
Vacuum brazing TC4 titanium alloy / 316L stainless steel with Ti43.76Zr12.50Cu37.49-xNi6.25Cox amorphous filler metals
-
摘要:
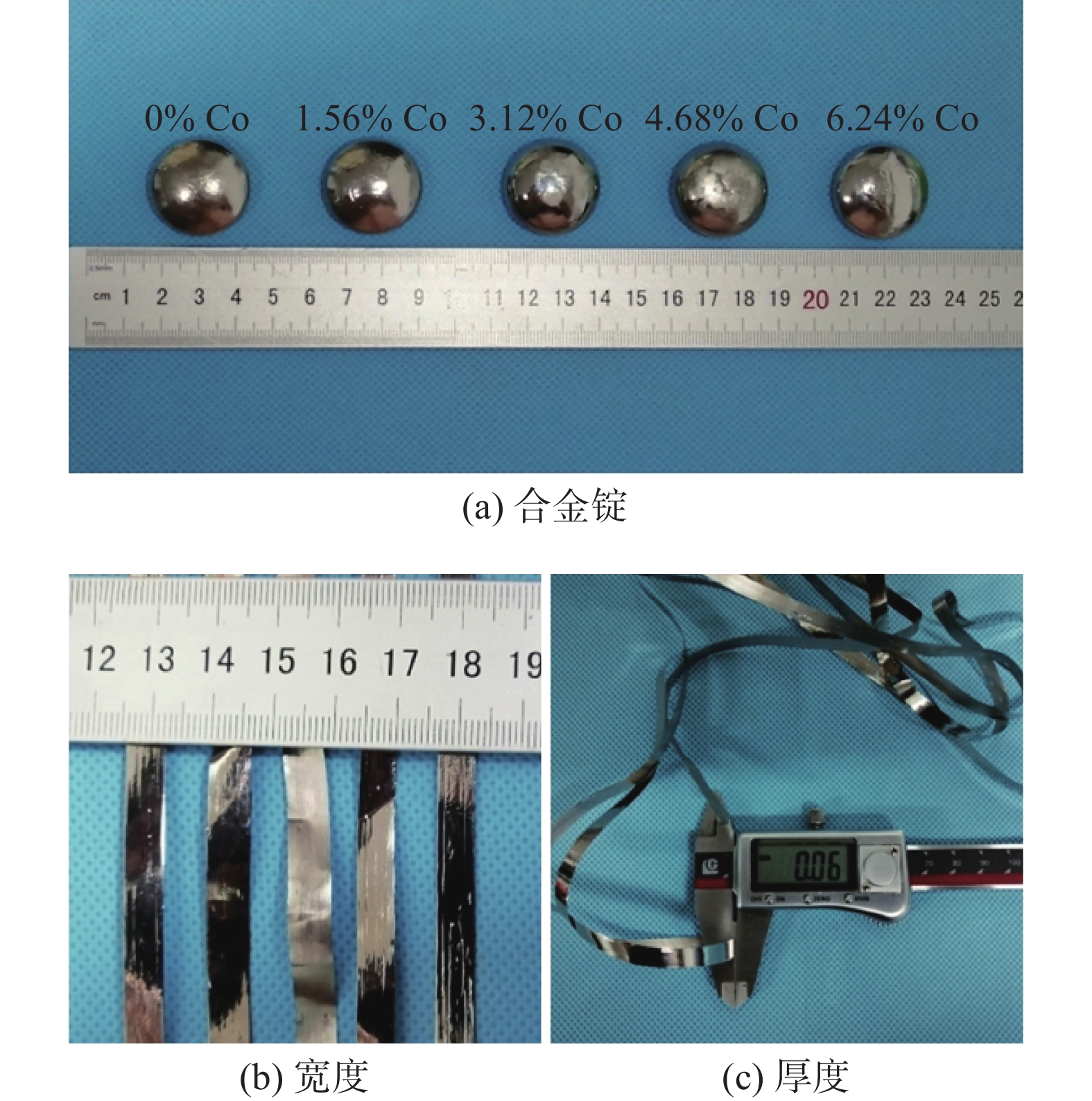
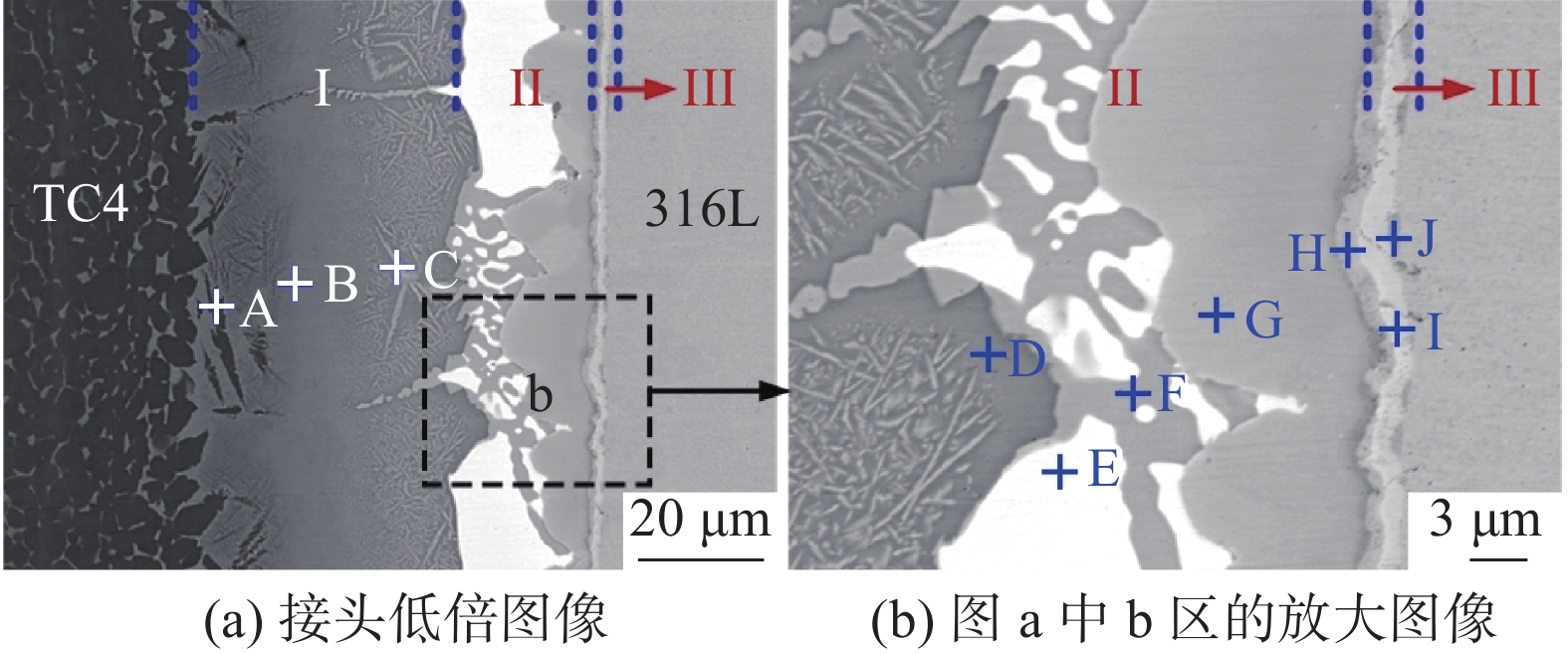
根据双团簇模型设计并制备了Ti-Zr-Cu-Ni-Co系非晶钎料,用于真空钎焊TC4钛合金和316L不锈钢,分析了钎料中Co元素含量对钎焊接头界面微观组织形貌、力学性能及断裂行为的影响规律.结果表明,钎焊接头可划分为TC4/扩散区(I区)/钎缝中心区(II区)/界面区(III区)/316L,界面典型微观组织结构为TC4/β-Ti + Ti2Cu/(Ti, Zr)2(Cu, Ni) + Ti2Cu + Ti2(Cu, Ni) + TiFe/(Fe, Cr)2Ti + α-(Fe, Cr) + τ + γ-(Fe, Ni) + σ/316L,随着Co元素含量的增加,接头剪切强度先升高后降低再升高,当Co元素含量为1.56%时达到最大310 MPa,不添加Co元素时,接头断裂于钎缝中心区(II区);当Co元素含量为1.56% ~ 6.24%时,接头断裂于靠近316L母材的界面区(III区)附近,断裂模式为典型的解理断裂.
-
关键词:
- 真空钎焊 /
- 非晶钎料 /
- 钛合金/不锈钢异种金属 /
- 微观组织 /
- 剪切强度
Abstract:Ti-Zr-Cu-Ni-Co amorphous filler metals were designed and prepared for vacuum brazing of TC4 titanium alloy to 316L stainless steel according to the dual-cluster model. The effect of Co content in filler metals on the microstructure, mechanical properties and fracture behavior of brazed joints was investigated. The results showed that the cross section of brazed joint could be divided into TC4/diffusion zone I/brazing seam center zone II/interface zone III/316L. The typical interfacial microstructure of the brazed joints was TC4/β-Ti + Ti2Cu/(Ti, Zr)2(Cu, Ni) + Ti2Cu + Ti2(Cu, Ni) + TiFe/(Fe, Cr)2Ti + α-(Fe, Cr) + τ + γ -(Fe, Ni) + σ/316L. The shear strength of brazed joints first increased, then decreased and then increased with the increase of Co content. The maximum shear strength of 310 MPa was obtained at 1.56% Co. When Co element was not added, brazed joints fractured in the center of the brazing seam (zone II). And when the Co content was 1.56 ~ 6.24%, brazed joints fractured near the interface zone (zone III) of 316L base metal. The fracture mode was typical cleavage fracture.
-
0. 序言
激光电弧复合焊是一种高效高精度焊接技术,在海洋工程领域低合金高强钢中厚板的焊接方面具有良好的应用前景[1-2]. 一般情况下,激光电弧复合焊匹配的激光器功率越大,激光束穿透力越强,单道次焊缝的焊接熔深也越大. 然而一味地增加激光器功率,会导致设备成本成倍增加. 目前,激光电弧复合焊通常配备20 kW的光纤激光器,可实现20 mm厚度以下的钢板单道一次性焊透,对于20 mm厚度以上的钢板,可采用激光电弧复合多层多道焊或激光电弧复合焊与其他焊接方法复合的方式焊接[3-4].
Bao等人[5]和 Li等人[6-7]对低合金高强钢多道次焊接热影响区(heat affected zone, HAZ)组织与韧性研究发现,由于焊接热循环的叠加作用,单道次焊缝热影响区,尤其是粗晶区(coarse grained HAZ, CGHAZ),组织与性能会进一步恶化,临界再热粗晶区(intercritically reheated CGHAZ, ICCGHAZ)往往成为其性能薄弱区. 然而,对于低合金高强钢激光电弧复合焊多层多道焊热影响区组织与性能的研究鲜有报道,现有研究多集中在单道次激光电弧复合焊热影响区的组织与性能方面. Bao等人[5, 8]对EQ70低合金高强钢激光电弧复合焊接接头组织与冲击韧性之间的关系进行了研究,研究发现EQ70钢激光电弧复合焊接头热影响区发生了局部脆化. 采用有限元数值模拟技术和热电偶测温法对EQ70钢激光电弧复合焊的焊接热循环进行了模拟与测量,并分析了复合焊焊接热循环对热影响区组织演变的影响,研究发现粗晶区是低合金高强钢单道次激光电弧复合焊热影响区的局部脆化区[9-10].
为进一步研究双道次激光电弧复合焊后续焊接热循环对单道次CGHAZ微观组织和性能的影响,采用焊接热模拟技术制备了低合金高强钢双道次激光电弧复合焊HAZ的均匀化组织试样,并采用示波冲击试验和微观组织表征技术,分析了二次峰值温度对双道次热模拟试样微观组织和韧性的影响规律.
1. 焊接热影响区的划分
HAZ是一个不均匀的梯度化组织区域. 根据焊接热循环峰值温度的不同[11],单道次HAZ可分为:①完全淬火区,最高温度在Ac3至1350 ℃之间,组织完全奥氏体化,冷却后得到马氏体组织或马氏体与贝氏体的混合组织. 又可细分为CGHAZ (1100 ~ 1350 ℃)和细晶区(fine grained HAZ, Ac3 ~ 1100 ℃, FGHAZ);②不完全淬火区,峰值温度在Ac1 ~ Ac3之间,组织部分奥氏体化,又称为两相区或临界区(intercritically HAZ, ICHAZ),冷却后得到马氏体与铁素体共存的组织,组织均匀性较差;③回火软化区,峰值温度介于Ac1至回火温度之间,软化程度取决于焊前调质回火温度,峰值温度低于回火温度,组织性能不发生变化,峰值温度高于回火温度,组织发生软化,成为局部软化区,又称为亚临界区(subcritically HAZ, SCHAZ).
对于多道焊,由于热循环的叠加作用,HAZ分布更复杂. 多数情况下,CGHAZ是HAZ的性能薄弱区,所以一般研究热循环对前道次CGHAZ的影响. 图1为单道次和双道次焊缝的HAZ分布图. 按照二次热循环峰值温度的不同,CGHAZ可以分为4个区域[12-14]. 区域1为未转变粗晶区(unaltered CGHAZ, UACGHAZ),二次热循环峰值温度介于1 100 ~ 1 350 ℃,组织完全奥氏体化,峰值温度较高,晶粒尺寸进一步长大,性能较差;区域2为超临界再热粗晶区(supercritically reheated CGHAZ, SCRCGHAZ),二次热循环峰值温度介于Ac3至1 100 ℃之间,组织经历第二次完全奥氏体化过程,但由于二次热循环峰值温度较低,晶粒细小,性能良好,与FGHAZ组织类似,所以又简称为FGHAZ;区域3为ICCGHAZ,二次热循环峰值温度介于Ac1 ~Ac3之间,组织不完全奥氏体化,韧性较差;区域4为亚临界再热粗晶区(subcritically reheated CGHAZ, SRCGHAZ),二次热循环峰值温度在Ac1以下,由于回火作用,组织硬度有所下降,韧性升高.
2. 试验方法
选用调质态EQ70低合金高强钢,其化学成分如表1所示. 结合激光电弧复合焊热循环测量结果和温度场数值模拟结果[9],根据复合焊热循环特点,双道次激光电弧复合焊热模拟试验的加热速度ωH统一采用CGHAZ平均加热速度400 ℃/s,高温停留时间tH统一设定为1 s. 单道次峰值温度TM1和800 ℃冷却至500 ℃时间t8/5(1)统一设定为1300 ℃和5 s,用来得到均匀化的单道次CGHAZ热模拟试样. 二次峰值温度TM2设定为690,760,800,840,900,1300 ℃,用来模拟双道次HAZ不同微区组织. 二次800 ℃冷却至500 ℃时间t8/5(2)设定为5 s,TM2为690,760,800,840,900,1300 ℃的试样,分别代表SRCGHAZ,ICCGHAZ (760,800,840 ℃),SCRCGHAZ和UACGHAZ试样. 表2为焊接热模拟试样参数.
表 1 EQ70钢的化学成分(质量分数,%)Table 1. Chemical compositions of EQ70 steelC Si Mn P Cu Cr Mo V N B Al Ni Fe 0.12 0.25 1.09 0.004 0.28 0.58 0.53 0.04 0.003 9 0.000 9 0.074 2.46 余量 表 2 焊接热模拟试样参数Table 2. Welding simulation specimen parameters试样编号 峰值温度TM /℃ 800 ℃冷却至500 ℃时间t8/5/s 单道次 二次 一次 二次 1 1 300 1 300 5 5 2 1 300 900 5 5 3 1 300 840 5 5 4 1 300 800 5 5 5 1 300 760 5 5 6 1 300 690 5 5 焊接热模拟试样尺寸为70 mm × 10.5 mm × 10.5 mm,经表面处理后,在Gleeble-3800型热模拟试验机上进行试验. 热模拟后将试样加工成55 mm × 10 mm × 10 mm的标准冲击试样. 采用RKP-450型试验机对试样进行示波冲击试验[15-16],按照标准GB/T 2650—2008《焊接接头冲击试验方法》通过JSM-7200F型扫描电子显微镜观察试样冲击后的断口形貌. 热模拟试样的微观组织采用DM2500M Leica型光学显微镜和JSM-7200F型扫描电子显微镜进行表征.
3. 试验结果与分析
3.1 双道次热模拟热影响区试样的微观组织
3.1.1 UACGHAZ
图2为UACGHAZ试样(试样1)的微观组织. 一次热模拟CGHAZ试样经过高达1 300 ℃的二次峰值温度后,组织完全奥氏体化,由于复合焊具有快速的冷却速度,冷却后组织仍为晶粒粗大的板条马氏体,如图2a和图2b所示. 多视域组织观察发现试样1晶粒尺寸在84 ~ 98 μm之间,与CGHAZ试样相比,晶粒尺寸增加12.0% ~ 30.7%. 由于复合焊升温速度快、高温停留时间短,一次热模拟CGHAZ组织均质化和碳化物溶解不充分,经二次热循环1300 ℃高温后,晶粒进一步长大,且组织均质化和碳化物溶解更加不充分,马氏体板条间有碳化物颗粒存在,如图2c所示.
![]() 图 2 试样1的微观组织Figure 2. Microstructure of specimen 1. (a) optical microstructure; (b) scanning electron microstructure (low magnification); (c) scanning electron microstructure (high magnification)
图 2 试样1的微观组织Figure 2. Microstructure of specimen 1. (a) optical microstructure; (b) scanning electron microstructure (low magnification); (c) scanning electron microstructure (high magnification)3.1.2 SCRCGHAZ
图3为SCRCGHAZ试样(试样2)的微观组织. CGHAZ试样经过900 ℃的二次峰值温度后,组织完全奥氏体化,由于二次峰值温度不高,新转变的奥氏体晶粒来不及长大,晶粒尺寸较小. 在随后快速冷却速度下,组织主要为板条马氏体.
![]() 图 3 试样2的微观组织Figure 3. Microstructure of specimen 2. (a) optical microstructure; (b) scanning electron microstructure (low magnification); (c) scanning electron microstructure (high magnification)
图 3 试样2的微观组织Figure 3. Microstructure of specimen 2. (a) optical microstructure; (b) scanning electron microstructure (low magnification); (c) scanning electron microstructure (high magnification)由于激光电弧复合焊快速加热、短时高温停留的特点,晶粒内部板条间也有粒状碳化物存在,如图3c. 由于组织类型和晶粒尺寸与一次热循环FGHAZ试样组织相近,所以也称为FGHAZ. 多视域观察发现试样2晶粒尺寸为15.7 ~ 19.2 μm.
3.1.3 ICCGHAZ
EQ70钢相变点Ac1,Ac3分别为720,850 ℃. 考虑复合焊焊接热循环对相变点的影响,分别选取临界温度为760,800,840 ℃的热模拟试样对ICCGHAZ显微组织进行表征.
图4为采用4%硝酸酒精和LePera试剂腐蚀的ICCGHAZ试样的光学显微组织. ICCGHAZ组织为晶界和亚晶界分布有M-A组元的板条马氏体,M-A组元的分布、形态和数量随二次峰值温度的不同有所差异. 当二次峰值温度较低时(760 ℃),M-A组元主要分布在原奥氏体晶界,呈块状. 这些块状M-A组元在晶界聚集成链状,形成所谓的链状M-A组元,如图4d所示. 当二次峰值温度为800 ℃时,晶界上链状M-A组元开始变得相对分散,晶粒内部亚晶界开始有薄片状逆转组织形成,如图4e所示. 当二次峰值温度进一步升高至840 ℃时,由于温度接近Ac3,原马氏体组织大部分都逆转为奥氏体,在后续快速冷却过程中转变为细小的板条马氏体,原奥氏体晶界消失,细小的M-A组元弥散分布于马氏体内部,如图4f所示.
![]() 图 4 ICCGHAZ试样的光学显微组织Figure 4. Optical microstructures of ICCGHAZ specimens. (a) specimen 5 (nital); (b) specimen 4 (nital); (c) specimen 3 (nital); (d) specimen 5 (LePera); (e) specimen 4 (LePera); (f) specimen 3 (LePera)
图 4 ICCGHAZ试样的光学显微组织Figure 4. Optical microstructures of ICCGHAZ specimens. (a) specimen 5 (nital); (b) specimen 4 (nital); (c) specimen 3 (nital); (d) specimen 5 (LePera); (e) specimen 4 (LePera); (f) specimen 3 (LePera)3.1.4 SRCGHAZ
图5为SRCGHAZ试样(试样6)的显微组织图片. 由于二次峰值温度低于奥氏体转变温度,相当于对CGHAZ组织进行了一次回火处理,试样6基本保持了CGHAZ试样的组织形态,组织主要为板条马氏体,晶粒尺寸与CGHAZ试样相近,多视域观察统计可知其晶粒尺寸在79 ~ 88 μm之间.
![]() 图 5 试样6的显微组织Figure 5. Microstructures of specimen 6. (a) optical microstructure; (b) scanning electron microstructure
图 5 试样6的显微组织Figure 5. Microstructures of specimen 6. (a) optical microstructure; (b) scanning electron microstructure3.2 双道次热模拟热影响区试样的冲击韧性
3.2.1 峰值温度对热模拟试样冲击韧性的影响
对双道次热模拟HAZ试样进行了示波冲击试验,表3为示波冲击试验数据. 图6为不同二次峰值温度试样的示波冲击吸收功特征值. 从总冲击吸收功Et看,母材的Et最高,SRCGHAZ,SCRCGHAZ和CGHAZ试样Et相差不大,ICCGHAZ和UACGHAZ试样的Et较低,其中ICCGHAZ试样5的Et最低,仅为20.7 J,低于EQ70钢标准要求的最低冲击吸收功27.0 J. 文献[5]研究发现总冲击吸收功Et并不能真实反映出试样间的韧性差异. 从裂纹形成功Ei看,母材Ei最高,表明母材抵抗裂纹形成能力最高. ICCGHAZ试样Ei较低,其中试样5的Ei最低,仅为14.6 J,说明ICCGHAZ试样抵抗裂纹形成的能力最差. 从裂纹扩展功Ep看,ICCGHAZ和UACGHAZ试样抵抗裂纹扩展能力较低,其中试样5和试样1抵抗裂纹扩展的能力最差.
表 3 示波冲击试验数据(J)Table 3. Instrumented impact test results试样编号 裂纹形成功Ei 裂纹稳定扩展功Ea 裂纹失稳扩展功Eb 撕裂功Ec 裂纹扩展功Ep 总冲击吸收功Et 1 24.3 0.7 0.8 4.2 5.7 30.0 2 23.8 2.9 0.7 9.7 16.2 40.0 3 20.2 1.6 1.0 11.2 13.8 34.0 4 19.6 0.8 1.4 7.2 9.4 29.0 5 14.6 0.4 0.8 4.9 6.1 20.7 6 22.9 3.1 1.0 14.0 18.1 41.0 CGHAZ 27.9 0.9 2.5 6.7 10.1 38.0 母材 35.9 51.0 4.7 21.6 77.3 113.2 ![]() 图 6 不同二次峰值温度试样的示波冲击吸收功特征值Figure 6. Instrumented impact energy parameters of different TM2 specimens
图 6 不同二次峰值温度试样的示波冲击吸收功特征值Figure 6. Instrumented impact energy parameters of different TM2 specimens双道次UACGHAZ试样(试样1)的总冲击吸收功Et为30.0 J,裂纹形成功Ei为24.3 J,裂纹扩展功Ep为5.7 J,均低于单道次CGHAZ热模拟试样. 相较于CGHAZ试样,UACGHAZ试样抵抗裂纹形成和扩展的能力均有所降低. 试样1冲击断口几乎没有纤维区,均为白亮色、结晶状放射区. 图7为试样1的冲击断口形貌,其裂纹形成区微观断口表现为韧窝 + 解理的混合型断裂特征,裂纹扩展区微观断口为脆性解理断裂特征.
![]() 图 7 试样1的断口形貌Figure 7. Fracture surfaces of specimen 1. (a) crack initiation zone; (b) crack propagation zone
图 7 试样1的断口形貌Figure 7. Fracture surfaces of specimen 1. (a) crack initiation zone; (b) crack propagation zone双道次SCRCGHAZ试样(试样2)总冲击吸收功Et为40.0 J,裂纹形成功Ei为23.8 J,裂纹扩展功Ep为16.2 J. 图8为试样2的微观断口形貌. 裂纹形成区微观断口表现为细小均匀的韧窝特征,裂纹扩展区微观断口为细小韧窝和少量解离刻面特征. SCRCGHAZ试样韧性较单道次CGHAZ试样有所改善,基本满足EQ70钢标准要求.
![]() 图 8 试样2的断口形貌Figure 8. Fracture surfaces of specimen 2. (a) crack initiation zone; (b) crack propagation zone
图 8 试样2的断口形貌Figure 8. Fracture surfaces of specimen 2. (a) crack initiation zone; (b) crack propagation zone图9为不同二次峰值温度对ICCGHAZ示波冲击特征值的影响. 随二次峰值温度的升高,ICCGHAZ的示波冲击特征值也不断升高. 当二次峰值温度为760 ℃时,其裂纹形成功Ei(14.6 J)和裂纹扩展功Ep(6.1 J)均较低;当二次峰值温度升至800 ℃时其裂纹形成功Ei(19.6 J)有所增加,裂纹扩展功Ep(9.4 J)变化较小;当二次峰值温度进一步升至840 ℃时,其裂纹形成功Ei(20.2 J)和裂纹扩展功Ep(13.8 J)均有所改善. 图10为不同二次峰值温度ICCGHAZ的裂纹扩展区的微观断口形貌. ICCGHAZ试样裂纹扩展区微观断口均呈现准解理断裂特征,当二次峰值温度为760 和800 ℃时,主要由解理刻面和撕裂棱组成;当二次峰值温度为840 ℃时,局部韧窝带明显增多,表明其对裂纹扩展阻碍作用有所提高. 上述结果表明,二次峰值温度对ICCGHAZ冲击韧性有一定影响,二次峰值温度处于下临界温度(760 ℃)时,ICCGHAZ冲击韧性较低,二次峰值温度在中(800 ℃)、上(840 ℃)临界温度时,ICCGHAZ冲击韧性有所改善. ICCGHAZ冲击韧性均较低,主要为脆性断口.
![]() 图 9 不同二次峰值温度下ICCGHAZ试样的示波冲击吸收功Figure 9. Instrumented impact energy of ICCGHAZ under different secondary peak temperature
图 9 不同二次峰值温度下ICCGHAZ试样的示波冲击吸收功Figure 9. Instrumented impact energy of ICCGHAZ under different secondary peak temperature![]() 图 10 不同二次峰值温度下热模拟ICCGHAZ的裂纹扩展区断口形貌Figure 10. Fracture surfaces of crack propagation zone of simulated ICCGHAZ specimens under different secondary peak temperature. (a) specimen 5; (b) specimen 4; (c) specimen 3
图 10 不同二次峰值温度下热模拟ICCGHAZ的裂纹扩展区断口形貌Figure 10. Fracture surfaces of crack propagation zone of simulated ICCGHAZ specimens under different secondary peak temperature. (a) specimen 5; (b) specimen 4; (c) specimen 3双道次SRCGHAZ试样(试样6)总冲击吸收功Et为41.0 J,裂纹形成功Ei为22.9 J,裂纹扩展功Ep为18.1 J. 试样6冲击断口由纤维区、剪切唇组成. 微观断口为均匀细小的韧窝,如图11所示. 双道次SRCGHAZ试样冲击韧性较单道次CGHAZ试样有所改善,基本满足EQ70钢标准要求.
3.2.2 局部脆化区组织与韧性的关系
冲击试验研究发现双道次热模拟HAZ中UACGHAZ,ICCGHAZ试样冲击韧性相对较低,冲击断口呈现脆性断裂特征,是双道次激光电弧复合焊热影响区的局部脆化区. UACGHAZ组织类型与CGHAZ基本一致,UACGHAZ冲击韧性的降低主要是因为其经历了二次高温热循环,晶粒尺寸进一步粗化导致的. Bao等人[17]研究发现板条块亚结构是控制CGHAZ裂纹稳定扩展的微观组织单元,且板条块亚结构宽度随原奥氏体晶粒尺寸(prior austenite grain size, PAGS)的增加而变大. 所以PAGS的增加,导致UACGHAZ组织中block宽度增加,导致其抵抗裂纹扩展能力降低,裂纹扩展功Ep仅为5.7 J.
ICCGHAZ组织随二次峰值温度变化有所不同. 由图4可知,ICCGHAZ基体组织均为板条马氏体,差异主要体现在M-A组元的形态、分布、数量、尺寸等方面. 为研究二次峰值温度对M-A组元的影响,利用Image-Pro Plus软件对LePera试剂腐蚀后的金相图片进行处理,并统计M-A组元的体积分数(采用二维金相图片的面积分数近似代替体积分数,每个峰值温度下至少统计5张500倍金相图片),图12为利用Image-Pro Plus软件处理后的ICCGHAZ的金相图. M-A组元尺寸通过扫描电子显微镜图片统计(至少统计30个M-A组元,取平均值),图13为不同二次峰值温度ICCGHAZ试样扫描电子显微镜组织图.
![]() 图 12 Image-Pro Plus软件处理后的ICCGHAZ金相图Figure 12. Metallograph images of ICCGHAZ after processing by Image-Pro Plus software. (a) specimen 5; (b) specimen 4; (c) specimen 3
图 12 Image-Pro Plus软件处理后的ICCGHAZ金相图Figure 12. Metallograph images of ICCGHAZ after processing by Image-Pro Plus software. (a) specimen 5; (b) specimen 4; (c) specimen 3![]() 图 13 ICCGHAZ扫描电子显微镜组织图Figure 13. Scanning electron microstructure images of ICCGHAZ. (a) specimen 5; (b) specimen 4; (c) specimen 3
图 13 ICCGHAZ扫描电子显微镜组织图Figure 13. Scanning electron microstructure images of ICCGHAZ. (a) specimen 5; (b) specimen 4; (c) specimen 3鲍亮亮等人[17]的研究已经证明板条块亚结构是控制板条马氏体韧性的微观组织单元,所以利用电子背散射衍射(electron backscattered diffraction, EBSD)欧拉图统计各试样板条块亚结构宽度以及45°以上大角度晶界比例,如图14所示. 欧拉图中黄色代表45°以上晶界. 表4为不同二次峰值温度下ICCGHAZ试样的板条块亚结构宽度、M-A组元的体积分数和尺寸、45°以上大角度晶界比例.
![]() 图 14 ICCGHAZ试样的EBSD表征Figure 14. EBSD characterizations of ICCGHAZ specimens. (a) band contrast map of specimen 5; (b) band contrast map of specimen 4; (c) band contrast map of specimen 3; (d) euler map of specimen 5; (e) euler map of specimen 4; (f) euler map of specimen 3表 4 ICCGHAZ试样板条块亚结构宽度、M-A组元的体积分数和尺寸Table 4. Block width, M-A constituent volume fraction and size of ICCGHAZ specimen
图 14 ICCGHAZ试样的EBSD表征Figure 14. EBSD characterizations of ICCGHAZ specimens. (a) band contrast map of specimen 5; (b) band contrast map of specimen 4; (c) band contrast map of specimen 3; (d) euler map of specimen 5; (e) euler map of specimen 4; (f) euler map of specimen 3表 4 ICCGHAZ试样板条块亚结构宽度、M-A组元的体积分数和尺寸Table 4. Block width, M-A constituent volume fraction and size of ICCGHAZ specimen试样编号 板条块亚结构宽度
Wb /μm体积分数
A(%)M-A组元尺寸
SM-A/μm45°以上HAB比例
RHAB(%)5 19.3 2.9 2.5 12.6 4 21.7 3.2 2.1 13.9 3 12.5 0.9 1.8 16.3 当二次峰值温度为760,800 ℃,ICCGHAZ晶粒尺寸基本一致,均保持了试样3,4和5粗大的晶粒尺寸,所以两者具有相近的板条块亚结构宽度,分别为19.3和21.7 μm.
图14a和图14d为760 ℃试样的EBSD表征图. 从图14a和图14d看出,试样基体组织为板条马氏体,M-A组元连续分布在原奥氏体晶界,呈块状. 760 ℃试样基本保持了CGHAZ试样粗大的晶粒尺寸,45°以上大角度晶界主要分布内部板条束晶界和板条块亚结构晶界,板条块亚结构宽度为19.3 μm. 760 ℃试样大角度晶界比例仅为12.6%. 统计得到760 ℃试样中M-A组元的平均晶粒尺寸为2.5 μm,体积分数为2.9%.
图14b和图14e为800 ℃试样的EBSD表征图. 当二次峰值为800 ℃时,晶界链状M-A组元开始分散,仍呈块状分布. 晶粒尺寸与760 ℃试样相近,其板条块亚结构宽度为21.7 μm. 45°以上大角度晶界主要分布内部板条束晶界和板条块亚结构晶界800 ℃试样大角度晶界比例仅为13.9%. 800 ℃试样中M-A组元的平均晶粒尺寸为2.1 μm,体积分数为3.2%.
图14c和图14f为840 ℃试样的EBSD图. 二次峰值温度升至840 ℃时,由于峰值温度较高临近Ac3,大部分组织转化为奥氏体,冷却后形成板条马氏体和M-A组元,原奥氏体晶界无法分辨,晶粒变细小,板条块亚结构宽度仅为12.5 μm,45°以上大角度晶界比例较760,800 ℃试样增大,为16.3%. M-A组元的平均晶粒尺寸为1.8 μm,体积分数为0.9%.
二次峰值温度对ICCGHAZ试样裂纹扩展功有显著影响. 随着二次峰值温度的升高,裂纹扩展功Ep不断升高. 随着二次峰值温度的升高,ICCGHAZ中板条马氏体板条块亚结构宽度不断降低,导致45°以上大角度晶界比例不断升高,试样抵抗裂纹扩展能力不断增强.
二次峰值温度对ICCGHAZ试样裂纹形成功也有较大影响. 随着二次峰值温度的升高,其裂纹形成功Ei不断升高. 当二次峰值温度为760,800 ℃时,M-A组元体积分数变化不大,分别为2.9%和3.2%. 当二次峰值温度为840 ℃时,M-A组元骤降至0.9%,说明裂纹形成功的变化与M-A组元体积分数相关性不大. 随二次峰值温度的升高,ICCGHAZ试样中M-A组元的分布由晶界向晶内扩展,由聚集向发散转变,M-A组元的尺寸不断减小. 所以M-A组元的分布和尺寸与裂纹形成功的变化相关性较大. M-A组元的尺寸越大,试样裂纹形成功越低. M-A组元在晶界呈链状分布时,试样裂纹形成功较低,在晶界或晶内离散分布时,试样裂纹形成功相对有所改善.
综上所述,下临界温度ICCGHAZ试样(760 ℃试样)由于既遗传了CGHAZ粗大的晶粒尺寸(板条块宽度),且晶界有链状M-A组元的存在,M-A组元的尺寸较大,导致其裂纹形成功和裂纹扩展功均较低,韧性最差. 中临界温度ICCGHAZ试样(800 ℃试样),由于晶界M-A组元开始离散,与760 ℃ 试样相比,其裂纹形成功有所增加. 上临界温度ICCGHAZ试样(840 ℃试样)由于晶粒得到细化,且M-A组元尺寸较小,离散分布在晶粒内部,所以裂纹形成功和扩展功均有所增加,韧性相对较好.
4. 结论
(1)双道次激光电弧复合焊热模拟热影响区微观组织以板条马氏体为主,二次峰值温度主要影响其晶粒尺寸大小. ICCGHAZ试样的板条马氏体晶界和亚晶界处分布由块状M-A组元,二次峰值温度为760 ℃时,块状M-A组元主要分布在原奥氏体晶界,且聚集成链状. 二次峰值温度为800 ℃时,晶界上链状M-A组元开始变得分散,且有部分M-A组元在亚晶界弥散分布. 二次峰值温度为840 ℃时,原奥氏体晶界消失,转变为细小的板条马氏体,M-A组元在晶界分布进一步分散,晶内弥散分布有M-A组元.
(2)示波冲击试验结果表明,UACGHAZ试样和ICCGHAZ试样是双道次激光电弧复合焊热模拟热影响区的局部脆化区. ICCGHAZ试样抵抗裂纹形成能力最低,ICCGHAZ和UACGHAZ试样抵抗裂纹扩展能力最差.
(3)UACGHAZ冲击韧性的降低主要是因为其经历了二次高温热循环,晶粒尺寸进一步粗化导致. ICCGHAZ试样的冲击韧性与晶粒尺寸和M-A组元有关,760 ℃试样由于遗传了CGHAZ粗大晶粒,且晶界有链状M-A组元的存在,导致其韧性最差. 800 ℃试样由于晶界M-A组元开始离散,与760 ℃ 试样相比,其韧性有所改善.840 ℃试样由于晶粒得到细化,且M-A组元尺寸较小,离散分布在晶粒内部,其韧性相对较好.
-
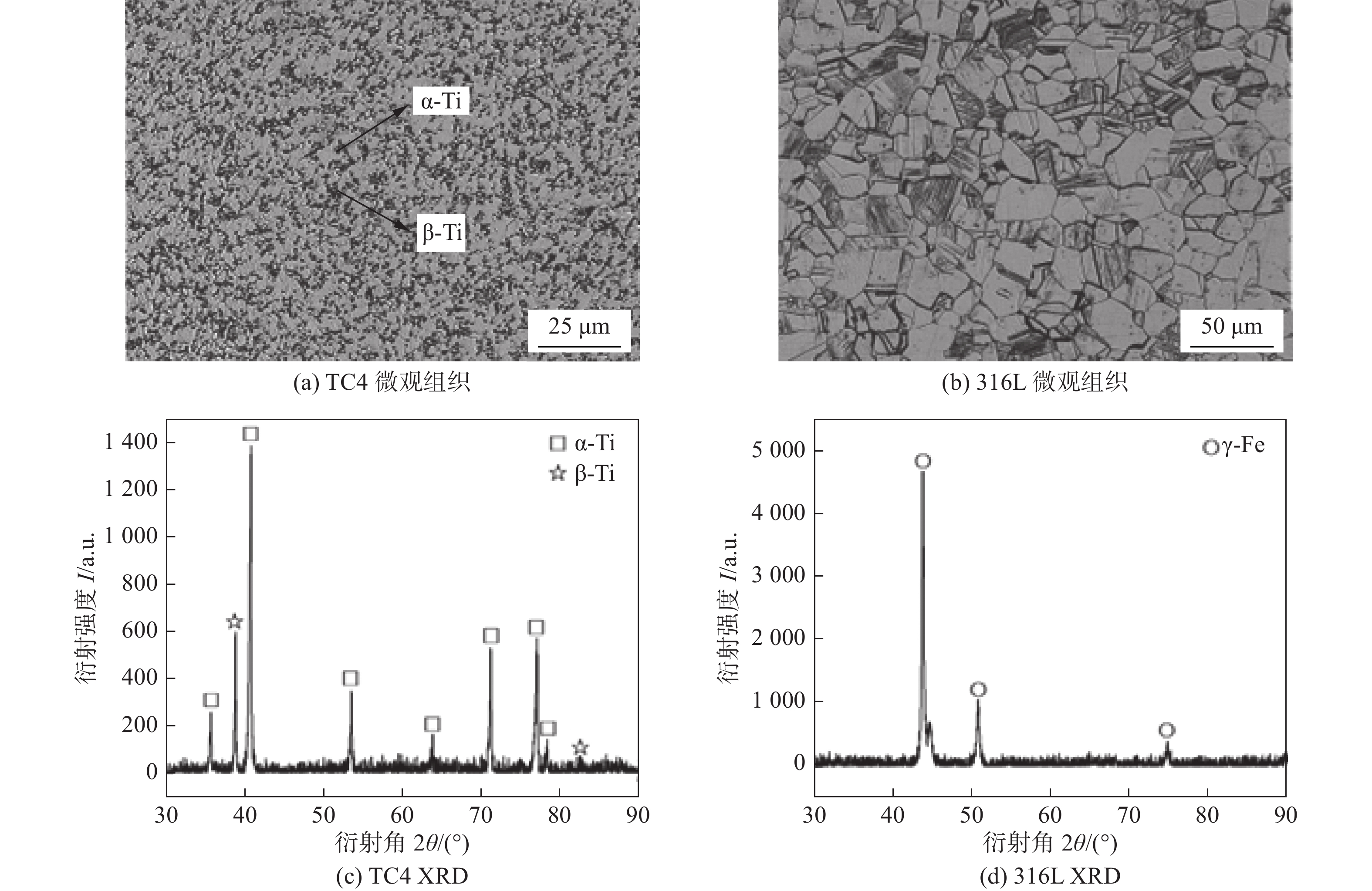
![]()
图 1 母材的微观组织和XRD图谱
Figure 1. Microstructure and XRD patterns of base metals. (a) TC4 microstructure; (b) 316L microstructure; (c) TC4 XRD; (d) 316L XRD
![]()
图 2 Ti-Zr-Cu-Ni-Co系非晶钎料
Figure 2. Ti-Zr-Cu-Ni-Co Ingots amorphous filler metals. (a) ingots; (b) width; (c) thickness
![]()
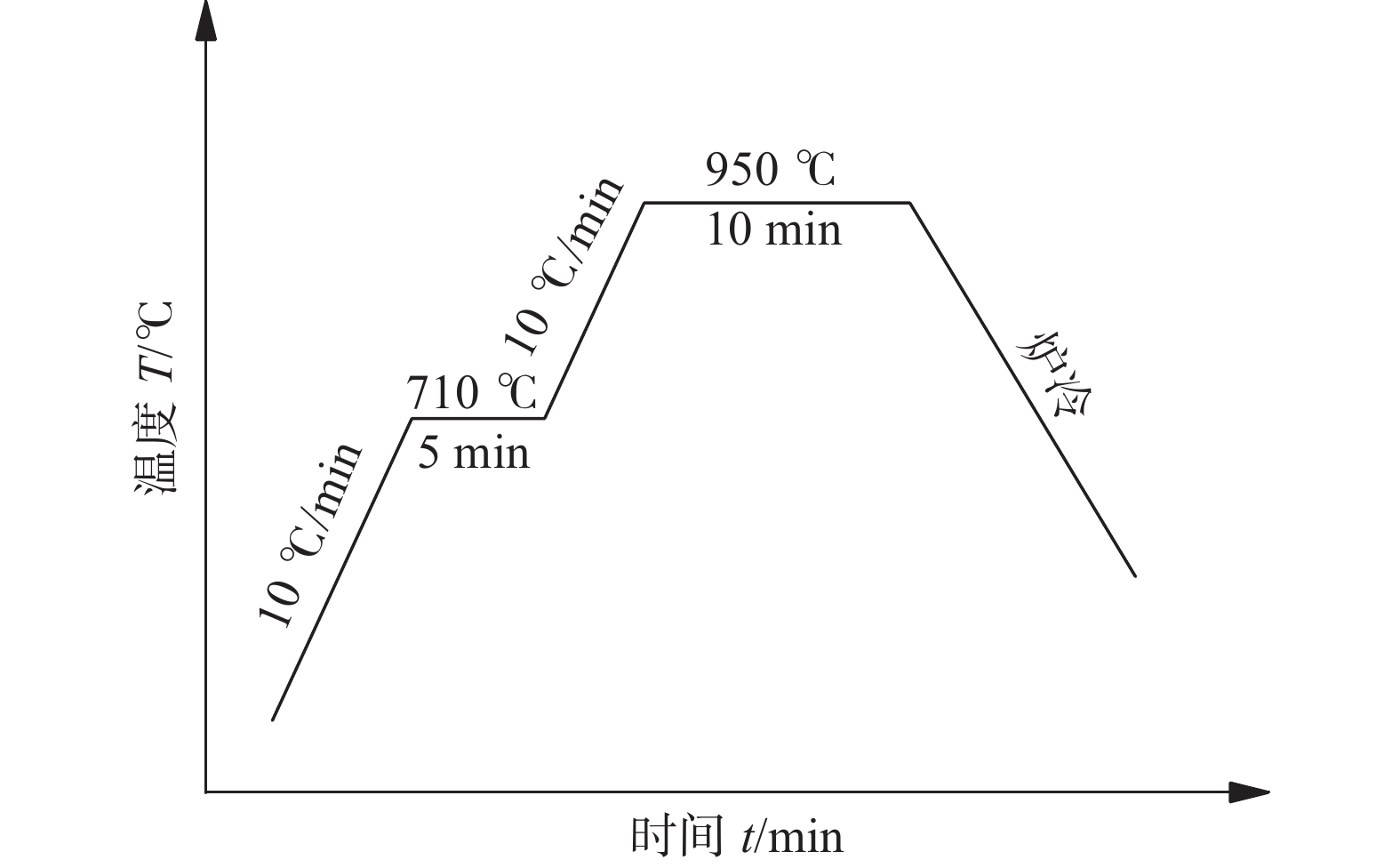
图 3 钎焊装配和剪切夹具示意图
Figure 3. Schematic diagram of brazing assembly and shear test fixture. (a) brazing assembly; (b) shear test fixture
![]()
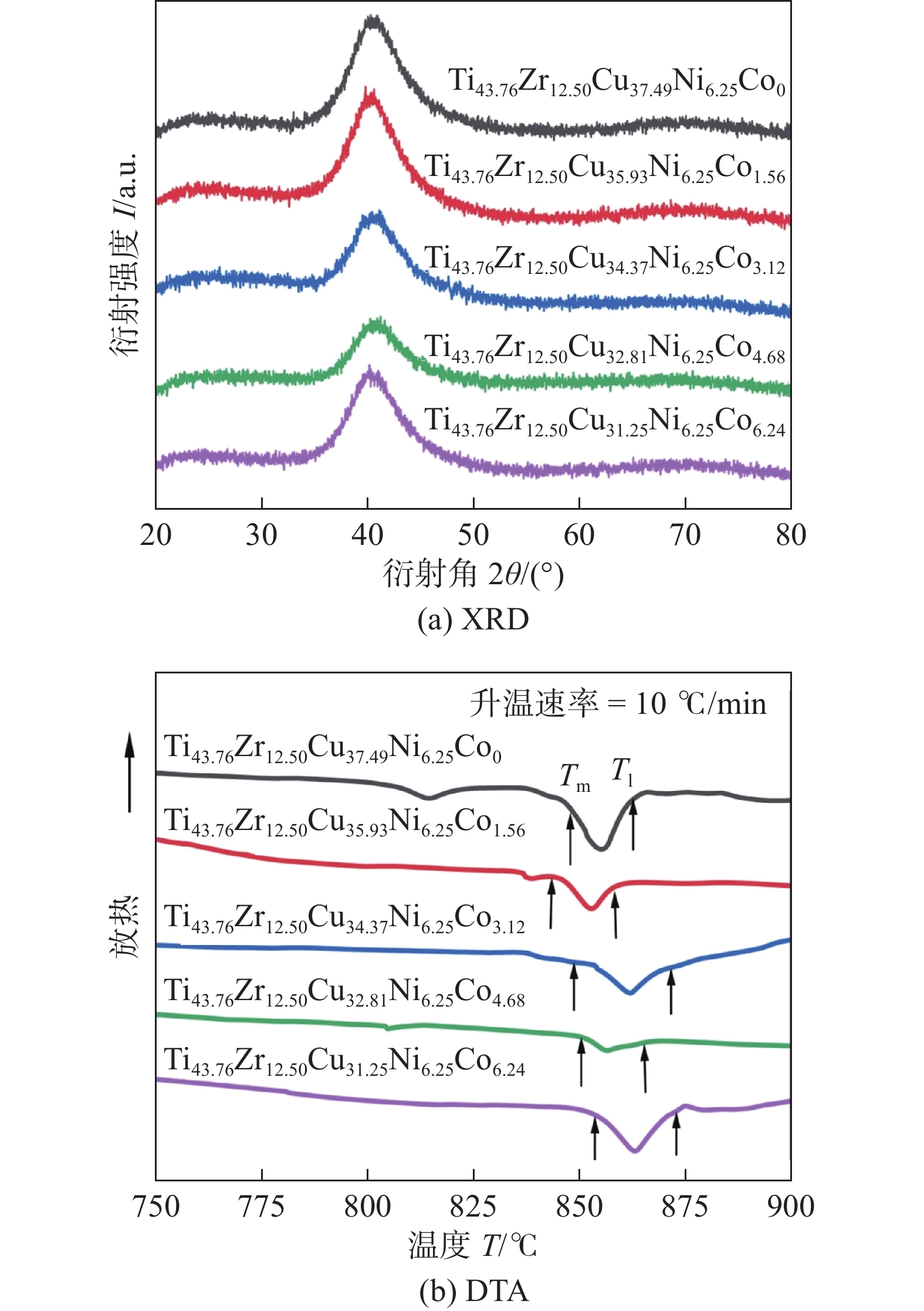
图 5 Ti-Zr-Cu-Ni-Co系非晶钎料表征
Figure 5. Ti-Zr-Cu-Ni-Co amorphous filler metals. (a) XRD patterns; (b) DTA curves
![]()
图 6 Ti43.76Zr12.50Cu35.93Ni6.25Co1.56钎料钎焊接头的微观组织
Figure 6. Microstructure of brazed joint with Ti43.76Zr12.50Cu35.93Ni6.25Co1.56 filler metal. (a) low-magnification image of the joint and (b) magnified image of zone b in a
![]()
图 7 采用Ti43.76Zr12.50Cu35.93Ni6.25Co1.56非晶钎料钎焊接头的元素分布
Figure 7. Elemental distribution of brazed joint with Ti43.76Zr12.50Cu35.93Ni6.25Co1.56 amorphous filler metal
![]()
图 8 采用Ti43.76Zr12.50Cu35.93Ni6.25Co1.56非晶钎料钎焊接头316L母材侧的元素分布
Figure 8. Elemental distribution at 316L base metal side of brazed joint with Ti43.76Zr12.50Cu35.93Ni6.25Co1.56 amorphous filler metal
![]()
图 9 采用Ti43.76Zr12.50Cu35.93Ni6.25Co1.56非晶钎料钎焊接头元素线扫描分布
Figure 9. Elemental line scanning distribution of brazed joint with Ti43.76Zr12.50Cu35.93Ni6.25Co1.56 amorphous filler metal. (a) integral joint; (b) magnified image of zone b in 9(a)
![]()
图 10 950 ℃/10 min条件下不同Co含量非晶钎料钎焊接头界面微观组织
Figure 10. Effect of Co content in filler metals on interfacial microstructure of brazed joint at 950 ℃/10 min. (a) 0%; (b) 1.56%; (c) 3.12%; (d) 4.68%; (e) 6.24%
![]()
图 11 不同Co元素含量钎焊接头III区Ti-Fe化合物层的厚度
Figure 11. Thickness of Ti-Fe reaction layer in zone III of brazed joints with different Co content
![]()
图 12 950 ℃/10 min条件下不同Co元素含量非晶钎料钎焊接头的剪切强度
Figure 12. Shear strength of brazed joints with different Co content filler metals at 950 ℃/10 min
![]()
图 13 950 ℃/10 min条件下不同Co元素含量非晶钎料钎焊接头断裂路径
Figure 13. Fracture path of brazed joints with different Co content filler metals at 950 ℃/10 min. (a) 0%; (b) 1.56%; (c) 3.12%; (d) 4.68%; (e) 6.24%
![]()
图 14 使用不同钎料钎焊接头断口形貌
Figure 14. Fracture morphology of brazed joints. (a) Ti43.76Zr12.50Cu35.93Ni6.25Co1.56; (b) Ti43.76Zr12.50Cu34.37Ni6.25Co3.12
![]()
图 15 使用不同钎料钎焊接头断口XRD图谱
Figure 15. XRD patterns of fracture surfaces. (a) Ti43.76Zr12.50Cu35.93Ni6.25Co1.56; (b) Ti43.76Zr12.50Cu34.37Ni6.25Co3.12
表 1 母材化学成分(质量分数,%)
Table 1 Chemical compositions of base metals
母材 Al V Cr Ni Mo Mn Fe Ti TC4 5.9 3.6 — — — — — 余量 316L — — 16.5 10.2 2.0 1.3 余量 —  下载: 导出CSV
下载: 导出CSV
表 2 钎料的固相线温度(Tm)和液相线温度(Tl)
Table 2 Solidus temperature and liquidus temperature of filler metals
钎料 固相线
温度
Tm/℃液相线
温度
Tl/℃熔化温度
区间
Tl ~ Tm/℃Ti43.76Zr12.50Cu37.49Ni6.25Co0 847 862 15 Ti43.76Zr12.50Cu35.93Ni6.25Co1.56 843 855 12 Ti43.76Zr12.50Cu34.37Ni6.25Co3.12 849 872 23 Ti43.76Zr12.50Cu32.81Ni6.25Co4.68 850 864 14 Ti43.76Zr12.50Cu31.25Ni6.25Co6.24 854 873 19
下载: 导出CSV
表 3 图6中标记位置的EPMA点元素分析结果(原子分数,%)
Table 3 EPMA analysis results of the marked locations in Fig. 6
点 Ti Cu Zr Ni Co Al V Fe Cr 可能相 A 85.6 0.8 0.3 0.1 — 11.3 1.6 0.2 — α-Ti B 75.8 4.6 0.6 1.4 0.3 7.2 5.8 3.9 0.6 β-Ti C 66.1 23.1 2.5 2.3 0.2 1.9 1.1 2.1 0.8 Ti2Cu D 72.6 7.0 2.8 1.4 0.3 4.5 2.7 6.2 2.5 β-Ti E 40.8 25.0 15.8 4.4 0.4 5.3 1.3 5.4 1.7 (Ti, Zr)2(Cu, Ni) F 63.0 27.9 3.7 2.6 0.2 0.8 0.4 1.3 0.2 Ti2Cu G 50.8 22.0 2.2 3.9 0.9 2.5 1.0 14.3 2.5 Ti2(Cu, Ni) + TiFe H 32.0 0.9 0.9 4.0 0.4 0.5 0.3 52.4 8.5 (Fe, Cr)2Ti I 3.9 0.6 — 3.4 0.3 0.1 0.8 59.1 31.8 α-(Fe, Cr) + τ J 1.0 0.3 — 9.3 0.5 — 0.1 70.8 18.0 γ-(Fe, Ni) + σ
下载: 导出CSV
表 4 图14中标记位置的EDS点元素分析结果(原子分数,%)
Table 4 EDS analysis results of the marked locations in Fig. 14
点 Ti Cu Zr Ni Co Al V Fe Cr 可能相 A 48.4 25.4 5.7 4.8 1.3 2.7 0.7 9.8 1.3 Ti2Cu B 53.8 25.2 11.0 2.8 0.2 3.2 0.4 2.9 0.6 (Ti, Zr)2(Cu, Ni) C 48.1 24.7 13.9 3.8 0.4 3.4 0.7 3.9 1.2 (Ti, Zr)2(Cu, Ni) D 30.8 0.7 2.1 3.4 0.6 1.1 0.4 50.5 10.5 TiFe2 E 48.5 21.7 3.2 3.8 1.3 3.7 0.7 14.9 2.4 Ti2(Cu, Ni) + TiFe F 48.3 23.6 3.5 5.2 1.2 2.3 — 13.9 2.0 Ti2(Cu, Ni) + TiFe G 58.1 12.1 10.2 3.4 0.8 6.5 1.9 5.6 1.6 (Ti, Zr)2(Cu, Ni) H 49.1 18.9 2.0 7.1 2.6 2.6 0.5 15.3 1.9 Ti2(Cu, Ni) + TiFe I 49.9 19.1 2.7 5.7 2.6 3.5 0.6 14.2 1.7 Ti-Cu-Fe J 11.5 0.4 0.7 2.9 0.3 0.7 0.6 57.0 26.0 FeCr K 38.2 5.6 1.3 5.4 1.5 1.6 0.3 36.9 9.3 TiFe L 47.9 19.4 3.0 6.0 2.4 2.9 0.3 16.0 2.2 Ti-Cu-Fe
下载: 导出CSV
-
[1] 赵永庆, 葛鹏. 我国自主研发钛合金现状与进展[J]. 航空材料学报, 2014, 34(4): 51 − 61. Zhao Yongqing, Ge Peng. Current situation and development of new titanium alloys invented in China[J]. Journal of Aeronautical Materials, 2014, 34(4): 51 − 61.
[2] 宋庭丰, 蒋小松, 莫德锋, 等. 不锈钢和钛合金异种金属焊接研究进展[J]. 材料导报, 2015, 29(6): 81 − 87. Song Tingfeng, Jiang Xiaosong, Mo Defeng, et al. A survey on dissimilar welding of stainless steel and titanium alloy[J]. Materials Reports, 2015, 29(6): 81 − 87.
[3] 李鹏, 李京龙, 熊江涛, 等. 添加Ni + Nb中间层的钛合金与不锈钢扩散焊工艺研究[J]. 航空材料学报, 2011, 31(3): 46 − 51. Li Peng, Li Jinglong, Xiong Jiangtao, et al. Study on diffusion bonded titanium alloy to stainless steel with Ni + Nb interlayers[J]. Journal of Aeronautical Materials, 2011, 31(3): 46 − 51.
[4] 邓云华, 岳喜山, 李晓辉, 等. TC4钛合金/304不锈钢异种材料蜂窝结构钎焊工艺[J]. 焊接学报, 2019, 40(10): 148 − 155. Deng Yunhua, Yue Xishan, Li Xiaohui, et al. Brazing process of TC4 titanium/304 stainless steel dissimilar materials honeycomb sandwich structure[J]. Transactions of the China Welding Institution, 2019, 40(10): 148 − 155.
[5] 王廷, 张秉刚, 陈国庆, 等. 钛/钢异种金属焊接存在问题及研究现状[J]. 焊接, 2009(9): 29 − 33. Wang Ting, Zhang Binggang, Chen Guoqing, et al. Problems and research status of welding of dissimilar metals between titanium alloy and steel[J]. Welding & Joining, 2009(9): 29 − 33.
[6] Hao X H, Dong H G, Li S, et al. Lap joining of TC4 titanium alloy to 304 stainless steel with fillet weld by GTAW using copper-based filler wire[J]. Journal of Materials Processing Tech, 2018, 257: 88 − 100. doi: 10.1016/j.jmatprotec.2018.02.020
[7] Liu H, Cheng Z, Huang J H, et al. Feasibility study of different filler metals on MIG-TIG double-sided arc brazing of titanium alloy-stainless steel[J]. Journal of Manufacturing Processes, 2019, 47: 183 − 191. doi: 10.1016/j.jmapro.2019.09.029
[8] 王廷, 张秉刚, 张艳桥, 等. 采用不同结构Cu/V填充层的钛合金/不锈钢电子束焊接试验[J]. 焊接学报, 2014, 35(8): 71 − 74. Wang Ting, Zhang Binggang, Zhang Yanqiao, et al. Experimental research on electron beam welding of titanium alloy to stainless steel based on Cu/V filler metals with different shapes[J]. Transactions of the China Welding Institution, 2014, 35(8): 71 − 74.
[9] Tomashchuk I, Sallamand P, Belvavina N, et al. Evolution of microstructures and mechanical properties during dissimilar electron beam welding of titanium alloy to stainless steel via copper interlayer[J]. Materials Science and Engineering:A, 2013, 585: 114 − 122. doi: 10.1016/j.msea.2013.07.050
[10] Zhang Y, Sun D Q, Gu X Y, et al. Nd/YAG pulsed laser welding of TC4 titanium alloy to 301L stainless steel via pure copper interlayer[J]. The International Journal of Advanced Manufacturing Technology, 2017, 90(1-4): 953 − 961. doi: 10.1007/s00170-016-9453-z
[11] Fang Y J, Jiang X S, Song T F, et al. Pulsed laser welding of Ti-6Al-4V titanium alloy to AISI 316L stainless steel using Cu/Nb bilayer[J]. Materials Letters, 2019, 244: 163 − 166. doi: 10.1016/j.matlet.2019.02.075
[12] Balasubramanian M. Development of processing windows for diffusion bonding of Ti-6Al-4V titanium alloy and 304 stainless steel with silver as intermediate layer[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(9): 2932 − 2938. doi: 10.1016/S1003-6326(15)63919-X
[13] Li P, Li C, Dong H G, et al. Vacuum diffusion bonding of TC4 titanium alloy to 316L stainless steel with AlCoCrCuNi2 high-entropy alloy interlayer[J]. Journal of Alloys and Compounds, 2022, 909: 164698. doi: 10.1016/j.jallcom.2022.164698
[14] Li P, Dong H G, Xia Y Q, et al. Inhomogeneous interface structure and mechanical properties of rotary friction welded TC4 titanium alloy/316L stainless steel joints[J]. Journal of Manufacturing Processes, 2018, 33: 54 − 63. doi: 10.1016/j.jmapro.2018.05.001
[15] Liu H H, Aoki Y, Aoki Y, et al. Principle for obtaining high joint quality in dissimilar friction welding of Ti-6Al-4V alloy and SUS316L stainless steel[J]. Journal of Materials Science & Technology, 2020, 46: 211 − 224.
[16] Chu Q L, Zhang M, Li J H, et al. Experimental and numerical investigation of microstructure and mechanical behavior of titanium/steel interfaces prepared by explosive welding[J]. Materials Science and Engineering:A, 2017, 689: 323 − 331. doi: 10.1016/j.msea.2017.02.075
[17] Zhou Q, Liu R, Ran C, et al. Effect of microstructure on mechanical properties of titanium-steel explosive welding interface[J]. Materials Science and Engineering:A, 2022, 830: 142260. doi: 10.1016/j.msea.2021.142260
[18] Han K, Wang T, Chang S T, et al. Interface characteristics and mechanical property of titanium/steel joint by electron beam brazing with 72Ag-28Cu filler metal[J]. Journal of Manufacturing Processes, 2020, 59: 58 − 67. doi: 10.1016/j.jmapro.2020.09.049
[19] Xia Y Q, Dong H G, Li P, et al. Brazing TC4 titanium alloy/316L stainless steel joint with Ti50- xZr xCu39Ni11 amorphous filler metals[J]. Journal of Alloys and Compounds, 2020, 849: 156650. doi: 10.1016/j.jallcom.2020.156650
[20] Xia Y Q, Li P, Hao X H, et al. Interfacial microstructure and mechanical property of TC4 titanium alloy/316L stainless steel joint brazed with Ti-Zr-Cu-Ni-V amorphous filler metal[J]. Journal of Manufacturing Processes, 2018, 35: 382 − 395. doi: 10.1016/j.jmapro.2018.08.022
[21] 朱瑞, 李国选, 汪月勇, 等. TC4钛合金-316L不锈钢真空钎焊接头组织与性能研究[J]. 有色金属工程, 2021, 11(12): 8 − 14. doi: 10.3969/j.issn.2095-1744.2021.12.002 Zhu Rui, Li Guoxuan, Wang Yueyong, et al. An investigation on microstructure and mechanical properties of vacuum brazed TC4 titanium to 316L stainless steel[J]. Nonferrous Metals Engineering, 2021, 11(12): 8 − 14. doi: 10.3969/j.issn.2095-1744.2021.12.002
[22] Ma Y P, Dong D D, Dong C, et al. Composition formulas of binary eutectics[J]. Scientific Reports, 2015, 5: 14 − 18.
[23] Takeuchi A, Inoue A. Classification of bulk metallic glasses by atomic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element[J]. Materials Transactions, 2005, 46(12): 2817 − 2829. doi: 10.2320/matertrans.46.2817
[24] Akbarpour M R, Mirabad H M, Hemmati A, et al. Processing and microstructure of Ti-Cu binary alloys: A comprehensive review[J]. Progress in Materials Science, 2022: 100933.
[25] Turchanin M A, Velikanova T Y, Agraval P G, et al. Thermodynamic assessment of the Cu-Ti-Zr system. III. Cu-Ti-Zr System[J]. Powder Metallurgy and Metal Ceramics, 2007, 47: 586 − 606.
[26] Li X Q, Li L, Hu K, et al. Vacuum brazing of TiAl-based intermetallics with Ti-Zr-Cu-Ni-Co amorphous alloy as filler metal[J]. Intermetallics, 2015, 57: 7 − 16. doi: 10.1016/j.intermet.2014.09.010
[27] Raghavan V. Cu-Fe-Ti (Copper-Iron-Titanium)[J]. Journal of Phase Equilibria, 2002, 23(2): 172 − 174. doi: 10.1361/1054971023604152
[28] Xia Y Q, Dong H G, Zhang R Z, et al. Interfacial microstructure and shear strength of Ti6Al4V alloy/316 L stainless steel joint brazed with Ti33.3Zr16.7Cu50-xNix amorphous filler metals[J]. Materials & Design, 2020, 187: 108380.
[29] Zeng L J, Liu L B, Huang S X, et al. Experimental investigation of phase equilibria in the Ti-Fe-Cr ternary system[J]. Calphad, 2017, 58: 58 − 69. doi: 10.1016/j.calphad.2017.05.006
[30] Yen Y W, Su J W, Huang D P. Phase equilibria of the Fe-Cr-Ni ternary systems and interfacial reactions in Fe–Cr alloys with Ni substrate[J]. Journal of Alloys and Compounds, 2007, 457(1/2): 270 − 278.
[31] Cao X, Dong K W, Zhu R, et al. A high-strength vacuum brazed TC4/316L joint with a Ti-Zr-based amorphous ribbon as the filler metal[J]. Vacuum, 2021, 187: 110070.
-
期刊类型引用(1)
1. 鲍亮亮,徐艳红,张新明,欧阳凯. 一次峰值温度对激光电弧复合焊热模拟临界再热粗晶区组织与韧性的影响. 材料导报. 2023(S2): 383-387 .  百度学术
百度学术
其他类型引用(0)
























计量
- 文章访问数: 327
- HTML全文浏览量: 113
- PDF下载量: 70
- 被引次数: 1
