
Effect of high carbon steel foil on microstructure and mechanical properties of laser welded Al-Si coated press-hardened steel
-
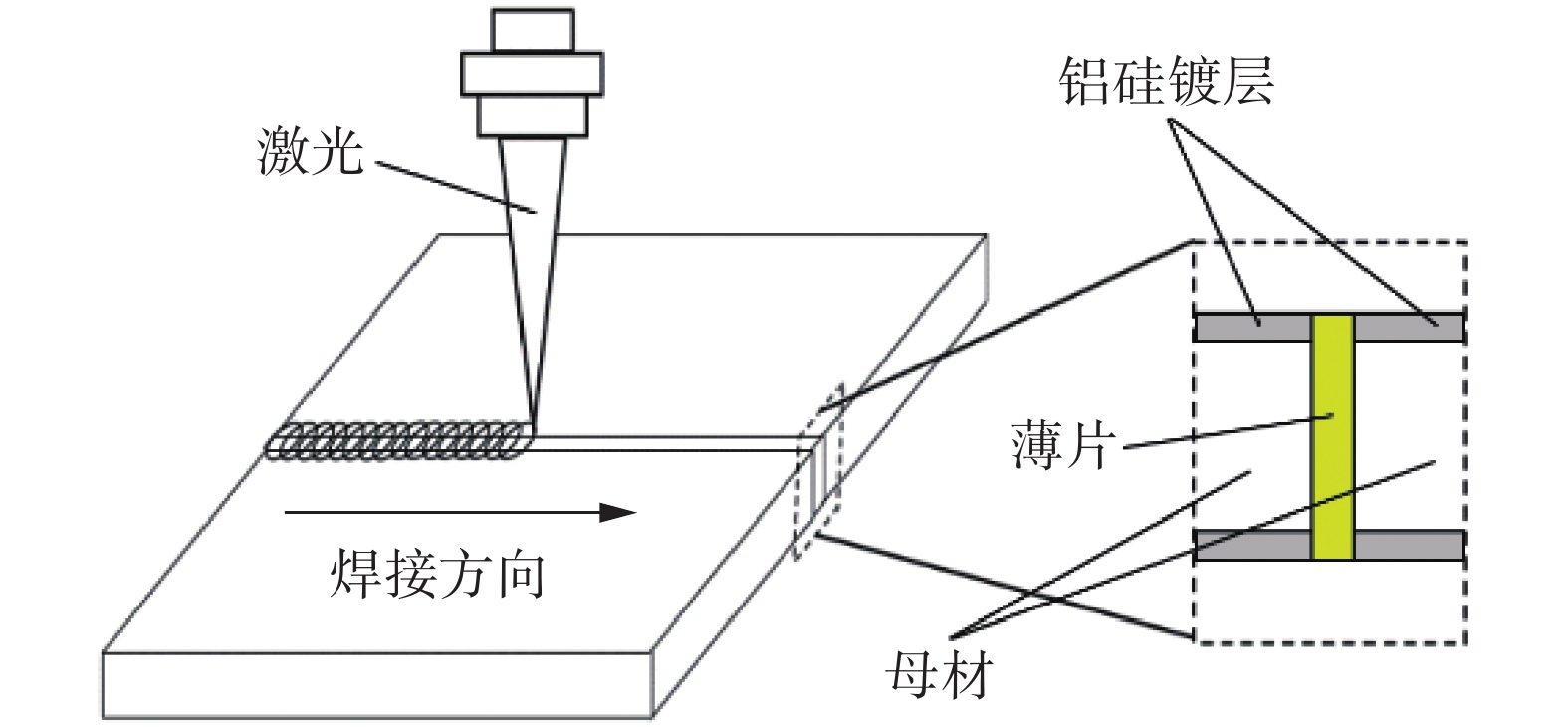
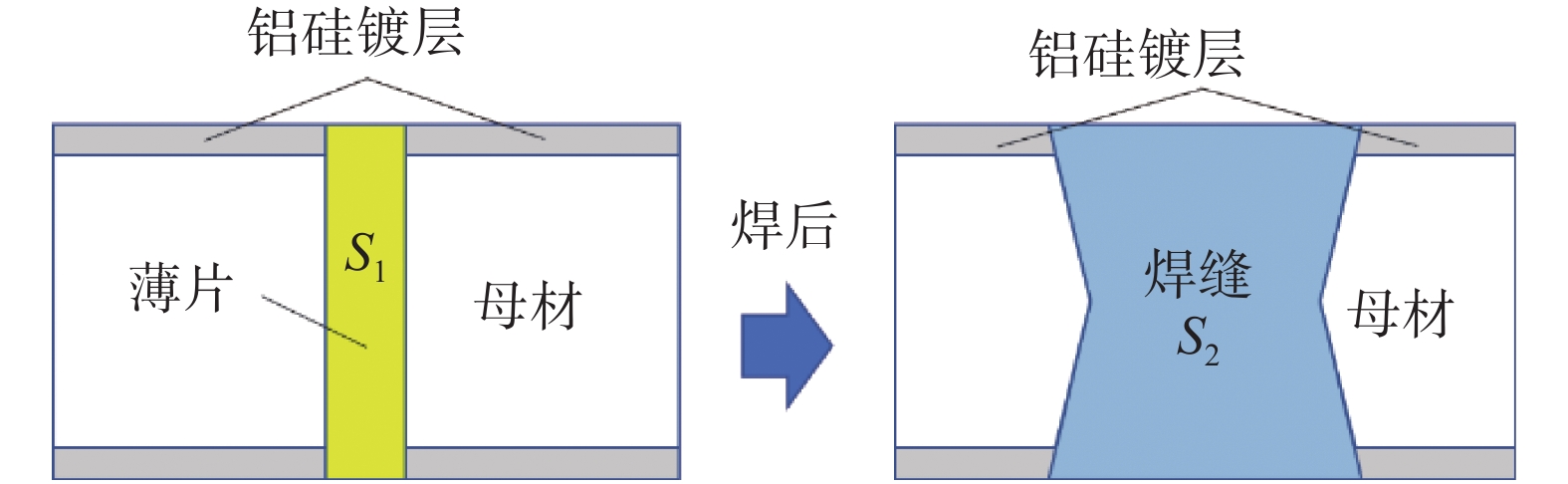
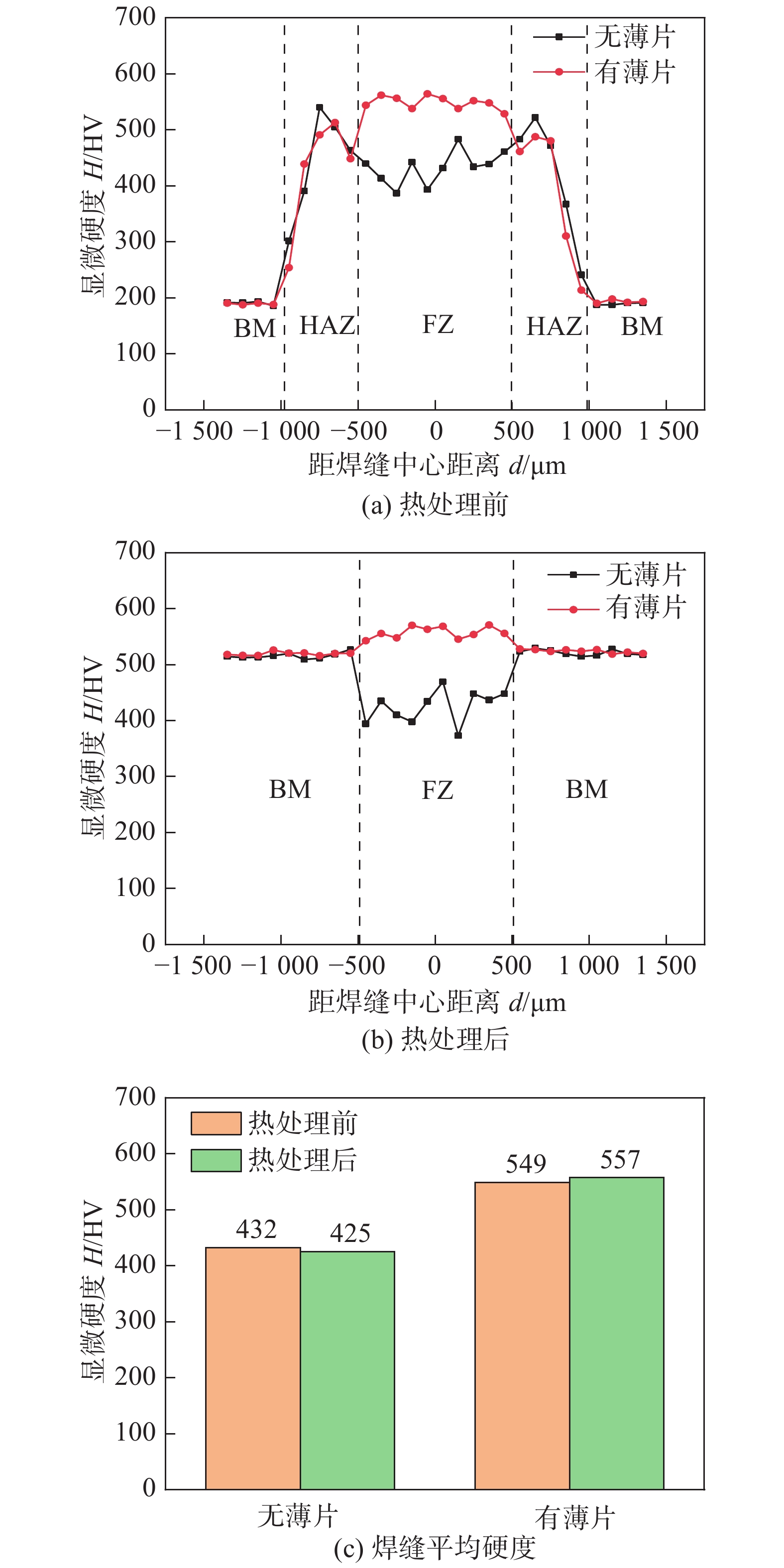
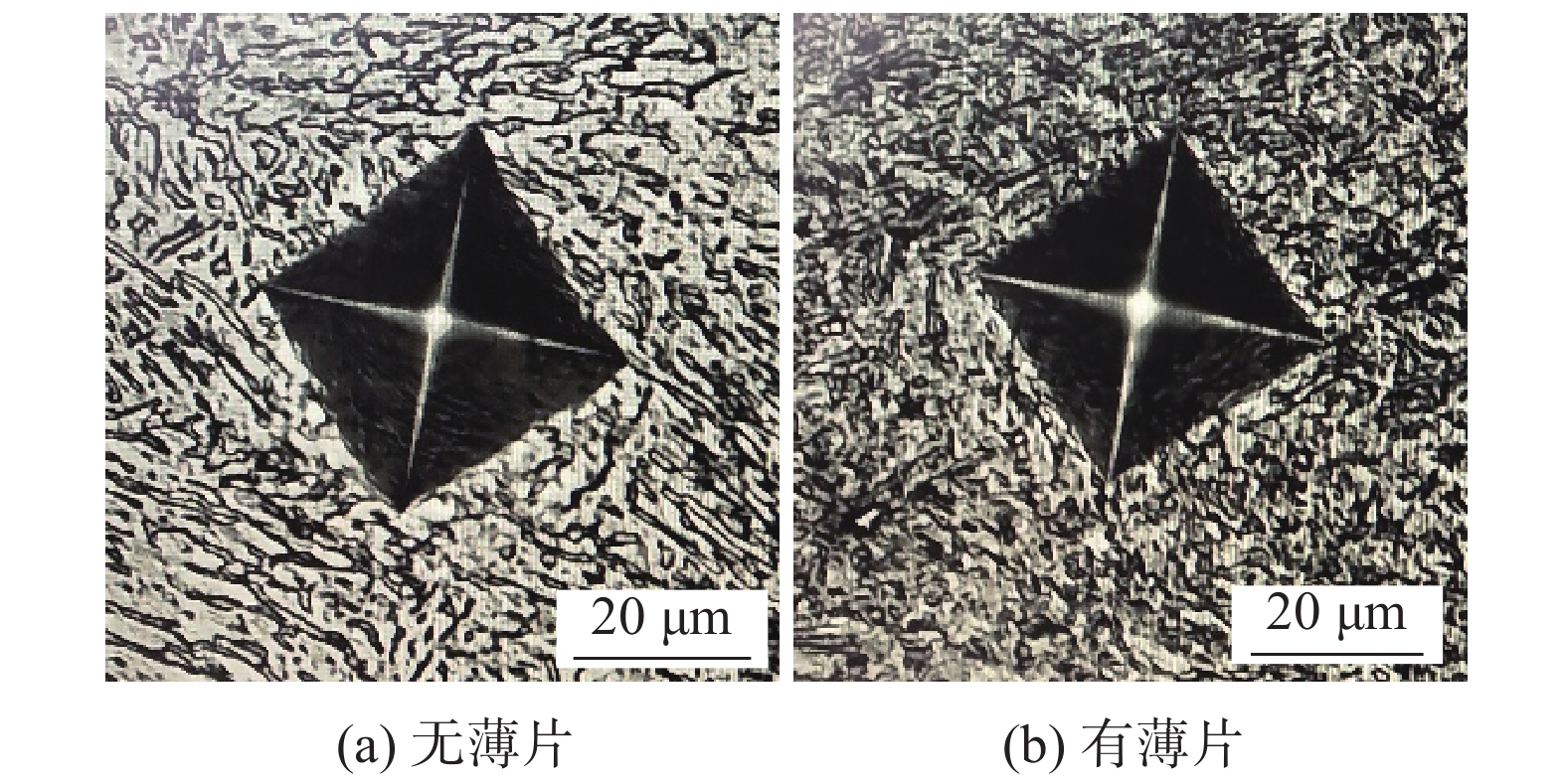
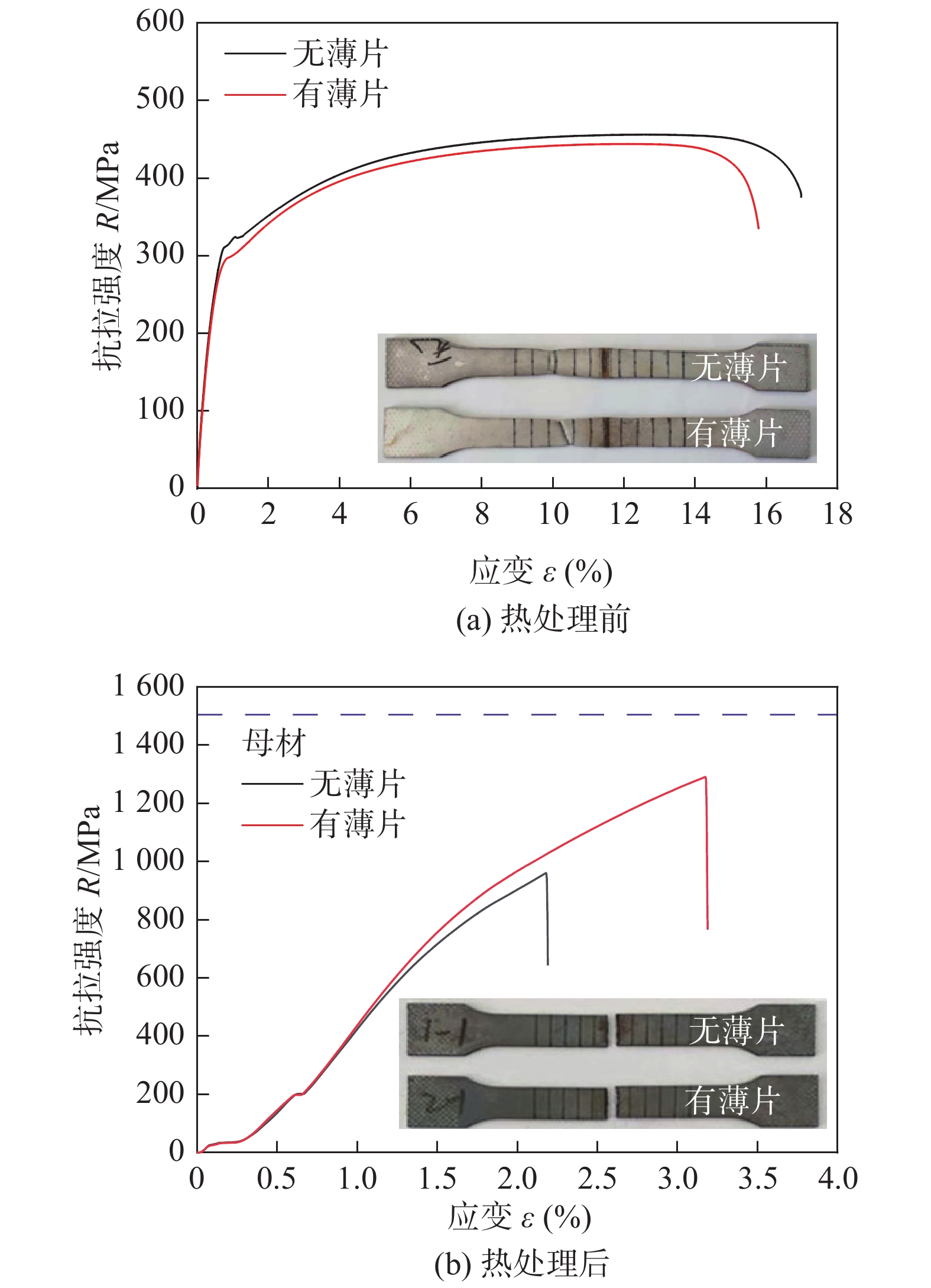
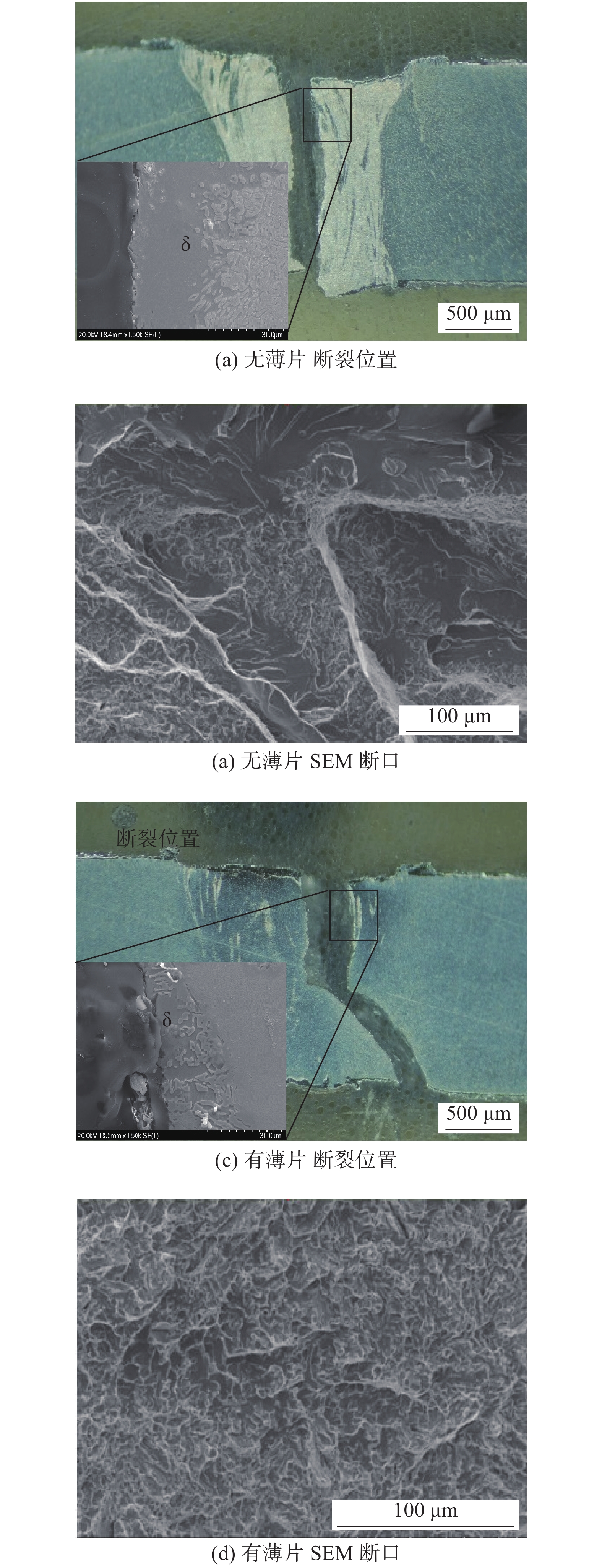
摘要: 以45号碳钢薄片为夹层,利用CWX3000光纤激光器对1.5 mm厚的铝硅镀层热成形钢进行激光焊接试验,研究焊缝碳含量对焊接接头显微组织和力学性能的影响. 试验结果表明,碳钢薄片的加入使焊缝碳含量增加,奥氏体相区扩大,焊缝δ铁素体的体积分数由17.3%降低至4.5%,焊缝平均硬度由425 HV增加至557 HV,焊接接头的抗拉强度由980 MPa增加至1 280 MPa,杯突值由1.7 mm增加至3.2 mm,抗拉强度及成形性能均有所提升.Abstract: In this article, laser welding experiment of 1.5 mm thick Al-Si coated hot formed steel was carried out with 45 steel foil as interlayer by CWX3000 fiber laser. The effect of the carbon content of fusion zone on the microstructure and mechanical properties of the welded joint was studied. The results showed that after adding foil, the carbon content of fusion zone increased, the austenite phase zone was expanded, the δ-ferrite fraction of fusion zone decreased from 17.3% to 4.5%, the average hardness of fusion zone increased from 425HV to 557HV, the tensile strength of welded joint increased from 980MPa to 1280MPa, and the cupping value increased from 1.7mm to 3.2mm. Tensile strength and formability are both improved.
-
Keywords:
- laser welding /
- carbon steel foil /
- Al-Si coating /
- press-hardened steel /
- δ-ferrite.
-
0. 序言
激光钎焊技术具有光斑直径小,能量密度高,便于局部加热且热影响区小的特点,近年来在金刚石工具焊接领域得到大量应用. 现有研究表明,采用激光热源可以实现金刚石的钎焊,且大多聚焦于金刚石界面组织与力学性能的研究[1-4]. 细粒度金刚石/45钢基体的激光钎焊工艺试验的结果表明,工艺参数是获得可靠焊接的关键[5]. 李时春等人[6]研究了激光钎焊多层金刚石磨粒Ni/Cr合金成形工艺,结果获得了优化的工艺参数. Daniel等人[7]使用镍基钎料激光钎焊金刚石,结果表明,在连接界面处未发现碳化物,并为了提高结合强度,围绕外加辅助场焊接开展大量研究,用于提高激光钎焊强度. 李晋禹等人[8]采用Ni/Cr合金对金刚石开展激光钎焊试验,结果表明,经过超声辅助激光钎焊,金刚石表层生成Cr3C2和Cr7C3,即超声波高频振动对界面反应有明显促进作用,进而生成含碳量低的Cr7C3. 朱彬[9]采用金刚石激光/超声耦合钎焊,通过将超声效应引入钎焊,在液态熔池中产生空化和声流等效应,缩短了界面反应时间. 产生了Cr7C3,也就证明了超声波对钎料界面反应有明显的激发作用. 激光钎涂金刚石是近年来逐渐兴起的耐磨新技术,与传统的激光钎焊金刚石相比,金刚石钎涂层由多层金刚石组成,这与早期的单层金刚石工具有很大的不同[10]. Long等人[11-12]前期开展了激光钎涂金刚石技术研究,分析了激光功率和扫描速率对涂层微观组织与力学性能的影响. 从现有研究来看,已有的激光钎涂金刚石研究大多数集中于金刚石/钎料合金界面的组织演变和单层金刚石工具的机械加工性能方面,在钎涂层的成形过程方面尚未进行深入的研究工作. 前期研究发现,在激光钎涂金刚石过程中,金刚石易于向表面聚集,这对涂层的整体性能提升将会产生极大的影响,因此需要针对涂层的成形行为及其机理方面进行深入的研究,进一步提升涂层的耐磨性能. 文中采用BNi-2合金作为钎料,利用光纤激光在65Mn钢基体上制备金刚石涂层,并利用高速摄影技术观察金刚石激光钎涂过程中,镍基粉末形成涂层和金刚石迁移全过程,分析钎涂层的成形行为及其机理,并讨论激光钎涂金刚石的能量转换与传递路径,以期为激光钎涂金刚石的工程应用提供数据支撑.
1. 试验方法
金刚石磨粒的抗压和耐磨性能与其自身品级有关,精选河南黄河旋风股份有限公司晶形完整、强韧度好、无缺陷的高品级HSD90型人造金刚石,图1为金刚石和BNi-2钎料粉的形貌,其中金刚石的原始形貌如图1(a)所示,所用粒度为35 ~ 40目. 钎涂试验前,利用角磨机或喷砂机清理基材表面,然后利用丙酮进行超声波清洗30 min,以避免试验过程杂质干扰,保证金刚石磨粒的透光性. 钎涂试验基材为65Mn钢,激光钎涂试样尺寸为200 mm × 100 mm × 10 mm. 钎料合金既要润湿金刚石和钢基材,形成冶金结合,又要兼顾耐磨性,与涂层硬质颗粒耐磨性能匹配. 选用钎料合金为200目NiCrSiB(Ni82Cr7Si4.5B3.1Fe3,后文简称BNi-2)钎料,形貌如图1(b)所示. BNi-2钎料具有耐磨性好、成本低等优点,合金中Cr元素可大幅提高钎料/金刚石界面结合强度,B元素和Si元素的添加降低了钎料熔点,有助于减少金刚石热损伤.
![]() 图 1 金刚石和BNi-2钎料粉形貌Figure 1. Morphology of diamond and BNi-2 brazing alloy powder. (a) diamond particles; (b) morphology of BNi-2 brazing alloy powder
图 1 金刚石和BNi-2钎料粉形貌Figure 1. Morphology of diamond and BNi-2 brazing alloy powder. (a) diamond particles; (b) morphology of BNi-2 brazing alloy powder激光钎涂是利用激光作为热源使钎料层熔化,进而润湿并连接金刚石与基材的工艺,其原理如图2所示. 与传统真空钎涂工艺相比,激光钎涂工艺可显著降低涂层能量输入,大大缩短热循环周期,具有非常好的结构和工艺适应性. 文中激光钎涂试验系统包括功率为6 kW的LYS-6000-ST2型光纤激光设备和AcutEye型库卡轨道机器人. 分别对钎料涂层和钎料/金刚石涂层进行激光钎涂试验. 金刚石钎涂试验时,首先将BNi-2钎料铺在65Mn基板上,粉末厚度为0.5 mm,然后在BNi-2钎料层上沉积金刚石颗粒,随后在金刚石表面再预置一层0.5mm的粉末钎料. 首先,预置1 mm厚度的钎料合金粉末层,然后进行钎涂试验,工艺参数如表1所示. 试验过程中,利用激光钎涂系统配备的高速摄像机观察钎料层的熔化过程. 使用Zeiss Smartzoom5型超景深显微镜对涂层形貌进行三维观察和尺寸测量. 通过Image-pro plus 6.0软件对涂层超景深图片色域进行调整,直至色域所覆盖的区域为孔隙所占区域,测量方式选择Per area(单位面积).
表 1 激光钎涂工艺参数Table 1. Laser brazing process parameters激光功率P/ kW 扫描速率v/(m·s−1) 光斑尺寸d/mm 保护气 保护气流量 Q/(L·min−1) 比能量H/(J·mm−2) 1.1 4 5 × 5 Ar 9 55 2. 试验结果与分析
2.1 激光钎涂钎料粉末熔合铺展过程
图3是激光钎涂过程中的超高速摄影照片(
4000 幅/s),直观地表征了激光钎涂过程中钎料粉末在激光作用下熔化、铺展、凝固的过程. 从图3中可看出,在激光钎涂过程中,钎料呈现4种状态,分别为粉末态、熔球态、熔池态、凝固态. 在激光未扫描的位置,钎料保持原始的粉末状态,如图3(a)所示. 被激光束扫到的位置,粉末态的钎料吸收能量,升温熔化,形成尺寸较小的液态熔球,如图3(b)所示. 随后,粉末钎料的不断熔化形成更多液态小熔球,尺寸较小的熔球互相结合汇聚成尺寸较大的液态熔球,如图3(c)所示. 同时可观察到未熔化的钎料粉末在液/固界面张力作用下,逐渐被吸附到尺寸较大的熔球表面,如图3(d)所示. 随着激光逐渐向前扫描,熔球不断长大,当熔球固相表面张力与重力的合力作用大于液/固界面张力后,大尺寸熔球在基体铺展润湿,形成熔池,如图3(e)所示. 最后,随着激光热源的移动,激光后端的熔池温度逐渐降低,液态钎料逐渐凝固,在基体表面形成涂层,如图3(f)所示.![]() 图 3 激光钎涂过程高速摄影图Figure 3. High speed photography of laser brazing process. (a) BNi-2 brazing alloy powder; (b) powder melts to form small molten balls; (c) small molten balls aggregate to form large molten balls; (d) brazing alloy powder is adsorbed on the surface of the large molten balls; (e) molten balls form weld pools; (f) weld pools solidification forms coating
图 3 激光钎涂过程高速摄影图Figure 3. High speed photography of laser brazing process. (a) BNi-2 brazing alloy powder; (b) powder melts to form small molten balls; (c) small molten balls aggregate to form large molten balls; (d) brazing alloy powder is adsorbed on the surface of the large molten balls; (e) molten balls form weld pools; (f) weld pools solidification forms coating图4是钎涂粉末的熔合铺展过程示意图,结合以上观察分析,激光钎涂过程可分为5个阶段,分别是粉末熔化、液态钎料聚合、粉末吸附熔合、润湿铺展和涂层凝固成形. 首先在激光作用下,钎料粉末吸收激光能量后温度升高,达到熔点开始熔化,形成液态小熔球. 随激光热源向前推移,处在激光束前端的粉末钎料吸收能量后逐渐熔化形成更多液态小熔球,之后液态小熔球汇聚形成尺寸较大的熔球. 未熔化的钎料粉末在液/固界面张力的作用下,逐渐由前端被熔球吸附,被吸附未熔化的粉末钎料热输入由两部分组成,分别是液态熔球的传热和吸收的激光能量,从而加快了钎料粉末的熔化速度. 随激光热源的持续输入,更多钎料粉熔化,在基体表面形成熔池,并在基体表面润湿铺展. 随激光持续向前推进,激光后端失去能量输入,加上吸附未熔化粉末导致的降温,熔池逐渐凝固,形成涂层.
![]() 图 4 激光钎涂钎料粉末熔合铺展示意图Figure 4. Schematic diagram of laser brazing powder fusion and spreading. (a) powder brazing material using laser beam acting on the substrate; (b) liquid small molten balls formed by heating the powder; (c) the big molten balls formed by the polymerization of small molten balls, and the molten balls adsorbing powder brazing alloy; (d) forming a weld pool; (e) weld pool forms a solid coating on the substrate; (f) formation of coating
图 4 激光钎涂钎料粉末熔合铺展示意图Figure 4. Schematic diagram of laser brazing powder fusion and spreading. (a) powder brazing material using laser beam acting on the substrate; (b) liquid small molten balls formed by heating the powder; (c) the big molten balls formed by the polymerization of small molten balls, and the molten balls adsorbing powder brazing alloy; (d) forming a weld pool; (e) weld pool forms a solid coating on the substrate; (f) formation of coating2.2 激光钎涂金刚石/钎料粉末熔合铺展过程
在激光钎涂过程中,金刚石散布于钎料中,钎涂后金刚石位于钎料表层,如图5所示,可见经过激光热源作用,金刚石颗粒迁移至钎涂层表面位置,并突出于钎涂层. 为了明确金刚石在激光钎涂中的运动过程,深入分析了金刚石在激光钎涂过程中的运动行为.
![]() 图 5 激光钎涂金刚石涂层宏观形貌Figure 5. 3-dimensional surface morphology of laser brazing diamond coating
图 5 激光钎涂金刚石涂层宏观形貌Figure 5. 3-dimensional surface morphology of laser brazing diamond coating图6为金刚石在液态球上的运动轨迹. 随着激光热作用,钎料首先熔化成小液滴,然后汇聚成小球,由图6可以看出,金刚石在液态小球上不稳定的运动,以致可以见到金刚石表面亮度很高的闪光,这是金刚石反射的激光. 图7是激光钎涂过程中,金刚石在钎涂熔池中的运动路径. 金刚石颗粒首先存在于熔池边缘底部,随着钎涂过程的进行,金刚石颗粒沿熔体球面逐渐向上部运动,然后在熔池表面向后方移动,当激光热源远离,熔池开始凝固,金刚石颗粒被固结于涂层近表面位置,保持一定的出刃高度,有利于发挥耐磨作用. 金刚石运动总趋势是沿液态球表面或熔池边缘向液/气界面迁移.
图8为金刚石置于钎料底部时,金刚石在激光钎涂过程中运动轨迹. 可见,无论金刚石是直接铺置于钎料表面,还是置于钎料底部,在钎涂过程中,金刚石均会上浮到涂层表层. 具体过程为在激光热源作用下,表层的钎料开始熔化成液态小球,由于金刚石的高透光性和高熔点,金刚石不会熔化.在液态小球聚集长大的过程中,金刚石沿着液球边缘运动,当液态小球汇入大熔球时,金刚石继续沿着大熔球的边缘向表面运动,最后凝固于钎料涂层表层.
![]() 图 8 激光钎涂金刚石熔合铺展示意图Figure 8. Schematic diagram of fusion and spreading of laser brazing coated diamond. (a) brazing coating structure; (b) brazing alloy powder melts to form small molten balls; (c) large molten balls converging from small ones; (d) diamond floating in the molten balls; (e) diamond floating to the surface of the molten balls; (f) weld pools with molten balls aggregation; (g) diamond deposited on the surface of weld pools
图 8 激光钎涂金刚石熔合铺展示意图Figure 8. Schematic diagram of fusion and spreading of laser brazing coated diamond. (a) brazing coating structure; (b) brazing alloy powder melts to form small molten balls; (c) large molten balls converging from small ones; (d) diamond floating in the molten balls; (e) diamond floating to the surface of the molten balls; (f) weld pools with molten balls aggregation; (g) diamond deposited on the surface of weld pools2.3 涂层形成机理
![]() 图 9 润湿对液滴形态的影响Figure 9. Effect of wetting on droplet morphology. (a) θ < 90° liquid phase wetting; (b) θ > 90° liquid phase spheroidization shrinkage
图 9 润湿对液滴形态的影响Figure 9. Effect of wetting on droplet morphology. (a) θ < 90° liquid phase wetting; (b) θ > 90° liquid phase spheroidization shrinkage$$ {F}_{{\rm{sl}}} + {F}_{{\rm{lg}}}{{\rm{cos}}}\theta ={F}_{{\rm{sg}}} $$ (1) 式中:$ {F}_{{\rm{sg}}} $ 为固/气界面张力;$ {F}_{\mathrm{l}\mathrm{g}} $ 为液/气界面张力;$ {F}_{\mathrm{s}\mathrm{l}} $ 为固/液界面张力;$ \theta $为润湿角.
由式(1)可推得润湿角$ \theta $为
$$ \theta =\mathrm{a}\mathrm{r}\mathrm{c}\mathrm{c}\mathrm{o}\mathrm{s}\left[\frac{\left({F}_{{\rm{sg}}}-{F}_{{\rm{sl}}}\right)}{{F}_{{\rm{lg}}}}\right] $$ (2) 润湿角θ的大小直接反映了液相对固体表面的润湿程度,θ越小,润湿性就越好. 当θ为0°时,表示完全润湿,θ小于90°时为润湿状态,而θ大于90°时为不润湿状态. 由于相同体积下,球形的表面积最小,表面张力驱使液体聚集到最小表面积状态,在钎料熔化后便聚合在一起收缩成球状,从而发生液态钎料聚合现象.
液态钎料聚合成球,相邻的钎料液球倾向于合并,如图10所示. 合并的程度可以以颈部半径a来表征. 半径为R的两个颗粒之间颈部生长的动力学公式[13]为
![]() 图 10 相邻钎料液球熔合示意图Figure 10. Schematic diagram of adjacent brazing alloy liquid ball fusion
图 10 相邻钎料液球熔合示意图Figure 10. Schematic diagram of adjacent brazing alloy liquid ball fusion$$\frac {{\rm{d}}{\varepsilon }^{2}}{{\rm{d}}t}=\frac{3\sigma} {2\eta R} $$ (3) 式中:$\varepsilon$ 是表征合并程度的相对颈部半径,其等于α/R; t为时间; σ为表面张力系数; η表示动态粘度.
此外,由表面张力梯度引起熔体对流驱动力${F}_{\text{σ} }$为[13]
$${F}_{\text{σ }}=\left(\frac{\partial \sigma }{\partial T}\Delta T + \frac{\partial \sigma }{\partial c}\Delta T\right)\delta \left({\textit{z}}\right)H(d-r) $$ (4) 式中:$\dfrac{\partial \sigma }{\partial T}\Delta T$表示温度梯度引起的表面张力差;$\dfrac{\partial \sigma }{\partial c}\Delta T$表示浓度梯度引起的表面张力差;$ \delta \left({\textit{z}}\right) $为$ \delta $函数;$ H(d-r) $为Heaviside函数(赫维赛德函数);r为两个轨道电子之间的距离;z为柱坐标系中液态钎料的纵轴坐标值.
$ \delta $函数和Heaviside函数表明熔体对流驱动力作为一种表面力,存在于熔池表面,计算公式分别为
$$ \delta \left({\textit{z}}\right)=\left\{\begin{array}{c}1\qquad {\textit{z}}=0\\ 0\qquad {\textit{z}}\ne 0\end{array}\right. $$ (5) $$ H(d-r)=\left\{\begin{array}{c}1\qquad r\leqslant 0\\ 0\qquad r > 0\end{array}\right. $$ (6) 研究表明,熔池中心的温度最高,远离熔池中心,温度则逐渐降低[14]. 因此,表面张力最小的位置处于熔池中心,而表面张力最大的位置处于熔池边缘,熔池中存在表面张力梯度,这是熔池流动的主要驱动力. 高速摄影中发现钎料润湿铺展过程中,形成液球的钎料不断向熔池中心翻滚也正是由于熔池的对流作用.金刚石颗粒在液态钎料中发生趋于表面的运动行为. 对于激光钎涂液态钎料熔池,在任意流场中金刚石颗粒受到不同方向的作用力,如图11所示.
![]() 图 11 激光钎涂熔池任意流场中金刚石颗粒的受力类型Figure 11. Force types of diamond particles in any flow field of laser brazing and coating weld pool
图 11 激光钎涂熔池任意流场中金刚石颗粒的受力类型Figure 11. Force types of diamond particles in any flow field of laser brazing and coating weld pool对于液态钎料熔池中存在复杂流场,金刚石颗粒上浮过程中存在重力和浮力的共同作用,计算公式为
$${\boldsymbol{F}}_{{{\bf{G}}}}=\left(1-\frac{\rho_{\mathrm{m}}} {\rho_{\mathrm{p}}}\right) \cdot {{\boldsymbol{g}}} $$ (7) 式中:ρm为液态钎料的密度;ρp为金刚石颗粒的密度;g为金刚石颗粒所受重力加速度矢量.
液态钎料熔池的复杂流场中存在压力梯度,金刚石颗粒在上浮过程中受压力梯度力,即
$${\boldsymbol{F}}_{{{\bf{p}}}}=\left(\frac{\rho_{\mathrm{m}}} {\rho_{\mathrm{p}}}\right) \cdot\left(\frac{\mathrm{d} {\boldsymbol{V}}_{{{\bf{m}}}}} {\mathrm{d} t}\right) $$ (8) 式中:Vm为液态钎料的瞬时速度矢量.
金刚石颗粒相对液态钎料做加速运动,带动或推动颗粒周围液相做非恒定运动,产生附加质量力,计算公式为
$$ {\boldsymbol{F}}_{{{\bf{V}}}}=C_{\rm{m}} \cdot\left(\frac{\rho_{\rm{m}} } {2 \rho_{\rm{p}}}\right) \cdot \frac{{\rm{d}}\left({\boldsymbol{V}}_{{{\bf{m}}}}-{\boldsymbol{V}}_{{{\bf{p}}}}\right)} {{\rm{d}} t} $$ (9) 式中:Cm为附加质量力系数;Vp为金刚石颗粒的瞬时速度矢量.
金刚石颗粒在运动过程中受黏性液态钎料阻力,即Stokes力(FD),计算为[15]
$${\boldsymbol{F}}_{{\bf{D}}}=C_{\rm{D}}\left(\frac{3 \rho_{\rm{m}}} {4 d_{\rm{p}} \rho_{\rm{p}}}\right)\left|{\boldsymbol{V}}_{{\bf{m}}}-{\boldsymbol{V}}_{{\bf{p}}}\right|\left({\boldsymbol{V}}_{\bf{m}}-{\boldsymbol{V}}_{{\bf{p}}}\right) $$ (10) 式中:CD为曳力系数;dp为金刚石颗粒的直径.
同时,金刚石颗粒在液态钎料中的运动包含直线变速运动,使金刚石颗粒表面受随时间变化的流体作用力,即Basset力FB[16],计算公式为
$$ {{\boldsymbol{F}}}_{{\bf{B}}}={C}_{\mathrm{B}}\left(\frac{9}{{d}_{{\rm{p}}}{\rho }_{{\rm{p}}}}\right)\sqrt{\frac{{\rho }_{{\rm{m}}}{\mu }_{\mathrm{e}\mathrm{f}\mathrm{f}}}{\mathrm{\text{π} }}}{\int }_{0}^{t}\frac{\frac{\mathrm{d}\left({{\boldsymbol{V}}}_{{\bf{m}}}-{{\boldsymbol{V}}}_{{{\bf{p}}}}\right)}{\mathrm{d}\tau}}{\sqrt{t-\tau }\mathrm{d}} $$ (11) 式中:CB为Basset系数;μeff为液态钎料的动力黏度;τ为时间步长.
液态钎料的横向速度使金刚石颗粒两边的相对速度不同,使金刚石颗粒发生旋转,并带动周围流体流动,存在Magnus力FM[17]为
$${{\boldsymbol{F}}}_{{\bf{M}}}={C}_{{\rm{M}}}\left(\frac{3{\rho }_{{\rm{m}}}}{{4d}_{{\rm{p}}}{\rho }_{{\rm{p}}}}\right)\left|{{\boldsymbol{V}}}_{{{\bf{m}}}}-{{\boldsymbol{V}}}_{{{\bf{p}}}}\right|\left({{\boldsymbol{V}}}_{{{\bf{m}}}}-{{\boldsymbol{V}}}_{{{\bf{p}}}}\right) $$ (12) 式中:CM为Magnus力系数.
同时,液态钎料复杂流场中存在速度梯度,使金刚石颗粒表面各点压力不同,产生的Saffman力FS[18]为
$$ {{\boldsymbol{F}}}_{{\bf{S}}}={C}_{\mathrm{S}}\left(\frac{6{K}_{\mathrm{S}}{\mu }_{\mathrm{e}\mathrm{f}\mathrm{f}}}{{d}_{{\rm{p}}}\mathrm{\text{π} }{\rho }_{{\rm{p}}}}\right)\sqrt{\frac{{\rho }_{\mathrm{m}}\xi} {{\mu }_{\mathrm{e}\mathrm{f}\mathrm{f}}}}\left({{\boldsymbol{V}}}_{{{\bf{m}}}}-{{\boldsymbol{V}}}_{{{\bf{p}}}}\right) $$ (13) 式中:CS为Saffman力修正系数;KS为Saffman力系数;ξ为垂直坐标方向上的液态钎料速度在此方向上的梯度.
金刚石颗粒为微米级,其在液态钎料中的布朗运动不容忽视,存在Brown力(FR)[19],计算公式为
$$ {{\boldsymbol{F}}}_{{{\bf{R}}}}=\left(\frac{12{\boldsymbol{\delta}}} {{\rho }_{{\rm{p}}}}\right)\sqrt{\frac{3{\mu }_{\mathrm{e}\mathrm{f}\mathrm{f}}{k}_{{\rm{B}}}T}{\mathrm{\text{π} }{d}_{{\rm{p}}}^{5}\tau }} $$ (14) 式中:kB为波尔兹曼常数;T为液态钎料的热力学温度;δ是服从标准正态分布的随机变量的矢量形式.
金刚石在激光钎涂过程中,液态钎料熔池中的流场复杂,为非静止和非均匀流场. 金刚石颗粒在以上作用力的综合作用下,总倾向于沿熔体表面边缘上浮.
2.4 激光对金刚石钎涂层的热作用机理
金刚石是由碳原子构成的复式晶格结构,如图12所示. 金刚石这种特殊结构决定其具有独特的光学性能. 金刚石透光范围宽,具备紫外−可见−远红外波段的穿透性,从紫外(0.22 μm)到远红外(40 ~
1000 μm),除4 ~ 6 μm位置上存在微小本征吸收峰(吸收系数为12.3 cm−1)之外,不存在其他吸收峰.试验所用激光波长为1.075 μm,因此在激光钎涂过程中,激光会透射金刚石而直接加热钎料,钎料吸收激光能量而迅速升温、熔化,形成熔池. 熔池热量向金刚石传导,润湿金刚石,并诱导与熔池接触的金刚石表面部分石墨化,与熔池中的Cr等元素发生反应,形成Cr的碳化物,增强了金刚石与钎料之间的冶金结合强度. 钎料直接受热升温,金刚石被钎料热传导后吸热升温. 金刚石透射激光的高效低损伤热作用特性会有效避免金刚石在钎涂过程中的过热损伤,这是激光钎涂金刚石涂层的最大潜在优势之所在,金刚石透射激光的热作用如图13所示.
![]() 图 13 金刚石透射激光的热作用示意图Figure 13. Schematic diagram of thermal effect of diamond transmitted laser
图 13 金刚石透射激光的热作用示意图Figure 13. Schematic diagram of thermal effect of diamond transmitted laser由于金刚石介电常数小,光学折射率小. 根据文献[20]可知,金刚石的激光折射率为2.416 8. 此外,金刚石还易发生光的反射现象. 图14为激光钎涂过程中,发生的金刚石对激光的反射现象(根据金刚石的形状特征判断,折射闪光的概率极小). 因此,激光经金刚石后反射或折射,可能进入钎料层起到加热钎料涂层的作用,也可能进入空气中从而造成激光能量的损耗.
![]() 图 14 钎涂中金刚石对激光的折射和反射现象Figure 14. Refraction and reflection phenomena of diamond on laser in brazing coating
图 14 钎涂中金刚石对激光的折射和反射现象Figure 14. Refraction and reflection phenomena of diamond on laser in brazing coating3. 结论
(1)钎料粉末的熔合铺展过程可分为粉末熔化、液态钎料聚合、粉末吸附熔合、润湿铺展和涂层凝固成形5个阶段,表面张力最小的位置处于熔池中心,而表面张力最大的位置处于熔池边缘,熔池中存在表面张力梯度,是熔池流动的主要驱动力.
(2)金刚石钎涂层的成形历经粉末钎料熔化、液态钎料聚合、钎料微粉吸附熔合、钎料润湿铺展、金刚石迁移至涂层表层、涂层凝固成形6个阶段,金刚石钎涂过程中,金刚石趋向于沿着熔体表面边缘上浮,这主要是由于金刚石与液态钎料之间的界面张力远大于与固态基体界面张力所致.
(3)钎涂过程中,金刚石透射激光的高效低损伤热作用会有效避免金刚石在钎涂过程中的过热损伤.
-
![]()
图 1 试验材料显微组织
Figure 1. Microstructure of test material. (a) base metal; (b) coating layer; (c) foil
![]()
图 3 焊接接头宏观形貌
Figure 3. Morphology of welded joints. (a) without foil, before heat treatment; (b) with foil, before heat treatment; (c) without foil, after heat treatment; (d) with foil, after heat treatment
![]()
图 4 焊缝显微组织
Figure 4. Microstructure of fusion zone. (a) without foil, before heat treatment; (b) with foil, before heat treatment; (c) without foil, after heat treatment; (d) with foil, after heat treatment
![]()
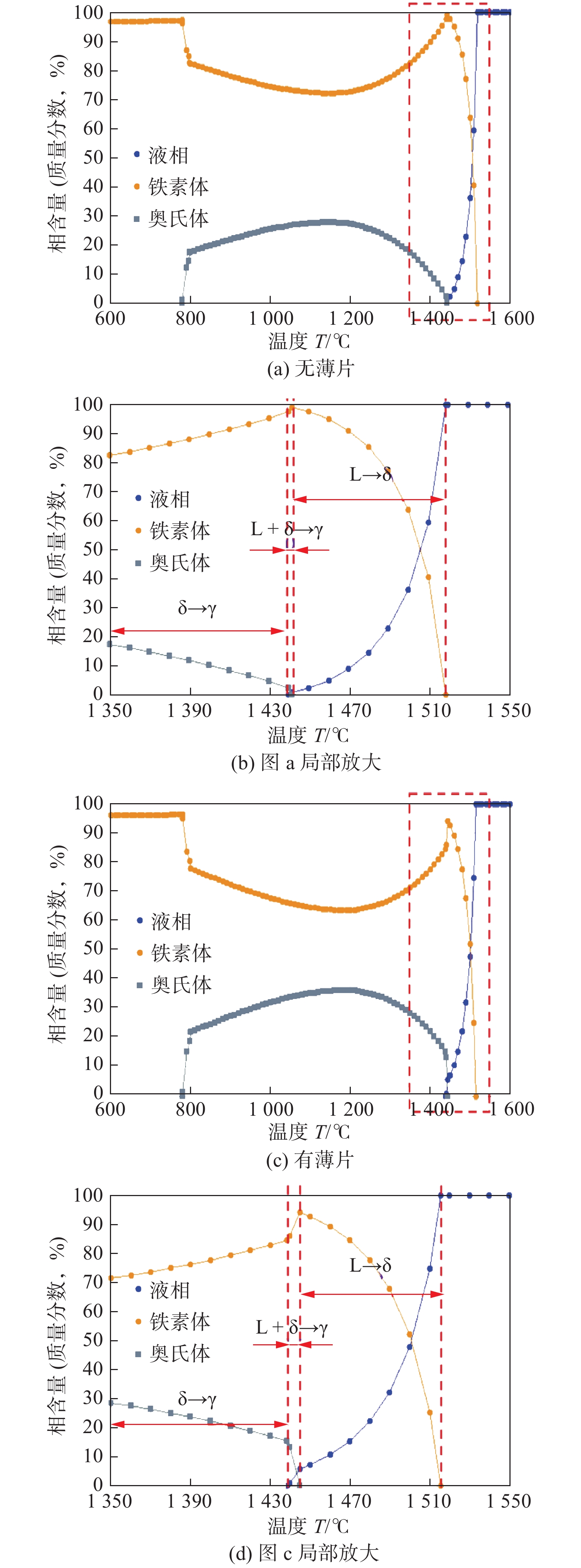
图 6 Jmatpro模拟结果
Figure 6. Jmatpro simulation results. (a) without foil; (b) Fig. a partial enlargement; (c) with foil; (d) Fig. c partial enlargement
![]()
图 7 显微硬度
Figure 7. Microhardness. (a) before heat treatment; (b) after heat treatment; (c) average weld hardness
![]()
图 8 焊缝(热处理前)中马氏体的显微硬度
Figure 8. Microhardness of martensite in fusion zone (before heat treatment). (a) without foil; (b) with foil
![]()
图 10 宏观断口与拉伸曲线
Figure 10. Macro fracture and tensile curves. (a) before heat treatment; (b) after heat treatment
![]()
图 11 断裂位置与SEM断口
Figure 11. Fracture location and SEM fracture. (a) without foil fracture location; (b) without foil SEM fracture; (c) with foil fracture location; (d) with foil SEM fracture
表 1 母材与薄片的化学成分(质量分数,%)
Table 1 Chemical compositions of base metal and foil
材料 C Si Mn Al Ti B Cr Cu 母材 0.22 0.25 1.1 0.04 0.04 0.0025 0.18 — 薄片 0.46 0.21 0.52 — — — 0.04 0.02  下载: 导出CSV
下载: 导出CSV
表 2 焊缝铝含量与δ铁素体含量统计结果
Table 2 Statistical results of Al content and δ ferrite fraction of fusion zone
状态 相 Al含量(质量分数,%) δ铁素体(体积分数,%) 无薄片 δ 3.4 17.3 LM 1.4 有薄片 δ 2.6 4.5 LM 1.4
下载: 导出CSV
-
[1] Karbasian H, Tekkaya A E. A review on hot stamping[J]. Journal of Materials Processing Technology, 2010, 210(15): 2103 − 2118. doi: 10.1016/j.jmatprotec.2010.07.019
[2] Fan D W, Cooman B C D. State-of-the-knowledge on coating systems for hot stamped parts[J]. Steel Research International, 2012, 83(5): 412 − 433. doi: 10.1002/srin.201100292
[3] Ehling W, Cretteur L, Pic A. Development of a laser decoating process for fully functional Al-Si coated press hardened steel laser welded blank solutions [C]//Munich, Germany: 5th International WLT-Conference on Lasers in Manufacturing.
[4] Wang X N, Yi G, Sun Q, et al. Study on δ-ferrite evolution and properties of laser fusion zone during post-weld heat treatment on Al-Si coated press-hardened steel[J]. Journal of Materials Research and Technology, 2020, 9(3): 5712 − 5722. doi: 10.1016/j.jmrt.2020.03.096
[5] Vierstraete R, Ehling W, Pinard F, et al. Laser ablation for hardening laser weloed steel blanks.[J]. Industrial Laser Solutions, 2010(2): 6 − 11.
[6] Kang M, Kim C, Bae S M. Laser tailor-welded blanks for hot-press-forming steel with arc pretreatment[J]. International Journal of Automotive Technology, 2015, 16(2): 279 − 283. doi: 10.1007/s12239-015-0029-y
[7] Lin W H, Li F, Hua X M, et al. Effect of filler wire on laser welded blanks of Al-Si-coated 22MnB5 steel[J]. Journal of Materials Processing Technology, 2018, 259: 195 − 205. doi: 10.1016/j.jmatprotec.2018.04.041
[8] Chen X, Wang X, Sun Q, et al. Improving the mechanical properties of PHS laser welded joints by adding Ni foil to suppress δ-ferrite[J]. Journal of Materials Research and Technology, 2020, 9(3): 5184 − 5193. doi: 10.1016/j.jmrt.2020.03.035
[9] Khan M S, Razmpoosh M H, Macwan A, et al. Optimizing Weld Morphology and Mechanical Properties of Laser Welded Al-Si Coated 22MnB5 by Surface Application of Colloidal Graphite[J]. Journal of Materials Processing Technology, 2021, 293: 117093. doi: 10.1016/j.jmatprotec.2021.117093
[10] 陈靖雨, 王晓南, 吕凡等. 激光束摆动焊接低碳钢焊接接头的组织和力学性能[J]. 中国激光, 2020, 47(3): 143 − 150. Chen Jingyu, Wang Xiaonan, Lü Fan, et al. Microstructure and Mechanical Properties of Weled Joints of Low Carbon Steels Welded by Laser Beam Oscillating Welding[J]. Chinese Journal of Lasers, 2020, 47(3): 143 − 150.
[11] Sun Qian, Di Hongshuang, Wang Xiaonan, et al. Suppression of δ-ferrite formation on Al-Si coated press-hardened steel during laser welding[J]. Materials Letters, 2019, 245: 106 − 109. doi: 10.1016/j.matlet.2019.02.111
[12] Wang X N, Chen X M, Sun Q, et al. Formation mechanism of δ-ferrite and metallurgy reaction in molten pool during press-hardened steel laser welding[J]. Materials Letters, 2017, 206: 143 − 145. doi: 10.1016/j.matlet.2017.07.008
[13] Valeria L de la Concepción, Hernán N Lorusso, Hernán G Svoboda, et al. Effect of carbon content on microstructure and mechanical properties of dual phase steels[J]. Procedia Materials Science, 2015, 8: 1047 − 1056. doi: 10.1016/j.mspro.2015.04.167
[14] 张泽成, 赵成志, 张贺新等. 不同铝质量分数耐热钢的显微组织及冲击性能[J]. 钢铁, 2015(6): 69 − 74. doi: 10.13228/j.boyuan.issn0449-749x.20140571 Zhang Zecheng, Zhao Chengzhi, Zhang Hexin, et al. Effect of aluminum contents on δ-ferrite content and impact properties of heat resistant steel[J]. Iron and Steel, 2015(6): 69 − 74. doi: 10.13228/j.boyuan.issn0449-749x.20140571
[15] 陈夏明, 王晓南, 孙茜等. Al-Si镀层22MnB5钢激光焊接接头组织和性能的影响[J]. 机械工程学报, 2018, 54(6): 162 − 167. doi: 10.3901/JME.2018.06.162 Chen Xiaming, Wang Xiaonan, Sun Qian, et al. Effect of Al-Si Coating on Microstructure and properties of 22MnB5 Steel Laser Welded Joint[J]. Journal of Mechanical Engineering, 2018, 54(6): 162 − 167. doi: 10.3901/JME.2018.06.162
-
期刊类型引用(3)
1. 吴怡涵,陈贞韬,崔海超,唐新华. Al-Si镀层热成形钢激光填丝焊接头组织与性能调控. 中国激光. 2025(08): 87-98 .  百度学术
百度学术
2. 李征,孟凡月,王子健,于慧勇,张大海,彭杨,张洋,刑航,刘启民,邢小华,胡朝俊,王玉慧,王浩川. 热成形镀铝硅钢板耐蚀性研究进展. 山西冶金. 2025(03): 1-3+50 . 百度学术
3. 孙爽,许桂珍,刘贯军. Q355/SKH9高速钢激光重频焊接接头冲击韧性分析. 制造技术与机床. 2024(04): 33-37 . 百度学术
其他类型引用(1)


















计量
- 文章访问数: 220
- HTML全文浏览量: 20
- PDF下载量: 37
- 被引次数: 4
