
Arc heat input distribution of fillet welding of dissimilar steel with applied transverse magnetic field
-
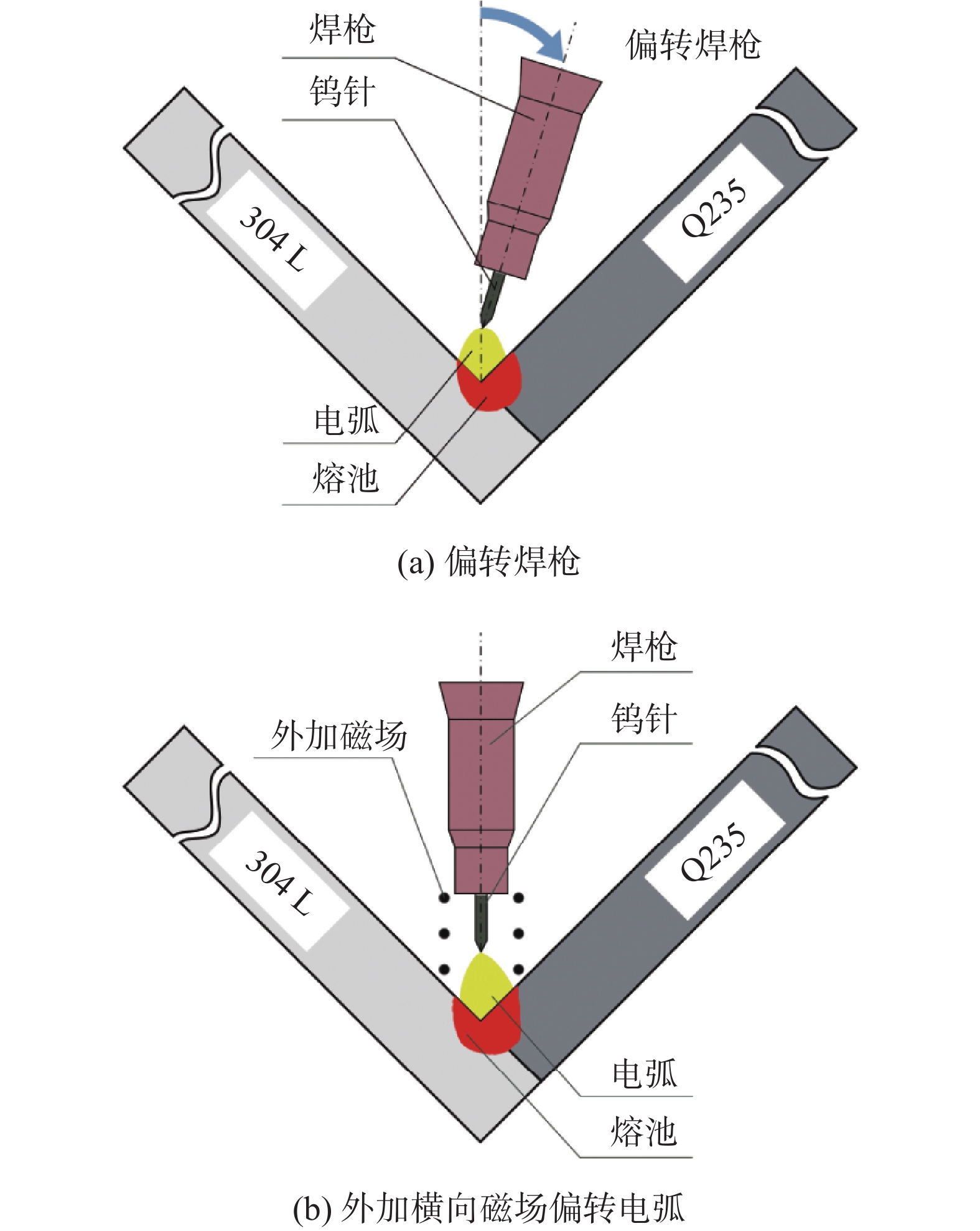
摘要: 提出对电弧施加横向磁场的方法,通过偏转电弧改变焊缝两侧电弧热分配,从而提升焊缝成形质量. 为了掌握外加横向磁场对电弧热输入分配的影响机制,开展了GTAW电弧热输入分配规律研究;建立了外加横向磁场下的异种钢角焊缝GTAW电弧-熔池耦合瞬态三维模型,对电弧温度场、电磁场、流场开展了耦合计算;对比分析了偏转焊枪与外加横向磁场偏转电弧两种电弧热量分配方式;在上述工作的基础上,研究了外加横向磁场偏转电弧方式磁感应强度对熔透形态和电弧热分配的影响规律. 结果表明,偏转焊枪方式在角焊中适应性较差,而外加横向磁场偏转电弧可获得更好的焊接质量. 相关研究可为此类异种钢角焊的焊接工艺参数优化提供技术支持.Abstract: In this paper, a method of applying transverse magnetic field to the arc is proposed to change the arc heat distribution on both sides of the weld by deflecting the arc, so as to improve the weld forming quality. In order to understand the influence mechanism of applied transverse magnetic field on arc heat input distribution, the rule of GTAW arc heat input distribution was studied. A three-dimensional model of GTAW arc pool coupling in dissimilar steel fillet weld under applied transverse magnetic field was established, and the coupling calculation of arc temperature field, electromagnetic field and flow field was carried out. Two kinds of arc heat distribution methods of deflecting the torch and external transverse magnetic field deflected arc were compared and analyzed. On the basis of the above work, the effect of magnetic induction intensity on the penetration form and the heat distribution of arc under the applied transverse magnetic field deflected arc was studied. The results show that the adaptability of deflection welding gun is poor in fillet welding, while the deflection arc with applied transverse magnetic field can obtain better welding quality. The relevant research can provide technical support for the optimization of welding process parameters of this kind of dissimilar steel fillet welding.
-
0. 序言
当今世界对机械、化工、航空航天和汽车等领域的产品性能要求日益严苛,这直接推动了材料科学领域的快速发展. 航空航天领域的涡轮叶片在高温中需具备卓越的热阻性能和抗氧化性能,而在低温环境则需要一定的机械强度和韧性[1]. 汽车制造领域追求在保持刚性和强度的前提下实现轻量化[2]. 生物医学领域的植入式骨科装置对个性化、特定刚度、耐磨性和抗腐蚀性能有着十分迫切的需求[3]. 面对这些挑战,研究人员急需研发出由多种具有不同性能的材料组成,并具备特殊功能的机械零部件,这类部件又称为异质材料零部件[4]. 这种创新性的材料组合可以最大限度地发挥材料各自的性能,以满足各行业对于高强度、耐高温、轻量化、耐腐蚀和多功能材料的需求,为各个领域带来了新的可能性.
异质材料连接是指在一定条件下将两种或两种以上的不同材料(化学成分、微观组织及力学性能等不同)进行连接,并形成完整结构的过程[5]. 由于不同材料具有不同的功能,连接后的异质材料零部件可以展现出单一材料所不具备的卓越性能. 然而,要实现异质材料之间的可靠连接并非想象中的那么简单. 目前,异质材料的连接主要存在以下难题,焊料在不同材料上的润湿性能存在差异,容易出现润湿不同步、流铺协同难的现象;异质材料连接界面处易出现复杂界面反应、生成过量脆性化合物和反应过程难调控等问题;异质材料间线膨胀系数差异大,在连接过程中容易在接头处产生较大的残余应力,进而影响接头的力学性能[6]. 如何解决上述问题,实现异质材料间的高可靠、高质量连接是推动异质材料零部件实际应用的关键. 目前,实现异质材料连接的方法有很多种,包括感应焊、摩擦焊、电弧焊、激光焊、扩散焊和钎焊等. 其中钎焊技术在异质材料连接中具有焊接温度低、接头质量高、兼容性强等优势. 相比于熔焊和扩散焊,钎焊更适合连接复杂结构和对高温高压敏感的材料,钎焊是一种高效可靠的连接技术. 例如,在新型功能材料连接中常用到的低温钎焊和回流焊技术,以及在高精度复杂构件中常用到的真空钎焊技术等[5,7-8],这些连接方法为异质材料的应用提供了关键技术支撑.
鉴于异质材料连接技术具备广阔的应用前景,可以满足不同工程领域的使用需求. 文中针对异质材料钎焊技术的研究现状,从被连接母材、连接方法和具体应用3个大方向分别进行总结,以期为今后相关的研究工作提供宝贵的经验和启发.
1. 陶瓷及陶瓷基复合材料的钎焊
陶瓷及陶瓷基复合材料具有比强度高、耐高温、耐腐蚀、耐磨损、热稳定性好等优点,在汽车制造、航空航天、生物医学等领域有着广泛应用[9-10]. 钎焊是目前陶瓷/金属连接的主要技术手段,具有操作简单、质量稳定、结构适应性强等优点. 然而,陶瓷/金属的钎焊连接存在两大难题,陶瓷材料与金属材料的化学键结构差异,钎料对陶瓷材料的润湿性能较差;两者的线膨胀系数差异大,界面残余应力高. 这无疑给陶瓷/金属异质材料的连接技术带来了巨大的挑战.
表面金属化是解决熔融钎料与陶瓷材料之间润湿性差的有效途径. 通过在钎料中添加活性元素,如Ti,Zr,Hf等元素,使活性钎料与陶瓷发生反应形成具有金属特性的反应层,或是采用化学镀技术直接对陶瓷表面进行金属化处理,这两种方法均有助于陶瓷与金属之间的可靠连接.
在陶瓷与金属的真空钎焊中,常用的钎料有Ag基、Ni基、Ti基等活性钎料. SONG等人[11]采用固滴法研究了Ti元素含量对AgCuTi钎料对多孔Si3N4陶瓷上润湿性能的影响, 如图1所示,随着Ti元素含量的增加,钎料在母材表面的润湿角呈现先减小后增大的变化趋势,当Ti元素含量为7.28%时,获得最小润湿角,为14.6°. 分析可知,钎料中的Ti元素可与Si3N4陶瓷反应形成TiN,促进钎料向陶瓷基体扩散,渗入层沿陶瓷表面方向的扩散促使钎料在陶瓷表面的铺展. 而当Ti元素含量较高时,AgCu共晶液相中形成的TiCu化合物会阻碍液态钎料的铺展. NOMURA等人[12]进一步分析了Ag-Cu-Ti/Si3N4反应体系中润湿三线周围的纳米尺度结构. 研究人员认为,反应性润湿过程中,Ti元素活性降低所引起的结构变化是宏观润湿行为发生变化的原因之一. SONG等人[13]利用活性AgCu钎料实现了Si3N4/TiAl的连接,并重点关注了钎焊温度对接头组织性能的影响. 温度升高使钎料粘度降低、流动性增强,有利于钎料在陶瓷表面铺展,且在高温下,钎料与陶瓷之间的化学反应增强,形成的界面反应层可以降低界面张力,改善润湿性. PENG等人[14]制备了BNi-1a和DF-4b镍基复合钎料,在钎焊C/C复合材料时,同样发现了钎焊温度对钎料在母材表面润湿性能的影响关系. 复合钎料促进了焊缝处的界面反应,而强烈的界面反应是获得良好润湿性的必要条件. 钎焊温度从
1080 ℃升高到1100 ℃时,钎料的润湿角从23°减小到14°,钎料的润湿性随着钎焊温度的升高而提高. 除了常见陶瓷材料外,钎料中添加活性元素改善在陶瓷表面润湿性能的思路也可用于焊接(HfTaZrNbTi)C高熵碳化物陶瓷和金属Nb. 采用Ti-61Ni(原子分数,%)活性钎料,利用活性Ti元素与陶瓷反应生成(Ti, Nb)C反应层,实现了异质材料间的可靠连接[15]. 此外,活性钎料的作用结合高熵陶瓷的迟滞扩散和晶格畸变效应,使得到的接头最大强度达到184 MPa. 除了上述研究外,利用表面金属化方法钎焊陶瓷及陶瓷基复合材料的研究还包括金刚石-B4C-SiC陶瓷与TiB2-B4C陶瓷[16],Cf/C复合材料和Mo30Cu合金[17],高温共烧陶瓷和W-Cu合金[18]等.![]() 图 1 润湿过程开始(780 ℃)和结束(880 ℃)时不同钎料成分在陶瓷表面润湿铺展行为(原子分数,%)[11]Figure 1. Wetting and spreading behavior of different brazing material compositions on ceramic surfaces at the beginning (780 ℃) and end (880 ℃) of the wetting process. (a) 0%Ti(780 ℃); (b) 0%Ti(880 ℃); (c) 3.40%Ti(780 ℃); (d) 3.40%Ti(880 ℃); (e) 7.28%Ti(780 ℃); (f) 7.28%Ti(880 ℃); (g) 10.73%Ti(780 ℃); (h) 10.73%Ti(880 ℃); (i) 14.8%Ti(780 ℃); (j) 14. 8%Ti(880 ℃); (k) wetting angle size changing with Ti element content in brazing material
图 1 润湿过程开始(780 ℃)和结束(880 ℃)时不同钎料成分在陶瓷表面润湿铺展行为(原子分数,%)[11]Figure 1. Wetting and spreading behavior of different brazing material compositions on ceramic surfaces at the beginning (780 ℃) and end (880 ℃) of the wetting process. (a) 0%Ti(780 ℃); (b) 0%Ti(880 ℃); (c) 3.40%Ti(780 ℃); (d) 3.40%Ti(880 ℃); (e) 7.28%Ti(780 ℃); (f) 7.28%Ti(880 ℃); (g) 10.73%Ti(780 ℃); (h) 10.73%Ti(880 ℃); (i) 14.8%Ti(780 ℃); (j) 14. 8%Ti(880 ℃); (k) wetting angle size changing with Ti element content in brazing material利用表面金属化方法虽然能够改善钎料的润湿性能,但也会促使在钎缝中形成大量的脆性金属间化合物(intermetallic compounds,IMCs),影响接头的力学性能. 而随着高熵合金(high-entropy alloys,HEA)材料的不断发展,采用高熵钎料可以有效缓解IMCs的形成,并且高熵钎料所具有的高熵效应可以促进接头固溶强化,有助于提高接头的强度和热稳定性.
LUO等人[19]采用CoCrFeNiCuSn钎料,以泡沫Cu为中间层用于连接SiC陶瓷与Zr合金. 与使用传统钎料的接头相比,采用高熵钎料的接头强度显著提升. 图2中的接头微观组织和表1中的能谱仪(energy dispersive, EDS)分析结果表明,高熵效应有效抑制了IMCs的生成,焊缝主要由固溶相组成,提高了接头的强度和热稳定性,接头中硬质相Zr(Fe, Cr)2和软质相α-Zr(s, s)显著提高了接头的强度和塑性. 此外,利用中熵合金制备复合钎料同样可以抑制IMCs的形成. YAO等人[20]以CoCrNi中熵合金为增强相制备AgCuTi复合钎料,用于蓝宝石陶瓷与4J33合金的钎焊连接. 钎焊过程中,原位反应生成的均匀多孔CoCr2相对Ti/Fe反应起到抑制作用,并且能够缓解钎缝在冷却过程中的局部残余应力,促进AgCuTi钎料与蓝宝石之间的界面反应. 钎焊温度为900 ℃时抗剪强度最大,达到95 MPa.
![]() 图 2 SiC陶瓷/Zr合金接头微观组织[19]Figure 2. Microstructure of SiC ceramic/Zr alloy joint. (a) brazing temperature
图 2 SiC陶瓷/Zr合金接头微观组织[19]Figure 2. Microstructure of SiC ceramic/Zr alloy joint. (a) brazing temperature1040 ℃, holding time for 20 min; (b) enlarged area in Fig. 2(a)表 1 图2(b)中相应点位的EDS结果(原子分数,%)[19]Table 1. Corresponding points EDS results in Fig. 2(b)点 Cr Fe Co Ni Cu Zr Sn 可能相 A 51.03 10.24 1.93 0.90 0.50 35.39 0.01 Zr(Fe, Cr)2 B 0.71 0.41 0.48 0.58 3.15 91.55 3.12 Zr(s, s) C 0.17 0.98 1.79 3.67 26.25 67.12 0.01 Zr2Cu D 5.40 9.61 6.65 6.35 6.35 65.44 0.20 HEAP E 0.83 3.32 3.50 2.35 1.59 69.96 18.46 (Zr, Sn) 通过上述研究可以发现,研究人员在调节钎料在陶瓷等异质材料表面的润湿性能和接头微观组织时,也十分关注异质材料钎焊连接过程中产生的高残余应力问题. 针对陶瓷和金属钎焊时热膨胀系数不匹配、残余应力集中的问题,目前主要通过添加中间层、制备复合钎料等方式调节热膨胀系数,以达到缓解残余应力的目的.
ZHU等人[21]采用Ag-Cu-Ti/Cu/BNi-2复合钎料钎焊4J42合金和Al2O3陶瓷,并研究了Cu中间层厚度对接头组织性能的影响. 选用塑性较好的Cu箔作为中间层材料,主要利用了软质中间层的塑性变形能力,在钎焊过程中可以释放部分残余应力,以提高接头强度. 当Cu中间层厚度为100 μm时可以充分抑制Ti元素的扩散,同时缓解残余应力. GUO等人[22]引入泡沫Cu作为中间层,采用AgCuTi钎料钎焊C/C复合材料与TB10钛合金. 与Cu箔相比,泡沫Cu的多孔结构使其具有更高的弹性和变形能力,以及更高的孔隙率和比表面积. 引入泡沫中间层后钎焊接头最大抗剪强度为26 MPa,比未添加泡沫Cu时提高了24%. WANG等人[23]以C/C复合材料为中间层,结合Ag27Cu3.5Ti原位合成复合钎料钎焊C/C复合材料和TC4. 钎焊过程中,大量碳纤维脱离C/C薄片中间层,呈三维互锁网状分布,消耗钎料中过量的Ti元素,抑制了脆性Ti-Cu化合物的形成,调节钎料热膨胀系数,从而缓解了接头界面中的高残余应力.
添加低热膨胀系数的增强相(如Si3N4,Al2O3,TiN,B或Ti化合物等)制备复合钎料,也是试验中常用的调控钎缝热膨胀系数和缓解接头残余应力的方法. LI等人[24]采用纳米Si3N4增强BNi-2复合钎料实现了SiC陶瓷的钎焊连接. 在BNi-2中添加纳米Si3N4优化了石墨的分布,使其更加均匀、弥散,有效调节了焊缝中的热膨胀系数,从而提高了SiC/SiC接头的抗剪强度. ZHANG等人[25]采用AgCu286Ti0.45B复合钎料连接蓝宝石陶瓷与Kovar合金,发现在钎料中引入B元素后,原位生成的TiBw均匀且弥散地分布在接头界面,抑制了Kovar合金一侧的反应,细化了脆性IMCs,降低了接头的残余应力. 当B元素含量为0.45%时,接头的抗剪强度最大为125 MPa.
除此之外,采用玻璃代替活性金属钎料连接陶瓷和金属的新方法也受到国内外研究人员的广泛关注. 其具有钎焊温度低、无需真空和钎缝热膨胀系数可控等优点. SUN等人[26]采用35Bi2O3-50B2O3-15ZnO玻璃钎料成功钎焊了ZrO2陶瓷和Ti6Al4V合金. 与工业用的Ag-Cu-Ti钎料相比,钎焊温度显著降低,有效缓解接头残余应力,接头具有较高的抗剪强度. 研究证明了用玻璃代替活性金属钎料是降低钎焊温度的可行方法,主要原因在于玻璃同时与金属和陶瓷具有理想的化学相容性.
综上所述,活性钎料可显著提高钎料在陶瓷基体上的润湿性,实现陶瓷/金属的连接. 在异质材料钎焊过程中,接头内部形成影响接头性能的脆性IMCs,可通过优化工艺参数和钎料成分控制界面反应,调控IMCs的形成和尺寸[27-28]. 通过添加中间层[29]、制备复合钎料调节热膨胀系数等方法有效缓解接头中残余热应力,改善接头性能. 而玻璃代替活性金属钎料连接陶瓷和金属的新方法值得人们重点关注.
2. 高温合金钎焊
高温合金是指在高温条件下(600 ℃及以上温度)可以长期工作的材料,主要包括铁基、镍基、钴基高温合金,因其具备优异的高温性能而被广泛应用于航空航天、石油化工与核电能源等领域. 为应对结构轻量化、工件形状复杂化、工况愈加严苛的要求与目标,充分发挥高温合金材料的优异性能,适应多种应用场景,就需要将高温合金材料与其他材料相连接,形成异质接头. 目前常用的连接工艺中钎焊因接头残余应力小、对母材结构影响不大、焊件变形量小和成本较低等优势广泛应用于高温合金的异质连接中[30].
随着现代工业的高速发展,单一的金属材料已经无法满足航空航天、能源化工等领域的需求. 将陶瓷材料与金属相结合形成复合构件,既可以充分发挥高温合金优良的耐高温、抗疲劳性能,又保持了陶瓷材料的高熔点、耐磨、耐腐蚀、高强度和高硬度等优势. 然而,高温合金与陶瓷材料的钎焊连接同样面临钎料润湿性能差、接头残余应力高和复杂的反应界面等问题. 针对这些特点,国内外研究人员开展了一系列研究. 叶晓凤等人[31]通过调控钎焊工艺参数,分析了钎焊温度和保温时间对GH99/AgCuTi/Al2O3接头组织与性能的影响,研究发现,钎焊温度和保温时间的变化主要影响GH99与钎料界面形成的TiNi3反应层厚度,最佳工艺参数为在900 ℃保温5 min,延长保温时间会增大TiNi3反应层厚度,而硬质的TiNi3与较软的钎料基体之间易产生应力集中,从而导致微裂纹萌生,降低接头强度. 除了航空航天领域常用的镍基高温合金外,辛成来等人[32]采用磁控溅射在Al2O3陶瓷表面沉积了Ti + Nb/Mo金属层,实现了Al2O3陶瓷的金属化,并通过电镀镍提高了金属化效果,利用AgCu28钎料成功实现金属化Al2O3陶瓷与Kovar合金的可靠连接. 电镀镍提高了钎料在金属化层表面的润湿性,金属化层在Al2O3/AgCu钎料界面处起到了关键作用,其中Nb元素可以抑制脆性化合物形成,缓解残余应力. 目前陶瓷/高温合金连接技术已经取得了显著的成果,但仍然存在着许多局限性. 因此,针对此类材料的异质连接问题,不仅需要研发合适的钎料,还需要探索更为先进的连接工艺,在达到更好润湿性的前提下,降低成本,缓释应力[33].
除陶瓷材料外,被称为金属陶瓷的硬质合金材料因其具有极高的硬度、强度与优异的耐磨性能被广泛应用在矿山开采、切削加工及其他耐磨机械领域. 但由于其成本高、塑性差、难加工等问题限制了其应用领域的发展,常用于与高温合金相连接. WANG等人[34]选用AgCuNiLi钎料真空钎焊YG8与In718,钎缝微观组织由Ag(s, s),Cu(s, s)和(Cu, Ni)(s, s)组成. 与陶瓷材料相同,硬质合金较低的热膨胀系数使得焊缝界面处存在极大的残余应力,接头抗剪强度较低,为127.5 MPa,且断口呈现脆性断裂特征. 为了优化接头性能,LIU等人[35]从钎焊材料入手,通过添加金属箔的形式原位合成了高镍AgCuNiMn钎料用于焊接WC-6Co和In718高温合金,钎料叠层形式如图3所示. 研究发现,接头的平均抗拉强度为564.7 MPa,相比于原始钎料提高了32.4%. 沿两侧界面连续分布Cu-Ni固溶体相增强了母材与钎料之间的界面结合强度,同时分布在Ag(s, s)中的富Cu相组织也起到了强化作用. 除提升接头强度外,Ni/Cu/AgCuNiMn的钎料形式还能够提升钎料在高温合金基体表面的润湿铺展能力. 乔瑞林等人[36-37]针对钻采工具中异质材料钎焊接头残余应力大、连接质量差等问题,采用数值模拟方法对YG8/GH4169钎焊接头的残余应力分布情况进行分析.研究发现,硬质合金/高温合金钎焊接头中存在极大的残余应力,硬质合金靠近焊缝的顶点附近为应力集中的危险区域,最大轴向残余应力约为
1304 MPa,钎焊接头残余应力的试验结果与数值模拟结果基本吻合. 朱凯涛等人[38]采用BNi-7箔带钎料实现了GH4169合金的钎焊连接,并重点关注了GH4169/BNi-7钎焊接头的腐蚀行为. 钎焊接头可分为:扩散影响区(diffusion affected zone,DAZ)、等温凝固区(isothermal solidification zone,ISZ)、以及非等温凝固区(athermal solidification zone,ASZ)ISZ主要由镍基固溶体组成,ASZ由γ(Ni) + Ni3P共晶组织和Ni-Cr-P IMCs组成. 相比于母材,焊接后接头的耐腐蚀性能和钝化膜稳定性均明显降低. 此外,钎焊温度的升高导致抗腐蚀元素Cr和Mo的扩散更充分,接头的组织更均匀,因此提升了接头的耐腐蚀性能及钝化膜的稳定性,整体看来,耐腐蚀性的优劣顺序为BM>ASZ>ISZ,即等温凝固区的耐腐蚀性最差.目前,关于硬质合金与高温合金异质连接的研究较少,更多的科研人员将目光放在硬质合金与钢的连接上. 由于两种合金性能优良,硬质合金与高温合金的钎焊主要用于一些高精尖领域、复杂工况环境和特殊需求领域,生产实践过程中仍受到很大限制.![]() 图 3 Ni/Cu/AgCuNiMn原位合成高镍AgCuNiMn钎料装配示意图[35]Figure 3. Assembly diagram of Ni/Cu/AgCuNiMn in-situ synthesized high nickel AgCuNiMn brazing material
图 3 Ni/Cu/AgCuNiMn原位合成高镍AgCuNiMn钎料装配示意图[35]Figure 3. Assembly diagram of Ni/Cu/AgCuNiMn in-situ synthesized high nickel AgCuNiMn brazing material除了陶瓷和硬质合金外,C/C复合材料[39],TiAl[40] IMCs等高性能材料与高温合金的钎焊连接也在进行,但仍处于试验室研究阶段,还存在不少的问题. BA等人[41]在BNi2中加入Ni中间层来调控异质材料钎缝中的高残余应力. Ni中间层在一定程度上阻碍了母材中元素向钎缝的扩散,减少了复杂化合物相的形成,另一方面,一定厚度的Ni固溶体层可以通过塑性变形而缓解接头中的残余应力,提升接头强度. 图4是纯BNi-2钎料和添加不同厚度Ni中间层的BNi-2三明治钎料接头残余应力有限元模拟结果. 可以看出,未添加中间层时,钎缝附近存在极大的残余应力,严重削弱连接强度. 引入Ni中间层后,焊缝残余应力迅速降低. 接头抗剪强度随着Ni中间层厚度的增加而增加,如图4(b)所示. 除了Ni中间层外,杨佳等人[42]以Mo为中间层,将金属箔片按照Au/Cu/Mo/Cu/Au形式叠放,形成了GH536-AuCuTi/Mo/AuCuTi-SiCf/SiC的接头结构,其抗剪强度可达79 MPa. 研究表明,Mo与AuCu组成的软硬相间的中间层结构对接头残余应力的缓释作用和性能提升效果较为明显. LI等人[43]通过对比分析GH99/Ti/TiAl与Ni/Ti/TiAl接头微观组织的差异来研究GH99中合金元素对焊缝组织演变的影响,微观组织差异如图5所示. 其中δ为Ti2Ni,α2为Ti3Al,τ3为Al3NiTi2. 对比GH99/Ti/TiAl和Ni/Ti/TiAl钎焊接头的微观组织,主要区别在于GH99/Ti/TiAl钎焊接头中形成了α2 + α-Ti + β-Ti相,而Ni/Ti/TiAl钎焊接头中没有形成α2 + α-Ti + β-Ti相. 主要原因在于随着保温时间的延长,TiAl中的Al元素与Ti和Ni元素发生反应生成τ3,并且τ3逐渐增多而δ逐渐减少. 由于GH99中含有大量β-Ti稳定元素,在等温凝固过程中会促进β-Ti生成,进而发生β-α转变,由于Al元素的存在,又会使得α-Ti转变为α2,所以在GH99/Ti/TiAl中形成了α2 + α-Ti + β-Ti相.
![]() 图 4 不同厚度Ni中间层BNi-2钎料的接头残余应力与抗剪强度[41]Figure 4. Residual stress and shear strength of joints of BNi-2 brazing material with different thicknesses of Ni interlayer. (a) distribution of residual stresses in brazed joints; (b) influence of Ni interlayer thickness on the shear strength of joints at room temperature and
图 4 不同厚度Ni中间层BNi-2钎料的接头残余应力与抗剪强度[41]Figure 4. Residual stress and shear strength of joints of BNi-2 brazing material with different thicknesses of Ni interlayer. (a) distribution of residual stresses in brazed joints; (b) influence of Ni interlayer thickness on the shear strength of joints at room temperature and1000 ℃![]() 图 5 接头在970 ℃下钎焊不同时间的界面微观结构[43]Figure 5. Interfacial microstructure of joints brazed for different times for different times at 970 ℃. (a)GH99/Ti/TiAl 3min; (b)GH99/Ti/TiAl 10min; (c)GH99/Ti/TiAl 20min; (d)Ni/Ti/TiAl 20min
图 5 接头在970 ℃下钎焊不同时间的界面微观结构[43]Figure 5. Interfacial microstructure of joints brazed for different times for different times at 970 ℃. (a)GH99/Ti/TiAl 3min; (b)GH99/Ti/TiAl 10min; (c)GH99/Ti/TiAl 20min; (d)Ni/Ti/TiAl 20min3. 金刚石钎焊
20世纪90年代以来,高温钎焊技术逐渐在金刚石工具领域得到应用,但由于金刚石晶体中的碳原子通过共价键连接,具有很强的结合力和结构稳定性,造成室温下金刚石表面极高的化学惰性. 因此,利用钎料合金中的活性元素克服金刚石的表面惰性,形成金刚石/钎料合金界面冶金结合是金刚石钎焊发展的基本出发点之一[44-45].
3.1 镍基钎焊材料
目前,应用于金刚石钎焊的合金主要有镍基、铜基、银基3种. 其中镍基钎料是一种低成本、高耐磨性的钎焊材料,但其本身塑性较低,钎焊时残余应力较大,容易使金刚石界面出现微裂纹. 同时,Ni元素作为金刚石合成的催化元素,在高温钎焊的过程中会加速金刚石的石墨化,造成一定程度的热损伤[46-49]. 为解决上述问题,近年来,诸多学者通过加入改性因子如Cu元素、Zr元素、W元素、稀土元素、多层石墨烯等来调整镍基钎料合金的组成. XU等人[50]通过第一性原理计算系统研究了Cu元素对Ni-Cr钎料钎焊金刚石工具界面结合行为的影响. 结果表明,Cu元素的添加不仅能进一步降低金刚石的结构损伤程度,而且能有效促进Ni基体与金刚石之间的Cr-C化学键合,强化界面结合. CUI等人[51]提出了一种含Zr元素的Ni-Cr钎料. 图6为添加0%,0.5%,1%,1.5% 4种Zr元素含量的钎焊金刚石样品. 综合钎料的爬升率和金刚石的完整度来看,含0.5%Zr元素的试样钎焊质量最好.
![]() 图 6 Ni-Cr复合钎料钎焊金刚石形貌[51]Figure 6. Morphology of brazed diamond with Ni-Cr composite brazing filler metal. (a) 0%Zr; (b) 0.5%Zr; (c)1%Zr; (d) 1.5%Zr
图 6 Ni-Cr复合钎料钎焊金刚石形貌[51]Figure 6. Morphology of brazed diamond with Ni-Cr composite brazing filler metal. (a) 0%Zr; (b) 0.5%Zr; (c)1%Zr; (d) 1.5%Zr作为优质的变质剂,稀土元素在金刚石钎焊时可以起到降低钎料熔点、减少金刚石石墨化、优化金刚石界面组织的作用. WANG等人[52-54]对多种稀土元素(Y,Pr,Sm)改善Ni-Cr钎料进行了系统研究. 稀土元素的加入可改变碳化物的生长方向和晶粒尺寸,促进钎料/金刚石界面处生成Cr3C2,Cr7C3和SiC硬质相. 其中添加稀土Y元素和Pr元素的钎料合金中形成了包含NiY和NiPr的新相,提高了钎料/基体界面的硬度,降低了钎料的熔点. 稀土元素对金刚石钎焊的有益作用已被大量研究者证明,但其对金刚石表面石墨化转变的影响机理等基础问题仍有待深入研究.
LONG等人[55-58]在非真空环境下,成功地在钢基体表面制备了金刚石涂层,并对其磨损机理进行了研究. 图7为钎涂层磨损过程的示意图. 在保温时间不变的情况下,随着温度的升高,钎料/金刚石界面处的Cr-C化合物尺寸增大,而涂层中化合物尺寸增加不明显. 在涂层耐磨性的研究中,发现添加20%的金刚石微粒时,涂层耐磨性最佳,金刚石在磨损过程中起到了阻挡犁沟扩展的作用,涂层的失效机制为镍基合金磨损和金刚石的脱落[59-61]. 石墨的添加改变了钎料的组织形貌,但游离石墨削弱了涂层的耐磨性. 为了进一步提高耐磨性,在金刚石表面预置出V形槽[62],在相同的摩擦载荷下,带有V形槽对金刚石的“铆钉”作用使钎焊层磨损量明显降低.
3.2 铜基钎焊材料
镍基钎料已被证实是优质的金刚石钎焊合金.但镍基钎料的钎焊温度一般在
1000 ℃以上. 与镍基钎料相比,铜基钎料具有较低的熔点,且有一定的强度、硬度,与其它金属具有良好的相容性,降低了金刚石磨粒产生热损伤的可能性. 目前已在金刚石工具的钎焊中进行广泛应用. 铜基钎料主要以粉末和金属箔片的形式用于焊接金刚石,对于金刚石的连接各有优缺点[63-65]. 主要使用Cu-Sn-Ti系列钎料焊接金刚石工具,该钎料的强度、耐磨性相对较低,但可以有效减少金刚石的石墨化程度,降低焊后残余应力[66]. LI等人[67]系统研究了钎焊温度对Cu-Sn-Ti/金刚石界面的影响. 结果表明,当温度达到1213 K及以上时,TiC界面反应层的厚度达到最大值1.73 μm,TiC与金刚石的取向关系为[111]TiC//[111]diamond和[110]TiC//[110]diamond,界面为半共格界面.为解决铜基钎料显微硬度低,耐磨性差,金刚石附着力不足等问题. 已有学者通过添加硬质合金作为增强相来改善铜基钎料的焊接强度. B4C和ZrC均是拥有较高化学稳定性、高硬度、高耐磨性的碳化物,CUI等人[68-69]分别探索了这两种碳化物增强Cu-Sn-Ti钎料耐磨性能的影响. 结果表明,两种碳化物的添加均提升了TiC的生成量,减少了金刚石的热损伤,缓解了金刚石工具不均匀的磨粒磨损,切削性能显著提升.此外,稀土合金对Cu-Sn-Ti钎料的影响也在同步进行[70],如图8所示,3种稀土合金(10%Cu-La合金、10%Cu-Ce合金、10%Cu-Nd合金)的添加改善了钎料合金的微观组织,减少了裂纹、孔隙等缺陷的尺寸和数量,提高了钎料的力学性能和对金刚石的把持力,如图8(a) ~ 图8(d)所示. 这是由于稀土元素的添加会消耗合金中的Cu元素和Sn元素,导致Ti元素含量相对增加,金刚石界面处TiC层厚度增加. 图8(e)是4种钎料得到的钎焊接头,其硬度和强度也发生改变. 稀土合金的加入促进了Sn3Ti5的形成,提高了焊缝区域的显微硬度和抗剪强度.
![]() 图 8 添加不同稀土元素Cu-Sn-Ti钎料的微观组织(质量分数,%)[70]Figure 8. Microstructure of Cu-Sn-Ti brazing filler metal with different rare earth elements added. (a) no addition of rare earth elements; (b) addition of 10% Cu-La alloy; (c) addition of 10% Cu-Ce alloy; (d) addition of 10% Cu-Nd alloy; (e) microhardness and shear strength of four Cu-Sn-Ti brazing filler metal
图 8 添加不同稀土元素Cu-Sn-Ti钎料的微观组织(质量分数,%)[70]Figure 8. Microstructure of Cu-Sn-Ti brazing filler metal with different rare earth elements added. (a) no addition of rare earth elements; (b) addition of 10% Cu-La alloy; (c) addition of 10% Cu-Ce alloy; (d) addition of 10% Cu-Nd alloy; (e) microhardness and shear strength of four Cu-Sn-Ti brazing filler metal用Cu-Sn-Ti合金钎焊的金刚石工具具有良好的韧性,可适用于多种加工场合. 目前,Cu基钎料和Ni基钎料成为钎焊金刚石工具最常用的两种钎焊材料. 若要获得更加优异的金刚石钎焊工具,提高金刚石的使用寿命,常用的方法是调整钎料成分、金刚石表面改性和优化钎焊工艺. 但目前这一方向仍没有得到最优方案,还需要与其他领域相结合,进而参考新工艺、新方法来改善金刚石工具的性能[71].
3.3 银基钎焊材料
Ag基钎料具有熔点适中,导热性、耐腐蚀性好等特点. 且Ag的延展性相对较好,可利用钎料层的塑性变形能力缓解界面内应力,被广泛应用于金刚石的钎焊连接. In元素可以通过降低Ti元素在Cu中的溶解度和钎料的表面能来增强Ti元素和C元素之间的反应. PATEL等人[72]利用添加24.3% In元素和3% Ti元素的Ag-Cu钎料成功将金刚石颗粒钎焊到WC陶瓷表面. 当保温时间低于15 min时,钎料中未熔化的部分以块状形式出现在接头附近,保温超过15 min时该现象消失.在两种钎焊温度(750 ℃和780 ℃)下,金刚石表面的润湿角与钎料合金的显微硬度均随温度的升高而降低.
钎料的充分润湿铺展和金刚石的充分嵌入是两者牢固连接的先决条件. 在激光钎焊时,金刚石会受到液态金属与激光辐照的相互作用,界面微观结构也会发生不同的变化[73]. XIN等人[74]探究了An-Cu/金刚石复合材料在激光选区熔化过程中熔池的微观结构演变和晶粒生长情况. 研究结果表明,激光能量密度对微观结构和晶粒生长具有显著影响. 不同类型的晶粒形貌与激光钎焊时的温度梯度和冷却速率有关. 在高能量密度下(120 W,
1000 mm/s)金刚石不可避免地产生热损伤,熔池内的剧烈波动和飞溅所产生的孔隙为润湿铺展过程中的未熔化颗粒提供了庇护. 相反,在低能量密度下(40 W,1000 mm/s)一些粉末难以完全熔化,较快的冷却时间使TiC没有足够的时间在金刚石周围紧密结合. 此时,等轴晶通常在熔池顶部出现,晶粒尺寸随能量密度的增加而减小.4. 熔钎焊
熔钎焊技术是一种通过局部熔化母材(通常为较低熔点的材料)并使用钎料填充接头的焊接方法. 结合了熔焊的高强度连接和钎焊的低温连接优势,所获得的接头强度较高,且对母材的热影响区域较小,适用于一些特殊的制造应用,逐渐成为异质材料连接的有效手段[75]. 由于其可以利用异种材料间的熔点差异等优势,目前主要应用于铝合金与其他材料的连接中.
铝/钢异质接头凭借其轻量化和节能的优点,可以在不降低安全性的前提下满足减重和降低成本的需求. 但两者在熔点、热导率、密度和热膨胀系数等方面差异较大,采用传统的熔焊方法连接铝/钢时,易产生过厚的Fe-Al化合物层,严重影响接头的力学性能. 利用熔钎焊工艺连接铝/钢异质材料,可以有效提高接头性能. DING等人[76]采用激光钎焊技术连接5754铝合金和CRRA
1000 钢,探讨了焊接工艺参数对界面处IMCs的影响规律. 研究发现,较大比例的激光光斑和热输入会触发缺口附近区域形成富含Fe元素、Al元素和Si元素的粗化金属间化合物. 研究人员通过减小激光光斑与热输入的比例,成功地在焊缝与钢的界面区域形成了均匀的IMCs层. 除激光光斑位置及功率对铝/钢接头IMCs的影响外,XIE等人[77]在优化镍镀层界面反应的基础上,针对6061铝合金/304不锈钢母材,研制出旋转激光钎焊技术来改善温度分布,优化界面反应. 图9为常规激光钎焊与旋转激光钎焊焊接接头中间区IMCs形貌.研究发现,在旋转激光钎焊接头中间界面处,仅生成了平均厚度为3.5 μm的(Fe, Ni)1.8Al7.2Si相,如图9(b)所示. 与图9(a)中常规激光钎焊接头相比,旋转激光钎焊接头中间区域的IMCs层较薄,裂纹出现在焊缝区域,而非沿着IMCs层断裂. 分析认为,较低的峰值温度改善了旋转激光钎焊接头的界面反应,抑制了IMCs的形成. 旋转激光改善了界面温度分布,降低了中间区的峰值温度和Fe元素的扩散系数.![]() 图 9 焊缝中间区IMCs形貌[77]Figure 9. IMCs morphology in the middle zone of the welds. (a) conventional laser brazed joint; (b) rotary laser brazed joint
图 9 焊缝中间区IMCs形貌[77]Figure 9. IMCs morphology in the middle zone of the welds. (a) conventional laser brazed joint; (b) rotary laser brazed joint利用熔钎焊技术获得铝/钢接头时,铝液在钢表面的润湿性较差,降低了焊缝质量. 为提高MIG−钎焊的接头性能,通过外加磁场辅助电弧焊,使其具有成本低、设备简单、操作方便等优点. WANG等人[78]使用了一种纵向外加磁场,使电弧和液滴沿焊缝宽度方向周期性横向摆动,改善了熔融金属的润湿性,从而提高了钎焊接头的力学性能. 王秋影等人[79]则利用通过超声振动辅助激光−MIG焊接方法实现铝/钢异质金属连接,在超声振动的声流、空化效应作用下,有效改善了熔融金属的润湿铺展性能和界面微观结构,并在一定程度上减少了气孔缺陷,进而提高了接头的力学性能. 还有研究人员在钢表面镀铜与铝合金进行连接,这一方法有效抑制了接头界面组织中脆性相的生成,改善了接头力学性能[80]. 除了铝/钢连接,铝/铜异质连接熔钎焊技术也成为研究热点之一. 铝/铜复合结构在石油化工、电子、电气、制冷和散热等领域极具应用潜力,符合先进材料轻质化、高性能、低成本的未来发展趋势. 邓呈敏[81]通过添加Zn-10%Al药芯焊丝来减少铝/铜激光熔钎焊(laser fusion-brazed, LFB)接头中Al-Cu IMCs的形成,同时优化了异质熔钎焊的激光工艺参数,实现了铝/铜异质材料的可靠连接. 对应的最佳工艺条件为,当激光功率为
2200 W,焊接速度为12 mm/s,其接头在室温下的抗拉强度最高,可达到204 MPa,断裂形式为脆性和局部韧性的混合断裂机制. 王龙等人[82]研究了交变磁场对MIG熔钎焊铝/铜接头组织性能的影响,发现在交变磁场的作用下,焊缝表面成形较好,润湿性和铺展能力明显提高,如图10所示. 在焊接工艺参数为:焊接电流100 A,焊接速度240 mm/min,励磁电流0.6 A,励磁频率15 Hz,其接头抗拉强度最大,为135.47 MPa,比无磁场提高了35.88%. 虽然现在关于铝/铜合金熔钎焊异质材料连接的研究颇多,但仍存在力学性能不高、耐腐蚀性较差等许多问题有待解决.![]() 图 10 在无磁场和交变间歇磁场作用下的铜侧界面SEM[82]Figure 10. SEM of the copper side interface under no magnetic field and alternating intermittent magnetic field. (a) no magnetic field; (b) alternating intermittent magnetic field
图 10 在无磁场和交变间歇磁场作用下的铜侧界面SEM[82]Figure 10. SEM of the copper side interface under no magnetic field and alternating intermittent magnetic field. (a) no magnetic field; (b) alternating intermittent magnetic field除此之外,铝与其他金属材料如钛合金的熔钎焊研究也具有重要的工程价值. 目前,国内外学者对于铝合金激光辅助焊接过程中热裂纹的研究较多,但缺失对激光钎焊Ti/Al异质金属热裂纹的形成机理和抑制方法的研究. LI等人[83]分析了Ti6Al4V/AA7075激光钎焊接头的热裂纹特征及其与组织的关系,尤其是裂纹形态、裂纹萌生和扩展. 并采用TiC纳米颗粒对铝合金的微观组织进行调整,以消除热裂纹,图11是LFB-TiC接头的典型界面微观结构. 纳米TiC颗粒提高了AA7075铝合金的激光吸收率和对钛的润湿性,还显著提高了Ti6Al4V/AA 7075搭接接头的等效抗拉强度和延展性,这主要得益于裂纹的抑制以及细晶强化和承载强化的协同作用. 还有研究人员采用熔钎焊技术将形状记忆合金与铝合金进行连接以便节省成本,优化性能. 其中,Ti-Ni-Hf高温形状记忆合金因其具有较高的马氏体相变温度和较低的成本而备受关注,HE等人[84]使用Al-Si钎料,采用冷金属过渡钎焊技术,首次实现了铝合金与Ti-Ni-Hf形状记忆合金异质金属的连接,研究了热输入对组织与性能的影响. 结果表明,随着热输入增加到648.0 J/mm,接头的抗拉强度下降到84 MPa. 接头强度达到铝合金强度的32%,与IMCs的厚度密切相关. 断裂起源于顶部区域相对较厚的IMC与Ti-Ni-Hf之间的界面,并沿着界面延伸. 但目前关于此类的研究甚少,主要的研究焦点仍放在铝/钢和铝/铜的异质连接上,在熔钎焊工艺的基础上不断进行优化改善,但因存在各种缺点和限制仍未进行大量推广与应用.
![]() 图 11 LFB-TiC接头典型界面[83]Figure 11. LFB-TiC joint typical interface. (a) interface microstructure; (b) enlarged of area (b) marked interface; (c) enlarged of area (c) marked in interface; (d) interface Al element; (e) interface Ti element; (f) interface C element
图 11 LFB-TiC接头典型界面[83]Figure 11. LFB-TiC joint typical interface. (a) interface microstructure; (b) enlarged of area (b) marked interface; (c) enlarged of area (c) marked in interface; (d) interface Al element; (e) interface Ti element; (f) interface C element5. 新型钎焊材料与工艺
5.1 新型钎焊材料
钎焊材料种类众多,针对这些钎料存在的技术难点,研究人员展开了广泛的研究与探索,包括通过合金化的方式丰富钎料成分体系,创新钎料形态与钎料制备技术等. 将原位合成技术引入钎料制备过程,实现特殊成分钎料的成形制备是钎料生产技术中的一大热点[85-86].
钛基钎料在使用过程中存在脆性大,难以进行塑性加工,膏状钎料会造成钎缝夹杂,非晶态钎料成本昂贵,加工难度大等问题[87]. 杨浩哲等人[88]提出使用原位合成钎料真空钎焊纯钛TA2接头,通过改变Zr元素含量、优化钎焊工艺显著提高了接头的力学性能,对大尺寸、轻量化、耐高压和耐腐蚀板翅式换热器精密钎焊制造提供更多的可能性. XU等人[89]利用Ti/Cu/Nb/Ti/Cu箔进行了石墨/Mo的瞬时液相扩焊(transient liquid phase welding, TLP)连接.在焊接过程中,Nb箔扩散并熔解在液态钎料中,使得钎焊接头抗剪强度较采用Ti/Cu箔时有所提高,说明采用Nb箔原位合成钎料对石墨/Mo的接头中较大残余应力有一定缓释作用. HOU等人[90]选用Te元素对SnBi钎料进行合金改性,试验发现,Te元素以固溶体和IMCs(SnTe)形式存在于钎料基体中,将固溶强化和第二相强化耦合起来,有效提高了SnBi钎料的润湿性、抗蠕变性和力学性能.
近年来,高熵合金因其独特的性质而备受关注,钎焊领域中部分研究人员将其应用于钎料中并展开研究. ZHANG等人[91]采用CoCuFeNiTi1.2V0.4高熵钎料钎焊TiAl合金,研究发现,接头主要由IMCs相和高熵固溶相组成. 在焊缝中心区形成富Ti-BCC相和富Cu-FCC相,提高了接头的强度和塑性,释放了部分残余应力. ZHAO等人[92]采用不同Ti元素含量的CoFeNiCrCuTix高熵钎料对SiCf/SiC复合材料与GH536高温合金进行真空钎焊,研究表明,Ti元素在高熵钎料中具有调节界面反应、减少脆性IMCs的作用,为高熵钎料的设计及其在钎焊领域的应用提供了新的思路.
5.2 焊接工艺
现阶段对于钎焊工艺的研究主要包括钎焊材料的优选、钎焊温度与保温时间等参数的调控、焊前母材与焊料的预处理以及新型钎焊方法的开发等方面[93].高华等人[94]采用CuZn,CuZnNi和Ag-Cu-Ag钎料对YG16硬质合金与35CrMo钢进行高频感应钎焊,研究发现,YG16/钎缝均出现了脆性η相,造成了界面脆化. 其中CuZn和CuZnNi钎料接头具有较高的抗剪强度.高泽等人[95]研究了40CrNiMoA/YG6X真空钎焊接头在不同温度下的的力学性能. 结果表明,真空钎焊接头在−233 ℃的深冷环境下抗拉强度达到536 MPa、抗剪强度可达260 MPa;−150 ℃时,抗剪强度为300 MPa. HABIBI等人[96]研究了钎焊工艺参数对WC-Co/AISI 4140钢接头和界面微观结构的影响,研究发现,与熔焊方法相比,低温钎焊消除了金属陶瓷界面处的破坏性η碳化物,表明在650 ℃保温10 min时,共晶组织得到细化,一次枝晶分布均匀. 钎焊区组织由富铜固溶体(Cu, Zn)、富银固溶体(Ag, Cd)、共晶组织和β′-CuZn有序相组成.
在母材预处理方面,针对传统钎料在马氏体时效钢表面难润湿的问题,TILLMANN等人[97]针对不同镀镍方法对马氏体时效钢连接表面改性的影响进行研究. 结果表明,化学镀方法得到的镍磷层改善了铜基钎料的润湿性和流动性. 镀镍5.0 µm时,试样的平均抗剪强度为201.7 MPa. 在马氏体时效钢表面镀镍可提高钎焊接头的质量,平均抗剪强度由70.1 MPa提高到344.8 MPa(镀镍20.0 µm).
在开发钎焊新方法上,磁脉冲辅助半固态钎焊(magnetic pulse-assisted semi-solid brazing, MPASSB)技术近年来被用于Cu/Al连接. 由于采用半固态钎焊技术连接Cu/Al时,钎料的剪切流变性弱,与母材表面的相互作用不均匀,因此,有些区域无法去除氧化膜. 为有效去除氧化膜,保证Cu/Al钎焊的冶金结合和接头性能,HUANG等人[98]提出了MPASSB技术连接Cu/Al异质管,结合电磁成形、半固态成形和钎焊的优点,实现氧化膜去除,促进元素扩散,形成有效连接. 在MPASSB成形过程中,半固态钎料的界面压应力和剪切流变的共同作用可以去除氧化膜,促进元素扩散,实现接头的冶金结合,如图12所示.
![]() 图 12 Cu/Al管材的MPASSB连接机理[98]Figure 12. MPASSB joining mechanism of Cu/Al pipe. (a) state of pipe and solder before brazing; (b) oxide film damage and element diffusion; (c) shear rheology and element diffusion; (d) final state
图 12 Cu/Al管材的MPASSB连接机理[98]Figure 12. MPASSB joining mechanism of Cu/Al pipe. (a) state of pipe and solder before brazing; (b) oxide film damage and element diffusion; (c) shear rheology and element diffusion; (d) final state6. 异质材料连接的应用
异质材料钎焊连接是指通过钎焊的方法将不同特点、不同种类的材料相连接,形成各式各类异质材料零部件,充分发挥不同材料的特殊性能,从而实现传统部件应用领域的突破,扩大企业经济与社会效益,是当前研究的热点. 现阶段异质材料钎焊连接主要应用在微电子行业、制冷行业、刀具行业、石油钻探、矿山工业以及航空航天等领域. 下文将以应用领域为区分,具体介绍异质材料钎焊连接在各大领域内的应用现状.
在微电子行业中,钎焊技术主要应用于电子封装和组装过程,涉及陶瓷材料与其他材料的连接. 例如在相控阵雷达领域,微系统封装设计的T/R组件正在取代传统的砖式微组装T/R组件,而异质材料的钎焊连接主要应用于新型T/R组件中的陶瓷基板与封装盒围框之间的连接[99-100]. 现阶段常用的围框材料有可伐合金、W/Cu与Mo/Cu合金、铝基复合材料等,为应对陶瓷基板与围框材料间性能差异对钎焊接头质量的影响,业内人员大多在焊接前对母材进行镀镍处理,再根据不同的基板材料选择钎料,从而增强钎料的润湿铺展能力[101]. 在钎焊技术方面,随着电子技术向着小型化、多功能化的发展,传统钎焊方式难以满足部分功能焊点结构的需求,如热敏材料连接时应避免整体加热. 而激光钎焊热源集中可控,且属于非接触形式,近些年来在微电子焊接领域发展迅速,图13为激光软钎焊在光学组件封装中的应用[102].
![]() 图 13 激光软钎焊在光学组件封装领域应用[102]Figure 13. Applications of laser soft brazing in the field of optical component packaging
图 13 激光软钎焊在光学组件封装领域应用[102]Figure 13. Applications of laser soft brazing in the field of optical component packaging在制冷行业中,异质材料连接技术主要用于实现Cu/Al异质材料的连接,制备各类散热器、制冷管路等器件[103]. 其中铜材因具有良好的导电、导热、机械加工性能而被大量应用于制冷行业,但其储量较少. 而铝的导电导热性能与其相似,发展以铝代替铜的Cu/Al异质连接对实现制冷行业持续健康发展具有重大意义. 现阶段Cu/Al异质钎焊所用钎料多为AlSi系与ZnAl系,由于钎焊温度较高,会促进Al元素、Cu元素的扩散,使钎缝中不可避免地生成较多的脆硬Al-Cu IMCs,脆硬的化合物相在钎缝中形成应力集中区域,会弱化接头的服役性能[104]. 目前研究者主要通过控制钎焊时的热输入、优化接头结构与钎料成分等方面来调控钎缝中IMCs层的厚度[105]. 具体的研究手段有采用激光钎焊工艺来控制热输入,选用熔点更低的SnZn系钎料,或者在钎料中加入适量的微量元素,如Ti元素、Ce元素等. 通过上述手段控制钎焊过程中Al、Cu、Zn等元素之间的扩散反应,抑制钎缝中IMCs的生长,实现钎焊接头的高可靠服役[106].
在刀具行业、石油钻探以及矿山工业中,钎焊技术主要用于各种硬质材料与基体材料之间的连接[107],其中硬质合金材料、聚晶金刚石(polycrystalline diamond, PCD)与立方氮化硅(cubic boron nitride, CBN)等应用较为广泛. 近年来,各类超硬工具的面世也极大程度地扩展了刀具与矿山行业的影响范围[108]. 其中硬质合金材料异质钎焊连接的难点主要集中在钎料润湿性差与接头应力大两方面. 针对前者,目前常用的解决方案有在硬质合金母材表面进行磨削抛光、织构化处理、添加镀层金属如Ni镀层,或在钎料中加入Ni,Mn,In,Ti,Pd等元素,促进钎料在母材表面的润湿铺展;针对接头应力大的问题,常用的解决手段有焊前优化接头形式,焊中添加缓释应力的中间层,焊后热处理去应力等[109-110]. PCD与CBN为当下应用最为广泛的超硬材料,将其与硬质合金热压烧结后可组成聚晶金刚石复合片(polycrystalline diamond compact, PDC)与聚晶立方氮化硅(polycrystalline cubic boron nitride, PCBN). 在超硬材料的钎焊研究中,常用钎料多为NiCr,SnTi,CuSnTi和AgCuTi等活性钎料[111-112],常见的焊接式PCD刀具如图14所示[113],对于无硬质合金衬底的PCD与CBN,可在焊前于母材表面镀覆一层金属,从而提高钎焊质量,如图15所示[114].
![]() 图 15 镀钛CBN磨粒的焊后形貌[114]Figure 15. Postweld morphology of titanium plated CBN abrasive particles
图 15 镀钛CBN磨粒的焊后形貌[114]Figure 15. Postweld morphology of titanium plated CBN abrasive particles在航空航天领域,异质连接多被应用在高温热端部件中. 高温合金因具有优异的高温性能与加工性能而广泛地应用在高速发动机的制造中,如涡轮叶片与燃烧室等[115-116]. 随着飞行器逐步向着超高速领域发展,传统单一高温合金制造的零部件难以通过超高速需求带来的超高温考验[117]. 因此,必须引入更耐高温的材料,如陶瓷材料,高温合金/陶瓷材料的异质连接具体内容可见前文所述.
除常规的高温合金材料组成的零部件外,用于试验的风洞设备中的喉管,实则为大面积的铜/钢曲面连接;报警器膜盒实际为铝合金、不锈钢等多种异质材料钎焊连接而成. 精密、高端部件的可靠服役显示了异质材料钎焊连接在航空航天领域中的广泛应用. 与此同时,随着服役环境的愈发恶劣以及对结构设计轻量化要求的升级,可以预见异质材料连接在航空航天领域应用将越来越广泛,异质材料连接的突破 ,对航空航天材料的发展的意义将越来越重要.
异质材料的钎焊连接已经广泛应用于各行各业之中,上到深空,下到深地,而随着现代工业的飞速发展,愈加严苛的服役环境对异质钎焊构件的性能提出了更高的要求. 同时需要注意的是,从试验到应用之间也不是简单的转化,学者们在研究过程中对试验件的工程应用也需投入大量的精力,从而最终实现异质钎焊构件从组装、成形、试验到应用的转化.
7. 总结与展望
全文以异质材料钎焊连接及其应用为切入点,落脚到陶瓷、高温合金与金刚石3种当下热点研究的材料上,对近年来3种材料的异质连接相关研究进行了较为系统地分析. 由前文可知,目前异质材料钎焊连接的难点主要集中在母材物理性能差异大、钎缝组织难调控、焊后应力难协调这几个方面. 针对上述难题,目前的解决方法主要有以下几点:对母材进行表面改性处理,增加常规钎料对于异质母材的适配度;对钎料进行合金化增性处理,添加活性或稀土元素,改善钎缝组织性能;对钎缝结构进行优化处理,设计各种类型中间层材料,协调接头应力分布,提高服役寿命.
除上述内容外,新型钎焊材料与工艺也是当下研究的热点领域. 从前文内容中可知,在新型钎料的开发中,原位合成技术被大量使用,一定程度上改善了特定成分钎料难以加工成形的现状. 并且随着材料合成技术的发展,高熵合金的概念也被引入钎料合成中,丰富了钎料的制备手段. 随着钎焊技术与钎焊材料的持续发展,异质材料连接技术也在不断发展进步,其应用范围也愈发的广泛,但随之而来的是对其使用性能的要求也越来越高,并且从试验件到最终的应用件,需经过大量实际论证. 因此异质材料的连接与应用仍然有许多挑战需要解决,针对异质材料钎焊连接与应用所面临的难点,文中从以下几个方面做出相关展望.
(1) 创新钎料制备技术. 融合材料、机械与冶金多学科的理念,开发出适用性广、热膨胀系数低、抑制脆性金属间化合物生成的新型复合钎料.
(2) 研发异质材料钎焊新方法. 除常规钎焊方法外,可开发多能场复合钎焊技术. 研究适合的外场辅助、复合热源,如超声波、电磁场或激光感应复合热源、激光电弧复合热源等焊接技术,消除单一热源在异质材料连接方面的局限性.
(3) 优化异质接头结构设计. 目前,国内研发行业中,普遍存在设计与生产结合不紧密的现象,严重影响了实际生产的效率. 尤其在异质材料零部件的钎焊成形过程中,接头设计过程中需要考虑母材的加工性能以及母材之间物理性能的差异,从而提高异质材料钎焊构件的生产效率与产品转化率.
(4) 完善异质材料钎焊标准体系. 从焊前钎料设计、母材处理、焊接接头结构设计、钎焊方法的选取,到焊接过程中钎焊工艺控制,以及焊后处理手段、异质接头性能检测等,形成一整套异质材料钎焊成形的闭环反馈系统,规范各个阶段的操作方法,形成一系列标准,为后续异质材料钎焊的发展奠定坚实的基础.
-
![]()
图 2 两种调节电弧热输入的方法
Figure 2. Two methods for adjusting arc heat input. (a) deflection torch; (b) applied transverse magnetic field
![]()
图 3 电弧-熔池耦合模型
Figure 3. Arc-molten pool coupling model. (a) computing domain; (b) meshing
![]()
图 4 Q235低碳钢与304L不锈钢热物理性能
Figure 4. Thermophysical properties of Q235 low carbon steel and 304L stainless steel
![]()
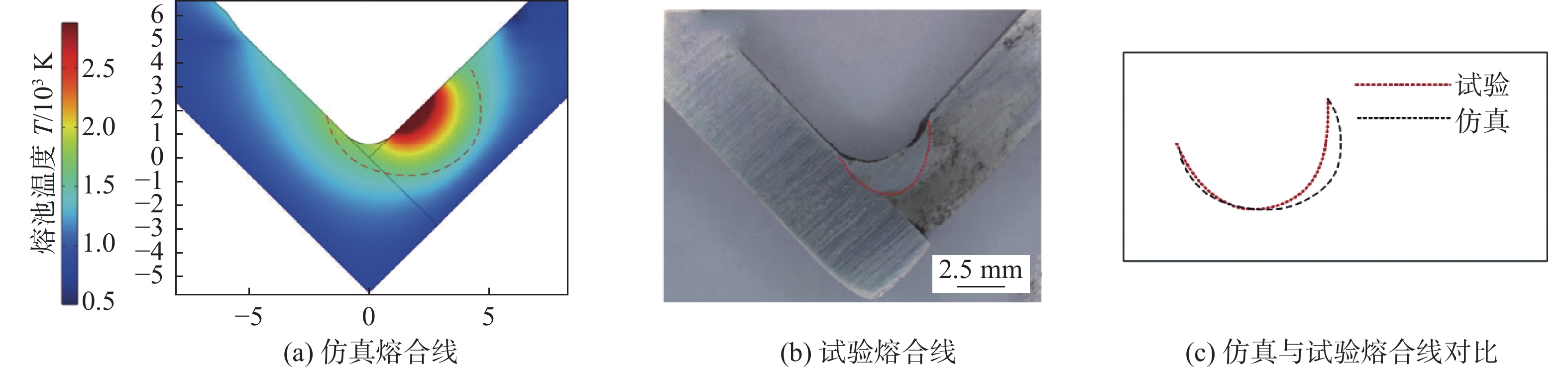
图 9 熔池熔合线及对比
Figure 9. Fusion line and comparison. (a) simulated fusion line; (b) experimental fusion line; (c) comparison of simulated and experimental fusion lines
![]()
图 10 不同电弧热量分配方式电弧温度场对比
Figure 10. Comparison of arc temperature field in different arc energy distribution modes. (a) the torch is deflected by 18 degrees; (b) applied 25 mT transverse magnetic field
![]()
图 11 不同热量分配方式的温度场与实际熔合线
Figure 11. Temperature field and actual fusion line with different energy distribution modes. (a) deflection welding torch; (b) deflected arc of the applied magnetic field
![]()
图 12 电弧偏转角度随外加磁感应强度的变化曲线
Figure 12. Variation curve of arc deflection Angle with external magnetic induction intensity
![]()
图 13 不同磁感应强度下电弧-熔池温度场
Figure 13. Arc-pool temperature field under different magnetic induction intensities
![]()
图 14 不同磁感应强度下的异种钢角焊缝熔池轮廓
Figure 14. Profile of fillet weld pool of dissimilar steel under different magnetic induction intensity. (a) B = 0 mT; (b) B = 15 mT; (c) B = 25 mT; (d) B = 35 mT
![]()
图 15 熔池尺寸随磁感应强度的变化
Figure 15. Variation of molten pool size with magnetic induction intensity. (a) weld width and depth; (b) molten pool width; (c) penetration
![]()
图 16 不同磁感应强度下阳极电弧热量分布
Figure 16. Arc energy distribution of anode arc under different magnetic induction intensities. (a) B = 0 mT; (b) B = 5 mT; (c) B = 10 mT; (d) B = 15 mT; (e) B = 20 mT; (f) B = 25 mT; (g) B = 30 mT; (h) B = 35 mT
![]()
图 17 不同磁感应强度两侧母材热流总量及所占比例
Figure 17. Total heat flux and its proportion on both sides of weld with different magnetic induction intensities
表 1 模型边界条件
Table 1 Model boundary condition
区域 速度v/(m·s−1) 温度T/K 磁矢势A/Tm 电势ϕ/V 区域1 ug 1 000 ∂A/∂n=0 ∂ϕ/∂n=0 区域2 — T0 ∂A/∂n=0 0 区域3 — T0 ∂A/∂n=0 0 区域4 — 1 000 ∂A/∂n=0 ∂ϕ/∂n=0 区域5 — 3 000 ∂A/∂n=0 n·j=−I(t)/πRc2 表面1 — 式(11) — — 表面2 — 式(11) — — 表面3 — 式(10) — —  下载: 导出CSV
下载: 导出CSV
表 2 不同磁感应强度下电弧热流总量与电弧热效率
Table 2 Total arc heat flow and arc thermal efficiency under different magnetic induction intensity
磁感应强度
B/mT焊接电流
I/A电势
ϕ/V理论热输出
ϕI/W总热输入
Qtotal/WQ235侧热输入
Q235/WQ304L侧热输入
Q304L/W焊接热效率
η(%)0 120 9.2 1104 750.72 457.4 293.32 68.0 5 120 9.3 1116 762.3 441.6 320.68 68.3 10 120 9.6 1152 794.9 454 340.9 69.0 15 120 9.9 1188 825.66 440.8 384.86 69.5 20 120 10.2 1224 869.04 436 433.04 71.0 25 120 9.9 1188 831.6 389.6 442.05 70 30 120 9.5 1140 790.02 330.7 459.32 69.3 35 120 9.4 1128 772.68 304.3 468.38 68.5
下载: 导出CSV
-
[1] Yin Yan, Kang Ping, Zhang Ruihua, et al. Effect of heat treatment on microstructure and properties of VG10 and 3Cr13 dissimilar welded joints[J]. China Welding, 2021, 30(1): 21 − 29.
[2] Dak G, Pandey C. A critical review on dissimilar welds joint between martensitic and austenitic steel for power plant application[J]. Journal of Manufacturing Processes, 2020, 58: 377 − 406. doi: 10.1016/j.jmapro.2020.08.019
[3] Maurya A K, Pandey C, Chhibber R. Dissimilar welding of duplex stainless steel with Ni alloys: A review[J]. International Journal of Pressure Vessels and Piping, 2021, 192: 104439. doi: 10.1016/j.ijpvp.2021.104439
[4] Echezona N, Akinlabi S A, Jen T C, et al. TIG welding of dissimilar steel: A review[C]// Advances in Material Science and Engineering: Selected Articles from ICMMPE , 2020: 1-9.
[5] 郑韶先, 曾道平, 孟倩, 等. 填充ER309焊丝的异种钢接头二型边界形成机理[J]. 焊接学报, 2021, 42(4): 56 − 61. doi: 10.12073/j.hjxb.20200902001 Zheng Shaoxian, Zeng Daoping, Meng Qian, et al. Formation mechanism analysis of the type-II boundary of dissimilar steel joint with the filler metal of ER309[J]. Transactions of the China Welding Institution, 2021, 42(4): 56 − 61. doi: 10.12073/j.hjxb.20200902001
[6] 王海燕, 牛春菊, 崔国涛, 等. 焊接工艺对TP304/SS400异种钢焊接接头组织和性能的影响[J]. 焊接学报, 2019, 40(5): 131 − 136. doi: 10.12073/j.hjxb.2019400140 Wang Haiyan, Niu Chunju, Cui Guotao, et al. Effect of welding process on microstructure and properties of welded joint of TP304/SS400 dissimilar steel[J]. Transactions of the China Welding Institution, 2019, 40(5): 131 − 136. doi: 10.12073/j.hjxb.2019400140
[7] 郭舒, 王海涛, 韩恩厚. 核电站接管安全端异种金属焊接接头残余应力预测的研究现状[J]. 机械工程材料, 2021, 45(10): 1 − 12. doi: 10.11973/jxgccl202110001 Guo Shu, Wang Haitao, Han Enhou. Research status of residual stress prediction of dissimilar metal welded Joint at safetye end of nozzles in nuclear power plants[J]. Materials for Mechanical Engineering, 2021, 45(10): 1 − 12. doi: 10.11973/jxgccl202110001
[8] 杨庆旭, 王学, 马君鹏, 等. 超超临界锅炉水冷壁T23/12Cr1MoV异种钢焊接接头焊后热处理裂纹分析[J]. 金属热处理, 2021, 46(7): 218 − 222. Yang Qingxu, Wang Xue, Ma Junpeng, et al. Post-weld heat treatment crack analysis of water wall T23/12Cr1MoV dissimilar steel welded joint of ultra-supercritical boiler[J]. Heat Treatment of Metals, 2021, 46(7): 218 − 222.
[9] Rakesh C, Asha I, Kanak K. Stress analysis of dissimilar metal weld between carbon steel and stainless steel formed by transition grading technique[J]. Materials Today: Proceedings, 2015, 2(4-5): 1657 − 1664.
[10] 蔡建鹏, 叶延洪, 张彦杰, 等. 坡口形式对Q345/SUS304异种钢对接接头残余应力和变形的影响[J]. 机械工程学报, 2015, 51(10): 55 − 61. doi: 10.3901/JME.2015.10.055 Cai Jianpeng, Ye Yanhong, Zhang Yanjie, et al. Effect of groove form on residual stress and deformation of butt joint of Q345/SUS304 dissimilar steel[J]. Journal of Mechanical Engineering, 2015, 51(10): 55 − 61. doi: 10.3901/JME.2015.10.055
[11] Rong Y M, Xu J J, Lei T, et al. Magnetism aided mitigation of deformation and residual stress in dissimilar joint 316L with EH36[J]. Journal of Materials Processing Technology, 2018, 259: 23 − 32. doi: 10.1016/j.jmatprotec.2018.04.022
[12] Li R, Yuan X J, Zhang H B, et al. Effect of axial magnetic field on TIG welding-brazing of AA6061 aluminum alloy to HSLA350 steel[J]. Journal of Materials Research and Technology-Jmr & T, 2021, 12: 882 − 893.
[13] Yan F, Wang X W, Chai F, et al. Improvement of microstructure and performance for steel/Al welds produced by magnetic field assisted laser welding[J]. Optics and Laser Technology, 2019, 113: 164 − 170.






























计量
- 文章访问数: 169
- HTML全文浏览量: 42
- PDF下载量: 53
