
Microstructure and mechanical properties of friction plug repair welding joint by shoulder auxiliary heating for 6082 aluminum alloy
-
摘要: 为了解决搅拌摩擦焊匙孔类体积型缺陷修复问题,在填充式搅拌摩擦焊基础上,采用轴肩与母材摩擦辅助加热的方法对同种材料铝合金匙孔类缺陷进行摩擦塞补焊,在不同的塞棒转速下得到了成形良好的塞补焊接头. 结果表明,由于热输入和材料形变作用,接头不同区域组织发生了明显变化. 不同塞棒转速下接头组织及分布状态相似. 一个完整的塞补焊接头可分为焊核区、填充区、结合面区、轴肩影响区、热力影响区和热影响区6个部分. 焊核区和轴肩影响区为细小的等轴晶,填充区保留了原始塞棒组织,结合面区为母材与塞棒过渡区,热力影响区晶粒变形明显,热影响区晶粒有所长大. 接头显微硬度高于母材,抗拉强度最高达260 MPa,为母材的83.9%,断后伸长率为6.5%,断口韧性特征明显.Abstract: Friction plug repair welding by shoulder auxiliary heating based on filling friction stir welding(FSW) for 6082 aluminum alloy was used to repair keyhole volume defects by(FSW). Well-formed plug repair welding joints were obtained at different rotation speeds of plug. The results shown that microstructure in different areas of the joint changed obviously due to heat input and material deformation. The microstructure and distribution of the joint were similar under different rotation speed of plug rod. The welding joint can be divided into 6 parts: nugget zone, filling zone, bonding surface zone, shoulder affected zone, thermos-mechanically affected zone and heat affected zone. Nugget zone and shoulder affected zone have fine equiaxed grains, filling zone retained the original plug rod structure. The bonding surface zone is the transition zone between the base metal and the plug rod. The grain deformed obviously in thermos-mechanically affected zone, and the grain grown up in heat affected zone. The microhardness of the joint was higher than that of the base metal, the tensile strength was up to 260 MPa, which is 83.9% of the base metal, the elongation after fracture is 6.5%, and the fracture toughness is obvious.
-
0. 序言
搅拌摩擦焊在焊缝结束位置会形成匙孔,匙孔位置是搅拌摩擦焊焊缝性能薄弱区[1]. 采用搅拌针回抽技术虽能填充匙孔,但此工艺会使焊缝有效承载厚度减薄[2]. 为了解决搅拌摩擦焊匙孔类缺陷修复问题,英国焊接研究所发明了摩擦塞补焊技术. 为取代手工TIG焊美国于1995 年将该技术应用于航天外贮箱的补焊,优化了工艺参数[3], 并在航天外贮箱用2219和2195材料上获得了高强度、高断裂韧性和低缺陷率的修补焊缝[4]. Dalder等人[5]对内径1020 mm、厚38 mm 的2219铝合金压力容器环缝“匙孔”进行了顶锻式摩擦塞补焊,通过机械加工手段去除表面微小缺陷后,采用超声波和超声相控阵进行了无损检测,结果表明补焊效果良好. Horton等人[6]分析了2219-T87铝合金摩擦塞补焊接头硬度、强度和应变区域特征. 在此基础上,Metz等人[7-8]对2195Al-Li 合金进行焊后匙孔修复,并研究了补焊接头的疲劳性能. Shane等人[9]通过对2195,2219和2014铝合金材料摩擦塞补焊技术的研究,确定了边界条件. David 等人[10]研究了2195-T8 铝合金塞补焊接头的断裂特性, Zuo等人[11]建立了拉拔式摩擦塞焊温度、强度以及压力分布的数学模型. 整体上而言,上述摩擦塞补焊方法主轴转速高,顶锻力大,因此对塞补焊设备要求较高.
为降低对设备要求,黄永宪等人[12]采用填充式搅拌摩擦焊对7.8 mm厚2219铝合金板进行了匙孔修复,在800 r/min的转速下通过耗材棒与匙孔、轴肩与工件接触摩擦产热,使材料在摩擦界面发生塑性变形和流动并填充于匙孔,实现了对匙孔准等强固相填充补焊. 而由于装配后耗材棒相对于轴肩不能进行轴向移动,一定程度上限制了该方法在厚板上的使用. 为进一步降低顶锻式摩擦塞补焊对设备要求,开发新的塞补焊工艺,在固相填充补焊及相关文献[13-17]基础上,基于轴肩辅助加热的思路,采用分体式焊具对6082铝合金匙孔类缺陷进行摩擦塞补焊[18],为匙孔修复技术提供试验支撑.
1. 试验方法
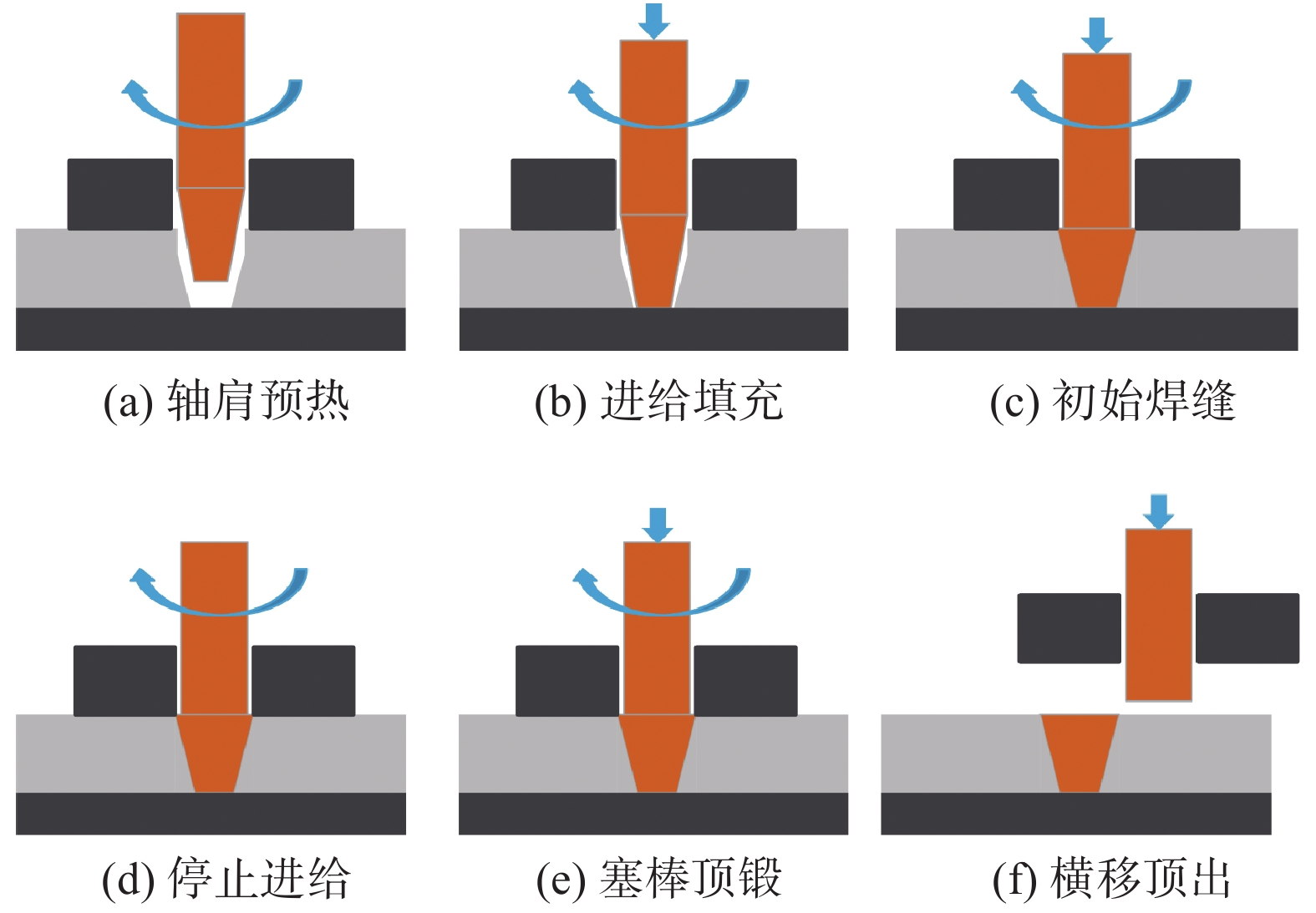
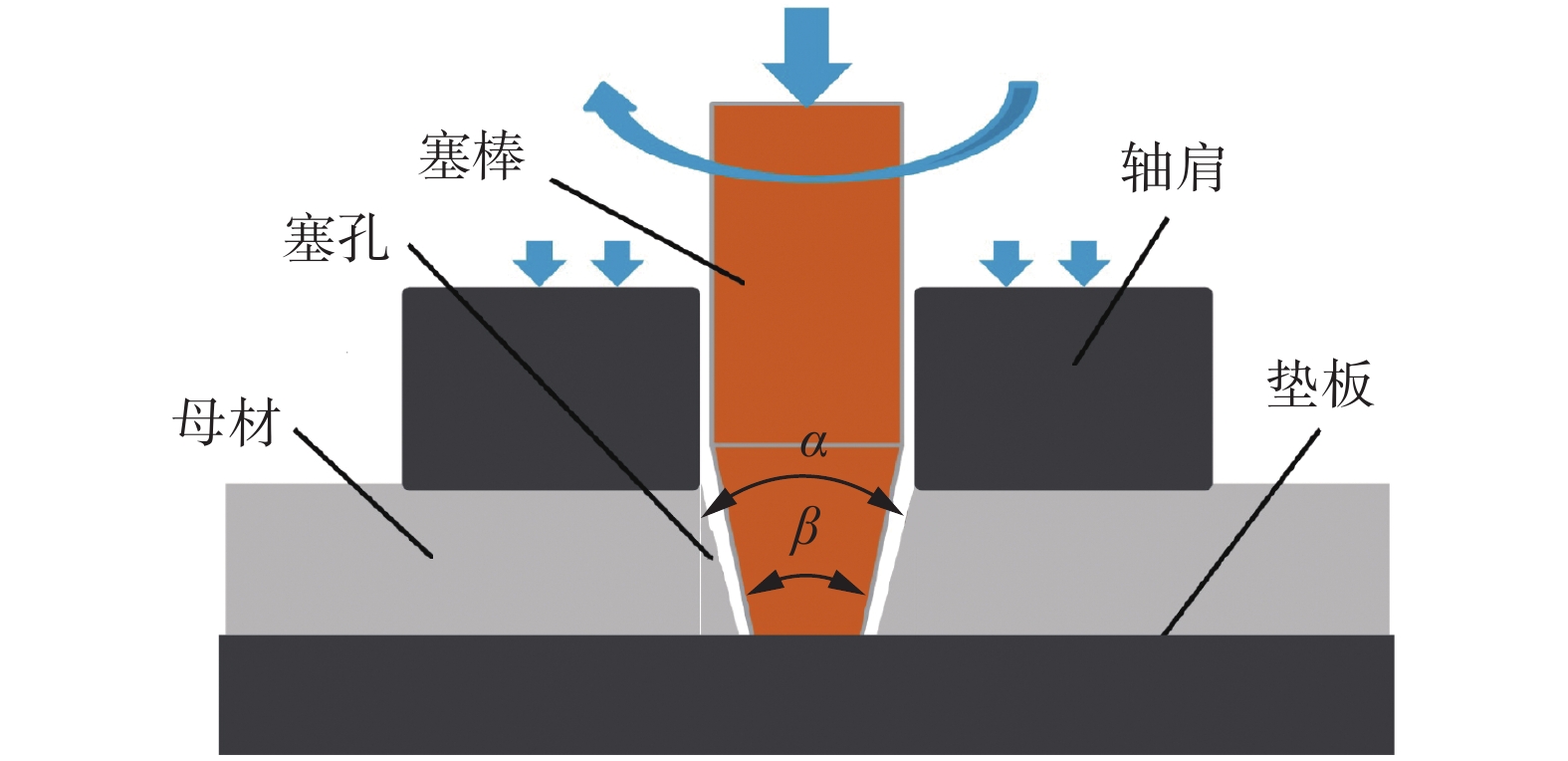
图1为轴肩辅助加热原理示意图. 焊前,将塞棒和塞孔中心对中,轴肩下移至与母材上表面接触并加载.
如图2所示,随轴肩和塞棒同步转动,轴肩与母材上表面产生摩擦,表面温度因摩擦产热而升高并沿母材向塞孔传导,实现对塞孔表面预加热. 预热完成后,随塞棒进给,塞棒和塞孔接触摩擦产热,并与轴肩和母材摩擦产热温度场进行叠加,使接合面材料快速升温至塑性状态. 塑性金属在轴肩、垫板和周围冷质母材的包围下填充于匙孔,当轴肩下表面周围开始出现飞边时停止进给. 塞补焊过程中,始终保持轴肩和母材上表面接触摩擦. 之后使塞棒继续进给数秒以形成充分顶锻. 最后,轴肩沿母材上表面横向走行使塞棒折断,提起轴肩的同时,顶出折断后剩余塞棒.
![]() 图 2 轴肩辅助加热摩擦塞补焊过程示意图Figure 2. Schematic diagram of friction plug repair welding process with shaft shoulder auxiliary heating. (a) shoulder preheating; (b) feed filling; (c) initial weld joint; (d) stop feed; (e) top forging of plug rod; (f) push out horizontally
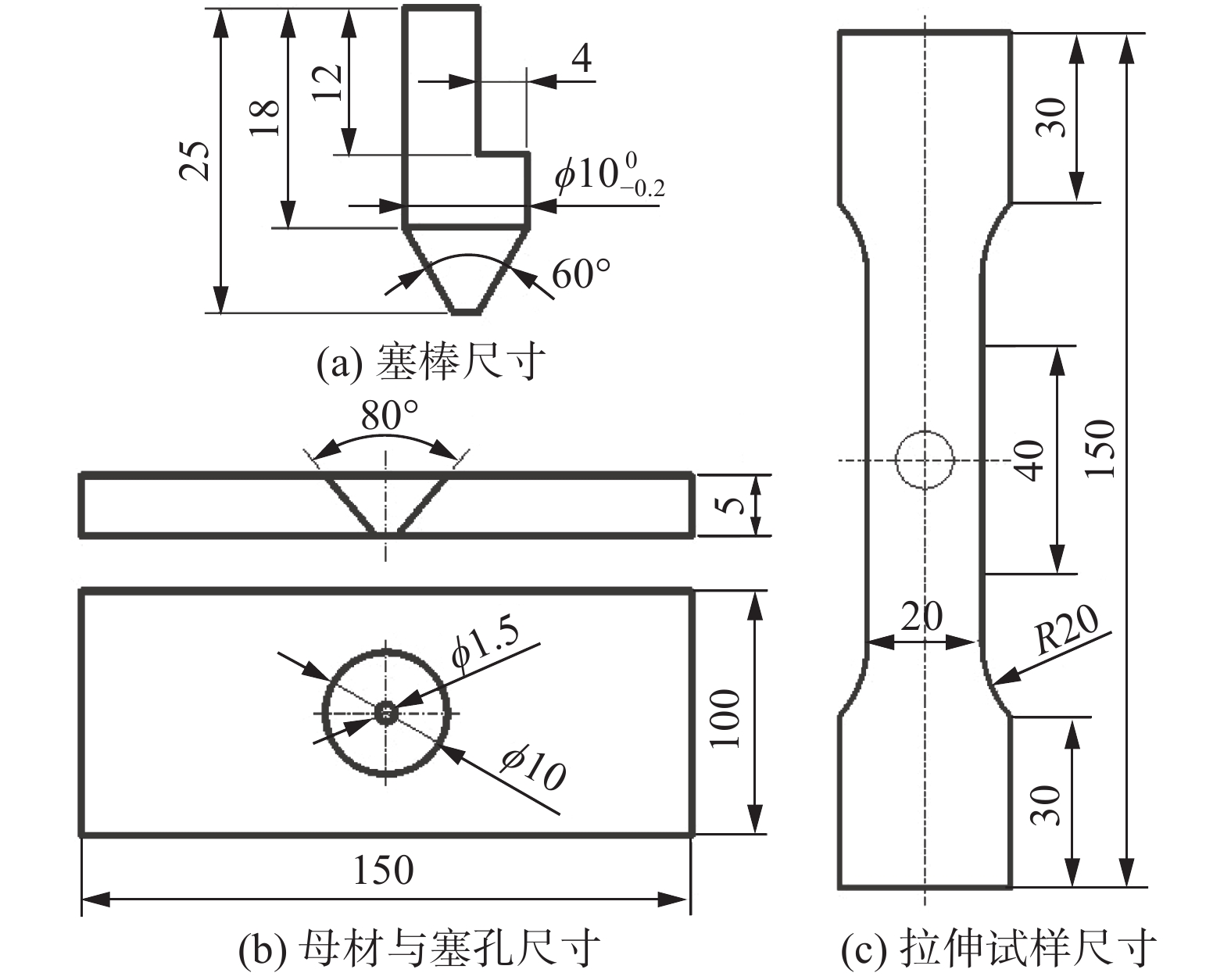
图 2 轴肩辅助加热摩擦塞补焊过程示意图Figure 2. Schematic diagram of friction plug repair welding process with shaft shoulder auxiliary heating. (a) shoulder preheating; (b) feed filling; (c) initial weld joint; (d) stop feed; (e) top forging of plug rod; (f) push out horizontally轴肩材料为9SiCr,母材和塞棒均采用6082-T6铝合金,成分和性能如表1和表2所示. 母材尺寸为150 mm × 100 mm × 5 mm,塞棒直径为10 mm,尺寸如图3所示. 塞孔是在匙孔或体积型缺陷位置通过机加工方法获得的具有一定锥度的通孔. 在前期试验的基础上,选取塞棒锥角60°与塞孔锥角80°配合,塞棒进给6 mm. 保持上述工艺参数不变,选用1600,1800,2000 r/min 3种塞棒转速进行系列试验.
表 1 6082铝合金材料成分(质量分数,%)Table 1. 6082 aluminum alloy material compositionSi Fe Cu Mn Mg Cr Zn Ti Al 0.89 0.3 0.04 0.58 0.93 0.06 0.04 0.01 余量 表 2 6082铝合金的力学性能Table 2. Mechanical properties of 6082 aluminum alloy取样方法 抗拉强度
Rm/MPa屈服强度
ReL/MPa断后伸长率
A(%)横向 310 265 10 过接头中心截取金相试样,按图3尺寸加工拉伸试样. 试样经粗磨、精磨和抛光后用Keller 试剂进行腐蚀,在Axio Scope A1型光学显微镜下观察焊缝显微组织. 使用Wilson VH1102型显微硬度仪测量接头硬度,载荷10 N,加载时间10 s. 依据GB/T 2651—2008《焊接接头拉伸试验方法》在AGS-X 300KN型电子万能试验机上进行拉伸性能测试. 采用带有电子背散射衍射(electron backscattered diffraction,EBSD)探头(AztecX-Max80)和Channel5取向分析系统的Quanta450FEG型场发射扫描电子显微镜观察拉伸断口形貌,并进行EBSD试验,样品倾斜70°,测试电压20 kV,测试步长为1 µm.
![]() 图 3 塞棒、塞孔及拉伸试样尺寸 (mm)Figure 3. Dimensions of plug, keyhole and tensile sample. (a) size of plug rod; (b) size of base metal and keyhole; (c) size of tensile specimen
图 3 塞棒、塞孔及拉伸试样尺寸 (mm)Figure 3. Dimensions of plug, keyhole and tensile sample. (a) size of plug rod; (b) size of base metal and keyhole; (c) size of tensile specimen2. 试验结果与分析
2.1 接头宏观形貌
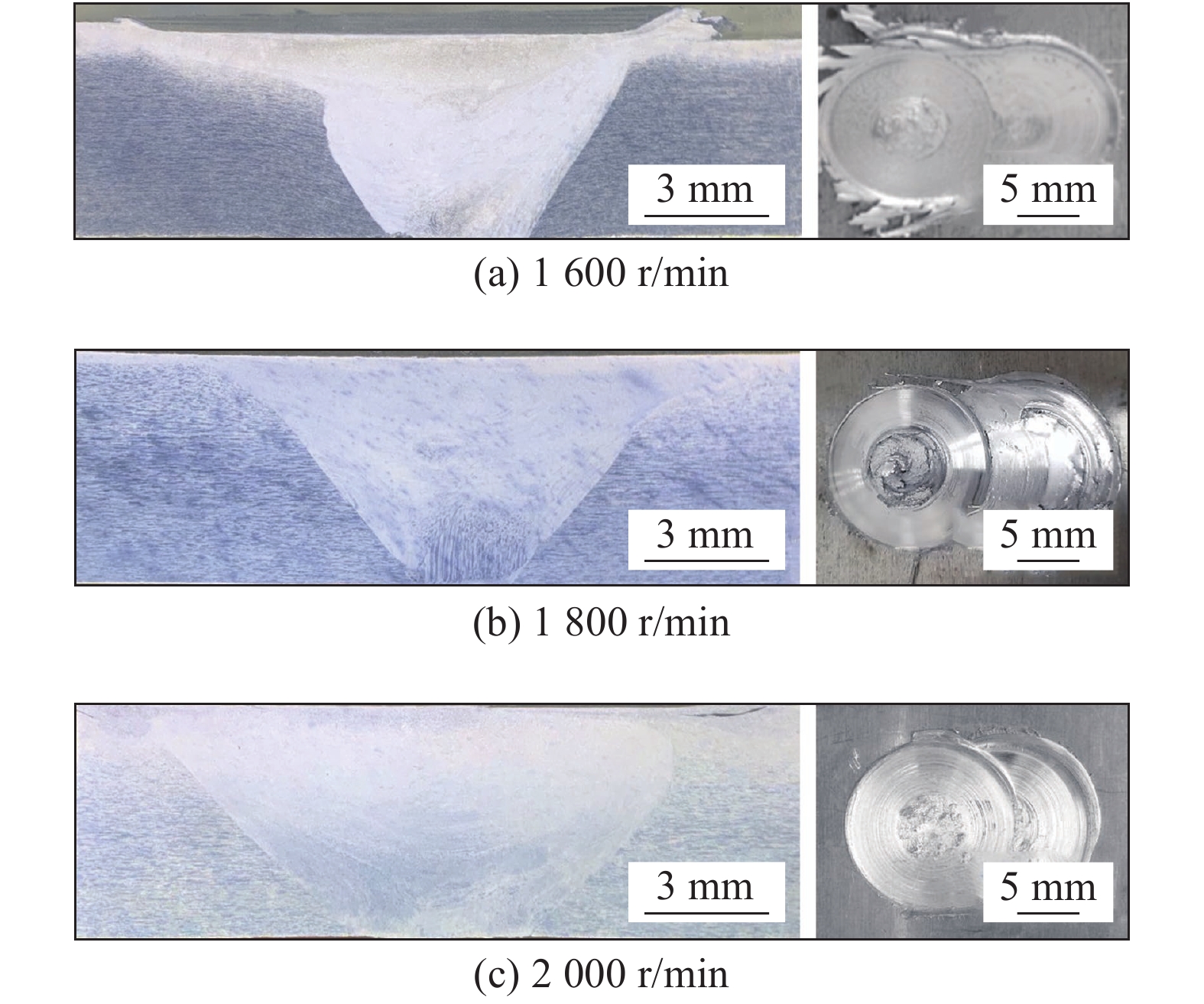
图4为不同塞棒转速下接头宏观及横截面形貌. 接头成形美观,无明显宏观缺陷. 横截面上宽下窄,接头厚度无减薄,上部宽度在轴肩影响下较塞孔尺寸明显增大. 在距离上表面1 mm处结合面角度发生变化,上部变宽部分结合面角度相较于塞孔角度有所增加.
![]() 图 4 不同塞棒转速下接头横截面及宏观形貌Figure 4. Cross section and macroscopic morphology of joint at different plug rotation speeds. (a) 1 600 r/min; (b) 1 800 r/min; (c) 2 000 r/min
图 4 不同塞棒转速下接头横截面及宏观形貌Figure 4. Cross section and macroscopic morphology of joint at different plug rotation speeds. (a) 1 600 r/min; (b) 1 800 r/min; (c) 2 000 r/min2.2 接头微观组织
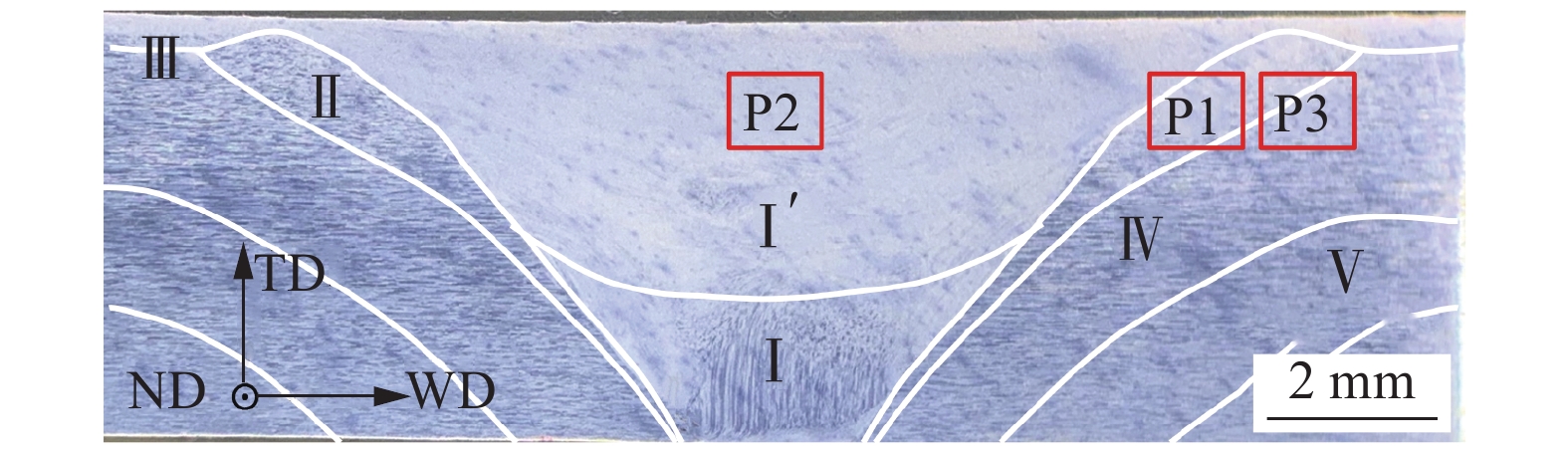
以塞棒转速1 800 r/min为例分析接头微观组织及力学性能. 由于热输入和材料形变作用,接头不同区域组织发生了明显变化. 不同塞棒转速下接头组织及分布状态相似. 一个完整的塞补焊接头可分为焊核区(I')、填充区(I)、结合面区(II)、轴肩影响区(III)、热力影响区(IV)和热影响区(V)6个部分,接头显微组织及分布如图5所示.
图6为接头各区域显微组织及分布. 焊核区(I')为细小等轴晶;填充区(I)除塞棒和塞孔接合面有较窄的区域发生分子结合外,中间部分材料基本保持了塞棒拉拔形成的细长晶粒. 结合面区(II)为塞棒和母材过渡区,是由塞棒和塞孔材料在热力耦合作用下发生热塑性变形而形成的上宽下窄的结合区域. 越靠近轴肩位置,结合面越宽,且分界线越不明显. 在轴肩影响区(III)母材板条状晶粒转变为细小的等轴晶,随与母材上表面距离增加,晶粒尺寸逐渐变大. 热力影响区(IV)是距离塞孔和轴肩较近区域母材发生明显变形的区域. 热影响区(V)仍保持了母材板条状组织特征,部分晶粒略有长大.
![]() 图 6 接头各区域显微组织及分布Figure 6. Microstructure and distribution of joint. (a) bonding surface zone; (b) nugget zone; (c) shoulder affected zone; (d) filling zone; (e) thermos-mechanically affected zone; (f) heat affected zone
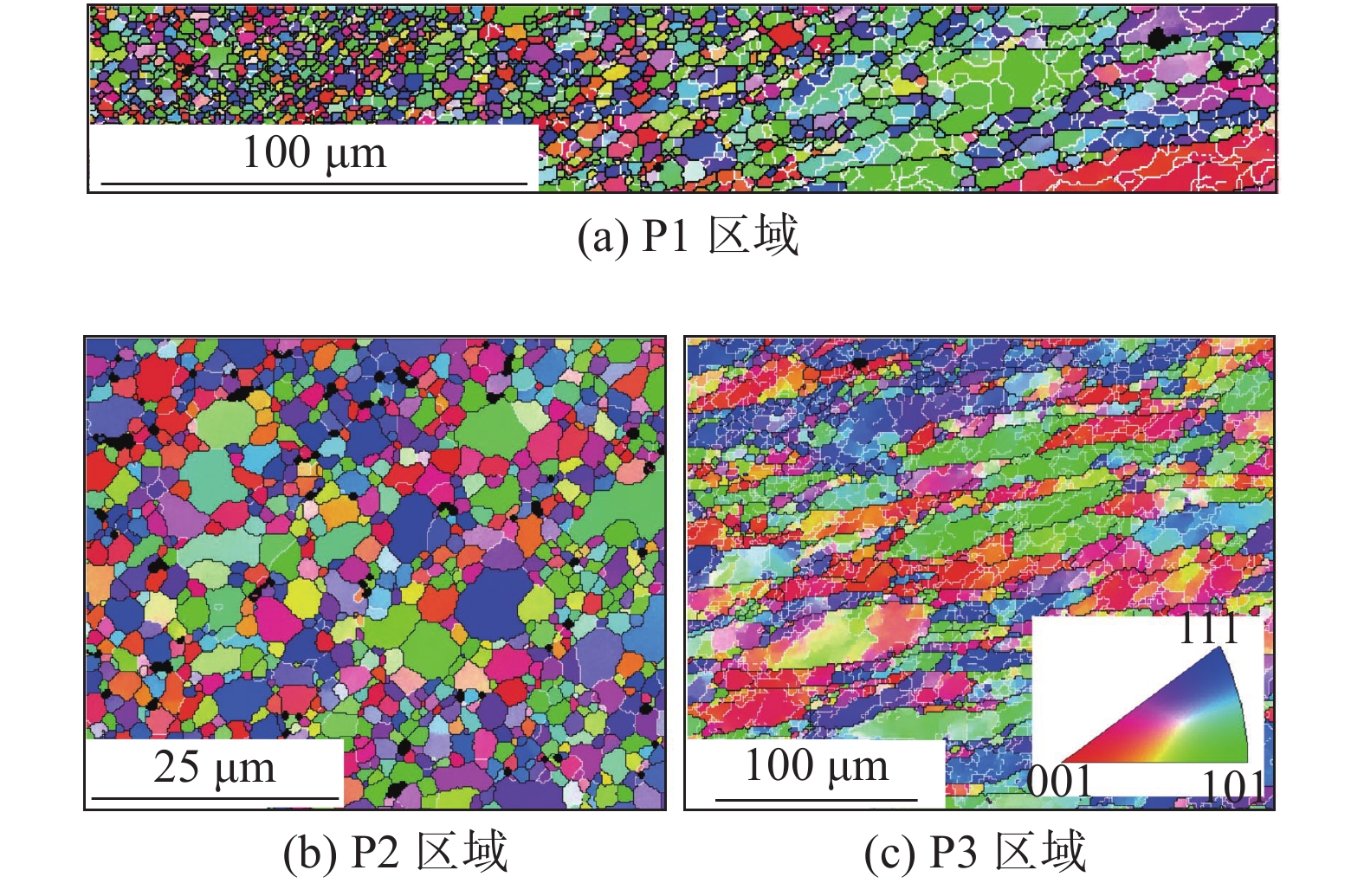
图 6 接头各区域显微组织及分布Figure 6. Microstructure and distribution of joint. (a) bonding surface zone; (b) nugget zone; (c) shoulder affected zone; (d) filling zone; (e) thermos-mechanically affected zone; (f) heat affected zone采用EBSD技术对图5所示P1,P2和P3位置选区晶粒进行表征,晶粒形貌及分布如图7所示. 焊核区(P2区域)为等轴晶,结合面(P1区域)晶粒从等轴晶到长条状晶粒过渡特征明显,轴肩影响区(P3区域)晶粒为长条状.
![]() 图 7 不同区域晶粒形貌Figure 7. Grain morphology of different regions. (a)region P1; (b)region P2; (c)region P3
图 7 不同区域晶粒形貌Figure 7. Grain morphology of different regions. (a)region P1; (b)region P2; (c)region P32.3 接头力学性能
2.3.1 显微硬度
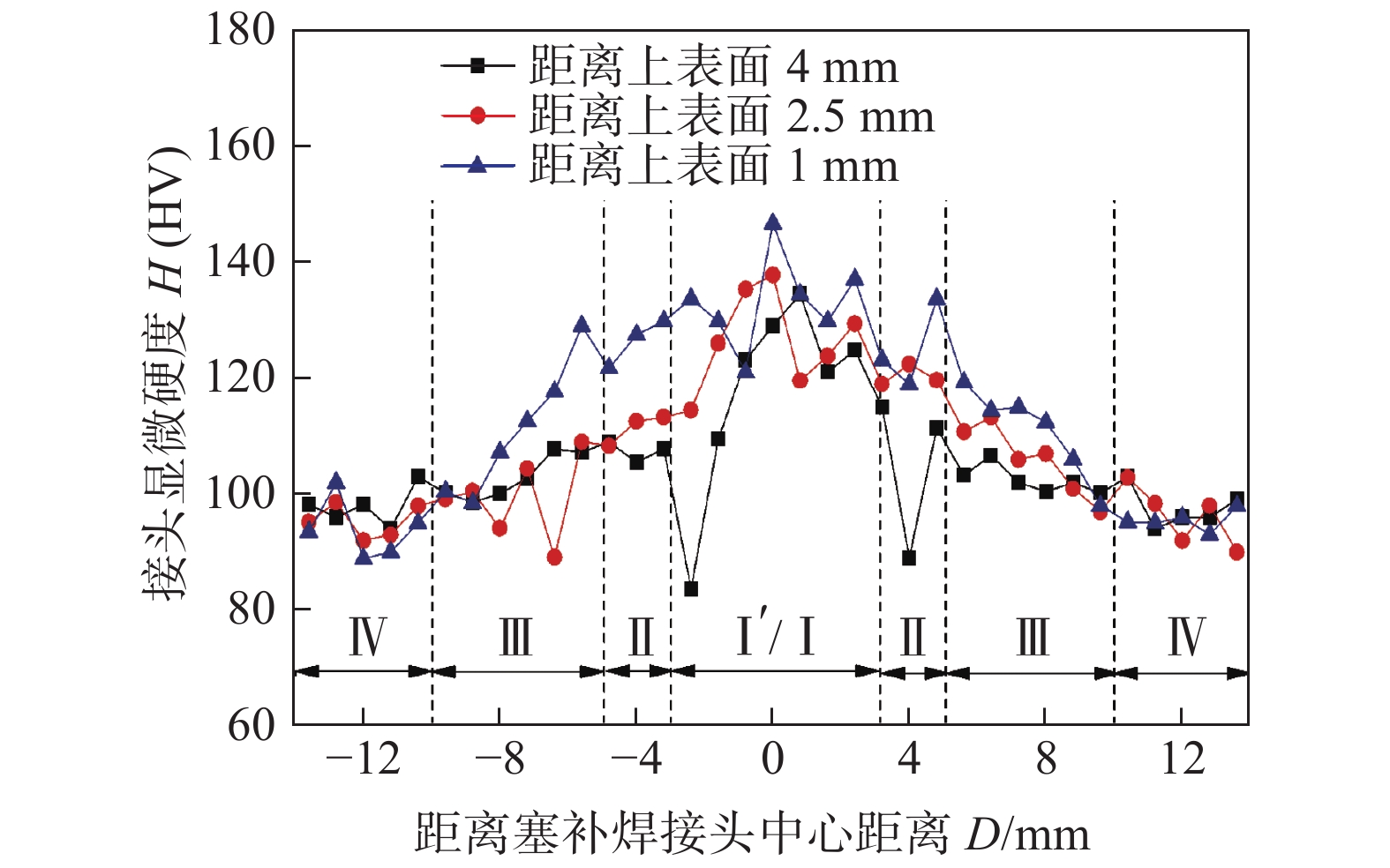
在距离上表面分别为1,2.5,4 mm的位置测试了3 条硬度线,测试点间距0.8 mm,母材硬度为98 HV,图8为接头显微硬度及分布. 图8中I',I,II,III,IV分别代表焊核区、填充区、结合面区、轴肩影响区和热力影响区.细晶强化和位错增殖的结果使得接头显微硬度有所提高,除热影响区硬度略低于母材外,接头其余位置硬度均高于母材. 在母材厚度方向上硬度呈各层异性,随与上表面距离的增加,同一竖向位置显微硬度逐渐降低. 产生这种变化的原因是:一方面,塞补焊过程中,受轴肩与母材和塞棒与塞孔摩擦产热复合温度场影响,接头区域温度升高. 另一方面,距离轴肩越近,轴肩与塞棒对热塑性金属搅拌越明显,热塑性变形中的晶粒破碎作用越强,细晶强化的结果使得接头显微硬度均高于母材,且从上表面向下硬度略有降低.
2.3.2 抗拉强度
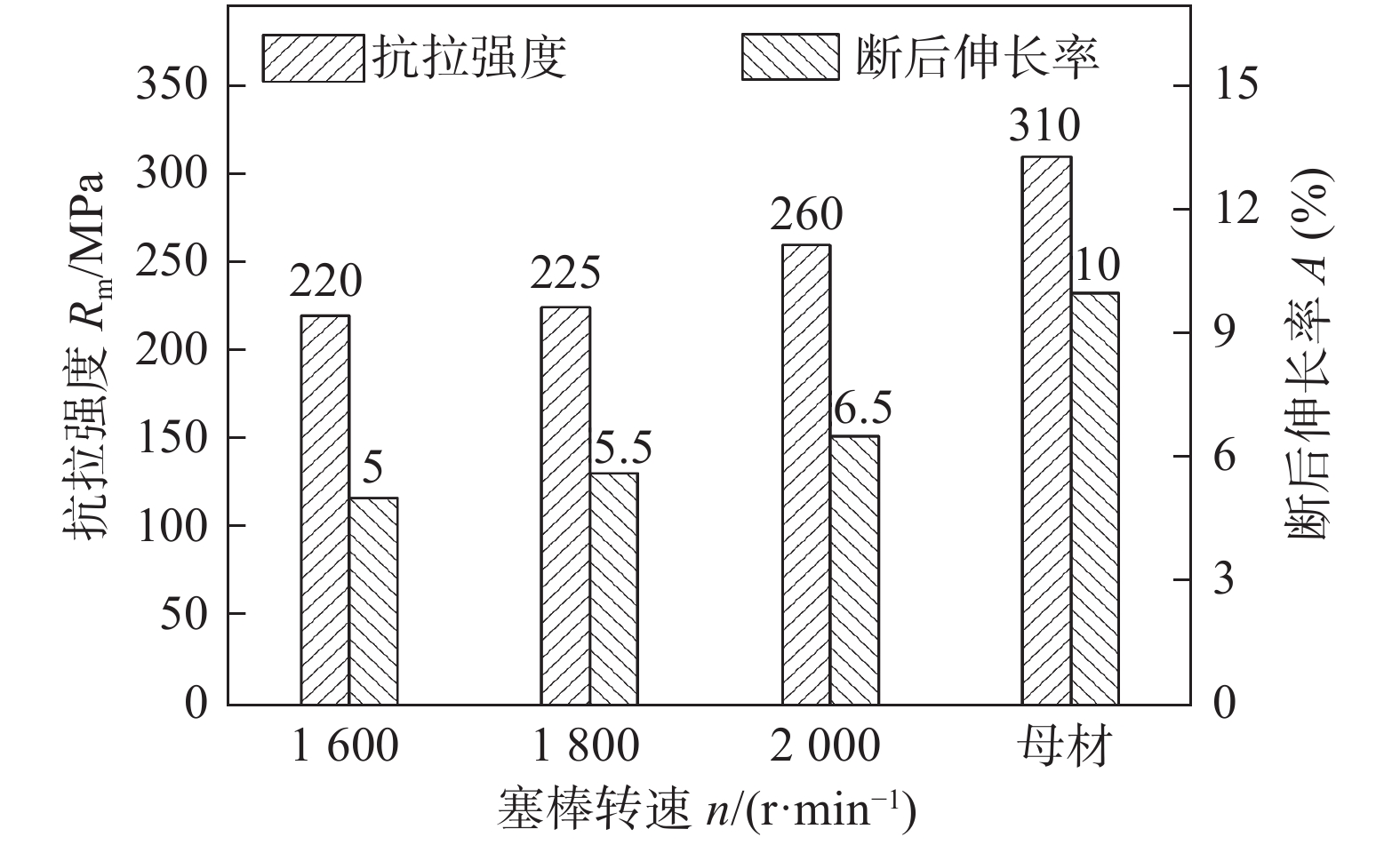
不同塞棒转速下接头抗拉强度如图9所示,其中2000 r/min时接头强度最高,达260 MPa,为母材的83.9%,断后伸长率为6.5%,为母材的65%. 塞棒转速高,单位时间内能量输入高,摩擦产热效率也高;同时,塞棒转速越高,搅拌越充分,越利于改善接头性能. 因此,在其它参数不变的情况下,试验范围内随塞棒转速升高接头抗拉强度升高,断后伸长率也增加.
![]() 图 9 不同塞棒转速下接头抗拉强度及断后伸长率Figure 9. Tensile strength and elongation after fracture of the joint at different plug rotation speeds
图 9 不同塞棒转速下接头抗拉强度及断后伸长率Figure 9. Tensile strength and elongation after fracture of the joint at different plug rotation speeds2.3.3 断口形貌
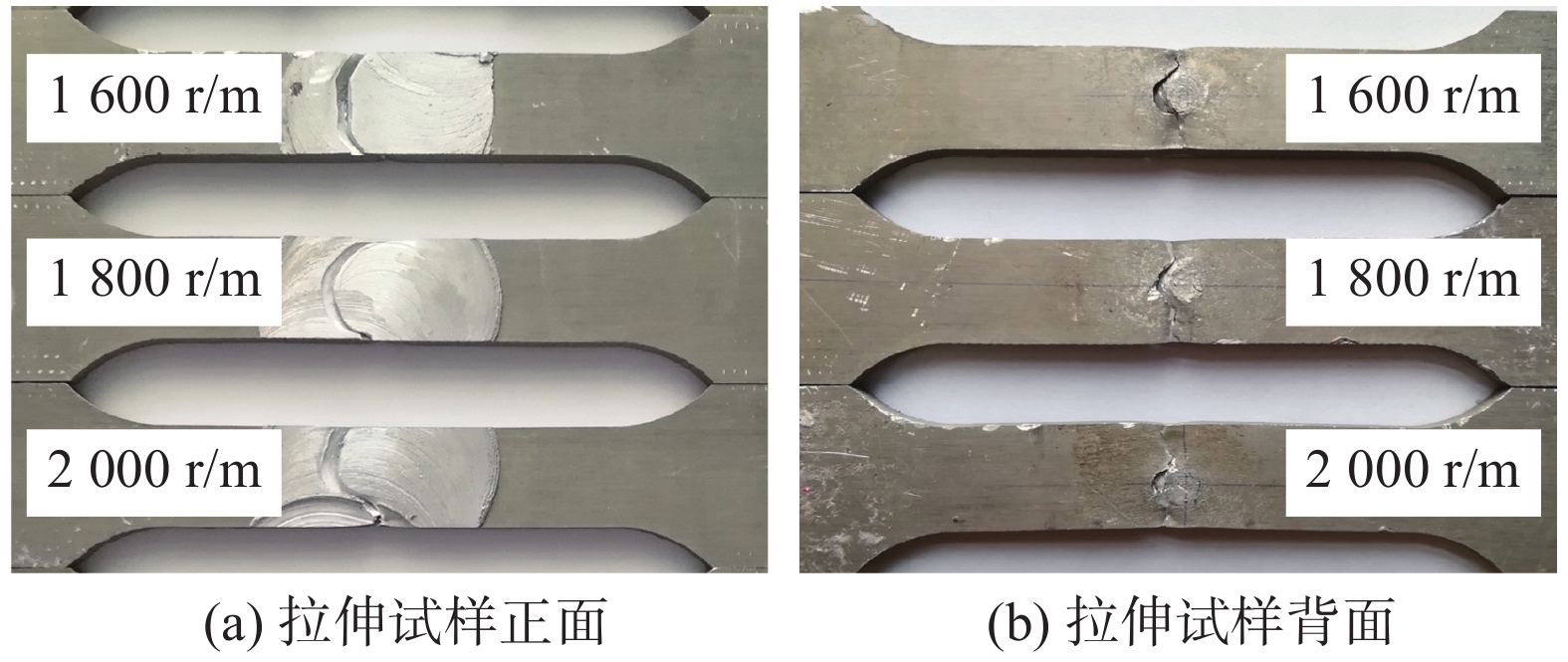
图10为不同塞棒转速下试样拉伸断裂形貌.如图10所示,接头均在根部起裂,沿结合面断裂于接头上表面轴肩外轮廓处,说明根部连接强度弱在一定程度上降低了接头整体性能.
![]() 图 10 不同塞棒转速下试样拉伸断裂形貌Figure 10. Tensile fracture morphology of samples at different plug rotation speeds. (a) front side of tensile specimen; (b) back side of tensile specimen
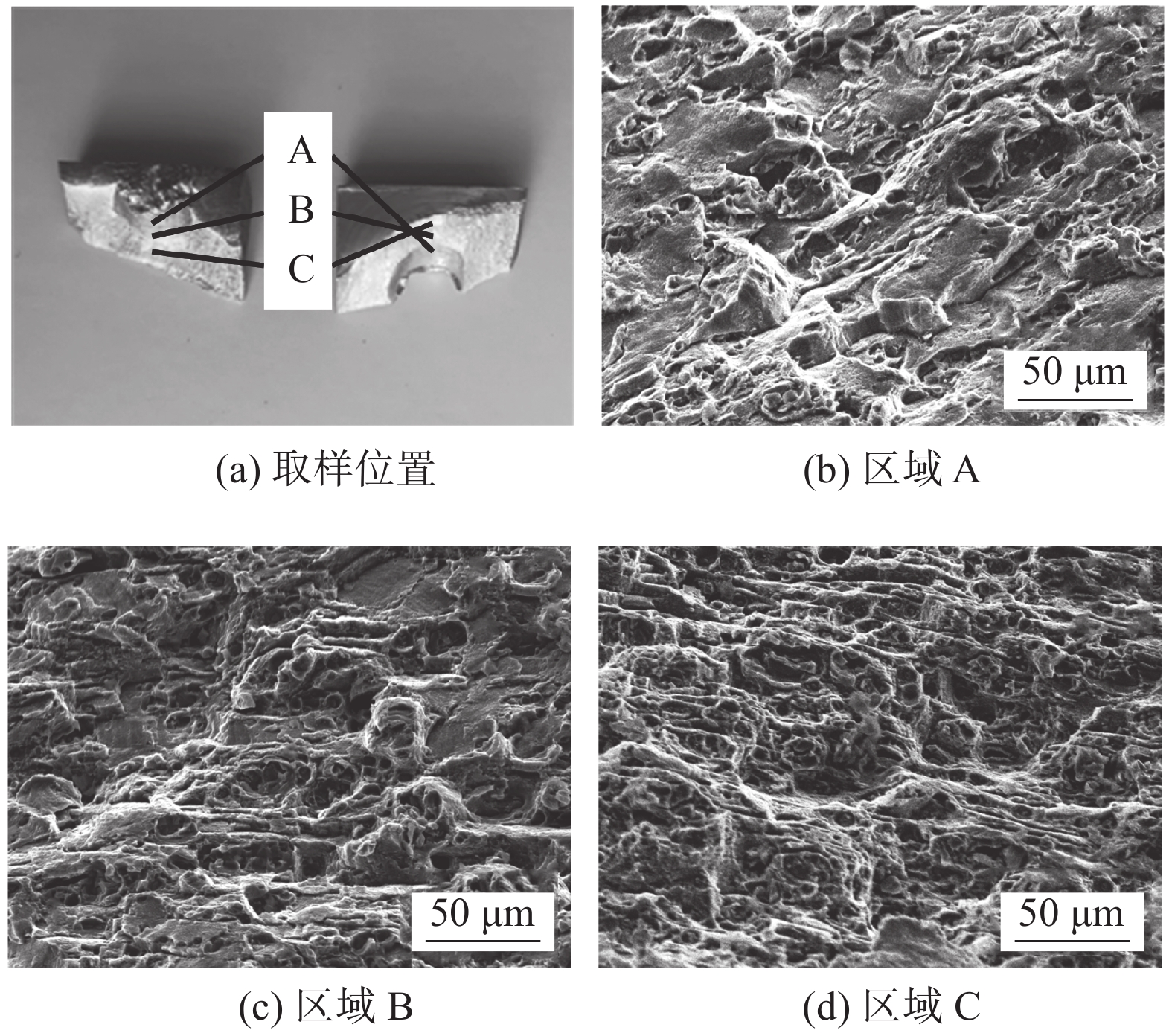
图 10 不同塞棒转速下试样拉伸断裂形貌Figure 10. Tensile fracture morphology of samples at different plug rotation speeds. (a) front side of tensile specimen; (b) back side of tensile specimen为进一步分析接头断裂特征,对接头拉伸断口进行了扫描电镜观察,如图11所示. 区域A断口由韧窝和撕裂棱组成,区域B韧窝平而浅,窝底的强化相尺寸较大;区域C韧窝深,窝底强化相较小.
![]() 图 11 接头拉伸断口形貌Figure 11. Tensile fracture morphology of joint. (a) sampling location; (b) region A; (c) region B; (d) region C
图 11 接头拉伸断口形貌Figure 11. Tensile fracture morphology of joint. (a) sampling location; (b) region A; (c) region B; (d) region C3. 结论
(1)采用轴肩辅助加热的方法实现了对6082铝合金匙孔类体积型缺陷的摩擦塞补焊修复. 在合理的工艺参数下,接头成形美观,无宏观缺陷. 焊后无需机加工消除多余的塞棒,工艺较简单.
(2)接头焊核区和轴肩影响区为细小等轴晶,填充区保留了塞棒原始晶粒状态,结合面为过渡区,热力影响区晶粒弯曲变形明显,热影响区保留了母材板条状组织.
(3)受塞补焊温度场分布影响,热影响区发生软化,显微硬度略有降低,接头其他位置硬度均高于母材. 在厚度方向上显微硬度存在各层异性,同一方向的上部区域高于下部区域.
(4)塞棒转速为2 000 r/min时摩擦塞补焊接头抗拉强度最高达260 MPa,为母材的83.9%;断后伸长率为6.5%,断口韧性断裂特征明显.
-
![]()
图 2 轴肩辅助加热摩擦塞补焊过程示意图
Figure 2. Schematic diagram of friction plug repair welding process with shaft shoulder auxiliary heating. (a) shoulder preheating; (b) feed filling; (c) initial weld joint; (d) stop feed; (e) top forging of plug rod; (f) push out horizontally
![]()
图 3 塞棒、塞孔及拉伸试样尺寸 (mm)
Figure 3. Dimensions of plug, keyhole and tensile sample. (a) size of plug rod; (b) size of base metal and keyhole; (c) size of tensile specimen
![]()
图 4 不同塞棒转速下接头横截面及宏观形貌
Figure 4. Cross section and macroscopic morphology of joint at different plug rotation speeds. (a) 1 600 r/min; (b) 1 800 r/min; (c) 2 000 r/min
![]()
图 6 接头各区域显微组织及分布
Figure 6. Microstructure and distribution of joint. (a) bonding surface zone; (b) nugget zone; (c) shoulder affected zone; (d) filling zone; (e) thermos-mechanically affected zone; (f) heat affected zone
![]()
图 7 不同区域晶粒形貌
Figure 7. Grain morphology of different regions. (a)region P1; (b)region P2; (c)region P3
![]()
图 9 不同塞棒转速下接头抗拉强度及断后伸长率
Figure 9. Tensile strength and elongation after fracture of the joint at different plug rotation speeds
![]()
图 10 不同塞棒转速下试样拉伸断裂形貌
Figure 10. Tensile fracture morphology of samples at different plug rotation speeds. (a) front side of tensile specimen; (b) back side of tensile specimen
![]()
图 11 接头拉伸断口形貌
Figure 11. Tensile fracture morphology of joint. (a) sampling location; (b) region A; (c) region B; (d) region C
表 1 6082铝合金材料成分(质量分数,%)
Table 1 6082 aluminum alloy material composition
Si Fe Cu Mn Mg Cr Zn Ti Al 0.89 0.3 0.04 0.58 0.93 0.06 0.04 0.01 余量  下载: 导出CSV
下载: 导出CSV
表 2 6082铝合金的力学性能
Table 2 Mechanical properties of 6082 aluminum alloy
取样方法 抗拉强度
Rm/MPa屈服强度
ReL/MPa断后伸长率
A(%)横向 310 265 10
下载: 导出CSV
-
[1] 王国庆, 赵刚, 郝云飞, 等. 2219铝合金搅拌摩擦焊缝匙孔缺陷修补技术[J]. 宇航材料工艺, 2012, 42(3): 24 − 28. doi: 10.3969/j.issn.1007-2330.2012.03.006 Wang Guoqing, Zhao Gang, Hao Yunfei, et al. Study on the effect of mechanical keyhole defect on the mechanical properties of 2219 aluminium alloy[J]. Astronautical Materials & Technology, 2012, 42(3): 24 − 28. doi: 10.3969/j.issn.1007-2330.2012.03.006
[2] 周利, 周炜璐, 张嘉伦, 等. 搅拌摩擦焊匙孔修复技术研究现状[J]. 航空制造技术, 2016(14): 75 − 79,92. Zhou Li, Zhou Weilu, Zhang Jialun, et al. Research status of exit hole repairing technology for friction stir welding[J]. Aeronautical Manufacturing Technology, 2016(14): 75 − 79,92.
[3] Li Z X , Cantrell M A , Brown R J . Process development and microstructural characterization on friction plug welded 2195 and 2219 alloy [EB/OL]. (2000−01−01). http://ntrs.nasa.gov/api/citation/200000899631/downloads/20000089963.pdf.
[4] Paula J Hartley. Friction plug weld repair for the space shuttle external tank[EB/OL].https://ntrs.nasa.gov/archive/asa/casi.ntrs.nasa.gov/20000093962.pdf.
[5] Dalder E C, Pastrnak J W, Engel J, et al. Bobbin-tool friction-stir welding of thick-walled aluminum alloy pressure vessels[J]. Welding Journal, 2008, 87(4): 40 − 44.
[6] Horton K R . Microhardness, strength and strain field characterization of self-reacting friction stir and plug welds of dissimilar aluminum alloys[D]. Alabama: University of Alabama, 2011.
[7] Metz D F, Weishaupt E R, Barkey M E, et al. A Microstructure and microhardness characterization of a friction plug weld in friction stir welded 2195 Al-Li[J]. Journal of Engineering Materials & Technology, 2012, 134(2): 021005.
[8] Metz D F, Barkey M E. Fatigue behavior of friction plug welds in 2195 Al-Li alloy[J]. International Journal of Fatigue, 2012, 43(1): 178 − 187.
[9] Shane Brooke, Vann Bradford. Friction pull plug welding in aluminum alloys[EB/OL]. (2012-5-15).https://ntrs.nasa. gov/archive/nasa/casi. ntrs. nasa. gov/20120014529.pdf.
[10] David Francis Metz. Experimental and numerical characterization of the fatigue and fracture properties of friction plug welds in 2195-T8AluminumLithiumalloy[D]. Alabama: University of Alabama, 2013.
[11] Zuo Q K, Nunes Jr A C. Mechanics model of plug welding[EB/OL]. (2015-06-22). http://ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/20150019530.pdf.
[12] 黄永宪, 韩冰, 吕世雄, 等. 基于固态连接原理的填充式搅拌摩擦焊匙孔修复技术[J]. 焊接学报, 2012, 33(3): 9 − 12. Huang Yongxian, Han Bing, Lü Shixiong, et al. Repair technology of filler friction stir welding keyhole based on solid state connection principle[J]. Transactions of the China Welding Institution, 2012, 33(3): 9 − 12.
[13] 林伟, 杨新岐, 熊俊珍, 等. 轴向压力对异种钢水下摩擦锥塞焊接头组织及力学性能的影响[J]. 焊接学报, 2019, 40(1): 26 − 31. doi: 10.12073/j.hjxb.2019400006 Lin Wei, Yang Xinqi, Xiong Junzhen, et al. Effects of axial force on microstructures and mechanical properties of underwater friction taper plug welding fordissimilar steel[J]. Transactions of the China Welding Institution, 2019, 40(1): 26 − 31. doi: 10.12073/j.hjxb.2019400006
[14] 孙转平, 杨新岐, 杜波, 等. 2219铝合金FSW焊缝摩擦塞补焊接头性能分析[J]. 焊接学报, 2019, 40(5): 143 − 147. doi: 10.12073/j.hjxb.2019400142 Ssun Zhuanping, Yang Xingqi, Du Bo, et al. Investigation on mechanical properties of friction plug welded joints for 2219 friction stir welds[J]. Transactions of the China Welding Institution, 2019, 40(5): 143 − 147. doi: 10.12073/j.hjxb.2019400142
[15] 熊俊珍, 杨新岐, 林伟, 等. X52管线钢水下摩擦圆锥塞焊接头组织特征[J]. 焊接学报, 2019, 40(5): 6 − 12. doi: 10.12073/j.hjxb.2019400119 Xiong Junzhen, Yang Xinqi, Lin Wei, et al. Microstructural features of underwater wet friction taper plug welded joints for X52 pipeline steel[J]. Transactions of the China Welding Institution, 2019, 40(5): 6 − 12. doi: 10.12073/j.hjxb.2019400119
[16] 杜波, 杨新岐, 孙转平, 等. 2219-T87铝合金拉锻式摩擦塞补焊接头组织及性能[J]. 焊接学报, 2019, 40(2): 128 − 132. Du Bo, Yang Xinqi, Ssun Zhuanping, et al. Microstructures and properties of 2219-T87 aluminum alloy friction pull plug welds[J]. Transactions of the China Welding Institution, 2019, 40(2): 128 − 132.
[17] 贺地求, 胡雷, 赵志峰, 等. 超声功率对2219-T351铝合金搅拌摩擦焊接头组织与性能的影响[J]. 焊接学报, 2020, 41(3): 23 − 28. He Diqiu, Hu Lei, Zhao Zhifeng, et al. Effect of ultrasonic power on microstructure and proper-ties of 2219-T351 aluminum alloy friction stir welding joint[J]. Transactions of the China Welding Institution, 2020, 41(3): 23 − 28.
[18] 张忠科, 赵早龙, 李德福, 等. 6082铝合金摩擦塞补焊接头微观组织与性能[J]. 材料导报, 2020, 34(16): 16094 − 16099,16113. doi: 10.11896/cldb.19080029 Zhang Zhongke, Zhao Zaolong, Li Defu, et al. Microstructure and properties of 6082 aluminum alloy friction plug repair welding joints[J]. Materials Review, 2020, 34(16): 16094 − 16099,16113. doi: 10.11896/cldb.19080029
-
期刊类型引用(4)
1. 高宝祺,赵衍华,张丽娜,邵震,管卫,黄一鸣,崔雷. 2219铝合金拉拔式摩擦塞补焊成形行为及其对界面结合质量的影响. 焊接学报. 2025(02): 7-17+71 .  本站查看
本站查看
2. 张忠科,初树晟. H62黄铜摩擦塞补焊接头微观组织及力学性能. 材料科学与工艺. 2024(06): 41-49 . 百度学术
3. 马领航,李波,赵彦广,宋建岭,高世康,李雨,许子彦,周利. 火箭贮箱焊接缺陷修复技术研究现状. 电焊机. 2023(03): 31-45 . 百度学术
4. 张亮亮,刘致远,剡晓旭. 6082铝合金FSW匙孔修复过程中温度场数值模拟. 甘肃高师学报. 2023(05): 1-5 . 百度学术
其他类型引用(1)

计量
- 文章访问数: 340
- HTML全文浏览量: 34
- PDF下载量: 38
- 被引次数: 5
