
PAW−MIG wire oscillating hybrid welding technology
-
摘要: 针对现有的等离子弧-MIG复合焊接过程中的双弧排斥问题,基于MIG焊丝位移规律性改变提出了一种新型的MIG焊丝振荡与等离子弧共熔池的复合焊接工艺. 通过调节MIG焊丝电机转速(振荡频率)和振荡振幅进行了焊接工艺试验. 结果表明,随着电机转速(振荡频率0 ~ 41 Hz)的增加,等离子弧与MIG电弧排斥减弱,耦合趋势增大. 尤其是电机转速为2 000 r/min(振荡频率33 Hz)时,共熔池复合焊接效果较好;MIG焊炬振荡振幅为1 mm时,电弧形状最为稳定,但振荡频率和振荡振幅过大均不利于焊接过程稳定性;MIG焊炬振荡提高了熔滴过渡频率,使焊丝尖部呈现小熔滴过渡,减小了焊接飞溅. 对接试验力学性能测试表明,抗拉强度、抗弯强度均随振荡频率的提高呈现先增大后减小趋势,分析认为MIG焊炬振荡具有一定搅拌熔池的作用,有效提高了焊接接头的力学性能.
-
关键词:
- 等离子弧−MIG复合焊接 /
- 振荡频率 /
- 电弧形态 /
- 力学性能
Abstract: In order to solve the problem of double arc repulsion in the existing PAW−MIG hybrid welding process, a new welding process based on the regular change of MIG wire displacement was proposed, which combined MIG wire oscillation with plasma arc in common weld pool. The welding process test was carried out by adjusting the rotation (oscillation frequency) and amplitude of MIG welding wire motor. The results show that with the increase of rotational speed (oscillation frequency), the repulsion between plasma arc and MIG arc decreases and the coupling trend increases. Especially when the rotational speed is 2000 r/min(oscillation frequency 33 Hz), the common weld pool effect is obvious. When the amplitude of MIG torch is 1 mm, the arc shape is the most stable. When the oscillation frequency and amplitude are too large, it is not conducive to the stability of welding process. The oscillation speeds up the droplet transition frequency so that the tip of the welding wire presents a small droplet transition and reduces the welding splash. The mechanical properties of the butt test show that the tensile strength and bending strength increase first and then decrease with the increase of the oscillation frequency. The oscillation enhances the stirring ability of the molten pool metal and effectively improves the mechanical properties of the welded joint. -
-
![]()
图 4 不同转速(振荡频率)下复合焊接电弧形态
Figure 4. Arc morphology of hybrid welding at different rotational speed (oscillation frequency). (a) rotational speed 0 r/min (0 Hz); (b) rotational speed 1 000 r/min (16 Hz); (c) rotational speed 1 500 r/min (25 Hz); (d) rotational speed 2 000 r/min (33 Hz); (e) rotational speed 2 500 r/min (41 Hz)
![]()
图 5 不同转速下复合焊接熔滴过渡及电信号采集
Figure 5. Droplet transfer and electrical signal of hybrid welding at different rotational speed. (a) rotational speed 0 r/min (0 Hz); (b) rotational speed 1 000 r/min (16 Hz); (c) rotational speed 1500 r/min (25 Hz); (d) rotational speed 2 000 r/min (33 Hz)
![]()
图 6 不同振荡振幅下复合焊接电弧形态
Figure 6. Hybrid welding arc morphology with different oscillation amplitude. (a) oscillation amplitude 1 mm ; (b) oscillation amplitude 2 mm; (c) oscillation amplitude 3 mm; (d) oscillation amplitude 4 mm; (e) oscillation amplitude 5 mm ; (f) oscillation amplitude 6 mm
![]()
图 7 不同转速和振荡振幅复合焊接熔滴过渡及电信号采集
Figure 7. Droplet transfer and electrical signal of hybrid welding at different rotational speed and oscillation amplitude. (a) rotational speed 1 000 r/min (16 Hz), oscillation amplitude 1 mm; (b) rotational speed 1 500 r/min (25 Hz), oscillation amplitude 3 mm
![]()
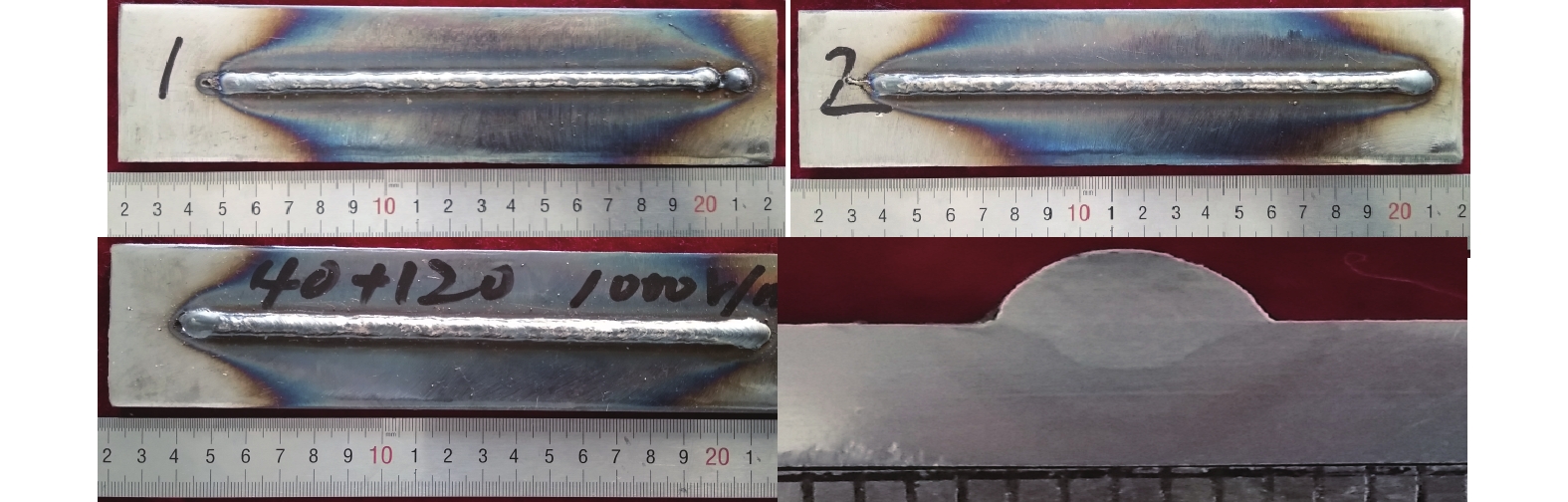
图 8 不同转速(振荡频率)的焊缝成形
Figure 8. Weld formation at different rotational speed (oscillation frequency). (a) rotational speed 0 r/min (0 Hz); (b) rotational speed 1 000 r/min (16 Hz); (c) rotational speed 1 500 r/min (25 Hz); (d) rotational speed 2 000 r/min (33 Hz)
表 1 Q235钢和ER50-6焊丝的化学成分(质量分数,%)
Table 1 Chemical compositions of Q235 steel and ER50-6 welding wire
材料 C Mn Si P S Ni Fe Q235 ≤0.18 0.35 ~ 0.80 ≤0.30 ≤0.040 — — 余量 ER50-6 0.06 ~ 0.15 1.40 ~ 1.85 0.80 ~ 1.15 0.025 0.025 0.15 余量  下载: 导出CSV
下载: 导出CSV
表 2 焊接工艺参数
Table 2 Welding process parameters
组别 等离子弧电流IP /A MIG电流IM /A 焊接速度v/(mm·s−1) 电机转速n/(r·min−1) 振荡振幅A/mm 1 40 120 4 0 0 2 40 120 4 1 000,1 500,2 000,2500 3 3 40 120 4 1 000 1,2,3,4,5,6 4 100 100 4 0 3 5 100 100 4 1 000,1 500,2 000 3 6 100 100 4 1 000 4 7 100 100 4 1 500 3
下载: 导出CSV
表 3 拉伸和弯曲试验的测试结果
Table 3 Results of tensile and bending tests
电机转速n/( r·min−1) 抗拉强度Rm /MPa 抗弯强度Rτ /MPa 实测值 平均值 实测值 平均值 0 167,178,155 167 200,175,179 185 1 000 220,240,285 248 280,235,300 272 1 500 325,275,235 278 260,220,265 248 2 000 260,225,174 220 305,200,205 237
下载: 导出CSV
-
[1] 韩蛟, 韩永全, 洪海涛, 等. 铝合金等离子-MIG复合焊接电弧行为[J]. 焊接学报, 2022, 43(2): 45 − 49. doi: 10.12073/j.hjxb.20210702001 Han Jiao, Han Yongquan, Hong Haitao, et al. Arc behavior in plasma-MIG welding of aluminum alloy[J]. Transactions of the China Welding Institution, 2022, 43(2): 45 − 49. doi: 10.12073/j.hjxb.20210702001
[2] Han Y, Tong J, Hong H, et al. The influence of hybrid arc coupling mechanism on GMAW arc in VPPA-GMAW hybrid welding of aluminum alloys[J]. The International Journal of Advanced Manufacturing Technology, 2019, 101(1): 989 − 994.
[3] 刘甲, 徐家磊, 马照伟, 等. 钛合金等离子和MIG复合焊接技术研究[J]. 材料导报, 2021, 35(S2): 358 − 360. Liu Jia, Xu Jialei, Ma Zhaowei, et al. Study on plasma and MIG hybrid welding of titanium alloy[J]. Materials Reports, 2021, 35(S2): 358 − 360.
[4] Han Yongquan, Han Jiao, Chen Yan, et al. Stability of fiber laser-MIG hybrid welding of high strength aluminum alloy[J]. China Welding, 2021, 30(3): 7 − 11.
[5] Jia C B, Liu X F, Wu C S, et al. Stereo analysis on the keyhole and weld pool behaviors in K-PAW with triple CCD cameras[J]. Journal of Manufacturing Processes, 2018, 32: 754 − 762. doi: 10.1016/j.jmapro.2018.03.026
[6] Jia C B, Liu X F, Zhang G K, et al. Penetration/keyhole status prediction and model visualization based on deep learning algorithm in plasma arc welding[J]. The International Journal of Advanced Manufacturing Technology, 2021, 117(11): 3577 − 3597.
[7] 张洪涛, 桑健, 王琪晨, 等. TATM700钢等离子-MIG复合焊接工艺[J]. 焊接学报, 2019, 40(12): 25 − 30. Zhang Hongtao, Sang Jian, Wang Qichen, et al. Plasma MIG hybrid welding of TATM700 steel[J]. Transactions of the China Welding Institution, 2019, 40(12): 25 − 30.
[8] Yu J, Zhang H, Yang X, et al. Arc characteristics and welding process of magnetic field assisting plasma-GMAW-P[J]. Welding Journal, 2021, 100(1): 1s − 12s. doi: 10.29391/2021.100.001
[9] Yu J, Wang B, Zhang H, et al. Characteristics of magnetic field assisting plasma GMAW-P[J]. Welding Journal, 2020, 99(1): 25s − 38s. doi: 10.29391/2020.99.003
[10] Wu H, Chang Y, Lu L, et al. Review on magnetically controlled arc welding process[J]. The International Journal of Advanced Manufacturing Technology, 2017, 91: 4263 − 4273. doi: 10.1007/s00170-017-0068-9
[11] 李岩, 王领, 张冀翔, 等. 基于电弧-熔池耦合的小孔型等离子弧焊接简化模型[J]. 机械工程学报, 2021, 57(18): 144 − 152. doi: 10.3901/JME.2021.18.144 Li Yan, Wang Ling, Zhang Jixiang, et al. Simplified model of small-pass plasma arc welding based on arc-molten pool coupling[J]. Journal of Mechanical Engineering, 2021, 57(18): 144 − 152. doi: 10.3901/JME.2021.18.144
[12] 王林, 武传松, 杨丰兆, 等. 外加磁场对高速GMAW电弧和熔池行为的主动调控效应[J]. 机械工程学报, 2016, 52(2): 1 − 6. doi: 10.3901/JME.2016.02.001 Wang Lin, Wu Chuansong, Yang Fengzhao, et al. Active regulation effect of applied magnetic field on high speed GMAW arc and molten pool behavior[J]. Journal of Mechanical Engineering, 2016, 52(2): 1 − 6. doi: 10.3901/JME.2016.02.001
-
期刊类型引用(0)
其他类型引用(1)






计量
- 文章访问数: 266
- HTML全文浏览量: 24
- PDF下载量: 51
- 被引次数: 1
