
Effect of Al and Mg elements on microstructure and mechanical properties of GPa-grade steel deposited metal
-
摘要: 针对吉帕级熔敷金属韧性不足的现状,设计了4组焊丝,研究了Al,Mg元素对金属粉芯焊丝熔敷金属组织和力学性能的影响. 采用扫描电子显微镜对熔敷金属的显微组织进行了表征,通过力学性能测试表征了熔敷金属的力学性能. 结果表明,熔敷金属主要由马氏体、贝氏体构成. 随着熔敷金属中Al,Mg元素的添加量由0Al-0Mg增加至0.3Al-0.9Mg,其氧含量由0.0308%降为0.0143%,聚合贝氏体含量减少,板条马氏体含量增加. 夹杂物由传统的以Fe,Al,Si,Mn等元素的氧化物转变为以Al,Mg氧化物为主的球形细小夹杂物(MgO·Al2O3). 0.3Al-0.9Mg组与0Al-0Mg组相比较,夹杂物的平均尺寸降低了0.13 μm,抗拉强度增加了152 MPa,冲击吸收能量增加了11 J (−20 ℃).Abstract: In view of the insufficient toughness of the GPa-grade deposited metal, four groups of welding wires were designed to study the effects of Al and Mg elements on the microstructure and mechanical properties of metal cored welding wires. The microstructure of the deposited metal was characterized by scanning electron microscopy (SEM). The mechanical properties of the deposited metal were characterized by mechanical properties test. The results show that the deposited metal mainly consists of martensite and bainite. With the increase of Al and Mg contents from 0Al-0Mg to 0.3Al-0.9Mg, the content of O decreases from 0.030 8% to 0.014 3%, and the content of coalesced bainite decreases while that of lath martensite increases. and the inclusions were transformed from traditional oxides including Fe, Al, Si, Mn, etc. to spherical and fine particles mainly composed of Al and Mg oxides inclusions. Compared with 0Al-0Mg group, the average size of the inclusion in 0.3Al-0.9Mg group decreases by 0.13 μm, the tensile strength was increased by 152 MPa, and the impact absorption energy was increased by 11 J (−20 ℃).
-
0. 序言
近年来,由于一系列禁铅法令(如RoHS 2.0和WEEE指令)的相继颁布,含铅钎料在电子封装领域的应用被广泛限制,因此研究人员开发出了SnAgCu、SnCu和SnZn等无铅钎料体系来替代传统Sn-Pb钎料在电子器件中的应用[1-2]. 与此同时,随着封装技术的不断进步,电子元器件的尺寸不断减小,集成度和封装密度大幅增加,使得电子元器件朝着多功能、高性能和小型化的方向不断发展[3-6]. 与传统封装方法相比,BGA、CSP以及WLP等高密度封装焊点尺寸大大降低,因此在电子产业中得到了广泛应用,但对钎料的性能也提出了更为严苛的要求[7]. 与传统的Sn-Pb系钎料相比,无铅钎料在使用过程中还存在着一系列问题和缺点,如蠕变性能较差、润湿性能低以及可靠性不足等[8-9]. 为了提高无铅钎料的综合性能,常用的方法主要有纳米颗粒掺杂和微合金化改性[10-12].
目前,在已有的研究中,向无铅钎料中掺杂的纳米颗粒主要包括:纯金属(Ag[13],Cu[14],Al[15]等),金属氧化物(Al2O3[16],TiO2[17],ZnO[18]等),陶瓷材料(TiC[19],ZrC[20]等)和碳基材料(CNTs[21],GNSs[22]等). 由于纳米颗粒具有“尺寸效应”和优良的物化性能,因此添加少量纳米颗粒可以有效细化钎料组织、改善钎料的润湿性能,同时提高焊点的强度和可靠性[23-24]. 然而,纳米颗粒增强复合无铅钎料还存在一些不足. 一方面,复合钎料制备过程复杂、成本较高,而且纳米颗粒易产生团聚现象[25]. 另一方面,虽然纳米颗粒的添加可以提高钎料强度,但焊点的塑性会大幅降低,不满足大规模集成电路对互连材料的要求[3, 26]. 因此,目前纳米颗粒增强复合无铅钎料仍处在实验室研究阶段,在电子工业中并没有实际应用.
微合金化是通过添加微量合金元素改变无铅钎料成分来改善钎料性能的一种方法. 合金化元素可以分为稀土元素(Ce[27],La[28],Pr[29]等)和其它金属元素(Ga[30],In[31],Bi[32]等). 其中,稀土元素被誉为金属材料的“维他命”,可以有效改善无铅钎料组织和性能、提高焊点可靠性. 然而,钎料中RESn3稀土相的氧化会导致锡须的产生,大大降低了无铅焊点的可靠性,也给含稀土元素的无铅钎料的应用和推广带来了严峻的挑战[33]. Ga作为一种低熔点合金,对无铅钎料性能的改善也具有显著的作用,尤其是钎料的润湿性能和抗氧化性能[34]. 当复合添加稀土元素和Ga元素时,可以发挥二者的协同作用,从而进一步细化钎料组织,提高钎料润湿性、力学性能和可靠性[35]. 特别地,Ga可以替代Sn-Zn-Nd钎料中的Sn原子与稀土原子Nd形成Ga-Nd化合物,从而抑制钎料中锡须的生长[36]. 因此,含稀土元素和低熔点元素Ga的无铅钎料引起了研究人员的广泛关注. 目前,稀土元素和Ga元素在改善硬钎料性能的研究成果主要集中在Ag基钎料上[37-38],但由于文中的综述对象主要为电子行业用无铅软钎料,故含稀土元素和Ga元素的硬钎料研究成果将不列入文中.
针对电子封装常用无铅软钎料,文中主要综述了稀土元素和低熔点元素Ga以及二者复合添加的协同效应对钎料组织和性能的影响,并阐述了它们的增强机制;同时分析了含稀土无铅钎料中锡须产生的原因及可能的解决方法. 最后展望了含稀土元素和Ga元素的无铅钎料的未来发展趋势,以期为未来高性能新型无铅钎料的研发提供理论参考.
1. Sn-Ag-Cu钎料
1.1 显微组织
近共晶成分的SnAgCu钎料的显微组织由β-Sn基体、共晶组织(β-Sn + AgSn3 + Cu6Sn5)组成,其中金属间化合物的尺寸和分布状态可以显著影响钎料的性能[39]. 图1为添加了不同含量稀土Nd的Sn-3.8Ag-0.7Cu-xNd钎料的显微组织,可以看出相较于其它钎料合金,添加了0.05%Nd(质量分数,下同)的钎料组织中β-Sn枝晶尺寸最小,共晶组织细化程度最佳、分布也更加均匀[40]. 然而,进一步增加Nd含量,钎料组织中将出现脆性的大块黑色NdSn3稀土相,该相易在空气中氧化,反而会恶化SnAgCu焊点的力学性能. Dudek等人[41]研究发现添加少量稀土La,Ce和Y也可以显著降低β-Sn枝晶的长度和间距,同时减小了钎料焊点的界面层厚度. 稀土元素对钎料显微组织的细化作用主要来源于凝固早期形成的RESn3微粒,该化合物熔点较高,能够作为初生IMCs的异质形核质点,因此可以显著细化β-Sn晶粒和共晶组织. Zhang等人[42]在钎料基体中块状Cu6Sn5 IMCs中发现了Sn-Ce相,进一步说明Sn-Ce相颗粒为Cu6Sn5 IMCs提供了非均匀形核质点、降低了初生金属间化合物的形核驱动力. 值得注意的是,细小的、均匀分布的Sn-RE稀土相可以显著细化钎料组织,但大块的稀土相却会恶化钎料的组织与性能,因此严格控制稀土元素的添加量.
![]() 图 1 Sn-3.8Ag-0.7Cu-xNd钎料的显微组织Figure 1. Microstructure of Sn-3.8Ag-0.7Cu-xNd solder. (a) x = 0; (b) x = 0.025; (c) x = 0.05; (d) x = 0.1; (e) x = 0.25; (f) x = 0.5
图 1 Sn-3.8Ag-0.7Cu-xNd钎料的显微组织Figure 1. Microstructure of Sn-3.8Ag-0.7Cu-xNd solder. (a) x = 0; (b) x = 0.025; (c) x = 0.05; (d) x = 0.1; (e) x = 0.25; (f) x = 0.5Ga元素对Sn-Ag-Cu钎料组织也有明显的细化作用. 当Ga含量为0.5%时,Sn-0.5Ag-0.7Cu钎料的组织最均匀且晶粒细化程度最佳[43]. 根据吸附理论,吸附在晶体表面的Ga原子可以减小不同晶粒的表面能差,同时其钉扎作用能够抑制晶粒的生长,因此添加适量Ga对钎料基体和IMCs有显著的晶粒细化作用. 但添加过量Ga会导致组织中出现恶化钎料组织的黑色Sn-Ga-Cu相,反而会恶化焊点的力学性能.
1.2 润湿性能
钎料对母材具有良好的润湿、铺展性能是形成良好钎焊接头的前提,可以通过润湿时间、润湿力、润湿角和铺展面积等指标来评价钎料的润湿铺展性能. 根据Young’s方程,润湿角或接触角θ可以表示为[44]
$${\rm{cos}}\;\theta {\rm{ = }}\frac{{{\sigma _{{\rm{sg}}}} - {\sigma _{{\rm{ls}}}}}}{{{\sigma _{{\rm{lg}}}}}}$$ (1) 式中:
${\sigma _{{\rm{sg}}}}$ ,${\sigma _{{\rm{ls}}}}$ 和${\sigma _{{\rm{lg}}}}$ 分别为固—气、固—液和液—气之间的表面张力. 润湿角越小,液态钎料在母材上的润湿性能越好,因此任何降低固—液、液—气界面张力或提高固—气界面张力的因素都会导致润湿性的改善.稀土元素是一种表面活性元素,易聚集在液态钎料表面,降低钎料的表面张力(即
${\sigma _{{\rm{lg}}}}$ ),从而提高钎料的润湿性能[45]. 此外,稀土原子在钎料和基板界面上的聚集能够降低Sn原子活性,可以防止钎焊过程中剧烈的相反应,因此进一步提高了钎料的润湿性. 然而,稀土原子易被氧化,形成的氧化渣会阻碍液态钎料的在母材上的流动和润湿,故添加过量的稀土元素反而会降低钎料的润湿性能[46]. Wu等人[47]通过润湿平衡法研究了稀土元素Pr对Sn-0.3Ag-0.7Cu钎料润湿性能的影响,发现钎料的润湿性能随着Pr含量的增加呈现出先上升后下降的趋势,在Pr含量为0.06%时最佳,如图2所示,且适当提高钎焊温度也可以促进钎料在铜基板上的润湿. Zhang等人[48]研究发现Yb的添加形成了微小的Yb-Sn相,易于在熔融钎料的液—气—固交界处析出,打破了三相平衡,从而促进钎料的润湿流动.![]() 图 2 稀土Pr对Sn-0.3Ag-0.7Cu钎料润湿性能的影响Figure 2. Effect of Pr on wettability of Sn-0.3Ag-0.7Cu solder. (a) wetting time; (b) wetting power
图 2 稀土Pr对Sn-0.3Ag-0.7Cu钎料润湿性能的影响Figure 2. Effect of Pr on wettability of Sn-0.3Ag-0.7Cu solder. (a) wetting time; (b) wetting power1.3 熔化特性
在含稀土的无铅钎料中,已经证明了稀土元素对无铅钎料的熔化温度几乎没有影响. Tu等人[49]也发现稀土Ce的添加对钎料固相线温度、液相线温度和熔化区间影响很小,但是可以显著增加SAC305钎料的凝固温度. 原因是高熔点的CeSn3颗粒,可在凝固初期作为异质形核的质点,降低钎料合金的过冷度.
Ga的熔点很低,仅有29.8 ℃,因此向无铅钎料中添加适量Ga元素可以显著降低钎料合金的熔点. Ga含量对Sn-3.0Ag-0.5Cu钎料熔化特性的影响见表1,可以看出随着Ga含量的增加,钎料的固液相线温度同时降低且下降幅度相近,因此熔化区间几乎没有变化[50]. 增加钎料的Ga含量,虽然可以进一步降低钎料熔点,但是钎料组织会出现含Ga的低熔点相,需避免这一现象的产生[51-53].
表 1 不同Ga含量的Sn-3.0Ag-0.5Cu钎料熔化特性Table 1. Melting characteristic of Sn-3.0Ag-0.5Cu-xGa soldersGa 含量(%) 固相线Ts/℃ 液相线Tv/℃ 熔化区间∆T/℃ 0 217.8 229.6 11.8 0.5 216.1 227.5 11.4 1.0 215.3 226.4 11.1 1.5 213.7 225.1 11.4 1.4 力学性能
由于无铅钎料熔点较低,归一化温度大于0.5,此外无铅焊点在服役时不可避免地会受到热循环和热应力的影响,因此高温蠕变是焊点疲劳失效的主要原因. 根据Dorn方程,稳态蠕变速率(
$\dot \varepsilon $ )与施加的应力(σ)和温度(T)关系如下[54]$$\dot \varepsilon {\rm{ = }}B{\sigma ^n}{\rm{exp}}\left( {\frac{{ - Q}}{{RT}}} \right)$$ (2) 式中:B为与材料本身特征、温度和载荷有关的常数;n为应力指数;R为气体常数;Q为扩散激活能. 无铅钎料的蠕变性能常用纳米压痕试验进行检测,此时式(2)可简化和重写为
$$n = \frac{{\partial {\rm{ln}}\left( {\dot h/h} \right)}}{{\partial {\rm{ln}}\left( {P/S} \right)}} = \frac{{\partial {\rm{ln}}\dot \varepsilon }}{{\partial {\rm{ln}}H}}$$ (3) 式中:h为压痕深度;P为瞬时载荷;S为压头的投影面积;H为钎料硬度. 图3为Sn-0.3Ag-0.7Cu-0.5Ga-xPr钎料的
${\rm{ln}} \dot \varepsilon $ 与${\rm{ln}} H$ 的曲线,其中添加0.06%Pr的钎料蠕变指数最小,意味着该钎料的抗蠕变性能最佳[55]. 原因是稀土Pr的添加可以使得Cu6Sn5 IMCs尺寸细化、分布更加均匀,从而阻碍位错的移动,提高钎料的抗蠕变性能. 但是添加过量的Pr,钎料中易氧化的稀土相PrSn3增加,反而减弱了IMCs的强化作用. Pei等人[56]研究发现稀土La能够细化钎料晶粒,提供更多晶界来释放应力、防止裂纹萌生,此外稀土原子在晶界的钉扎作用提高了晶界强度,因此添加La可以有效提高钎料的蠕变抗力. 研究发现稀土Ce[57],Er[58]也具有类似的改善作用.![]() 图 3 Sn-0.3Ag-0.7Cu-0.5Ga-xPr钎料的蠕变指数Figure 3. Creep coefficient of Sn-0.3Ag-0.7Cu-0.5Ga-xPr solder
图 3 Sn-0.3Ag-0.7Cu-0.5Ga-xPr钎料的蠕变指数Figure 3. Creep coefficient of Sn-0.3Ag-0.7Cu-0.5Ga-xPr solder适量稀土元素可以显著细化钎料组织中的β-Sn基体和IMCs晶粒,并使得IMCs在β-Sn基体中分布更均匀,因此起到了细晶强化和第二相强化的作用[59]. Tu等人[51]研究了稀土Ce对SAC305钎料拉伸性能的影响,发现少量Ce可以提高钎料的屈服强度、抗拉强度和弹性模量.
Ga元素对Sn-0.5Ag-0.7Cu钎料焊点剪切力的影响如图4所示[43]. 由于Ga元素对钎料基体的细化作用,钎料焊点的剪切力随着Ga含量的增加不断增加,并在Ga含量为0.5%时达到最大值,相较于Sn-0.5Ag-0.7Cu焊点提高了17.9%. 但过量的Ga会导致组织中析出Sn-Ga-Cu富Ga相,焊点的力学性能反而下降. 基于Ga对钎料性能的改善作用,Wang等人[35]向Sn-0.3Ag-0.7Cu钎料中复合添加了0.5%Ga和不同含量的稀土Pr元素,发现当Pr含量为0.06%时,钎料焊点的剪切力较未添加钎料提高了18.6%. 然而,Pr含量超过该值时,生成的粗大稀土相PrSn3在空气中易氧化,呈现脆性,对力学性能有不利影响.
![]() 图 4 Sn-0.5Ag-0.7Cu-xGa钎料焊点的剪切力Figure 4. Shear force of Sn-0.5Ag-0.7Cu-xGa solder joint
图 4 Sn-0.5Ag-0.7Cu-xGa钎料焊点的剪切力Figure 4. Shear force of Sn-0.5Ag-0.7Cu-xGa solder joint1.5 可靠性
SnAgCu系钎料是目前回流焊工艺中最常用的钎料,其可靠性受到了钎焊研究人员的广泛关注. Sn基钎料焊点在时效和热循环过程中,Cu原子和Sn原子不断向界面扩散,导致界面层逐渐增厚[60]. 经过一段时间后,反应Cu6Sn5+9Cu→5Cu3Sn不断进行,界面将出现Cu3Sn IMCs层. 由于Cu-Sn IMCs脆性较大,Cu6Sn5,Cu3Sn,钎料和基板之间热物理性能差异明显,故界面处易产生应力集中,从而导致界面结合强度下降[61]. Wang等人[62]发现添加少量稀土Ce可以显著阻碍Cu原子和Sn原子的扩散,从而降低时效和热循环过程中界面层的生长速度. 如图5所示,由于稀土元素对Sn元素的亲和力较高,吸附在Cu6Sn5层表面的稀土Pr原子可以降低Cu-Sn IMCs形成的驱动力,阻碍Sn原子向界面的扩散,因此含Pr的钎料焊点界面层更薄、更加平整[63]. 此外,Cu原子扩散驱动力下降,从基板扩散到钎料侧的Cu原子通量降低,故Cu6Sn5/Cu界面的反应速度下降,Cu3Sn的生长也会受到抑制[64].
![]() 图 5 时效过程中界面层形貌变化示意图Figure 5. Evolution of interface layer during aging process. (a) Sn-0.3Ag-0.7Cu/Cu solder joint; (b) Sn-0.3Ag-0.7Cu-0.05Pr/Cu solder joint
图 5 时效过程中界面层形貌变化示意图Figure 5. Evolution of interface layer during aging process. (a) Sn-0.3Ag-0.7Cu/Cu solder joint; (b) Sn-0.3Ag-0.7Cu-0.05Pr/Cu solder joint在时效过程中,富集在钎料和基板界面上的Ga元素能够阻碍Cu原子扩散到界面参与界面反应,因此降低了界面反应速率和界面层的生长速率. Luo等人[65]发现SAC/Cu和SAC-Ga/Cu焊点的界面层厚度均随着时效时间延长而增加,且与时效时间的平方根成正比,但由于Ga元素对界面反应的抑制作用,SAC-Ga/Cu焊点界面层厚度更小.
随着微焊点尺寸的降低和电子元器件功能度的上升,无铅焊点中的电流密度不断增加. 在电子风力的作用下,焊点阴极的金属原子不断向阳极扩散,不仅会引起阳极IMCs层的粗化,还将导致阴极UBM层的大量消耗以及阴极孔洞、裂纹的产生,最终导致电子元器件开路失效[66]. Xie等人[67]在研究Ce对Sn-3.9Ag-0.7Cu焊点的抗电迁移性能影响时,发现Ce的组织细化作用产生了更多的晶界阻碍了Cu的扩散,同时CeSn3金属间化合物也抑制了Sn原子的扩散,故稀土Ce的添加提高了该焊点的抗电迁移性能.
2. Sn-Cu钎料
2.1 显微组织
Sn-Cu钎料的共晶成分为w(Cu) = 0.7%,共晶温度为227 ℃,固态下组织由亮白色的β-Sn和共晶组织(β-Sn+Cu6Sn5)组成,其中Cu6Sn5 IMCs的形态和分布对钎料的性能影响较大[68]. 向Sn-Cu钎料中添加少量Ni可以细化Cu6Sn5化合物,提高其塑性,并少量提高钎料润湿性[69]. Liu等人[46]研究了稀土Nd对Sn-0.7Cu-0.05Ni钎料组织和性能的影响,发现当Nd含量从0.015%增加至0.06%的过程中,钎料中(Cu, Ni)6Sn5化合物的尺寸不断减小,块状和长条状化合物的数量不断降低,如图6所示. 然而,当Nd含量超过0.12%时,组织中出现了黑色的、硬而脆的NdSn3稀土相,钎料的性能开始下降.
![]() 图 6 Sn-0.7Cu-0.05Cu-xNd钎料的显微组织Figure 6. Microstructure of Sn-0.7Cu-0.05Cu-xNd solder. (a) x = 0; (b) x = 0.015; (c) x = 0.03; (d) x = 0.06; (e) x = 0.12; (f) x = 0.25; (g) x = 0.5; (h) x = 1
图 6 Sn-0.7Cu-0.05Cu-xNd钎料的显微组织Figure 6. Microstructure of Sn-0.7Cu-0.05Cu-xNd solder. (a) x = 0; (b) x = 0.015; (c) x = 0.03; (d) x = 0.06; (e) x = 0.12; (f) x = 0.25; (g) x = 0.5; (h) x = 1稀土元素的组织细化作用和凝固时稀土原子在钎料晶面上的吸附现象有关. 表面活性物质在K晶面的吸附量为[70]
$${\varGamma ^{{{\rm{K}}}}}{{ = - }}\frac{{{{C{\rm{d}}}}{\gamma ^{{{\rm{K}}}}}}}{{{{RT{\rm{d}}C}}}}$$ (4) 式中:C为表面活性物质摩尔浓度;R为气体常数;T为绝对温度;γK为晶面K的表面张力. 整个晶体的表面自由能可表示为
$$\sum\limits_{\rm{{\rm{K}}}} {\gamma _C^{\rm{K}}{{{A}}_{{{\rm{K}}}}}} {{ = }}\sum\limits_{{{\rm{K}}}} {\left( {\gamma _0^{{{\rm{K}}}}{{ - RT}}\int\limits_0^{{C}} {\frac{{{\varGamma ^{{{\rm{K}}}}}}}{{{C}}}{{{\rm{d}}C}}} } \right)} {{{A}}_{{{\rm{K}}}}}$$ (5) 式中:
$\gamma _0^{\rm{K}}$ 为K晶面未吸附活性物质的表面张力;AK为K晶面的面积. 从上式可以看出,若要获得最小的表面自由能,${\varGamma ^{\rm{K}}}$ 值应尽量的大. 稀土原子的吸附不仅降低了晶体的表面能差异,还阻碍了其晶面的速快生长.Zeng等人[71]发现Pr原子的吸附作用不仅可以降低Sn-Cu-Ni钎料中Cu6Sn5和(Cu,Ni)6Sn5 IMCs颗粒的尺寸,同时对β-Sn基体也有显著的细化作用. 此外,由于Sn-Pr化合物的标准生成吉布斯自由能低于Cu-Pr和Ag-Pr,即稀土Pr对Sn的亲和力更高,因此PrSn3 IMCs对钎料组织也具有一定的细化作用.
由于Ga元素能够减小晶体的表面能,从而降低了晶粒的尺寸. 此外,Ga原子扩散较慢,能够有效抑制IMCs颗粒的生长以及第二相颗粒的生成. 如图7所示,当Ga含量为0.5%时,钎料中的β-Sn晶粒和共晶组织细化程度最高,IMCs颗粒分布也更加均匀[30]. 但进一步增加Ga含量,组织中出现了不均匀分布的Sn-Cu-Ga相,该相会恶化钎料的力学性能,故应尽量避免其产生.
![]() 图 7 Sn-0.7Cu-xGa钎料的SEM图像Figure 7. Microstructure of Sn-0.7Cu-xGa solder. (a) x = 0; (b) x = 0.1; (c) x = 0.5; (d) x = 1.0
图 7 Sn-0.7Cu-xGa钎料的SEM图像Figure 7. Microstructure of Sn-0.7Cu-xGa solder. (a) x = 0; (b) x = 0.1; (c) x = 0.5; (d) x = 1.02.2 润湿性能
在润湿铺展过程中,稀土元素易在钎料和基板的界面上聚集,大大降低了熔融钎料的表面张力,使其可焊性显著提高. Zeng等人[72]研究发现微量稀土Nd的添加对Sn-0.7Cu-0.05Ni钎料的润湿性有明显的改善作用,0.05%Nd可使钎料的平均润湿时间减小20%. 然而Nd添加量过多时,形成的稀土氧化物反而会降低Nd的改善作用,如图8所示. Wang等人[73]研究了稀土Ce对Sn-3.8Ag-0.7Cu和Sn-0.5Cu-0.05Ni钎料组织和性能的影响,发现这两种钎料润湿性能最佳时,Ce的添加范围分别为0.03% ~ 0.05%和0.05% ~ 0.07%. Wang等人[74]向Sn-0.7Cu中复合添加0.5%Ga和0.5%Zn,发现二者对钎料润湿性能的提高具有协同效应. 与SnPb钎料中的Pb作用相似,Ga元素可以降低钎料的表面张力,促进钎料的润湿.
![]() 图 8 Sn-0.7Cu-0.05Ni-xNd钎料在空气中的钎焊性Figure 8. Wettablity of Sn-0.7Cu-0.05Ni-xNd under air condition. (a) wetting power; (b) wetting time
图 8 Sn-0.7Cu-0.05Ni-xNd钎料在空气中的钎焊性Figure 8. Wettablity of Sn-0.7Cu-0.05Ni-xNd under air condition. (a) wetting power; (b) wetting time2.3 熔化特性
钎料的熔化特性是其本身的一个至关重要的性能,它决定了回流焊和波峰焊工艺中的工艺温度. 较高的钎焊温度不仅会影响电子元器件的性能、导致基板变形,还会提高工艺成本. Zhao等人[75]研究了少量稀土Ce元素对Sn-0.7Cu钎料熔化特性的影响,发现当Ce含量从0.01%增加到0.2%时,钎料的熔化温度几乎不变,但略高于Sn-0.7Cu共晶钎料的熔点(227 ℃),如图9所示. Liu等人[46]发现Sn-0.7Cu-0.05Ni钎料的温度随着Nd含量的增加而上升,当Nd含量为1%时,钎料的固液相线分别提高了3.6 ℃和3.2 ℃,但含Nd钎料的熔化区间均未超过Sn-0.7Cu-0.05Ni钎料的熔化区间(9.1 ℃). 因此,添加少量的稀土Nd不会影响含Nd的Sn-Cu-Ni钎料在电子封装领域的应用. 添加少量Ga元素对Sn-0.7Cu钎料的固液相线温度和熔化区间几乎没有影响,当Ga含量为1%时,钎料的固液相线温度才略有下降[30].
2.4 力学性能
电子元器件的微焊点在服役过程中不可避免的受到力学载荷的作用,如机械应力、热应力等,因此力学性能是评价无铅钎料性能的一个重要指标. 稀土Pr能够显著细化Sn-Cu钎料显微组织,同时PrSn3微粒易在β-Sn晶粒间形核、长大,因此添加适量稀土Pr可以抑制裂纹沿脆性化合物与钎料基体界面的扩散,从而提高了钎料的力学性能[71]. Zhang等人[76]研究了稀土Eu对Sn-Cu-Ni钎料热疲劳行为的影响,发现稀土化合物EuSn3能够钉扎在β-Sn晶粒的晶界上(如图10和表2所示),阻碍了位错的移动,因此提高了钎料的拉伸强度.
表 2 Sn-Eu相的能谱分析结果Table 2. EDS result of Sn-Eu phase元素 质量分数w(%) 原子分数a(%) Sn 66.23 71.52 Eu 33.77 28.48 Zeng等人[72]发现Sn-Cu-Ni钎料中Nd含量为0.05% Nd时,钎料焊点在焊后状态下和室温时效3 600 h后的拉伸强度最高. 室温时效3 600 h后,焊点的断口形貌如图11所示. 可以看出,所有焊点均呈现出塑性断裂,并存在一定的塑性变形. 其中,Sn-Cu-Ni-0.05Nd焊点断口表面的韧窝尺寸最小,塑性变形较大且断裂主要发生在钎料基体中,说明该成分钎料焊点具有较高的强度和可靠性.
![]() 图 11 焊点经过3 600 h室温时效后的断口形貌Figure 11. Fracture morphology of solder joint after 3 600 h at room temperature. (a) Nb=0; (b) 0.05 Nd; (c) 0.05 Nd (high magnification); (d) 0.15 Nd
图 11 焊点经过3 600 h室温时效后的断口形貌Figure 11. Fracture morphology of solder joint after 3 600 h at room temperature. (a) Nb=0; (b) 0.05 Nd; (c) 0.05 Nd (high magnification); (d) 0.15 Nd2.5 可靠性
Sn-Cu钎料焊点在时效过程中,界面层不断增厚且会出现新的Cu3Sn界面层,最终在界面形成“钎料/Cu6Sn5/Cu3Sn/基板”扩散偶. 由于这些IMCs脆性很大,而钎料基体较软,故裂纹易在界面处萌生、扩展,最终导致焊点开裂时效[77]. 如图12所示,向Sn-0.7Cu-0.05Ni钎料中添加适量稀土Nd可以有效抑制界面层的生长,使得界面组织更加平滑,因此提高了焊点的力学性能[78]. 但Nd添加量过多时,焊点中的NdSn3相会聚集、粗化,焊点的力学性能和可靠性反而恶化. 研究表明[79],稀土Pr也可以提高Sn-Cu-Ni焊点的高温稳定性,经过100 ℃、1200 h时效试验后,含0.05%Pr的钎料焊点不仅具有最高的剪切力且减小幅度最小.
![]() 图 12 Sn-0.7Cu-0.05Ni-xNd焊点在150 ℃下、 时效1440 h后的界面组织Figure 12. Interfacial microstructure of Sn-0.7Cu-0.05Ni-xNd solder joint after 1 440 h at 150 ℃. (a) Nb = 0;(b) Nb = 0.06;(c) Nb = 1
图 12 Sn-0.7Cu-0.05Ni-xNd焊点在150 ℃下、 时效1440 h后的界面组织Figure 12. Interfacial microstructure of Sn-0.7Cu-0.05Ni-xNd solder joint after 1 440 h at 150 ℃. (a) Nb = 0;(b) Nb = 0.06;(c) Nb = 1锡基钎料含Sn量多在95%以上,液态钎料凝固时其表面会形成SnO氧化膜,因此Sn基钎料在一般情况下具有优异的耐蚀性. 但当Sn基钎料直接暴露在高湿高盐环境时,钎料合金仍会发生腐蚀,从而恶化钎料的力学性能. Yan等人[80]研究了Ga元素对Sn-0.7Cu钎料在人工模拟海洋大气环境下的表面腐蚀行为,发现Ga在钎料合金表面存在明显的富集行为,并与SnO形成一种致密的复合氧化物,从而使合金具有更好的耐腐蚀性能.
3. Sn-Zn钎料
3.1 显微组织
Sn-9Zn共晶钎料的基体组织由β-Sn和针状α-Zn相组成,其中粗大的α-Zn相对钎料的性能危害较大. Zhang等人[81]发现稀土Er可以吸附在IMCs的边界上,形成不均匀的形核中心,从而改变了晶体的生长速度. 如图13所示,0.08% Er可以明显细化Sn-9Zn钎料的显微组织,但稀土Er添加量过多时,钎料组织中出现了ERSn3化合物且α-Zn相变得粗大. Chen等人[82]发现向Sn-9Zn钎料中添加少量0.25% ~ 0.5% Ga时,β-Sn基体区域增加,富Zn区略微粗化,但总体上组织与Sn-9Zn相似. 继续增加Ga含量,钎料组织开始粗化,富锌相呈粗化的长针状,β-Sn基体区域显著增加,Sn/Zn共晶区域面积减小. 由于少量的Ga可以固溶在Sn和Zn中,故XRD分析未发现含Ga的IMCs析出[83].
![]() 图 13 SnZn/SnZnEr钎料的显微组织Figure 13. Microstructure of SnZn/SnZnEr solder. (a) Sn-9Zn; (b) Sn-9Zn-0.08Er; (c) Sn-9Zn-0.2Er
图 13 SnZn/SnZnEr钎料的显微组织Figure 13. Microstructure of SnZn/SnZnEr solder. (a) Sn-9Zn; (b) Sn-9Zn-0.08Er; (c) Sn-9Zn-0.2ErXue等人[84]在添加0.5% Ga细化富Zn相的基础上,向Sn-9Zn钎料中复合添加了少量稀土Nd,发现富Zn相尺寸进一步减小,形态由粗大的针状向点状转变. 当Nd含量为0.08%时,组织细化程度最大且钎料性能最佳. 但Nd含量过多时,钎料中黑色的NdSn3相增多,反而恶化了钎料组织.
3.2 润湿性能
Sn-Zn钎料对基板的润湿性较差,主要原因是Zn易被氧化,形成的氧化物会阻碍液态钎料在基板上的润湿和铺展,严重降低了钎料的焊接性和焊点的可靠性.
向Sn-Zn钎料中添加稀土元素Nd[85],Ce[86],La[87],Y[88]等均可以通过降低液态钎料的表面张力而显著提高钎料的润湿和铺展性能,但稀土添加量过多时,其形成的氧化渣反而会恶化稀土元素对钎料润湿性的改善作用,因此需将稀土添加量控制在一个合适的范围内. 根据吉布斯表面吸收理论,稀土元素在钎料表面上的吸附量ΓRE可表示为
$${\varGamma _{{\rm{RE}}}} = - \frac{{{X_{{\rm{RE}}}}}}{{RT}}{\left( {\frac{{\partial \sigma }}{{{\partial _{X_{\rm{RE}}}}}}} \right)_T}$$ (6) 式中:XRE为稀土在钎料基体中的浓度;σ为液态钎料的表面张力. 研究发现,Ce可以在距离钎料表面3 ~ 25 nm处聚集,因此ΓRE为正值,即钎料的表面张力σ随着稀土Ce的添加而减小,根据Young’s方程,钎料的润湿性能也随之提高[89].
Chen等人[90]发现合金化元素Ga可以明显促进Sn-9Zn钎料在Cu基板上的润湿,随着Ga含量的增加,钎料的润湿时间减小,润湿力增加. 图14为Sn-9Zn-0.5Ga钎料的AES分析结果,可以看出,Ga在钎料表面的浓度是其在内部的40倍,形成了一层致密的氧化膜,降低了钎料的表面张力[91]. 由于钎料抗氧化性能的提高以及表面张力的降低,Sn-Zn钎料的钎焊性随着Ga含量的增加而提升.
![]() 图 14 Sn-Zn-0.5Ga钎料的俄歇电子能谱分析(AES)结果Figure 14. AES result of Sn-Zn-0.5Ga solder. (a) surface AES analysis; (b) depth direction surface AES analysis
图 14 Sn-Zn-0.5Ga钎料的俄歇电子能谱分析(AES)结果Figure 14. AES result of Sn-Zn-0.5Ga solder. (a) surface AES analysis; (b) depth direction surface AES analysis3.3 熔化特性
Sn-9Zn共晶钎料的熔点为198.6 ℃,十分接近共晶Sn-Pb钎料的熔点,因此被认为是理想的Sn-Pb钎料的替代钎料体系. Zhao等人[92]研究了快速凝固对含0.1%Pr或Nd的Sn-9Zn钎料熔化特性的影响,发现凝固速率和稀土元素的添加对钎料熔点几乎没有影响. 但是,快速凝固后Sn-9Zn-RE钎料的熔化区间较正常凝固的Sn-9Zn钎料有着明显的下降,且少量稀土Nd的作用比稀土Pr更明显. Ga作为一种低熔点元素,可以显著降低钎料的熔点. 如表3所示,随着Ga含量的增加,Sn-9Zn钎料的固液相线温度、熔点和熔化热不断降低[82]. 由于固相线温度下降幅度比液相线大,钎料的熔化区间却呈上升趋势,但仍小于共晶Sn-Pb钎料熔化区间(11.5 ℃)[93].
表 3 Sn-9Zn-xGa钎料的熔化特性Table 3. Melting characteristic of Sn-9Zn-xGa solders合金 固液相温度
Tonset/℃液相线温度
Tend/℃熔化区间
Tend−Tonset /℃熔化热
ΔH/(J·g−1)Sn-9Zn 198.3 200.3 +2.0 185.3 Sn-9Zn-0.25Ga 196.7 200.1 +3.4 178.5 Sn-9Zn-0.50Ga 195.8 199.7 +3.9 164.7 Sn-9Zn-0.75Ga 193.1 198.3 +5.2 157.8 Sn-9Zn-1.00Ga 192.1 197.8 +5.7 151.0 3.4 力学性能
Mahmudi等人[94]研究了混合稀土对Sn-9Zn钎料蠕变行为的影响,发现在试验设定所有的载荷和温度下,Sn-9Zn-0.25RE钎料均呈现出最低的蠕变速率和最高的抗蠕变性能. 这是因为钎料中的Sn-RE第二相颗粒可作为强化相,降低界面能,从而阻碍晶界的移动. 此外,由于稀土原子半径较大,因此其本身也对位错移动和原子扩散有一定的抑制作用[95]. 但是过量RE-Sn IMCs的形成反而会对钎料性能产生不利影响. 适量稀土Pr对Sn-Zn钎料基体有明显的晶粒细化作用,可以通过细晶强化的方式提高钎料焊点的力学性能. 当Pr含量为0.04%和0.08%时,Sn-Zn-Pr焊点的剪切力和拉伸力达到最大值,分别较未添加Pr的焊点提高了28.7%和38%[96]. 断口分析表明,相较于Sn-9Zn焊点,Sn-9Zn-0.08Pr焊点的韧窝更加细小,且二者均断在钎料基体上. 但Pr含量过多时,断口上发现了脆硬的Cu-Zn IMCs,因此焊点的力学性能降低[97].
表4列出了不同Ga含量对Sn-8.55Zn-0.5Ag钎料抗拉强度和断后伸长率的影响[83]. 由于Ga可以固溶在Sn基体中,起到固溶强化的作用,因此含1%~2% Ga的钎料抗拉强度明显提高,但钎料的伸长率却随之降低. 含3%Ga的钎料合金断后伸长率最低,原因是Ga原子在晶界的聚集程度增加,钎料的塑性变形能力下降. Chen等人[90]发现由于Ga的晶粒细化作用,向Sn-9Zn钎料中添加0.5% Ga还可以显著提高钎料的蠕变抗性.
表 4 Sn-8.55Zn-0.5Ag-xGa的拉伸性能Table 4. Tensile properfy of Sn-8.55Zn-0.5Ag-xGa合金 抗拉强度Rm/MPa 断后伸长率A(%) Sn-8.55Zn-0.5Ag 50 50 Sn-8.55Zn-0.5Ag-1.0Ga 78 37 Sn-8.55Zn-0.5Ag-2.0Ga 108 30 Sn-8.55Zn-0.5Ag-3.0Ga 76 7 3.5 可靠性
Sn-9Zn不同于其它Sn基钎料,由于Sn-Zn钎料中Zn含量较高且Cu5Zn8化合物的吉布斯自由能低于Cu6Sn5,因此Sn-Zn钎料与Cu焊盘形成的界面层为Cu5Zn8 IMCs层[98].
Xue等人[99]发现复合添加Ga和Pr可以显著提高Sn-9Zn钎料的高温可靠性,与Sn-9Zn和Sn-9Zn-0.06Nd焊点相比,Sn-9Zn-0.05Ga-0.06Nd焊点时效1200 h后剪切性能变化不大且断裂方式仍为韧性断裂. 此外,Ga可以替代Sn原子形成Ga-Nd相,降低了钎料中Sn-Nd IMCs数量,因此抑制了锡须的产生. 稀土Pr可以有效抑制Sn-Zn-Ga焊点在时效中Cu5Zn8层的粗化,且界面层仍保持时效前的层状形貌,因此具有更高的接头强度[100]. 此外,Zn原子随着时效时间的延长不断消耗,界面附件形成了贫Zn区,Cu5Zn8层逐渐剥落. 破碎的界面组织为Sn原子的扩散提供了通道,导致Cu6Sn5界面化合物的形成,但Sn-Zn-Ga-0.08Pr焊点界面未形成Cu6Sn5层,原因是稀土Pr对Sn扩散具有一定的抑制作用. 经计算,SnZnGa和SnZnGa-0.08Nd焊点界面化合物Cu5Zn8 IMCs的活化能分别48.76 kJ/mol和56.99 kJ/mol,即Nd对Sn-Zn-Ga焊点界面层在时效中的增厚也有明显的抑制作用[101].
综上所述,复合添加稀土元素和Ga元素可以发挥二者协同作用,增加无铅焊点在时效过程中可靠性.
Lin等人[102]研究了0.5%Ce的添加对Sn-9Zn BGA焊点电迁移行为的影响,发现由于稀土Ce具有晶粒细化的作用,增加了原子扩散的通道,所以Sn-9Zn-0.5Ce焊点的电迁移抗性比Sn-9Zn焊点差. 如图15所示,在电流应力作用下,Sn原子不断向焊点阳极扩散,Zn原子受背应力作用向阴极扩散,导致阴极产生孔洞,但Sn-9Zn焊点阴极的组织完整性要高于Sn-9Zn-0.5Ce焊点.
![]() 图 15 Au/Ni(P)/Cu焊盘钎焊的焊点在室温、3.1 × 104 A/cm2的电流密度下通电744 h后的SEM图像Figure 15. Microstructure of solder joint with Au/Ni(P)/Cu after 744 h at room temperature under 3.1 × 104 A/cm2 current. (a) Sn-9Zn solder joint without voids; (b) Sn-9Zn solder joint; (c) Sn-9Zn-0.5Ce solder joint with voids; (d) Sn-9Zn-0.5Ce solder joint
图 15 Au/Ni(P)/Cu焊盘钎焊的焊点在室温、3.1 × 104 A/cm2的电流密度下通电744 h后的SEM图像Figure 15. Microstructure of solder joint with Au/Ni(P)/Cu after 744 h at room temperature under 3.1 × 104 A/cm2 current. (a) Sn-9Zn solder joint without voids; (b) Sn-9Zn solder joint; (c) Sn-9Zn-0.5Ce solder joint with voids; (d) Sn-9Zn-0.5Ce solder joint4. Sn-Bi和Sn-Sb等合金系钎料
Sn-Bi系钎料具有低熔点、优良的润湿性能和力学性能等优点,在低温封装领域中具有很大的优势,因此得到了钎焊研究人员的广泛关注[103]. 然而,由于Bi本身脆性较大,Sn-Bi系钎料组织粗化严重,因此恶化了焊点的力学性能. 其次,含Bi的钎料在波峰焊中的通孔焊点存在焊点剥离现象. 尽管研究人员尝试通过降低Bi含量并掺杂合金化元素的方式提高钎料的韧性,但改善作用十分有限. 由于Bi元素的脆性降低了Sn-Bi系焊点在机械冲击、时效和跌落条件下的可靠性,故该系钎料在电子封装领域的应用受到了严重限制[104].
与Sn-Pb钎料相比,单相Sn-Sb钎料(Sb含量小于6%)具有更高的强度、塑性、室温蠕变抗性和组织稳定性,被认为是理想的高温钎料之一[105]. 但当钎料中Sb含量较高时,钎料中将产生脆性SnSb IMCs,会恶化钎料的焊接性能和力学性能.
目前主要通过添加Cu,Ag,In,Zn等合金化元素提高Sn-Bi,Sn-Sb等合金系钎料的综合性能,而关于添加稀土元素和Ga元素进行改性的研究却很少,相关研究可能会成为未来Sn-Bi和Sn-Sb等钎料系的研究热点[106-107].
5. 无铅钎料中的锡须问题
5.1 锡须的产生
随着电子行业对环保的要求不断提高,Sn-Pb系列焊料逐渐被禁止用于电子产品中,因此开发适用于电子封装用的高性能无铅钎料已成为行业的重要研究课题. 由于无铅钎料的Sn含量较高,其钎焊接头中锡须生长的风险较大. 锡须本身可看做导电性能优良的金属丝,易导致相邻焊点或引脚发生互连现象,引起电路短路失效,因此无铅钎料中的锡须问题需要引起重视[108].
目前,在含稀土的SnAgCu,SnCu和SnZn钎料中均观察到了锡须的生长的现象. Dudek等人[109]研究了含2%Ce、La或Y的Sn-3.9Ag-0.7Cu钎料的锡须生长问题,发现RESn3化合物中的稀土元素主要通过式(7) ~ 式(8)所示的反应被氧化,该反应会导致稀土相体积膨胀,产生的压应力促进了锡须的生长. 而Liu等人[110]认为Sn-Cu-Nd钎料表面中会发生式(10)和式(11)所示的反应,可以为锡须生长提供必需的Sn源和压应力.
$$2{\rm{LaS}}{{\rm{n}}_3} + \frac{3}{2}{{\rm{O}}_2} \to {\rm{L}}{{\rm{a}}_2}{{\rm{O}}_3} + 6{\rm{Sn}}$$ (7) $${\rm{CeS}}{{\rm{n}}_3} + {{\rm{O}}_2} \to {\rm{Ce}}{{\rm{O}}_2} + 3{\rm{Sn}}$$ (8) $$2{\rm{YS}}{{\rm{n}}_3} + \frac{3}{2}{{\rm{O}}_2} \to {{\rm{Y}}_2}{{\rm{O}}_3} + 6{\rm{Sn}}$$ (9) $$2{\rm{NdS}}{{\rm{n}}_3} + \frac{3}{2}{{\rm{O}}_2} \to {\rm{N}}{{\rm{d}}_2}{{\rm{O}}_3} + 6{\rm{Sn}}$$ (10) $$2{\rm{NdS}}{{\rm{n}}_3} + 6{{\rm{H}}_2}{\rm{O}} \to 2{\rm{Nd}}{\left( {{\rm{OH}}} \right)_3} + 3{{\rm{H}}_2} + 6{\rm{Sn}}$$ (11) Wu等人[111]研究了Sn-0.3Ag-0.7Cu-1Pr钎料在室温、150 ℃时效下和3.5% NaCl水溶液中锡须挤出行为,发现在这三种环境下,锡须的生长均可以用“压应力诱导”理论解释. 在前两种环境下,压应力来源于PrSn3稀土相氧化引起的晶格膨胀;而在3.5% NaCl水溶液中,压应力来源于界面层生长带来的侧应力.
当Sn-9Zn-0.5Ga钎料含过量稀土 Pr(0.7%)时,钎料在室温下暴露12 h后,许多不同长度的针状锡须自发地从焊料中的Sn-Pr金属间化合物中产生,如图16所示[112].
![]() 图 16 Sn-9Zn-0.5Ga-0.7Pr钎料的SEM图像Figure 16. Microstructure of Sn-9Zn-0.5Ga-0.7Pr solder after 1 440 h at 150 ℃. (a) original morphology; (b) 12 h exposure at room temperature; (c) 12 h exposure at room temperature (high magnification)
图 16 Sn-9Zn-0.5Ga-0.7Pr钎料的SEM图像Figure 16. Microstructure of Sn-9Zn-0.5Ga-0.7Pr solder after 1 440 h at 150 ℃. (a) original morphology; (b) 12 h exposure at room temperature; (c) 12 h exposure at room temperature (high magnification)5.2 抑制锡须的方法
由于过量稀土相所诱发锡须的生长需要靠RE-Sn相的氧化提供驱动力,因此RE-Sn相的数量、尺寸大小和分布对钎料基体中锡须的生长行为有很大的影响. Zhang等人[113]发现随着SnAgCuCe钎料中Ce含量不断增加,钎料中CeSn3颗粒的尺寸不断增加,在氧化过程中提供了更大的压应力,使得锡须生长现象更加明显,生长速度也更快. 因此控制稀土元素的添加量可以有效阻碍钎料中锡须的生长,例如Sn-9Zn-0.06Nd钎料焊点经过150 ℃热时效处理720 h后,焊点界面处都未能观察到锡须的产生[114]. 当热处理时间超过3000 h后,仅观察到个别锡须从稀土相中挤出,但其长度远小于50 μm[115],故不会引起电子产品的失效. 相似的,由于快冷钎料中RE-Sn IMCs尺寸比慢冷钎料的小的多,故冷却速度较快的钎料中锡须的长度更短[116].
Lin等人[117]发现稀土Ce和La在Sn-9Zn钎料基体中形成了细小的(Ce0.8Zn0.2)Sn3和(La0.9Zn0.1)Sn3 IMCs,可以有效抑制纤维状和山丘状锡须的生长. 原因是Zn元素的存在可以细化稀土相,从而降低锡须生长的驱动力[118]. Bi元素也具有相同的作用,与纯Sn和Au/Ni镀层相比,用SnBi镀层钎焊的Sn-9Zn-0.5Ga-0.08Nd焊点中几乎观察不到锡须[119]. 向Sn-8Zn-3Bi-0.5Ce钎料中添加0.5% Ge可以提高(Ce, Zn)Sn3颗粒的抗氧化性能,因此也可以抑制锡须的生长[120].
向Sn-9Zn钎料中复合添加Ga和Nd时,可以有效抑制锡须的生长. 如图17所示,即使添加了过量的稀土Nd,经过室温时效3000 h后,Sn-9Zn-0.5Ga-1Nd钎料的表面仍未观察到锡须,但Sn-9Zn-1Nd钎料中锡须数量却随着时效时间不断生长[121]. Ga是一种表面活性元素,能够提高钎料的抗氧化性,减小钎料的表面张力. 研究表明[122-123],Ga在钎料表面的富集度大约是添加量的34000倍. Zhang等人[124]通过热力学计算发现Ga富集状态下GaNd3和GaNd IMCs的标准生成吉布斯自由能(ΔG°)分别为−208.256 kJ/mol和−168.503 kJ/mol,比NdSn3 IMCs的ΔG°值(−136.073 kJ/mol)小得多,说明GaNd3和GaNd IMCs较NdSn3更易生成. XRD分析(图18)也表明,复合添加Ga元素和稀土Nd元素时,Ga会替代Sn元素与稀土Nd反应生成GaNd和GaNd3化合物相,因此钎料中没有观察到稀土相NdSn3的产生[125]. 由于锡须的产生需要稀土相的氧化提供Sn源和驱动力,故Ga-Nd相的形成可以完全抑制钎料中锡须的形成. 因此,即使在添加过量稀土Nd的Sn-Zn-Ga-Nd/Cu接头中,由稀土相氧化引起的锡须生长的风险也会被显著抑制.
![]() 图 17 Sn-9Zn-1Nd和Sn-9Zn-0.5Ga-1Nd钎料组织Figure 17. Microstructure of Sn-9Zn-1Nd and Sn-9Zn-0.5Ga-1Nd solder after aging treatment. (a) Sn-9Zn-1Nd, 60 h at room temperature; (b) Sn-9Zn-1Nd, 720 h at room temperature; (c) Sn-9Zn-0.5Ga-1Nd, 120 h at room temperature; (d) Sn-9Zn-0.5Ga-1Nd, 1 080 h at room temperature; (e) Sn-9Zn-0.5Ga-1Nd, 3 000 h at room temperature
图 17 Sn-9Zn-1Nd和Sn-9Zn-0.5Ga-1Nd钎料组织Figure 17. Microstructure of Sn-9Zn-1Nd and Sn-9Zn-0.5Ga-1Nd solder after aging treatment. (a) Sn-9Zn-1Nd, 60 h at room temperature; (b) Sn-9Zn-1Nd, 720 h at room temperature; (c) Sn-9Zn-0.5Ga-1Nd, 120 h at room temperature; (d) Sn-9Zn-0.5Ga-1Nd, 1 080 h at room temperature; (e) Sn-9Zn-0.5Ga-1Nd, 3 000 h at room temperature![]() 图 18 Sn-9Zn-0.5Ga-0.08Nd钎料经过125 ℃时效3000 h后的XRD分析结果Figure 18. XRD result of Sn-9Zn-0.5Ga-0.08Nd solder after 3 000 h at 125 ℃
图 18 Sn-9Zn-0.5Ga-0.08Nd钎料经过125 ℃时效3000 h后的XRD分析结果Figure 18. XRD result of Sn-9Zn-0.5Ga-0.08Nd solder after 3 000 h at 125 ℃6. 结束语
随着微电子组装与封装技术的快速发展,含稀土元素和低熔点元素Ga的无铅钎料因具有优良的理化性能和高可靠性受到了广泛的关注. 目前,相关的研究已经取得了大量的研究成果. 文中综述了稀土元素和低熔点Ga元素的添加对无铅钎料组织、熔化特性、润湿性、力学性能和可靠性等方面的影响以及复合添加稀土元素和Ga元素对钎料性能改善的协同效应. 然而,关于含稀土元素和低熔点元素Ga的无铅钎料的研究仍存在一定不足,相关的研究可从以下几个方面进一步展开.
(1)由于钎料成分的各种差异,稀土和Ga元素最佳添加量也存在差异,因此对于某一具体成分的钎料基体,需要确定合适的稀土元素或Ga元素添加量. 保证在改善无铅钎料综合性能的同时,控制钎料中锡须的生长,从而提高电子元器件中微焊点在服役时的可靠性.
(2)目前,相关研究主要集中在稀土和Ga元素对无铅钎料性能和焊点力学性能的影响上,关于其对焊点可靠性的影响研究较少. 然而,随着电子设备服役环境的复杂化,焊点会受到热冲击、辐照、电流应力和温度梯度等载荷的作用,因此亟待开展含稀土和Ga元素的无铅钎料在上述服役环境下的可靠性研究.
(3)向无铅钎料中同时添加纳米颗粒和稀土元素能够通过二者的耦合作用进一步细化无铅钎料的显微组织、提高钎料焊点的力学性能和可靠性. 因此,通过复合添加纳米颗粒和稀土元素(或Ga元素)来改善无铅钎料的综合性能可能成为未来的研究热点.
-
![]()
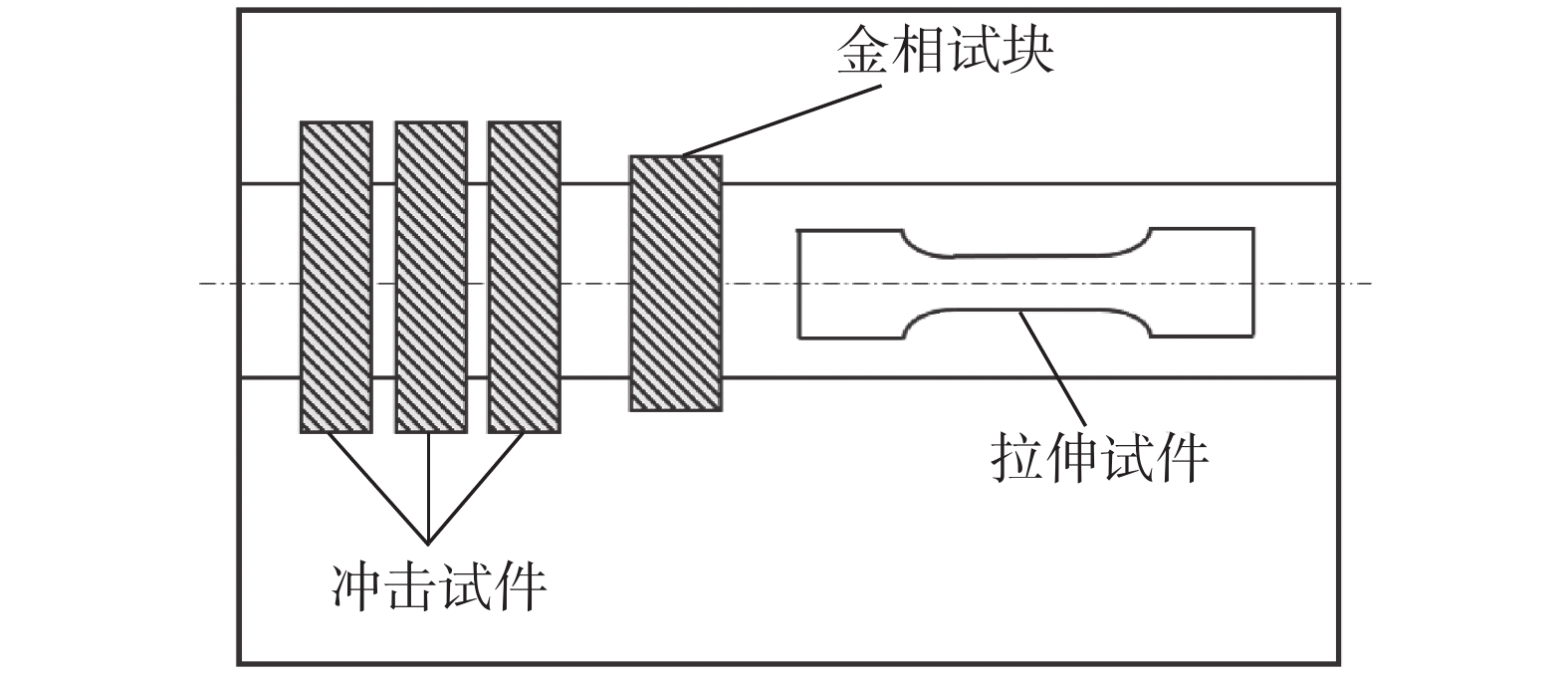
图 1 熔敷金属制备及冲击和拉伸试样的取样位置示意图
Figure 1. Schematic of the geometry of deposited metal and the positions of specimens for impact test and tensile test
![]()
图 2 夹杂物SEM形貌
Figure 2. SEM morphology of inclusions. (a) 0Al-0Mg; (b) 0.15Al-0.75Mg; (c) 0.3Al-0.9Mg; (d) 0.45Al-1.05Mg
![]()
图 3 熔敷金属的夹杂物尺寸分布
Figure 3. Inclusion size distributions in deposited metals. (a) 0Al-0Mg; (b) 0.15Al-0.75Mg; (c) 0.3Al-0.9Mg; (d) 0.45Al-1.05Mg
![]()
图 4 熔敷金属SEM图
Figure 4. SEM images of deposited metals. (a) 0Al-0Mg; (b) 0.15Al-0.75Mg; (c) 0.3Al-0.9Mg; (d) 0.45Al-1.05Mg
![]()
图 5 熔敷金属冲击断口形貌
Figure 5. Impact fracture morphology of deposited metal. (a) 0Al-0Mg; (b) 0.15Al-0.75Mg; (c) 0.3Al-0.9Mg; (d) 0.45Al-1.05Mg
![]()
图 6 熔敷金属的载荷—位移和冲击吸收能量—位移曲线
Figure 6. Load — displacement and absorbed energy—displacement curves of deposited metals
表 1 焊丝的设计成分(质量分数, %)
Table 1 Chemical compositions of welding wires
编号 C Si Mn Ni Cr Mo Al Mg Fe 0Al-0Mg 0.115 0.6 2.15 2.75 0.65 0.7 0 0 余量 0.15Al-0.75Mg 0.115 0.6 2.15 2.75 0.65 0.7 0.15 0.75 余量 0.3Al-0.9Mg 0.115 0.6 2.15 2.75 0.65 0.7 0.30 0.9 余量 0.45Al-1.05Mg 0.115 0.6 2.15 2.75 0.65 0.7 0.45 1.05 余量  下载: 导出CSV
下载: 导出CSV
表 2 熔敷金属制备的焊接工艺参数
Table 2 Applied welding parameters for the all-weld metal sample
焊接电流
I/A电弧电压
U/V焊接速度
v /(mm·min−1)热输入
E /(kJ·cm−1)道间温度
T1 / ℃焊丝伸出长度
l/mm275 28.6 350 13.5 100 15 ~ 18
下载: 导出CSV
表 3 熔敷金属的化学成分(质量分数, %)
Table 3 Chemical compositions of deposited metals
编号 C Si Mn Ni + Cr + Mo Al P S O Fe 0Al-0Mg 0.092 0.44 1.94 3.72 0.027 0.017 0.008 3 0.030 8 余量 0.15Al-0.75Mg 0.105 0.63 1.97 3.31 0.125 0.016 0.008 6 0.027 2 余量 0.3Al-0.9Mg 0.108 0.44 2.06 3.49 0.182 0.017 0.008 7 0.014 3 余量 0.45Al-1.05Mg 0.110 0.54 2.11 3.38 0.243 0.017 0.008 3 0.016 7 余量
下载: 导出CSV
表 4 夹杂物中合金元素的含量 (质量分数, %)
Table 4 Alloy element compositions of inclusions
编号 Mg Al Si Mn Fe O 其它 0Al-0Mg — 11.90 11.24 21.80 26.41 24.71 余量 0.15Al-0.75Mg 21.30 0.40 0.65 1.98 53.44 9.52 余量 0.3Al-0.9Mg 20.67 24.19 2.17 — 6.09 38.54 余量 0.45Al-1.05Mg 19.87 25.18 1.87 — 5.34 35.26 余量
下载: 导出CSV
表 5 熔敷金属的力学性能
Table 5 Mechanical properties of deposited metals
编号 屈服强度
ReL /MPa抗拉强度
Rm /MPa冲击吸收能量
(−20 ℃)Akv /J0Al-0Mg 925 1076 32.6 ± 1.4 0.15Al-0.75Mg 973 1172 35.2 ± 0.9 0.3Al-0.9Mg 987 1228 43.8 ± 3.5 0.45Al-1.05Mg 917 1133 26.6 ± 3.1
下载: 导出CSV
-
[1] Khurshid M, Barsoum Z, Mumtaz N A. Ultimate strength and failure modes for fillet welds in high strength steels[J]. Materials & Design, 2012, 40: 36 − 42. doi: 10.1016/j.matdes.2012.03.048
[2] Lan L, Kong X, Qiu C, et al. Influence of microstructural aspects on impact toughness of multi-pass submerged arc welded HSLA steel joints[J]. Materials & Design, 2015, 90: 488 − 498.
[3] Schneider C, Ernst W, Schnitzer R, et al. Welding of S960MC with undermatching filler material[J]. Welding in the World, 2018, 62(4): 801 − 809. doi: 10.1007/s40194-018-0570-1
[4] Keehan E, Karlsson L, Andrén H O, et al. Influence of carbon, manganese and nickel on microstructure and properties of strong steel weld metals: part 2–impact toughness gain resulting from manganese reductions[J]. Science and Technology of Welding and Joining, 2006, 11(1): 9 − 18. doi: 10.1179/174329306X77849
[5] Keehan E, Karlsson L, Andrén H O, et al. Influence of carbon, manganese and nickel on microstructure and properties of strong steel weld metals: part 3–increased strength resulting from carbon additions[J]. Science and Technology of Welding and Joining, 2006, 11(1): 19 − 24. doi: 10.1179/174329306X77858
[6] Seo J S, Lee C H, Kim H J. Influence of oxygen content on microstructure and inclusion characteristics of bainitic weld metals[J]. ISIJ International, 2013, 53: 279 − 285. doi: 10.2355/isijinternational.53.279
[7] 苏小虎, 栗卓新, 马思鸣, 等. 氧含量及夹杂物对高强钢金属芯焊丝E120C-K4熔敷金属冲击韧性的影响[J]. 材料导报, 2020, 34(6): 11049 − 11052. doi: 10.11896/cldb.19050057 Su Xiaohu, Li Zhuoxin, Ma Siming, et al. Effect of oxygen content and inclusions on impact toughness in deposited weld metal of high strength steel metal cored wire E120C-K4[J]. Materials Reports, 2020, 34(6): 11049 − 11052. doi: 10.11896/cldb.19050057
[8] 于航, 侴树国, 王慧源, 等. 氧对00Cr13Ni5Mo熔敷金属组织和韧性的影响[J]. 焊接学报, 2014, 35(6): 109 − 112. Yu Hang, Chou Shuguo, Wang Huiyuan, et al. Effect of oxygen on toughness and microstructure of 00Cr13Ni5Mo deposited metal[J]. Transactions of the China Welding Institution, 2014, 35(6): 109 − 112.
[9] 贾玉力, 李向阳, 杜兵, 等. 马氏体不锈钢MAG焊熔敷金属性能的影响[J]. 焊接, 2000(7): 23 − 25. doi: 10.3969/j.issn.1001-1382.2000.07.008 Jia Yuli, Li Xiangyang, Du Bing, et al. Influence of active gas on properties of martensite stainless steel deposited metal in Ar-rich MAG[J]. Welding & Joining, 2000(7): 23 − 25. doi: 10.3969/j.issn.1001-1382.2000.07.008
[10] 秦名朋, 李东洁, 陆善平, 等. He 与He + CO2双层气流保护TIG焊工艺[J]. 焊接学报, 2011, 32(11): 49 − 52. Qin Mingpeng, Li Dongjie, Lu Shanping, et al. He and He + CO2 double shield TIG welding process[J]. Transactions of the China Welding Institution, 2011, 32(11): 49 − 52.
[11] 蒋欢欢. CO2气体保护焊铝脱氧焊丝的研究[D]. 天津: 天津大学, 2012. Jiang Huanhuan. Study on aluminum deoxidized wire for CO2 gas shielded welding[D]. Tianjin: Tianjin University, 2012.
[12] 尹士科. 焊接材料实用基础手册第二版[M]. 北京: 化学工业出版社, 2015. Yin Shike. Practical fundamentals of welding materials[M]. Beijing: Chemical Industry Press, 2015.
[13] 刘政军, 裘荣鹏, 武丹, 等. 微合金元素镍和铌对金属粉芯焊丝焊接接头性能的影响[J]. 焊接学报, 2017, 38(8): 1 − 6, 68. doi: 10.12073/j.hjxb.20150928001 Liu Zhengjun, Qiu Rongpeng, Wu Dan, et al. Effect of micro-alloying nickel and niobium elements on mechanical properties of welded joint with metal powder-cored wire[J]. Transactions of the China Welding Institution, 2017, 38(8): 1 − 6, 68. doi: 10.12073/j.hjxb.20150928001
[14] 焦帅杰, 王国佛, 贾玉力, 等. 超级马氏体不锈钢焊丝MAG焊熔敷金属冲击性能优化[J]. 焊接学报, 2022, 43(3): 93 − 100. doi: 10.12073/j.hjxb.20210920002 Jiao Shuaijie, Wang Guofu, Jia Yuli, et al. Impact performance optimization of supermartensitic stainless steel welding wire deposited metal by MAG welding[J]. Transactions of the China Welding Institution, 2022, 43(3): 93 − 100. doi: 10.12073/j.hjxb.20210920002
[15] 吴炳智, 徐玉君, 安洪亮, 等. 高强焊丝熔敷金属力学性能及组织分析[J]. 焊接学报, 2014, 35(4): 53 − 57. Wu Bingzhi, Xu Yujun, An Hongliang, et al. Property and microstructure of deposited metal with high strength wire[J]. Transactions of the China Welding Institution, 2014, 35(4): 53 − 57.
[16] 安同邦, 田志凌, 单际国, 等. 保护气对 1000 MPa级熔敷金属组织及力学性能的影响[J]. 金属学报, 2015, 51(12): 1489 − 1499. doi: 10.11900/0412.1961.2015.00294 An Tongbang, Tian Zhiling, Shan Jiguo, et al. Effect of shielding gas on microstructure ad performance of 1000 MPa grade deposited metals[J]. Acta Metallurgica, 2015, 51(12): 1489 − 1499. doi: 10.11900/0412.1961.2015.00294
[17] 尹士科, 王移山. 低合金钢焊接特性及焊接材料[M]. 北京: 化学工业出版社, 2014. Yin Shike, Wang Yishan. Welding characteristics and welding materials of low alloy steel[M]. Beijing: Chemical Industry Press, 2014.
[18] Caballero F G, Chao J, Cornide J, et al. Toughness deterioration in advanced high strength bainitic steels[J]. Materials Science and Engineering: A, 2009, 525(1-2): 87 − 95. doi: 10.1016/j.msea.2009.06.034
[19] Lan H F, Du L X, Li Q, et al. Improvement of strength-toughness combination in austempered low carbon bainitic steel: the key role of refining prior austenite grain size[J]. Journal of Alloys and Compounds, 2017, 710(2): 702 − 710.
[20] Das A, Tarafder S. Experimental investigation on martensitic transformation and fracture morphologies of austenitic stainless steel[J]. International Journal of Plasticity, 2009, 25(11): 2222 − 2247. doi: 10.1016/j.ijplas.2009.03.003
-
期刊类型引用(5)
1. 薛行雁,程东海,张冠星,李正兵,董宏伟. Nb纳米颗粒对Sn58Bi/Cu接头组织及性能的影响. 焊接. 2025(01): 17-21 .  百度学术
百度学术
2. 郭福,杜逸晖,籍晓亮,王乙舒. 微电子互连用锡基合金及复合钎料热-机械可靠性研究进展. 金属学报. 2023(06): 744-756 . 百度学术
3. 任鹏凯,徐冬霞,徐深深,郑越,张红霞. 钢化真空玻璃封接工艺及封接接头性能研究. 兵器材料科学与工程. 2023(04): 58-63 . 百度学术
4. 吴咏锦,张柯柯,吴婉,王冰莹,高一杰,刘鹏. 热解还原法制备镀镍ZrO_2增强低银SnAgCu系复合钎料及其钎焊. 稀有金属材料与工程. 2023(08): 2876-2884 . 百度学术
5. 卢晓,张亮,王曦,李木兰. 电子封装用Sn-Ag-Cu低银无铅钎料研究进展及发展趋势. 包装工程. 2022(23): 118-136 . 百度学术
其他类型引用(3)











































计量
- 文章访问数: 315
- HTML全文浏览量: 86
- PDF下载量: 105
- 被引次数: 8
