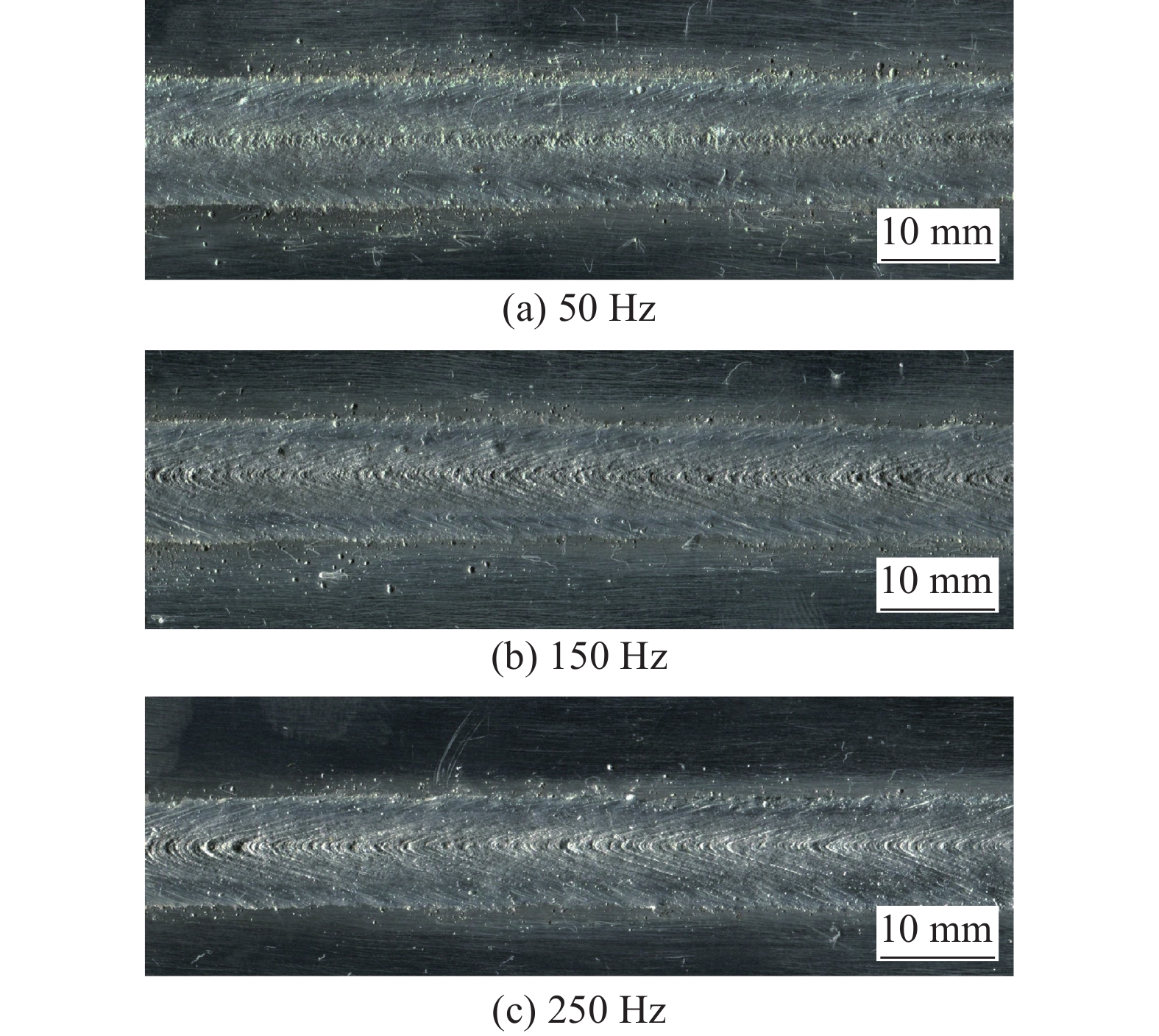
图 3 不同摆动频率下焊缝表面形貌特征
Figure 3. Morphologies of welds at different oscillating frequencies. (a) 50 Hz; (b) 150 Hz; (c) 250 Hz
![]()
图 4 不同摆动频率下焊缝气孔X射线探伤结果及光束运动轨迹
Figure 4. X-ray inspection results and beam motion trajectory with various oscillating frequencies. (a) 50 Hz; (b) 150 Hz; (c) 250 Hz; (d) beam trajectory with various oscillating frequencies
![]()
图 5 不同摆动频率下焊缝横截面形貌特征及光束运动速度分布
Figure 5. Weld cross-section characteristics and distribution of beam velocity for variable oscillating frequencies. (a) 50 Hz; (b) 150 Hz; (c) 250 Hz; (d) cross-section morphology of welds with different oscillating frequencies; (e) distribution of beam velocity with different oscillating frequencies
![]()
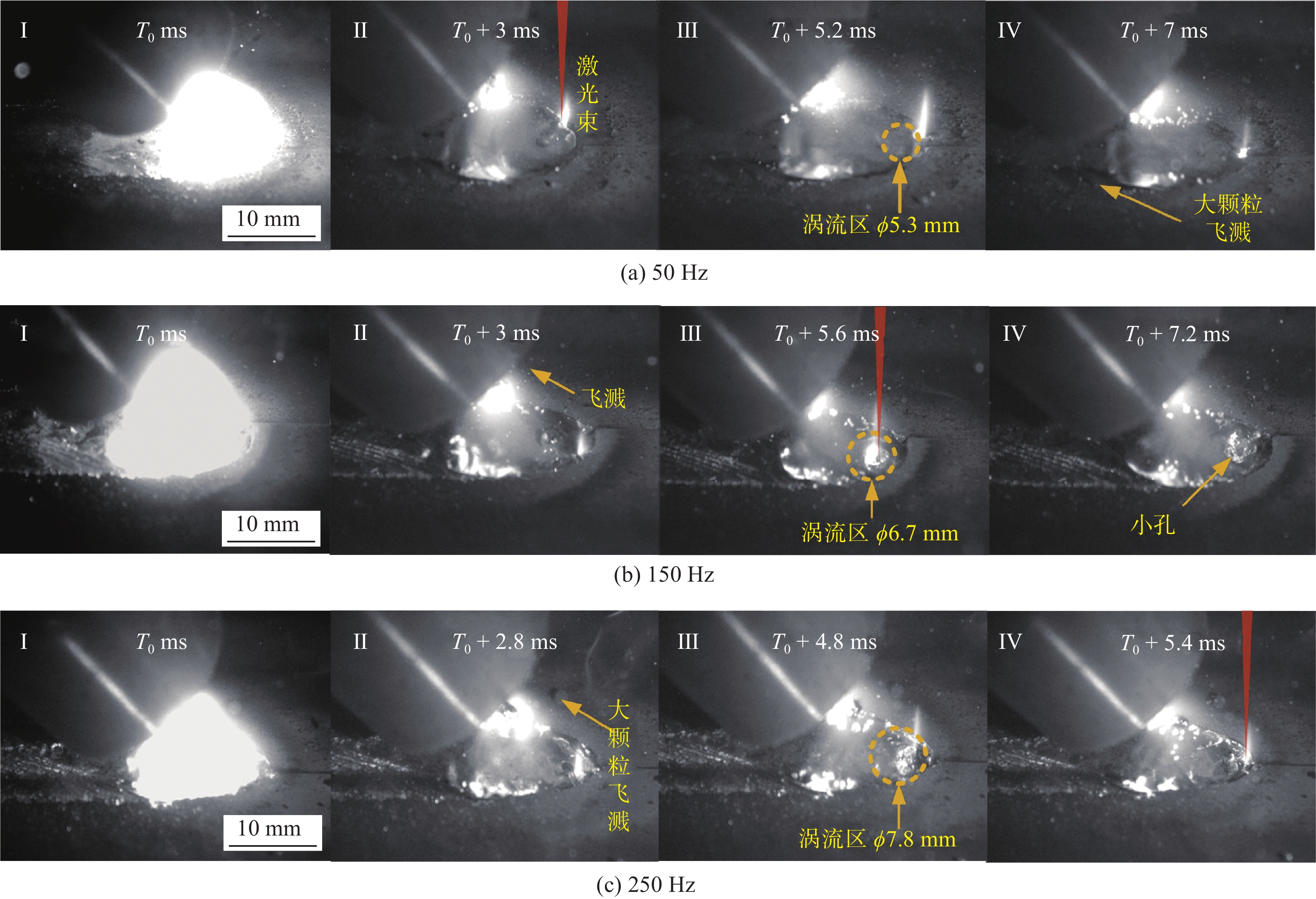
图 6 不同摆动频率高速摄像图像
Figure 6. High-speed imaging results with different oscillating frequencies. (a) 50 Hz; (b) 150 Hz; (c) 250 Hz
![]()
图 7 不同摆动频率下焊缝熔合线附近及焊缝中心微观组织
Figure 7. Microstructure of near fusion line and weld center with different oscillating frequencies. (a) microstructure of the weld near the fusion line at 50 Hz oscillating frequency; (b) microstructure of the weld center at 50 Hz oscillating frequency; (c) microstructure of the weld near the fusion line at 150 Hz oscillating frequency; (d) microstructure of the weld center at 150 Hz oscillating frequency; (e) microstructure of the weld near the fusion line at 250 Hz oscillating frequency; (f) microstructure of the weld center at 250 Hz oscillating frequency
![]()
图 8 不同摆动频率下焊缝中心组织EBSD图
Figure 8. EBSD of weld center microstructure with different oscillating frequencies. (a) IPF of 50 Hz; (b) IPF 150 Hz; (c) IPF 250 Hz; (d) grain size statistics of microstructure of weld center at 50 Hz oscillating frequency; (e) grain size statistics of microstructure of weld center at 150 Hz oscillating frequency; (f) grain size statistics of microstructure of weld center at 250 Hz oscillating frequency
![]()
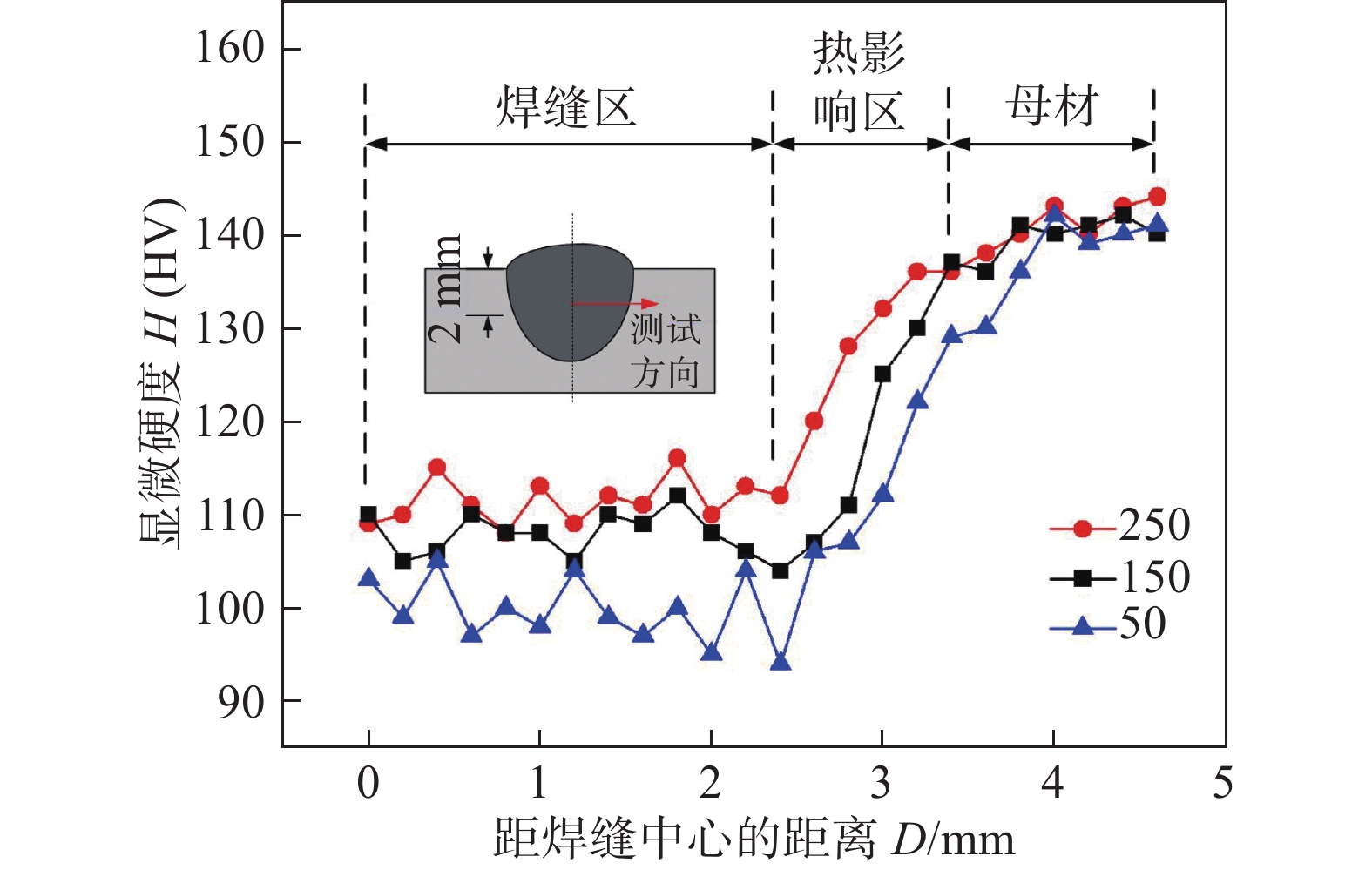
图 9 不同摆动频率接头横截面的显微硬度分布曲线
Figure 9. Microhardness distribution curves of welds cross-section under different oscillating frequencies
![]()
图 10 不同摆动频率下的应力应变曲线及断口形貌
Figure 10. The stress-strain curves and fracture morphology at different oscillating frequencies. (a) stress-strain curves of different oscillating frequencies; (b) facture morphology at 50 Hz; (c) facture morphology at 150 Hz; (d) facture morphology at 250 Hz
表 1 焊接工艺参数
Table 1 Welding process parameters
激光功率
P/W焊接速度
v/(mm·s−1)摆动振幅
A/mm摆动频率
f/Hz离焦量
d/mm焊接电流
I/A电弧电压
U/V送丝速度
vs/(m·min−1)4500 20 1.5 (50,150,250) 0 133 20.6 6  下载: 导出CSV
下载: 导出CSV
表 2 母材及焊丝的化学成分(质量分数,%)
Table 2 Chemical compositions of base metal and welding wire
材料 Fe Mn Mg Si Zn Ti Cu Cr Al 6061-T6 0.13 0.0083 0.87 0.53 0.0046 0.022 0.35 0.086 余量 ER5356 0.4 0.05 ~ 0.2 4.5 ~ 5.5 0.20 0.10 0.06 ~ 0.20 0.10 0.15 余量
下载: 导出CSV
-
[1] Bumgardner C H, Croom B P, Song N N, et al. Low energy electroplasticity in aluminum alloys[J]. Materials Science and Engineering:A, 2020, 798: 140235. doi: 10.1016/j.msea.2020.140235
[2] 蔡创, 谢佳, 刘致杰, 等. 铝合金摆动激光-MIG复合焊接特性及气孔控制[J]. 中国激光, 2021, 48(18): 17 − 26. Cai Chuang, Xie Jia, Liu Zhijie, et al. Welding characteristics and porosity control of weaving laser-MIG hybrid welding of aluminum alloys[J]. Chinese Journal of Lasers, 2021, 48(18): 17 − 26.
[3] Enz J, Kumar M, Riekehr S, et al. Mechanical properties of laser beam welded similar and dissimilar aluminum alloys[J]. Journal of Manufacturing Processes, 2017, 29: 272 − 280. doi: 10.1016/j.jmapro.2017.07.030
[4] 陈纪城, 陈小梅, 常怡婷, 等. 5056铝合金稳恒磁控激光深熔焊接过程熔池流动与传热行为分析[J]. 焊接学报, 2021, 42(3): 63 − 69. Chen Jicheng, Chen Xiaomei, Chang Yiting, et al. Melt flow and thermal transfer of welding pool during static magnetic field supported deep-penetration laser beam welding of 5056 aluminum alloy[J]. Transactions of the China Welding Institution, 2021, 42(3): 63 − 69.
[5] Song M J, Wu L S, Liu J M, et al. Effects of laser cladding on crack resistance improvement for aluminum alloy used in aircraft skin[J]. Optics & Laser Technology, 2021, 133: 106531.
[6] Li S R, Mi G Y, Wang C M. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties[J]. Journal of Manufacturing Processes, 2020, 53: 12 − 20. doi: 10.1016/j.jmapro.2020.01.018
[7] Tao W, Yang S L. Weld zone porosity elimination process in remote laser welding of AA5182-O aluminum alloy lap-joints[J]. Journal of Materials Processing Technology, 2020, 286: 116826. doi: 10.1016/j.jmatprotec.2020.116826
[8] Katayama S, Naito Y, Uchiumi S, et al. Physical phenomena and porosity prevention mechanism in laser-arc hybrid welding[J]. Welding International, 2007, 21(1): 25 − 31. doi: 10.1533/wint.2007.3680
[9] 张臣. 铝合金激光-电弧复合焊接等离子体光谱诊断及接头强化机制研究[D]. 武汉: 华中科技大学, 2014. Zhang Chen. Spectrum diagnostic of plasma and joint performance improving mechanism of laser-arc hybrid welding of aluminium alloys[D]. Wuhan: Huazhong University of Science & Technology, 2014.
[10] Fetzer F, Sommer M, Weber R, et al. Reduction of pores by means of laser beam oscillation during remote welding of AlMgSi[J]. Optics and Lasers in Engineering, 2018, 108: 68 − 77. doi: 10.1016/j.optlaseng.2018.04.012
[11] Hu K, Muneer W, Zhang J H, et al. Effect of beam oscillating frequency on the microstructure and mechanical properties of dissimilar laser welding of AA2060 and AA6061 alloy[J]. Materials Science and Engineering:A, 2022, 832: 142431. doi: 10.1016/j.msea.2021.142431
[12] 祁小勇, 周京, 刘硕夫, 等. 5083铝合金摆动激光电弧复合焊工艺研究[J]. 航空制造技术, 2019, 62(6): 71 − 78. doi: 10.16080/j.issn1671-833x.2019.06.071 Qi Xiaoyong, Zhou Jing, Liu Shuofu, et al. Research on wobbling laser-arc hybrid welding of 5083 aluminum alloy[J]. Aeronautical Manufacturing Technology, 2019, 62(6): 71 − 78. doi: 10.16080/j.issn1671-833x.2019.06.071
[13] Wang L, Liu Y, Yang C G, et al. Study of porosity suppression in oscillating laser-MIG hybrid welding of AA6082 aluminum alloy[J]. Journal of Materials Processing Technology, 2021, 292: 117053. doi: 10.1016/j.jmatprotec.2021.117053
[14] 杨文, 耿韶宁, 蒋平, 等. 铝合金中厚板高功率激光搅拌焊气孔缺陷工艺调控[J]. 焊接学报, 2021, 42(12): 26 − 33. Yang Wen, Geng Shaoning, Jiang Ping, et al. Process control of the porosity defects in high power oscillating laser welding of medium-thick aluminum alloy plates[J]. Transactions of the China Welding Institution, 2021, 42(12): 26 − 33.
[15] 王磊. 高强铝合金振荡扫描激光束-电弧复合焊接工艺与机理研究[D]. 武汉: 华中科技大学, 2018. Wang Lei. Oscillating laser beam-arc hybrid welding of high strength aluminium alloy[D]. Wuhan: Huazhong University of Science & Technology, 2018.
[16] Chen L, Wang C M, Mi G Y, et al. Effects of laser oscillating frequency on energy distribution, molten pool morphology and grain structure of AA6061/AA5182 aluminum alloys lap welding[J]. Journal of Materials Research and Technology, 2021, 15: 3133 − 3148. doi: 10.1016/j.jmrt.2021.09.141
[17] Han C, Jiang P, Geng S N, et al. Nucleation mechanisms of equiaxed grains in the fusion zone of aluminum-lithium alloys by laser welding[J]. Journal of Materials Research and Technology, 2021, 14: 2219 − 2232. doi: 10.1016/j.jmrt.2021.07.150
-
期刊类型引用(3)
1. 赵建强,石永华,詹家通,徐涛,董士玮. 外加轴向磁场K-TIG横焊电弧形态及焊缝成形. 焊接. 2023(04): 1-6 .  百度学术
百度学术
2. 刘喜旺,贾金龙,张林杰,Suck Joo Na. Nb521高温合金光纤激光焊及接头组织性能研究. 应用激光. 2023(07): 49-57 . 百度学术
3. 何建萍,陶旭阳,吉永丰. 超薄板脉冲微束等离子弧焊温度场动态分布特征及成形控制. 焊接学报. 2021(09): 67-73+101 . 本站查看
其他类型引用(6)































































计量
- 文章访问数: 271
- HTML全文浏览量: 63
- PDF下载量: 94
- 被引次数: 9
