
Multi-objective optimization of laser cladding parameters based on PCA and RSM-DE algorithm
-
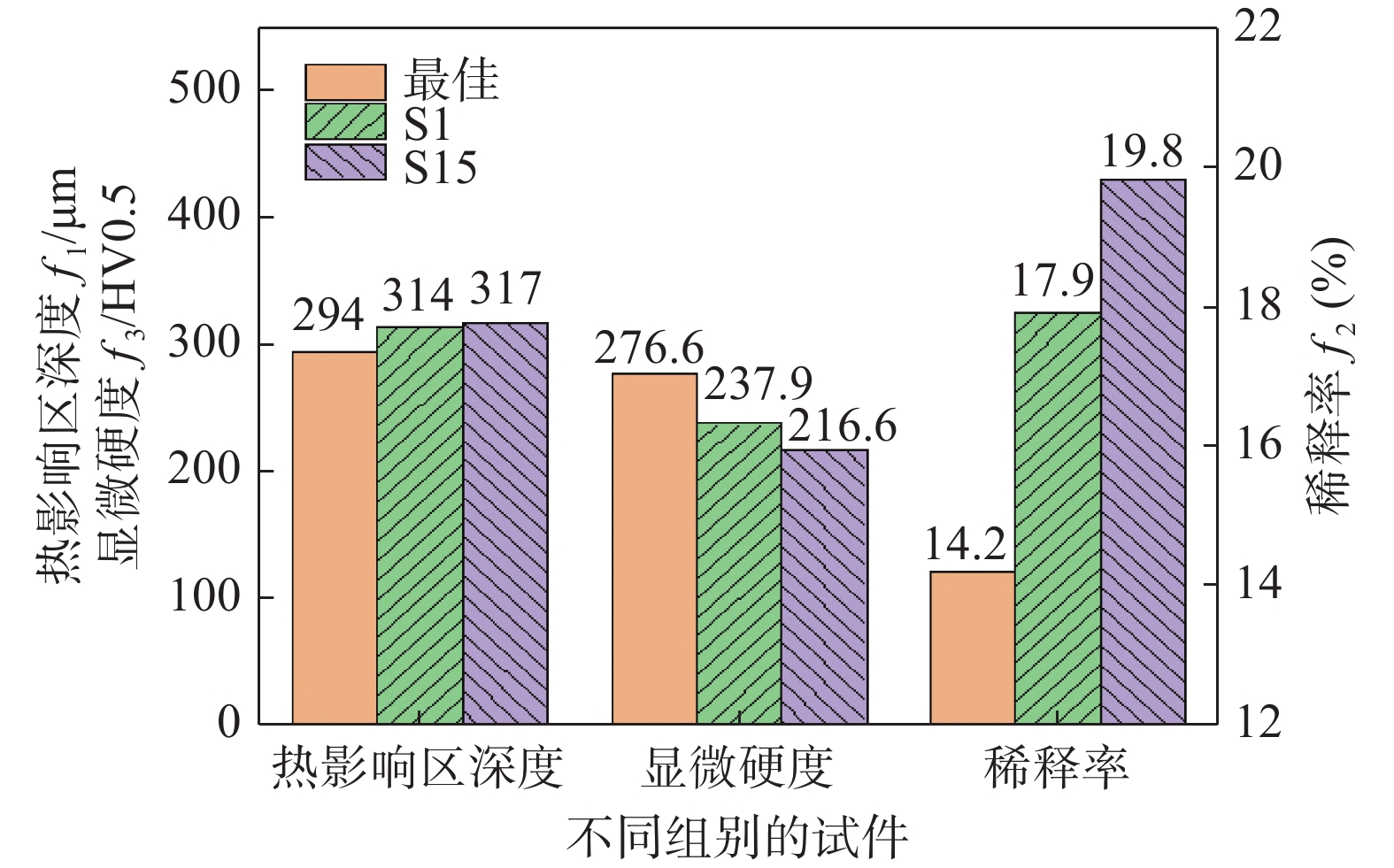
摘要: 为获得激光熔覆Inconel 718粉末在Q690高强钢板上的最优熔覆工艺参数,设计响应曲面法中的BBD(Box-Benhnken Design)试验设计模型. 构建输入变量(激光功率、扫描速度、送粉速率)与响应值(稀释率、热影响区深度、显微硬度)之间的数学模型,通过主成分分析法建立熔覆层综合评价指标,利用差分进化算法进行寻优,确定最优工艺参数. 采用最优工艺参数进行试验验证,对其最优工艺参数下试件的宏观形貌与组织形态进行观察与分析,并与优选出的试件进行响应值比较. 结果表明,最优工艺参数为激光功率1 800 W、扫描速度28 mm/s、送粉速率1.9 r/min,该参数下获得的热影响区深度为294 μm,稀释率为14.2%,显微硬度为276.6 HV0.5. 最优工艺参数下的试件热影响区深度减小了6.8%,稀释率降低了24.7%,显微硬度增大了21.7%,且最优试件中的组织形态为较小的树枝晶与少量的胞状晶.Abstract: The Box-Benhnken Design (BBD) experimental design model, as one of the response surface methods, was designed to obtain the optimal parameters for laser cladding of Inconel 718 powder on Q690 high-strength steel plate. A mathematical model between input variables (laser power, scanning speed, powder delivery rate) and response values (dilution rate, heat affected zone depth, microhardness) was established. Principal component analysis method was used to establish the comprehensive evaluation index of cladding layer, and differential evolution algorithm was used to optimize and determine the optimal process parameters. The optimal process parameters were used for test verification, and the macro-morphology and microstructure of the specimen under the optimal process parameters were observed and analyzed, and the response values were compared with the optimized specimen. The results showed that the optimal processing parameters were laser power of 1 800 W, scanning speed of 28 mm/s, and powder feeding rate of 1.9 r/min, under which the heat affected zone depth was 294 μm, the dilution rate was 14.2%, and the microhardness was 276.6 HV0.5. The optimum specimens showed a 6.8% reduction in the depth of the heat affected zone, a 24.7% reduction in dilution, and a 21.7% increase in microhardness, and the optimum specimens showed small dendritic crystals with a small amount of cellular crystals.
-
0. 序言
近年来,随着飞行器技术的快速发展,低空经济逐渐成为战略性新兴产业,具有广阔的应用范围和经济前景[1]. 在飞行器制造行业中,采用高强度的轻质材料是至关重要的,这类材料不仅能够确保飞行器的整体结构强度,为人员、货物以及飞行器本身提供可靠的安全保障,还能显著减少因质量过大而带来的能耗成本,从而有效提升企业的经济效益. 铝合金、钛合金都具有密度小、强度高、耐腐蚀性好等优点,是飞行器制造行业中的常用轻质材料[2-3]. 钛合金成本较高、难加工,但其强度、耐高温性及耐磨性远高于铝合金,其更能应对一些极端特殊条件[4].若将钛合金和铝合金实现可靠的连接,形成复合材料零件,就可以降低制造成本,同时满足某些特殊工作条件,实现飞行器制造过程中结构性能和经济效益的平衡[5-7]. 实现钛合金与铝合金这两种异质金属的稳定可靠的连接,对于提升飞行器的整体性能、安全性和耐久性具有举足轻重的意义.
铝/钛异种金属连接研究热点主要集中在激光[8]、电弧[9]为热源的熔钎焊及搅拌摩擦焊[10]. 铝/钛接头强度由界面IMC决定,在铝/钛异种金属焊接过程中,焊缝界面处会形成硬脆的Ti-Al金属化合物(TiAl,TiAl2和TiAl3等),其厚度、成分及形貌会对接头的连接强度产生一定的影响[11-12]. 激光熔钎焊是一种实现铝/钛异种金属连接的有效可靠的方法,通过调整激光功率、焊接速度、填充物可以实现对Ti-Al金属间化合物层(IMC)控制[13]. Li等人[14]研究双点激光下激光功率对焊缝成形、界面IMC组织和接头抗拉强度的影响,发现随着激光功率的增加,IMC层的厚度也增加,IMC层的形貌由胞状转变为锯齿状,最后转变为棒状,界面IMC的组织成分以Ti(Al,Si)3为主,1 900 W接头抗拉强度最高为241 MPa;Zhang等人[15]提出在激光焊接TA2钛合金/AA5150铝合金接头处添加银网,制备含银合金的焊缝和连接界面,研究了有无银网的Ti/Al接头的显微组织和力学性能,试验结果显示,含Ag元素的铝晶粒比不含Ag元素的铝晶粒细小,MgAg新相的出现抑制了铝枝晶的生长,焊缝含有Ag元素合金可以降低了TiAl3 与Al之间的力学性能差异,提高接头的力学性能,接头的最佳平均抗剪强度从147.7 MPa增加到171.4 MPa;Tian等人[16]研究发现在极低和极高的热输入下,焊缝会产生不连续的IMC和较厚的Ti(Al,Si) + Ti(Al,Si)2 + Ti(Al,Si)3,降低接头强度.
使用不同Si元素含量填充焊丝对铝/钢进行激光熔钎焊,在界面扩散反应过程中Si元素更容易聚集在IMC处,Si元素的添加影响焊缝界面IMC的组织结构,提高了接头的抗拉强度[17-18]. 为了探究填充焊丝中Si元素含量的变化对TC4钛合金/6061-T6铝合金钎焊界面微观组织和力学性能产生影响,文中通过调整焊丝中Si元素含量研究Si元素的添加对铝/钛界面IMC成分、微观组织的影响. 在此基础上讨论了不同Si元素含量对接头的微观组织、力学性能和断裂行为的影响,为Ti/Al异种金属激光焊焊缝元素调控提供参考依据.
1. 试验方法
Ti/Al异种金属激光熔钎焊试验中母材为TC4钛合金和6061-T6铝合金,其尺寸均为100 mm × 50 mm × 2 mm,填充材料分别采用纯铝、AlSi5和AlSi12三种不同Si元素含量的焊丝,试验材料的主要化学成分见表1.
表 1 试验材料的主要化学成分(质量分数,%)Table 1. Chemical composition of the test materials材料 Si Fe Mg V Ti Al 6061Al 0.63 0.29 1 — 0.02 余量 TC4 — 0.135 — 3.93 余量 6.21 Al 0.05 0.1 — — — 余量 AlSi5 5 0.8 0.05 — 0.2 余量 AlSi12 12 0.8 0.05 — 0.2 余量 在焊接试验前,先使用丙酮对钛板和铝板表面进行擦洗,以去除表面残留油污和杂质,采用机械打磨的方法将焊接区域及其附近的氧化层去除,然后再将铝钎剂和丙酮混合液均匀涂抹在焊接区域,等待丙酮挥发干燥,最后将其固定在夹具上,采用平板对接的方式,钛板和铝板之间留1 mm间隙,不开坡口,为避免打磨部位再次氧化,涂抹完钎剂后尽快开始焊接试验. 试验系统由IPG公司的10 kW的YLS10000光纤激光器、KUKA KR70六轴机器人及Fronius的VR 7000 CMT送丝机组成,如图1所示.
![]() 图 1 激光熔钎焊工艺主要设备示意图Figure 1. Diagram of main equipment for laser welding–brazing process
图 1 激光熔钎焊工艺主要设备示意图Figure 1. Diagram of main equipment for laser welding–brazing process选取最优的焊接工艺参数进行不同Si元素含量的焊接,参数选取为激光功率2 200 W、焊接速度0.36 m/min、送丝速度3.0 m/min、离焦量 + 20 mm、激光向铝侧偏移0.6 mm,保护气体为氩气、正面保护气体流量15 L/min、背面保护气体流量10 L/min,焊接时具体装配条件如图2所示.
![]() 图 2 激光熔钎焊工艺细节示意图Figure 2. Detailed diagram of laser welding-brazing process. (a) diagram of welding direction and wire feeding angle; (b) diagram of the laser beam spot offset
图 2 激光熔钎焊工艺细节示意图Figure 2. Detailed diagram of laser welding-brazing process. (a) diagram of welding direction and wire feeding angle; (b) diagram of the laser beam spot offset在室温下,使用美特斯(MTS) E45.105型号电子万能试验机进行拉伸力学性能试验,拉伸速率为1 mm/min. 界面和断口微观结构使用赛默飞世尔科技公司(Thermo Scientific)生产的Helios 5 CX型号扫描电镜进行拍摄,IMC使用背散射电子(BSE)模式进行拍摄,断口微观结构则使用二次电子(SE)模式进行拍摄,利用扫描电镜自带的能谱仪分析选定区域的金属间化合物成分和元素分布规律.
2. 试验结果与分析
2.1 焊缝形貌
不同Si元素含量焊缝外观形貌及焊缝截面如图3所示. 三种不同Si元素含量焊丝的焊缝正面和背面均光滑且浸润良好,没有飞溅,无咬边缺陷,焊缝连续性较好. 通过观察焊缝截面可知,在铝钎剂的辅助下,纯铝、AlSi5和AlSi12都有效地浸润了钛合金板的正反两面,说明试验所采取的工艺参数合理.
![]() 图 3 不同Si元素含量焊缝外观形貌Figure 3. Weld appearances under different Si contents. (a) pure Al; (b) AlSi5; (c) AlSi12
图 3 不同Si元素含量焊缝外观形貌Figure 3. Weld appearances under different Si contents. (a) pure Al; (b) AlSi5; (c) AlSi122.2 焊接接头微观组织
用扫描电镜观察不同Si元素含量的焊接接头界面微观组织的3个不同区域(界面上部、界面中部及界面下部). 界面观察区域、界面IMC形貌和组织、界面元素分布如图4所示,选定区域的EDS点分析结果见表2.
![]() 图 4 不同Si元素含量焊缝界面微观组织Figure 4. Microstructure of weld interface under different Si contents. (a) pure Al; (b) AlSi5; (c) AlSi12表 2 图4中各点能谱分析结果(原子分数,%)Table 2. Contents of regions in IMC layer marked in Fig.4
图 4 不同Si元素含量焊缝界面微观组织Figure 4. Microstructure of weld interface under different Si contents. (a) pure Al; (b) AlSi5; (c) AlSi12表 2 图4中各点能谱分析结果(原子分数,%)Table 2. Contents of regions in IMC layer marked in Fig.4测试区域 Al Si Ti 1 80.4 0.6 19.0 2 72.7 1.1 26.2 3 75.9 0.4 23.7 4 72.5 6.9 20.6 5 75.1 5.0 19.9 6 69.9 6.3 23.8 7 71.9 11.7 16.4 8 70.1 9.1 20.8 铝/钛异种金属激光熔钎焊界面反应中生成IMC的厚度受界面热场影响较大,由于焊接过程中焊缝界面峰值温度由上而下递减,所以不同Si元素含量焊缝界面IMC也均呈现由上而下递减的趋势[19].
当焊丝为纯铝时,焊缝上部IMC较厚,呈现柱状,且分布不均匀,最大柱状IMC约为14.9 μm,最小柱状IMC约为2 μm,部分柱状IMC断裂熔入焊缝中,根据表2中EDS结果分析,IMC由19% Ti,80.4% Al和0.6% Si组成,因此柱状IMC由TiAl3构成;界面中部IMC和上部相比分布较为均匀,呈现层状,部分IMC有脱离层状熔入焊缝的趋势,最大厚度约为3.8 μm,层状IMC主要由TiAl3构成;界面底部IMC分布均匀,呈现薄层状,IMC由TiAl3构成,厚度约0.87 μm,Li等人[14]也观察到了类似的界面微观结构组成.
当焊丝为AlSi5时,上部IMC呈现柱状,与纯铝上部进行对比,其厚度减少,但依然存在较长的柱状IMC,最大IMC厚度约为9.2 μm;中部和底部IMC均为层状,中部和底部IMC厚度分别约为1.6 μm和0.9 μm.根据表2中EDS结果分析,IMC主要由Ti(Al,Si)3构成.
当焊丝为AlSi12时,上部较粗的柱状IMC生长在底部层状IMC之上,相较于纯铝、AlSi5的上部IMC,AlSi12上部更加均匀,没有非常突出的柱状IMC,根据表2中EDS结果分析,IMC由16.4% Ti,71.9% Al和11.7% Si组成,上部柱状IMC主要为Ti(Al,Si)3;中部IMC为锯齿状,厚度在2 μm左右,主要成分为Ti(Al,Si)3;底部只生成一层极薄的层状IMC,平均厚度约为0.36 μm.
不同Si元素含量下的IMC平均厚度如图5所示,IMC的平均厚度都出现由上部向下部递减的趋势,这与焊接过程的焊缝各个部位峰值温度及高温停留时间的差异有关,峰值温度由大到小依次为界面上部—中部—下部,因此界面IMC厚度从上到下依次减薄[20]. 此外,Si元素含量越高,相同位置的界面IMC越薄,这是由于Si元素的加入抑制了界面Ti和Al原子的反应速率,有效的降低铝/钛之间的冶金反应,大量减少了生成的硬脆的Al-Ti金属间化合物.
图6为不同Si元素含量IMC线扫描.图6(a)中纯铝IMC长度为4.1 μm,IMC处没有发现明显Si元素含量变化,随着距离钛合金界面越远,Ti元素含量快速下降,Al元素含量快速上升. 图6(b) 和图6(c)中AlSi5和AlSi12 IMC长度分别为2.5 μm和3.9 μm,在IMC处可以观察到明显Si元素聚集.
![]() 图 6 不同Si元素含量IMC线扫描Figure 6. IMC line scanning under different Si contents. (a) pure Al; (b) AlSi5; (c) AlSi12
图 6 不同Si元素含量IMC线扫描Figure 6. IMC line scanning under different Si contents. (a) pure Al; (b) AlSi5; (c) AlSi12图7为不同Si元素含量IMC面扫描.可以明显观察到当焊丝中含有Si元素时,Si元素会呈现出在IMC处聚集趋势. 由于Si元素和Al元素具有相似的晶体结构和原子序号,在Si元素参与钛侧钎焊界面反应中,Si原子会替代部分Al原子形成Ti-Al-Si三元相,因此AlSi5和AlSi12的IMC主要由Ti(Al,Si)3构成[21]. 同时,在图6(b) AlSi5线扫描观察到IMC中出现明显Si元素含量的上升,在图7 (b)中AlSi5的IMC面扫描中观察到明亮的Si元素聚集. 据文献报道,铝/钛界面Si元素含量的陡然升高可能会导致新相Ti7Al5Si12的生成[22]. 由于Si元素的化学势能较低,在IMC处产生聚集效应,导致硅纳米团簇的产生形成位错,更多的Si原子被缺陷拖曳聚集,形成Ti7Al5Si12,此外,在Ti7Al5Si12形成过程中会消耗从钛侧扩散到焊缝中的Ti原子,减少了Ti原子与焊缝中Al原子反应的数量,抑制Ti(Al,Si)3相的生成,从而控制住IMC的厚度[16].
![]() 图 7 不同Si元素含量IMC面扫描Figure 7. IMC surface scanning under different Si contents. (a) pure Al; (b) AlSi5; (c) AlSi12
图 7 不同Si元素含量IMC面扫描Figure 7. IMC surface scanning under different Si contents. (a) pure Al; (b) AlSi5; (c) AlSi122.3 力学性能与断裂行为分析
不同Si元素含量接头拉伸测试结果如图8所示. AlSi12的抗拉强度是三者中最高,为197.69 MPa,纯铝抗拉强度最低,为175.09 MPa,AlSi12抗拉强度相比纯铝提高了13%. 铝/钛异种金属激光熔钎焊可以通过提高填充焊丝中Si元素含量提高接头的抗拉强度.
![]() 图 8 不同Si元素含量接头拉伸测试Figure 8. Tensile test results of joints under different Si contents
图 8 不同Si元素含量接头拉伸测试Figure 8. Tensile test results of joints under different Si contents纯铝焊缝断裂形貌如图9所示,断裂路径如图9 (a)所示,断口界面EDS结果见表3. 纯铝断口上部呈现平滑的断裂面,为典型的脆性断裂,如图9 (b)所示.根据EDS结果分析,Ⅰ 处为TiAl3相,焊缝上部断裂位于在IMC上,断裂路径经过TiAl3构成的IMC层;中部断裂微观界面如图9 (c)所示,断裂截面出现微小台阶,为解理断裂,Ⅱ 处EDS分析,断裂层为TiAl3层;下部断裂微观界面如图9 (d)所示,存在大量韧窝,为典型的韧性断裂,根据 Ⅲ 处结果分析,其成分为Al,但断裂截面处的Ti元素含量略高于纯铝焊丝,因此断裂位置为焊缝靠近IMC处.
![]() 图 9 纯铝焊缝断裂形貌Figure 9. Fracture morphology of pure Al. (a) cross-section of fractured joint; (b) top region; (c) middle region; (d) bottom region表 3 图9中能谱分析(原子分数,%)Table 3. EDS results of the marked points in Fig.9
图 9 纯铝焊缝断裂形貌Figure 9. Fracture morphology of pure Al. (a) cross-section of fractured joint; (b) top region; (c) middle region; (d) bottom region表 3 图9中能谱分析(原子分数,%)Table 3. EDS results of the marked points in Fig.9测试区域 Al Si Ti Ⅰ 79.1 0.9 20.0 Ⅱ 76.4 0.8 22.8 Ⅲ 97.9 0.3 1.8 AlSi5焊缝断裂形貌如图10所示,断裂路径如图10 (a)所示,断口界面EDS结果见表4. AlSi5上部断口微观界面如图10 (b)所示,断口界面平滑,为脆性断裂,Ⅰ处EDS结果显示,Al 元素含量为69.6%,Si 元素含量为5.0%,Ti 元素含量为25.4%,断裂界面成分为Ti(Al,Si)3;中部微观断裂界面如图10 (c)所示,界面呈现鱼骨状,为典型的解理断裂,根据 Ⅱ处EDS结果分析,Al 元素含量为86.6%,但存在少量的Ti元素(9.7%),因此在焊缝中部,裂纹沿着IMC层与焊缝连接界面扩展;下部断裂界面既存在微小阶梯状,也存在韧窝,因此下部断裂为脆性断裂和韧性断裂的混合断裂,如图10 (d)所示,根据EDS结果分析,脆性断裂 Ⅲ 处成分为Ti(Al,Si)3, 韧性断裂 Ⅳ 处为焊缝靠近IMC侧.
![]() 图 10 AlSi5焊缝断裂形貌Figure 10. Fracture morphology of AlSi5. (a) cross-section of fractured joint; (b) top region; (c) middle region; (d) bottom region表 4 图10能谱分析(原子分数,%)Table 4. EDS results of the marked points in Fig.10
图 10 AlSi5焊缝断裂形貌Figure 10. Fracture morphology of AlSi5. (a) cross-section of fractured joint; (b) top region; (c) middle region; (d) bottom region表 4 图10能谱分析(原子分数,%)Table 4. EDS results of the marked points in Fig.10测试区域 Al Si Ti Ⅰ 69.6 5.0 25.4 Ⅱ 86.6 3.7 9.7 Ⅲ 65.7 5.9 28.4 Ⅳ 82.0 2.4 15.6 AlSi12焊缝断裂形貌如图11所示,断裂路径如图11 (a)所示,断裂在铝母材处,断口存在大量韧窝,为韧性断裂,其断口EDS见表5. 由于Si元素的添加,减少铝/钛界面反应中硬脆金属间化合物的生成,降低了IMC的厚度,同时,中部IMC为2 μm左右的锯齿状,锯齿状IMC对裂纹扩展起到阻碍的作用.
![]() 图 11 AlSi12焊缝断裂形貌Figure 11. Fracture morphology of AlSi12. (a) cross-section of fractured joint; (b) microscopic morphology of fracture surface表 5 图11中能谱分析(原子分数,%)Table 5. EDS results of the marked points in Fig.11
图 11 AlSi12焊缝断裂形貌Figure 11. Fracture morphology of AlSi12. (a) cross-section of fractured joint; (b) microscopic morphology of fracture surface表 5 图11中能谱分析(原子分数,%)Table 5. EDS results of the marked points in Fig.11测试区域 Al Si Ti Ⅰ 98.9 0.9 0.2 Li等人[23]提出由于焊缝界面残余应力较大,钎焊界面产生大量较厚的硬脆的IMC,会导致钎焊界面连接强度降低. 因此纯铝下裂纹最先出现在铝/钛钎焊界面上部,由上部IMC的TiAl3层向中部撕裂扩展,中部继续沿着TiAl3层撕裂,由于纯铝下部IMC较薄,平均厚度为1 μm,IMC没有发生断裂,裂纹沿着焊缝靠近IMC侧继续撕裂,直至焊缝完全断裂,如断裂路径示意图12 (a)所示.
![]() 图 12 断裂路径示意图Figure 12. Schematic diagram of fracture path: (a) pure Al; (b) AlSi5; (c) AlSi12
图 12 断裂路径示意图Figure 12. Schematic diagram of fracture path: (a) pure Al; (b) AlSi5; (c) AlSi12AlSi5的断裂路径示意图12 (b)所示,AlSi5焊缝受到拉伸力作用时,裂纹出现上部较厚的Ti(Al,Si)3金属间化合物中,沿着Ti(Al,Si)3层扩展;焊缝中部,裂纹则沿着IMC层与焊缝连接界面扩展;下部则表现为混合断裂模式,其中包括Ti(Al,Si)3层的脆性断裂以及焊缝区域的韧性断裂.
AlSi12的断裂路径示意图如图12 (c)所示. 根据Tian等人[16]的研究,在Ti-Al-Si三元反应中,Si原子会替代部分Al原子生成Ti(Al,Si)3,Si 原子的取代释放Ti原子周围的电荷积累,软化了IMC. 异种金属在相同的金属间化合物连接下,IMC硬度越低,其抗断裂能力越强,焊接接头强度越高. 6061-T6铝合金是经过热处理强化后的铝合金,在焊接过程中热量形成热影响区会弱化热处理铝合金的强度和硬度,降低铝母材强度,更容易在铝母材热影响区处发生断裂.
3. 结论
(1) 铝/钛激光熔钎焊不同Si元素含量IMC界面层厚度均呈现由上而下的递减趋势. IMC层界面形貌主要分为柱状、锯齿状和薄层状,因为沿着焊缝厚度方向受峰值温度的影响,IMC上部生长较厚,主要为柱状,下部生长较薄,为薄层状. 随着Si元素含量的增加,IMC层厚度逐渐变薄.
(2) 纯铝IMC主要物相为TiAl3. 由于Si元素的添加,Si元素会聚集在IMC处,Si原子在Ti-Al二元反应中替代部分Al原子形成Ti-Al-Si三元相,AlSi5和AlSi12IMC层物相以Ti(Al,Si)3为主.
(3) 在AlSi5和AlSi12的界面IMC处出现Si元素异常聚集现象,由于Si元素的化学势能较低,促使Si原子在界面处富集,Si元素的聚集会降低界面Ti和Al原子的反应速度,从而降低界面IMC的厚度.
(4) 纯铝断裂路径上、中部为IMC层的脆性断裂,下部为沿着焊缝靠近IMC层处的韧性断裂,接头抗拉强度为175.09 MPa;AlSi5断裂路径为上部为IMC层的脆性断裂,中部为IMC与焊缝界面连接处的脆性断裂,下部为既有IMC层脆性断裂又焊缝韧性断裂的混合断裂,接头抗拉强度为188.05 MPa;AlSi12断裂路径为沿着6061-T6铝合金板热影响区的韧性断裂,接头抗拉强度最高,为197.69 MPa.
-
![]()
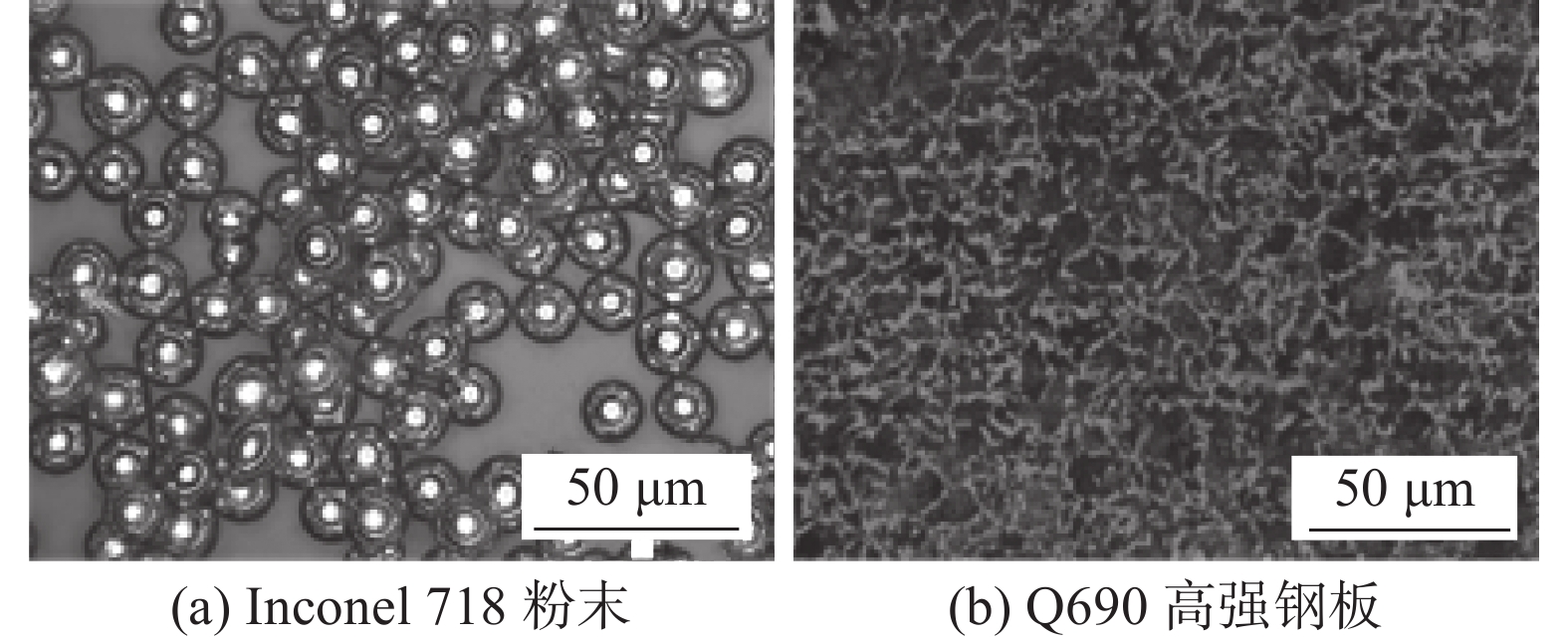
图 1 Inconel 718粉末和Q690高强钢板形貌
Figure 1. Morphology of Inconel 718 powder and Q690 high-strength steel plate. (a) Inconel 718 powder; (b) Q690 high-strength steel plate
![]()
图 2 熔覆设备
Figure 2. Cladding equipment. (a) physical drawing of cladding equipment; (b) schematic diagram of cladding process
![]()
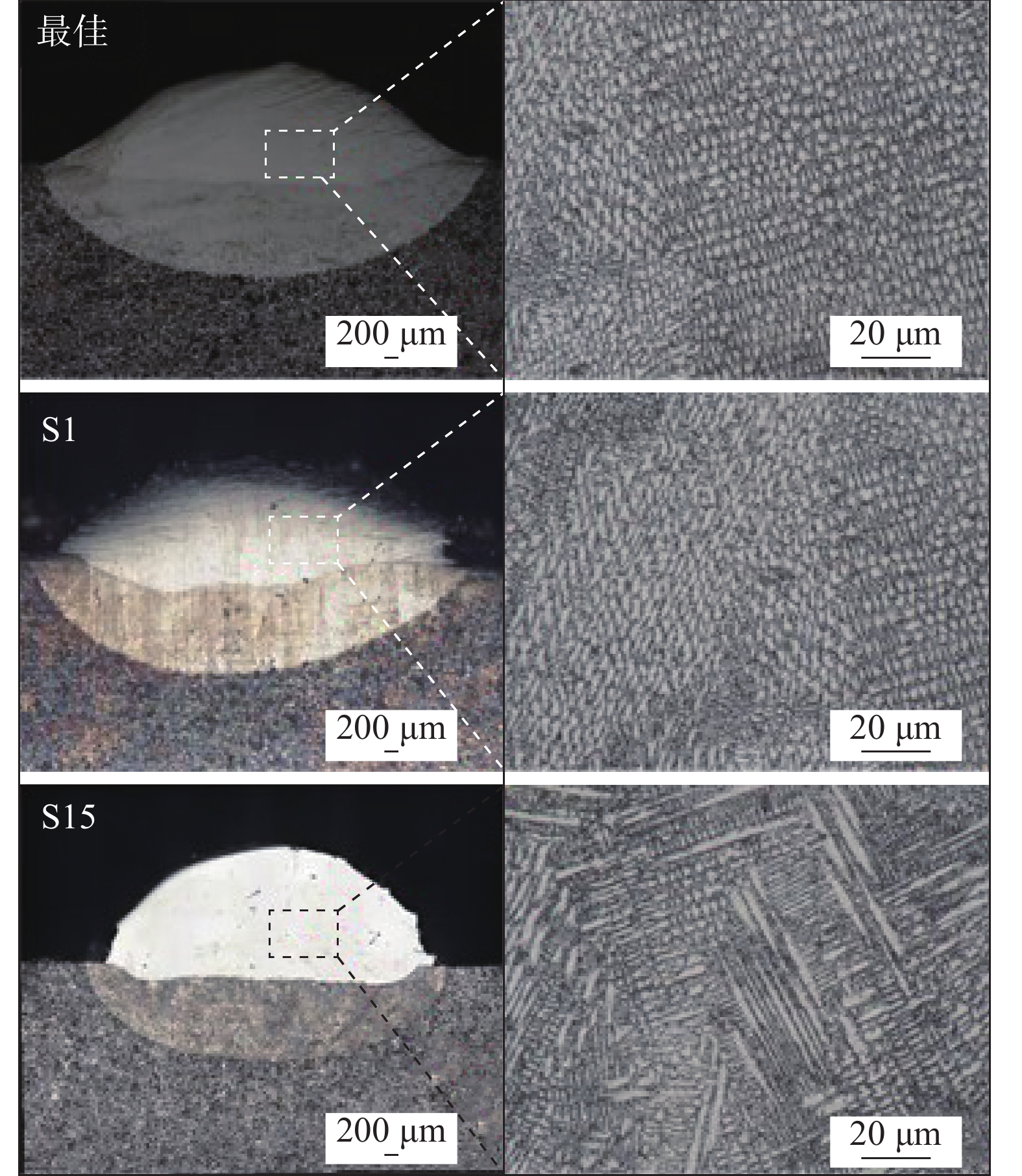
图 7 最优参数下试件与S1,S15试件的熔覆层及其组织
Figure 7. Cladding layer of specimen with optimal parameters and S1, S15 specimens and its microstructure
表 1 Inconel 718粉末与Q690高强钢板的化学成分(质量分数,%)
Table 1 Chemical compositions of Inconel 718 powder and Q690 high-strength steel plate
材料 Ni Cr Si C S P Fe Inconel 718 50 17 0.35 0.08 0.01 0.01 余量 Q690 1.50 1.20 0.60 0.18 0.30 0.25 余量  下载: 导出CSV
下载: 导出CSV
表 2 BBD试验设计变量与其响应值
Table 2 BBD experimental design input variables and their response values
试验序号 输入变量 响应值 综合目标Q 激光功率A/W 扫描速度B/(mm·s−1) 送粉速率C/(r·min−1) 热影响区深度f1/μm 稀释率f2(%) 显微硬度f3/HV0.5 S1 1 800 30 2.0 314 17.9 237.9 125.199 S2 1 800 16 2.0 377 26.1 184.5 113.146 S3 1 800 23 2.5 374 26.0 231.5 113.261 S4 1 800 23 1.5 429 17.6 221.8 114.128 S5 2 250 16 2.5 377 22.2 210.5 106.155 S6 2 250 30 1.5 360 17.6 192.7 97.1126 S7 2 250 30 2.5 344 20.3 204.6 98.3154 S8 2 250 16 1.5 363 26.5 243.5 99.781 S9 2 250 23 2.0 364 14.9 246.7 111.008 S10 2 250 23 1.5 331 25.0 202.4 101.418 S11 2 250 16 2.0 299 15.0 250.3 112.623 S12 2 250 23 2.5 325 19.2 239.6 103.217 S13 2 700 30 2.0 426 26.0 249.2 108.544 S14 2 700 16 2.0 360 18.7 222.6 99.2062 S15 2 700 23 2.5 317 19.8 216.6 117.613 S16 2 700 23 1.5 393 26.1 224.6 106.232
下载: 导出CSV
表 3 矩阵R的参数
Table 3 Parameters of matrix R
成分 特征值λ 方差百分比δ(%) 累计贡献率br(%) 1 1.581 52.699 52.699 2 0.849 28.288 80.987 3 0.57 19.013 100
下载: 导出CSV
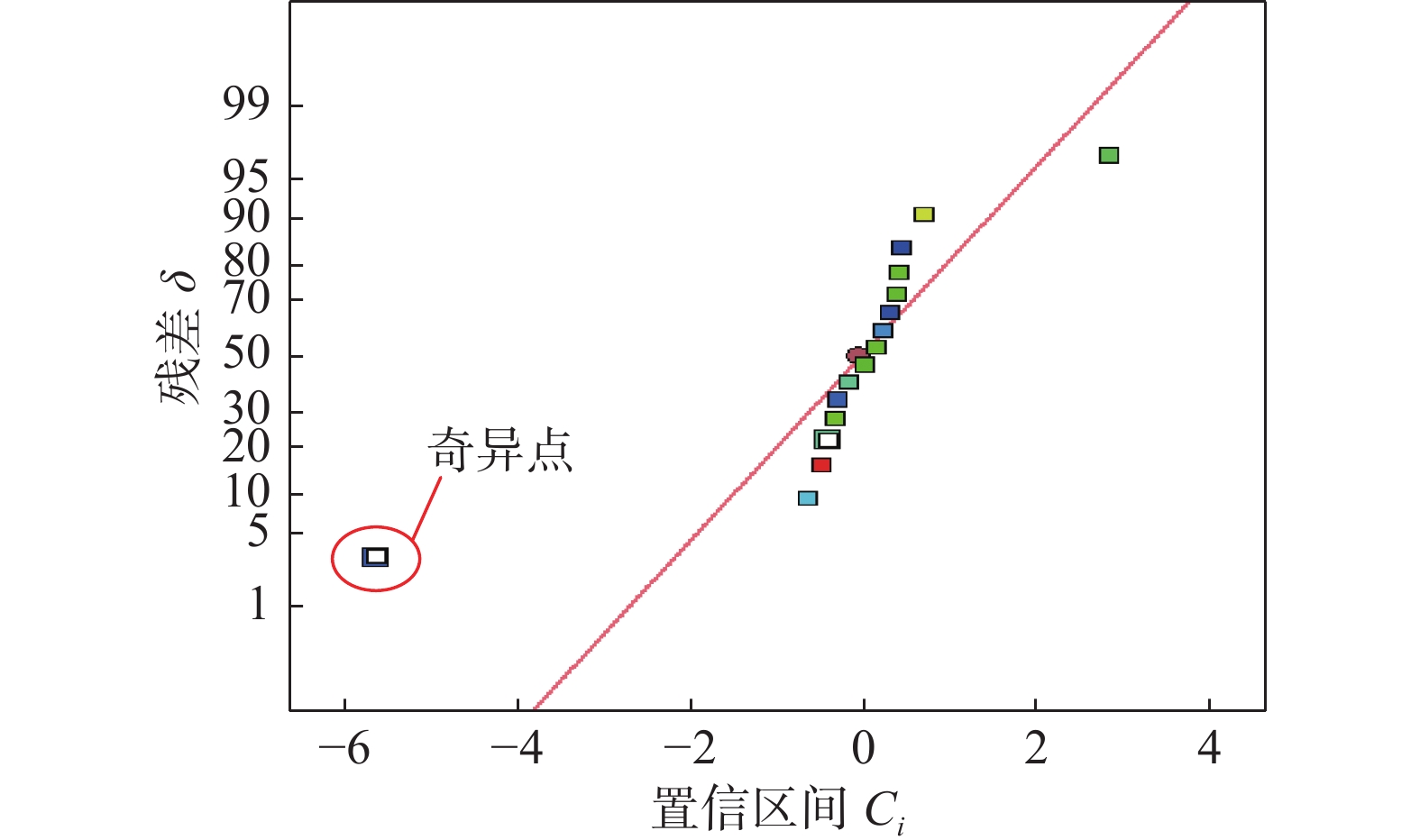
表 4 综合目标Q的残差分析
Table 4 Residual analysis of composite objective Q
F值 P值 失拟项Lf 相关平方系数R2 9.81 0.0058 9.89 0.9364
下载: 导出CSV
-
[1] 李聪波, 冯亚, 杜彦斌, 等. 基于改进模糊神经网络的废旧零部件再制造工艺方案决策方法[J]. 计算机集成制造系统, 2016, 22(3): 728 − 737. doi: 10.13196/j.cims.2016.03.016 Li Congbo, Feng Ya, Du Yanbin, et al. Decision-making method for used components remanufacturing process plan based on modified FNN[J]. Computer Integrated Manufacturing Systems, 2016, 22(3): 728 − 737. doi: 10.13196/j.cims.2016.03.016
[2] 徐国建, 李春光, 郭云强, 等. 激光熔覆Stellite-6 + VC混合粉末的熔覆层组织[J]. 焊接学报, 2017, 38(6): 73 − 78. Xu Guojian, Li Chunguang, Guo Yunqiang, et al. Organization of clad layer using mixed powder of Stellite-6 and VC[J]. Transactions of the China Welding Inesitution, 2017, 38(6): 73 − 78.
[3] Lee C, Park H, Yoo J, et al. Residual stress and crack initiation in laser clad composite layer with Co-based alloy and WC + NiCr[J]. Applied Surface Science, 2016, 345: 286 − 294.
[4] 鄢然, 李浩, 李军超, 等. 基于响应面法的聚苯乙烯粉末选择性激光烧结成型工艺参数优化[J]. 中国激光, 2019, 46(3): 5 − 13. Yan Ran, Li Hao, Liu Junchao, et al. Process parameters optimization of polystyrene powder selective laser sintering based on response surface methodology[J]. Chinese Journal of Lasers, 2019, 46(3): 5 − 13.
[5] Zhang Chengyan, Wang, Lixin, Zu, Xiaoli, et al. Multi-objective optimization of experimental and analytical residual stresses in pre-stressed cutting of thin-walled ring using glowworm swarm optimization algorithm[J]. The International Journal of Advanced Manufacturing Technology, 2020, 107: 376 − 382.
[6] Janicki D. Laser cladding of Inconel 625-based composite coatings reinforced by porous chromium carbide particles[J]. Optics & Laser Technology, 2017, 94: 6 − 14.
[7] 鲁耀钟, 雷卫宁, 任维彬, 等. 激光熔覆 Inconel 718 合金裂纹分析及裂纹控制研究[J]. 表面技术, 2020, 49(9): 233 − 243. Lu Yaozhong, Lei Weining, Ren Weibin, et al. Crack analysis and control of laser cladding Inconel 718 alloy[J]. Surface Technology, 2020, 49(9): 233 − 243.
[8] Chen W J, Chen H, Li C C, et al. Microstructure and fatigue crack growth of EA4T steel in laser cladding remanufacturing[J]. Engineering Failure Analysis, 2017, 79: 120 − 129. doi: 10.1016/j.engfailanal.2017.03.005
[9] 李响, 来佑彬, 杨波, 等. 等离子熔覆 Fe-Cr-C 合金涂层工艺优化及性能研究[J]. 表面技术, 2020, 49(6): 177 − 184. Li Xiang, Lai Youbin, Yang Bo, et al. Process optimization and properties of Fe-Cr-C alloy coating prepared by plasma cladding[J]. Surface Technology, 2020, 49(6): 177 − 184.
[10] 舒林森, 林冉. 基于均匀设计的铁基合金粉末激光熔覆工艺参数优化[J]. 材料热处理学报, 2021, 42(4): 167 − 174. doi: 10.13289/j.issn.1009-6264.2020-0425 Shu Linsen, Lin Ran. Optimization of laser cladding process parameters of iron-based alloy powder based on uniform design[J]. Transactions of Materials and Heat Treatment, 2021, 42(4): 167 − 174. doi: 10.13289/j.issn.1009-6264.2020-0425
[11] Lu C, Shi J. Relative density and surface roughness prediction for Inconel 718 by selective laser melting: central composite design and multi-objective optimization[J]. The International Journal of Advanced Manufacturing Technology, 2022, 39(4): 41 − 49.
[12] Mohd Danish, Munish Kumar Gupta, Saeed Rubaiee, et al. Influence of graphene reinforced sunflower oil on thermo-physical, tribological and machining characteristics of Inconel 718[J]. Journal of Materials Research and Technology, 2021, 15(36): 362 − 368.
[13] Chen T, Wu W, Li W, et al. Laser cladding of nanoparticle TiC ceramic powder: Effects of process parameters on the quality characteristics of the coatings and its prediction model[J]. Optics & Laser Technology, 2019, 116: 345 − 355.
[14] 赵凯, 梁旭东, 王炜, 等. 基于NSGA-Ⅱ算法的同轴送粉激光熔覆工艺多目标优化[J]. 中国激光, 2020, 47(1): 96 − 105. Zhao Kai, Liang Xudong, Wang Wei, et al. Multi-objective optimization of coaxial powder feeding laser cladding based on NSGA-II[J]. Chinese Journal of Lasers, 2020, 47(1): 96 − 105.
[15] 赵尧, 虞钢, 何秀丽, 等. 基于主成分分析法与逼近理想解法的38MnVS6 激光熔覆工艺研究[J]. 兵工学报, 2019, 40(12): 1000 − 1093. Zhao Yao, Yu Gang, He Xiuli, et al. Research on laser cladding processing for 38MnVS6 by PCA-TOPSIS method[J]. Acta Armamentarii, 2019, 40(12): 1000 − 1093.
[16] Liu Jiaqi, Yu Huijun, Chen Chuanzhong, et al. Research progress of laser cladding self-fluxing alloy coatings on titanium alloys[J]. China Welding, 2018, 27(2): 45 − 51.
















计量
- 文章访问数: 284
- HTML全文浏览量: 23
- PDF下载量: 46
