
Microstructure and mechanical properties of bimetallic intertexture structure fabricated by plasma arc additive manufacturing
-
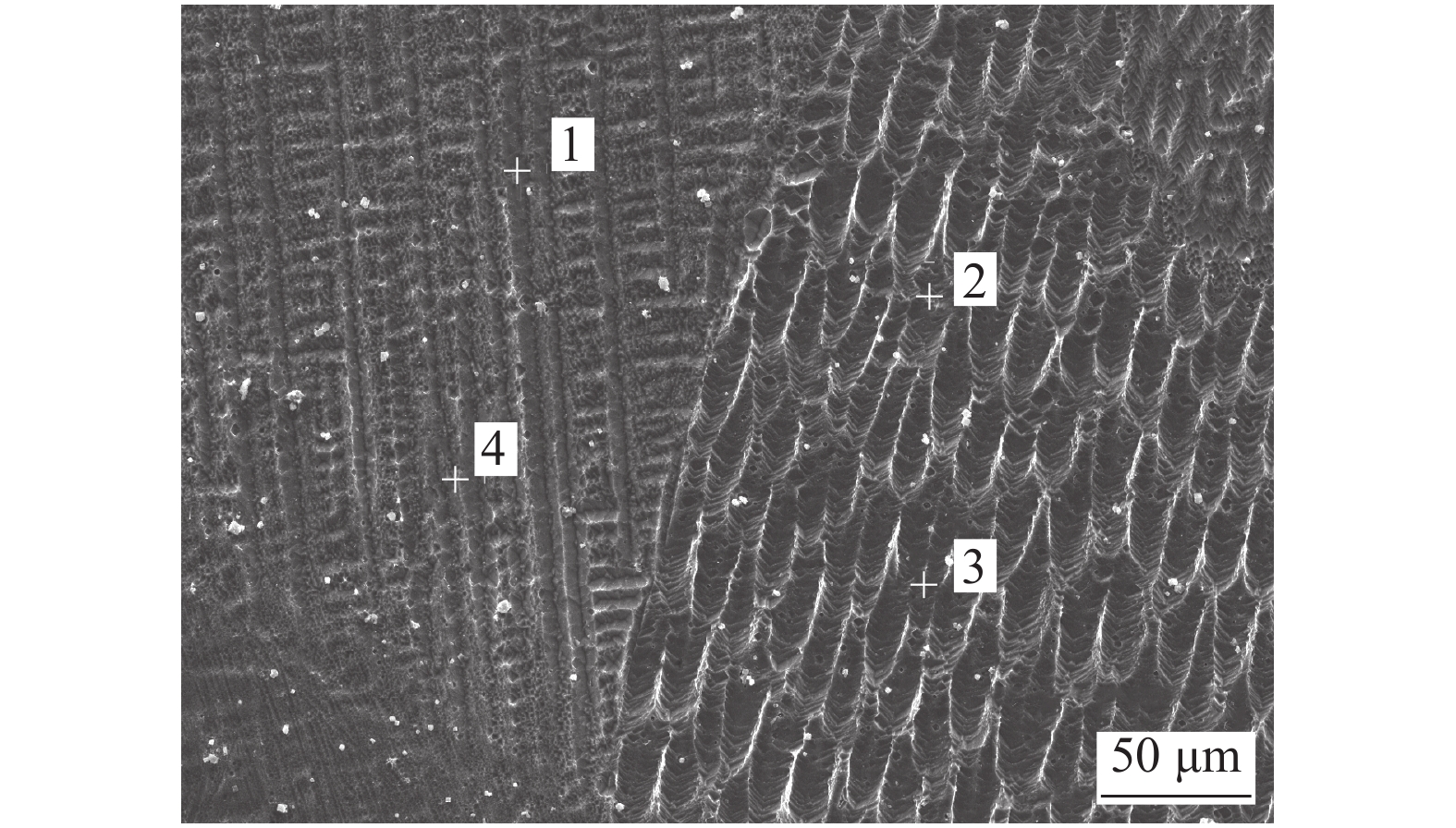
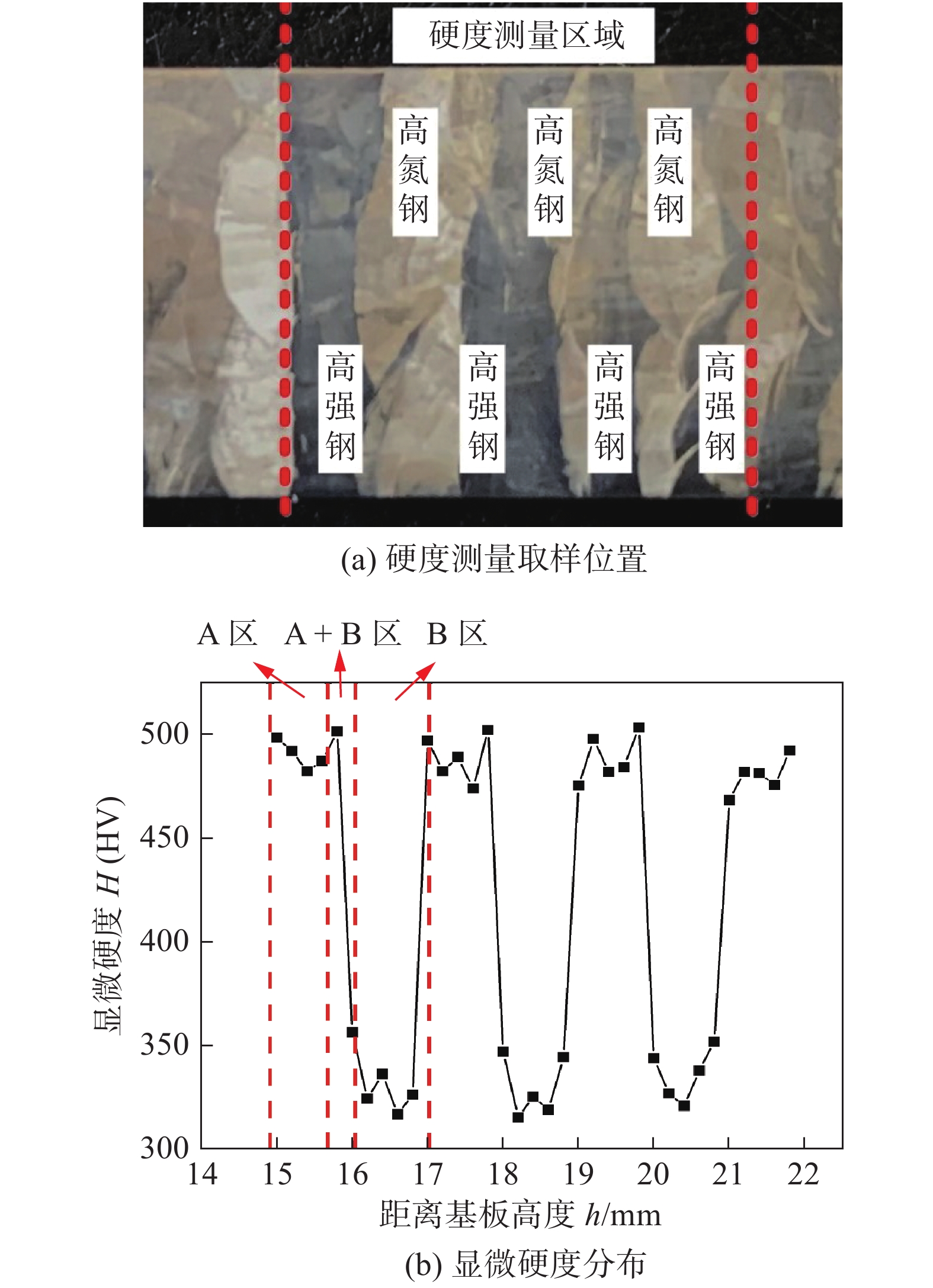
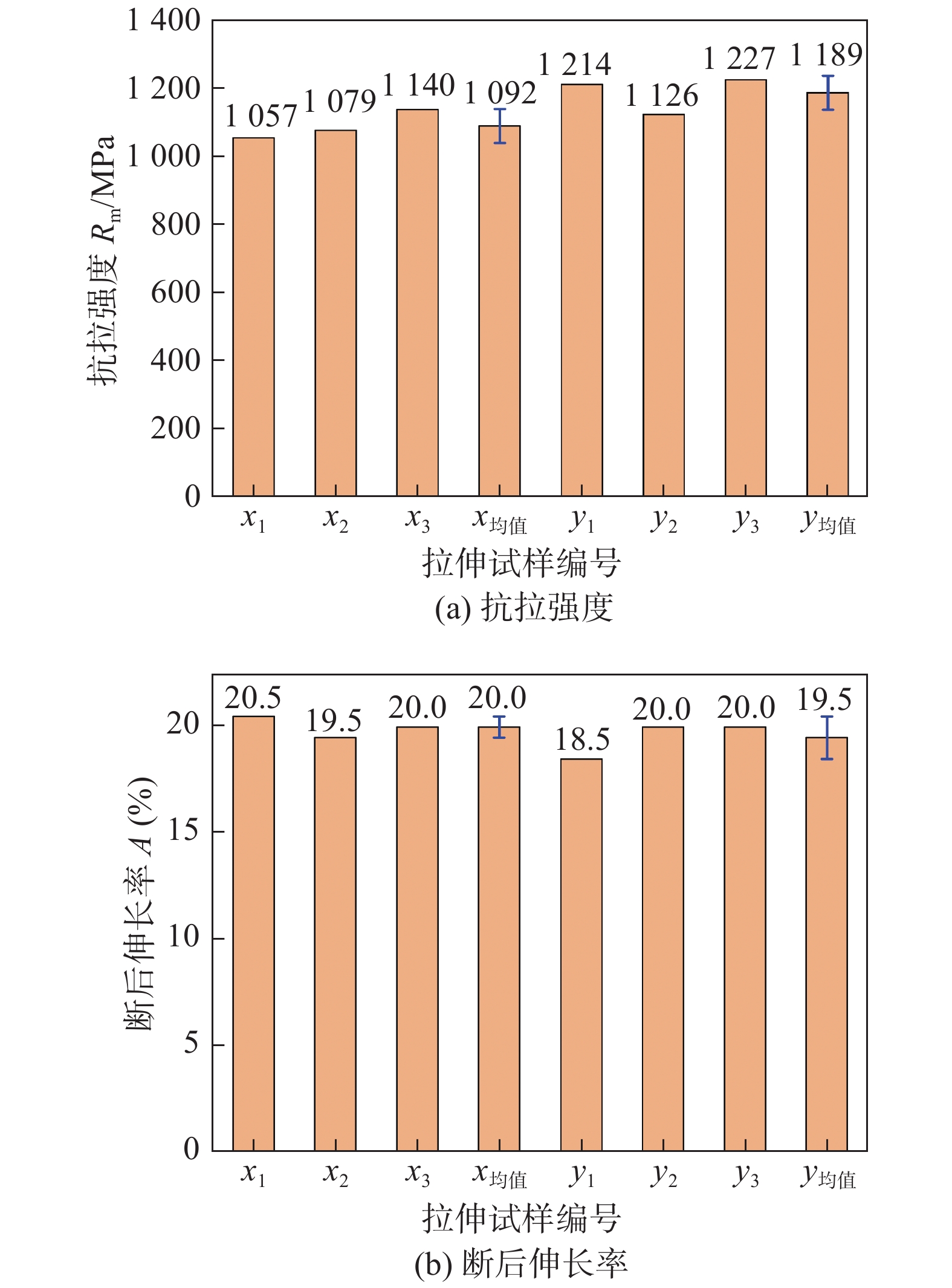
摘要: 以18Ni高强钢和高氮奥氏体不锈钢为丝材,采用等离子弧增材制造高强钢-高氮钢双金属交织结构,通过对高强钢-高氮钢双金属交织结构的微观组织观察、显微硬度及抗拉强度等力学性能试验研究了双金属交织结构的组织转变特征及其与力学性能关系. 结果表明,在高氮钢区域显微组织主要为奥氏体等轴晶及树枝晶,高强钢区域为板条状马氏体. 高强钢区域硬度变化范围为480 ~ 500 HV;高氮钢区域硬度变化范围为310 ~ 320 HV. 拉伸试验结果表明,交织结构在x向抗拉强度均值为1 092 MPa,略低于y向抗拉强度1 189 MPa;x向断后伸长率均值为20.0%,与y向断后伸长率19.5%相差不大;断口呈暗灰色、明显纤维状,分布有大量的等轴韧窝,韧窝尺寸大而深,断口边缘存在明显剪切唇区,属于韧性断裂.Abstract: Using 18Ni high strength steel and high nitrogen austenitic stainless steel as wires, bimetallic intertexture structure of high strength steel and high nitrogen steel was fabricated by plasma arc additive manufacturing. The microstructure and mechanical properties of bimetallic intertexture structure of high strength steel and high nitrogen steel were studied by microstructure observation, microhardness and tensile strength test. The results indicate that the microstructure in high nitrogen steel region are mainly equiaxed crystals and dendrite of austenite, the microstructure of high strength steel area is lath martensite. The hardness of the high strength steel area varies from 480 to 500 HV, the hardness of high nitrogen steel area varies from 310 to 320 HV. The tensile test results show that the average tensile strength of the intertexture structure in the x direction is 1 092 MPa, which is slightly less than the tensile strength in the y direction of 1 189 MPa. The average elongation after fracture in the x direction is 20.0%, which is not much different from the elongation after fracture in the y direction which is 19.5%. The fracture presents dark gray and obviously fibrous, with a large number of equiaxed dimples distributed, the dimples are large and deep, and there is an obvious shear lip area on the edge of the fracture, which is a ductile fracture.
-
0. 序言
异种金属复合结构在航空航天、海洋工程和轨道交通等领域得到广泛应用[1-3]. 铝/钛异种金属结构件结合铝合金和钛合金各自的性能优势,即兼具钛合金比强度和熔点高、耐腐蚀性好等优点,也兼具铝合金导电性强、导热性好等优点,使得铝/钛异种金属结构件具有广阔的应用前景[4]. 铝/钛异种金属在物理性能和冶金性能方面存在较大差异,在焊接接头往往会出现大量气孔、微裂纹和金属间化合物层,因此实现铝/钛可靠焊接是铝/钛复合结构工程应用的关键.
近几年,熔钎焊作为熔点差异较大的异种金属理想焊接方法之一受到国内外相关从业人员的广泛关注.目前国内外关于铝/钛异种金属熔钎焊技术主要包括激光熔钎焊接技术和电弧熔钎焊接技术[5-9].激光熔钎焊具有热源能量精准可控、光束灵活等特点,是熔钎焊常用的热源之一. 陈树海等人[10]采用矩形光斑CO2激光为热源,分析铝/钛异种金属激光熔钎焊气孔形成机制,结果表明,光束的偏移量及激光功率是影响气孔产生的主要原因. 兰天等人[11]利用激光深熔焊原理完成3 mm厚铝/钛异种金属激光熔钎焊接,结果表明,合理的控制焊接工艺参数可以实现铝/钛异种金属的优质连接.但激光熔钎焊为保证充分的界面反应,在焊接过程中需要较高的激光功率,较高的激光功率易产生液态金属在焊缝正面及背面铺展差的问题.电弧熔钎焊具有适应性强、成本低的优势,马志鹏等人[12]采用钨极氩弧熔钎焊技术研究焊接电流对焊接接头显微组织和力学性能的影响,结果表明,当焊接电流超过140 A时,会导致接头抗拉强度显著降低.孙军浩等人[13]采用冷金属过渡(cold metal transfer,CMT)技术实现铝/钛异种金属熔钎焊,结果表明,钎焊界面化合物生长均匀良好,接头断裂在铝母材的热影响区,最高抗拉强度达到198 MPa. 但CMT电弧熔钎焊因其熔深较小,使其应用在厚板焊接时受到限制,同时CMT电弧熔钎焊热输入较大,会加剧界面反应程度,进而降低接头性能.
根据激光熔钎焊和电弧熔钎焊的特点,将两者相结合提出激光-CMT复合熔钎焊. 将激光-CMT复合热源深熔钎焊应用于较厚的铝/钛异种金属焊接时,不仅能利用电弧的预热作用促进钎料向钛表面铺展实现较好的桥接,还可以通过激光的深熔焊机制实现较大的熔深,并且通过改变两个热源的相对空间位置,可以改变界面处的温度场分布,从而实现对界面化合物层均匀性的调控. 因此提出激光熔钎焊和激光-CMT复合熔钎焊两种焊接方法对5A06铝合金和Ti6Al4V钛合金进行焊接工艺开发,分析焊接工艺参数对焊接接头成形的影响规律,并对两种焊接接头的微观组织和力学性能进行对比分析.
1. 试验方法
焊接试验材料母材为5A06铝合金和Ti6Al4V钛合金,5A06铝合金平均抗拉强度为340 MPa,Ti6Al4V钛合金平均抗拉强度为950 MPa. 焊接试板尺寸为300 mm × 100 mm × 3 mm.焊丝为直径1.2 mm的ER4047,钎剂为粉状Nocolok钎剂,该钎剂是铝钎焊典型的高温无腐蚀性钎剂. 母材、焊丝和焊剂化学成分如表1、表2和表3所示. 保护气体为高纯氩气,试验设备采用Interpublic Group of Companies生产的YLR-6000连续型输出的光纤激光器、Fronius TPS4000焊机、KUKA机器人、自行设计的工装夹具,焊接示意图如图1所示. 焊接接头坡口示意图如图2所示.
表 1 铝合金母材和焊丝的化学成分(质量分数,%)Table 1. Chemical compositions of aluminium alloy base metal and welding wire材料 Mg Fe Si Zn Ti Mn Cu Al 5A06 5.82 0.35 0.072 0.011 0.022 0.69 0.026 余量 ER4047 0.014 0.20 11.22 0.005 — 0.006 0.007 余量 表 2 Ti6Al4V合金母材的化学成分(质量分数,%)Table 2. Chemical compositions of Ti6Al4V alloy base metalAl V Fe C N H O Ti 6.20 4.20 0.30 0.10 0.05 0.01 0.20 余量 表 3 Nocolok钎剂的化学成分(质量分数,%)Table 3. Chemical compositions of Nocolok fluxK Al F Fe Ca 28 ~ 31 16 ~ 18 49 ~ 53 ≤0.03 ≤0.2 ![]() 图 1 焊接示意图Figure 1. Welding schematic. (a) laser welding-brazing; (b) laser-CMT hybrid welding-brazing
图 1 焊接示意图Figure 1. Welding schematic. (a) laser welding-brazing; (b) laser-CMT hybrid welding-brazing施焊前,对5A06铝合金焊接试板机械加工打磨去除表面氧化膜,并用酒精清理坡口焊接区域的油污;对Ti6Al4V钛合金板用40%HNO3 + 5%HF水溶液酸洗3 ~ 5 min以去除氧化膜. 施焊前,需要对焊接区域的所有表面进行钎剂涂覆,待试件表面钎剂干燥后,即可进行焊接. 主要焊接工艺参数如表4所示.
表 4 焊接工艺参数Table 4. Welding parameters焊接方法 激光功率P/kW 光丝间距D/mm 离焦量f/mm 焊接速度v/( m·min−1) 送丝速度vf /( m·min−1) 激光熔钎焊 4 0 + 30 0.4 4 激光-CMT复合熔钎焊 1.4 3 + 30 1 6 按照GB/T 2651—2008《焊接接头拉伸试验方法》采用AG-X plus 型拉伸试验机进行室温拉伸试验,拉伸速率为1 mm/min. 金相试样经打磨、抛光、腐蚀后采用OLYMPUSGX71型光学显微镜(optical microscope,OM)、FEI Quanta-200 型扫描电子显微镜对焊接接头的微观组织进行观察和分析.
2. 试验结果与分析
2.1 激光/激光-CMT复合熔钎焊
2.1.1 激光熔钎焊
激光光斑中心对准Y形对接接头中部时,不同激光功率条件下焊接所得焊缝正面和背面成形如图3所示.由图3可知,当激光功率小于3.5 kW时,焊缝未熔透,同时由于激光能量不足以完全熔化快速送进的焊丝,在焊缝正面存在较多的未熔化焊丝夹杂. 而当激光功率达到4 kW时,激光能量大量熔化钛合金金属,钛合金熔融金属与铝合金焊丝、铝合金母材的熔融金属大量混合,从而形成大量脆性铝钛金属间化合物,导致焊缝熔透并开裂,无法得到连续的焊缝.
![]() 图 3 激光光斑不偏转对焊缝成形的影响Figure 3. Effect of non-deflection laser spot on weld formation. (a) laser power 2.5 kW; (b) laser power 3.5 kW; (c) laser power 4 kW
图 3 激光光斑不偏转对焊缝成形的影响Figure 3. Effect of non-deflection laser spot on weld formation. (a) laser power 2.5 kW; (b) laser power 3.5 kW; (c) laser power 4 kW激光光斑中心偏向Y形对接接头铝合金一侧0.5 mm时.不同激光功率及焊接速度条件下焊接所得的焊缝正面和背面成形如图4所示. 焊接速度为0.5 m/min保持不变,对比图4a和图4b可以发现,激光功率为3.8 kW仍无法获得熔透的焊缝且焊缝正面成形不连续;激光功率为4 kW虽然可以获得完全熔透的焊缝,但焊缝正面、背面成形连续性、稳定性较差,同时钛合金一侧焊缝背面铺展较少.当激光功率为4 kW,适当减小焊接速度至0.4 m/min,提高焊接热输入,可以获得成形连续、稳定的焊接焊缝,如图4c所示,其焊缝成形最优.
![]() 图 4 激光光斑偏向铝合金对焊缝成形的影响Figure 4. Effect of laser spot bias to aluminum alloy on weld formation. (a) laser power 3.8 kW, welding speed 0.5 m/min; (b) laser power 4 kW, welding speed 0.5 m/min; (c) laser power 4 kW, welding speed 0.4 m/min
图 4 激光光斑偏向铝合金对焊缝成形的影响Figure 4. Effect of laser spot bias to aluminum alloy on weld formation. (a) laser power 3.8 kW, welding speed 0.5 m/min; (b) laser power 4 kW, welding speed 0.5 m/min; (c) laser power 4 kW, welding speed 0.4 m/min2.1.2 激光-CMT复合熔钎焊
激光光斑中心对准Y形对接接头中部,当对接间隙为0.5 mm时,不同激光功率条件下焊接所得焊缝正面和背面成形如图5所示. 当对接间隙较大时,焊缝正面、背面成形连续性较差;同时随着激光功率的增大,焊缝正面下凹深度增大;随着激光功率的减小,钛合金一侧焊缝金属铺展宽度减小.
![]() 图 5 激光功率对焊缝成形的影响Figure 5. Effect of laser power on weld formation. (a) laser power 1.8 kW; (b) laser power 1.6 kW; (c) laser power 1.4 kW
图 5 激光功率对焊缝成形的影响Figure 5. Effect of laser power on weld formation. (a) laser power 1.8 kW; (b) laser power 1.6 kW; (c) laser power 1.4 kW激光光斑中心对准Y形对接接头中部,当激光功率为1.4 kW时,不同对接间隙条件下焊接所得焊缝正面、背面成形如图6所示.由图6可知,当对接间隙低于0.2 mm时,容易获得成形连续、稳定的焊缝;同时,钛合金一侧焊缝金属铺展宽度较大. 其中,间隙为0.2 mm时的焊缝成形最优,同时钛合金一侧焊缝金属铺展宽度最大.
![]() 图 6 坡口间隙对焊缝成形的影响Figure 6. Effect of groove gap on weld formation. (a) groove gap 0.2 mm; (b) groove gap 0 mm
图 6 坡口间隙对焊缝成形的影响Figure 6. Effect of groove gap on weld formation. (a) groove gap 0.2 mm; (b) groove gap 0 mm2.2 焊接接头微观组织与力学性能
2.2.1 焊接接头显微组织分析
图7为母材5A06铝合金和Ti6Al4V钛合金的微观组织. 其中5A06属于Al-Mg系合金,为非时效强化铝合金,常温下5A06铝合金组织为α固溶体和β相(Al3Mg2)及弥散分布的二次强化相β'(Mg23Al30);Ti6Al4V合金属于α + β双相钛合金.
![]() 图 7 母材微观组织Figure 7. Microstructure of base metal. (a) 5A06 aluminum alloy; (b) Ti6Al4V titanium alloy
图 7 母材微观组织Figure 7. Microstructure of base metal. (a) 5A06 aluminum alloy; (b) Ti6Al4V titanium alloy图8和图9分别为激光熔钎焊和激光-CMT复合熔钎焊焊接接头不同区域微观组织. 如图8a和图9a所示,对激光熔钎焊和激光-CMT复合熔钎焊焊接接头各区域(焊缝中部1区、铝合金中部熔合区2区、钛合金上表面焊缝金属铺展区3区、钛合金中部熔合区4区、钛合金下表面焊缝金属铺展区5区)进行微观组织分析;从焊接接头截面可知,接头具有熔焊与钎焊双重性质,低熔点5A06铝合金母材局部熔化,高熔点Ti6Al4V钛合金母材与焊缝形成钎焊界面. 如图8b和图9b所示,激光熔钎焊和激光-CMT复合熔钎焊焊接接头焊缝区中部组织均为α-Al固溶体 + Al-Si共晶组织. 如图8c和图9c所示,对激光熔钎焊和激光-CMT复合熔钎焊焊接接头铝合金中部熔合区组织均为α-Al固溶体 + 块状析出物,块状析出物略有母材的原始带状分布特征.如图8d ~ 图8f所示,激光熔钎焊钛合金一侧的钎焊接头在热源作用下钛合金母材与熔融金属发生相互作用形成金属间化合物.激光熔钎焊钛合金界面存在是锯齿状的钎焊界面反应层,且沿厚度方向上(焊缝上表面至下表面)界面反应层厚度减小.在钛合金上表面焊缝金属铺展区,界面反应层最厚,但其厚度小于10 μm,一般呈锯齿状,在钛合金中部熔合区,界面反应层厚度小于5 μm,在近钛合金背面焊缝熔合区及钛合金下表面焊缝金属铺展区,其界面反应较弱,反应层较薄,界面反应层厚度小于2 μm,一般呈胞状. 如图9d ~ 图9f所示,激光-CMT复合熔钎焊在钛合金上表面焊缝金属铺展区,界面反应层最厚,但其厚度小于6 μm,一般层片状,在钛合金中部熔合区,界面反应层厚度小于3 μm,在近钛合金下表面焊缝熔合区及钛合金下表面焊缝金属铺展区,其界面反应较弱,反应层较薄,界面反应层厚度小于2 μm,一般呈胞状.上述激光熔钎焊和激光-CMT复合熔钎焊接头界面反应层厚度均是从焊缝上表面到下表面依次降低,可能是因为焊缝上表面温度较高,同时凝固时间较长给予界面充足的反应时间,所以在焊缝上表面界面反应层厚度最厚.上述激光熔钎焊和激光-CMT复合熔钎焊焊接接头不同区域界面反应层厚度差异可能是因为激光-CMT复合熔钎焊焊接速度过快,熔池凝固时间较短,界面没有充分的时间进行反应,从而导致界面反应层厚度较薄.
![]() 图 8 激光熔钎焊接头的微观组织Figure 8. Microstructure of laser welding-brazing joint. (a) microstructure analysis zone of welded joint; (b) zone 1 in central weld; (c) zone 2 in central fusion zone of aluminum alloy; (d) spreading zone 3 on the weld upper surface of titanium alloy front weld spreading; (e) zone 4 in the central fusion zone of titanium alloy; (f) spreading zone 5 on the weld back of titanium alloy
图 8 激光熔钎焊接头的微观组织Figure 8. Microstructure of laser welding-brazing joint. (a) microstructure analysis zone of welded joint; (b) zone 1 in central weld; (c) zone 2 in central fusion zone of aluminum alloy; (d) spreading zone 3 on the weld upper surface of titanium alloy front weld spreading; (e) zone 4 in the central fusion zone of titanium alloy; (f) spreading zone 5 on the weld back of titanium alloy![]() 图 9 激光-CMT复合熔钎焊接头的微观组织Figure 9. Microstructure of laser-CMT hybrid welding-brazing joint. (a) microstructure analysis zone of welded joint; (b) zone 1 in central weld; (c) zone 2 in central fusion zone of aluminum alloy; (d) spreading zone 3 on the weld upper surface of titanium alloy; (e) zone 4 in the central fusion zone of titanium alloy; (f) spreading zone 5 on the weld back of titanium alloy
图 9 激光-CMT复合熔钎焊接头的微观组织Figure 9. Microstructure of laser-CMT hybrid welding-brazing joint. (a) microstructure analysis zone of welded joint; (b) zone 1 in central weld; (c) zone 2 in central fusion zone of aluminum alloy; (d) spreading zone 3 on the weld upper surface of titanium alloy; (e) zone 4 in the central fusion zone of titanium alloy; (f) spreading zone 5 on the weld back of titanium alloy2.2.2 焊接接头微观物相分析
对激光熔钎焊和激光-CMT复合熔钎焊焊缝金属与钛合金母材之间的钎焊界面进行SEM分析,为了进一步分析界面反应层,对其进行线扫描,其结果如图10所示. 激光熔钎焊的钎焊界面金属间化合物层为锯齿状,金属间化合物层大体分为芽状的非连续层和絮状连续层,连续层最大厚度小于5 μm,如图10a所示. 激光-CMT复合熔钎焊的钎焊界面金属间化合物层为层片状,连续层最大厚度小于3 μm,如图10b所示. 激光熔钎焊和激光-CMT复合熔钎焊Al,Ti和Si元素在金属间化合物层内各区域质量浓度有所差异,局部呈台阶分布. Al和Ti元素在界面渐变过程十分明显,Si元素在界面层偏铝一侧出现富集现象.因此在界面区靠近钛侧易形成AlTi金属间化合物,而界面靠近焊缝侧易形成Al3Ti,TiSi2等金属间化合物.
![]() 图 10 偏钛侧钎焊界面反应层SEM图像Figure 10. SEM image of interface reaction layer of titanium side brazing. (a) laser welding-brazing; (b) laser-CMT hybrid welding-brazing
图 10 偏钛侧钎焊界面反应层SEM图像Figure 10. SEM image of interface reaction layer of titanium side brazing. (a) laser welding-brazing; (b) laser-CMT hybrid welding-brazing2.2.3 焊接接头拉伸性能测试和断口分析
激光熔钎焊和激光-CMT复合熔钎焊焊接接头力学性能如表5所示. 激光熔钎焊的断裂位置为焊缝区,焊接接头的平均抗拉强度为252 MPa;激光-CMT复合熔钎焊的断裂位置为焊缝区,焊接接头平均抗拉强度为209 MPa,激光熔钎焊焊接接头比激光-CMT复合熔钎焊强度高20%. 上述结果可能是因为与激光熔钎焊相比激光-CMT复合熔钎焊焊接速度较快,导致界面反应不充分,相比激光熔钎焊界面反应层厚度较薄,从而导致接头力学性能降低.
表 5 拉伸试验结果Table 5. Results of tensile test焊接方法 抗拉强度Rm/MPa 断裂位置 实测值 平均值 激光熔钎焊 264,226,265 252 焊缝 激光-CMT复合熔钎焊 187,204,236 209 焊缝 图11和图12分别为激光熔钎焊和激光-CMT复合熔钎焊焊缝断口扫描形貌. 激光熔钎焊和激光-CMT复合熔钎焊,断口均为典型的撕裂棱,撕裂棱深度大,有少量韧窝,断裂发生在金属内部.上述结果可能是因为在焊缝处应力集中,界面反应层厚度沿厚度方向减少,焊缝底部反应不充分,金属化合物层较小,在受外部载荷的作用下易生成裂纹[14];并且焊缝主要为Al-Si共晶组织,裂纹易于在Al-Si共晶组织扩展,因此断口呈一定脆性特征.
![]() 图 11 激光熔钎焊拉伸断口SEM形貌Figure 11. SEM images of tensile fracture of laser welding-brazing
图 11 激光熔钎焊拉伸断口SEM形貌Figure 11. SEM images of tensile fracture of laser welding-brazing![]() 图 12 激光-CMT复合熔钎焊拉伸断口SEM形貌Figure 12. Fracture morphology of laser-CMT hybrid welding-brazing
图 12 激光-CMT复合熔钎焊拉伸断口SEM形貌Figure 12. Fracture morphology of laser-CMT hybrid welding-brazing3. 结论
(1) 激光熔钎焊和激光-CMT复合熔钎焊均获得连续、稳定的焊接接头;激光-CMT复合熔钎焊比激光熔钎焊效率提升约1.5倍.
(2) 激光熔钎焊钛合金上表面焊缝金属铺展区界面反应层最厚,但其厚度小于10 μm,一般呈锯齿状;激光-CMT复合熔钎焊上表面所得的界面反应层厚度小于6 μm,一般呈层片状.
(3) 激光熔钎焊和激光-CMT复合熔钎焊焊缝组织均为α-Al固溶体 + Al-Si共晶组织.激光熔钎焊和激光-CMT复合熔钎焊焊接接头均断裂在焊缝区,焊接接头平均抗拉强度分别为252和209 MPa,激光熔钎焊接头的抗拉强度比激光-CMT复合熔钎焊的抗拉强度高20%.
-
![]()
图 1 双金属交织结构示意图
Figure 1. Schematic diagram of bimetallic intertexture structure. (a) path of additive manufacturing; (b) macroscopic morphology
![]()
图 2 双金属交织结构各区域金相组织
Figure 2. Metallographic structure of each area of bimetallic intertexture structure. (a) high nitrogen steel; (b) high strength steel; (c) bimetallic intertexture interface
![]()
图 5 交织结构硬度测试位置及分布
Figure 5. Hardness test position and distribution of intertexture structure. (a) hardness test position; (b) microhardness distribution
![]()
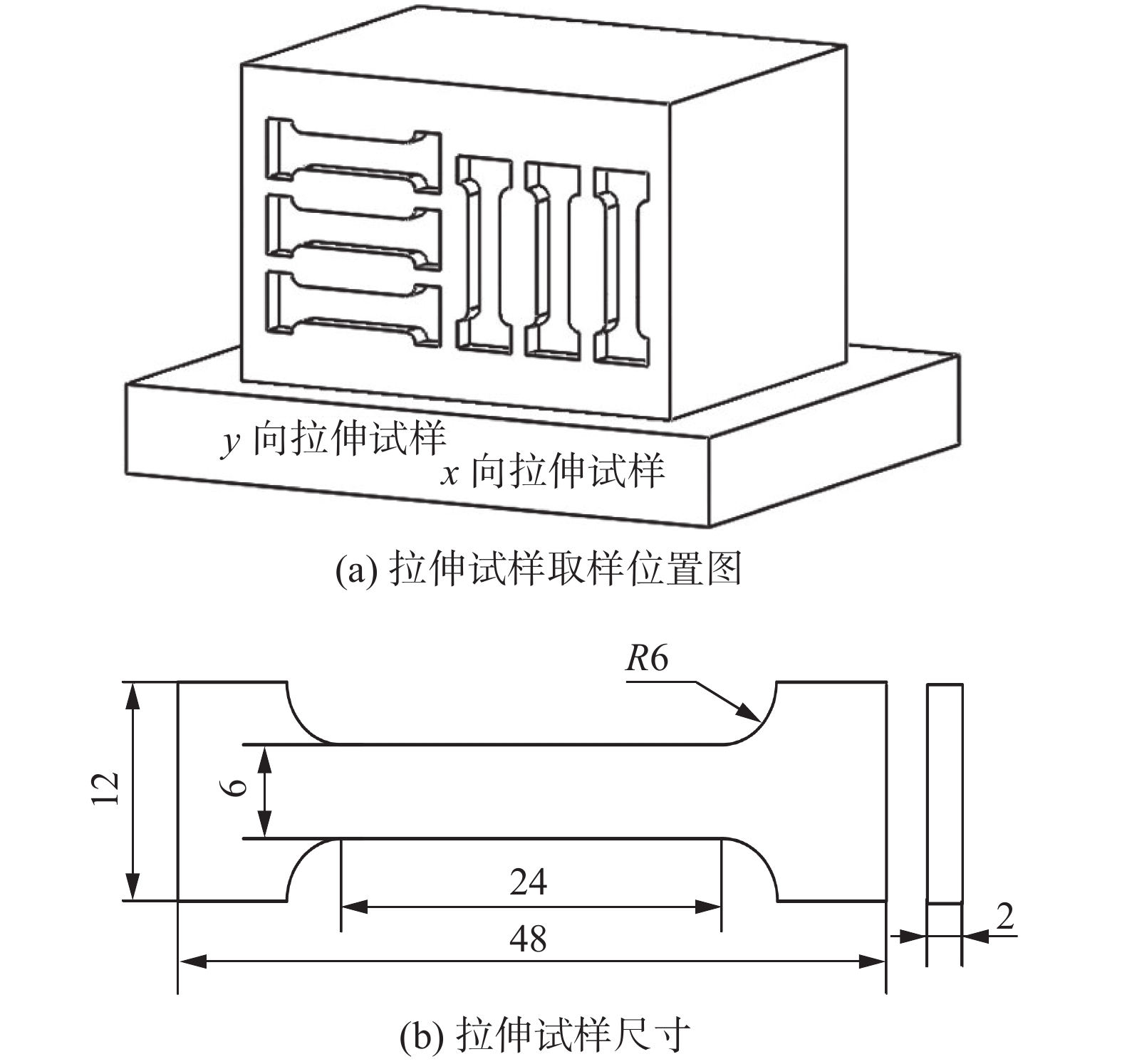
图 6 双金属交织结构拉伸取样及尺寸(mm)
Figure 6. Sampling location and dimension of bimetallic intertexture structure. (a) sampling location of tensile specimen; (b) dimension of tensile specimen
![]()
图 7 增材样件的拉伸结果
Figure 7. Tensile test results of additive manufacturing samples. (a) tensile strength; (b) elongation after fracture
![]()
图 8 拉伸试样的断口形貌
Figure 8. Fracture morphology of tensile specimen. (a) macro morphology; (b) micro morphology
表 1 丝材与基板化学元素组成(质量分数,%)
Table 1 Chemical component of wire and substrate
材料 Ni Mo Co Cr N Mn Ti C Fe 基板 8.0 — — 18 — 2.0 — 0.08 余量 丝材1 5.37 2.38 — 21 0.58 6.85 — 0.027 余量 丝材2 18 4.6 11.5 — — 0.1 1.3 0.03 余量  下载: 导出CSV
下载: 导出CSV
表 2 等离子弧增材工艺参数
Table 2 Parameters of plasma arc additive manufacturing
增材电流I/A 增材速度v/(cm·min−1) 送丝速度v1/(m·min−1) 离子气流量Q1/(L·min−1) 保护气体流量Q/(L·min−1) 离子气及保护气类型 120 20 0.8 1.2 19 纯Ar
下载: 导出CSV
表 3 各点化学元素组成(原子分数,%)
Table 3 Chemical element component of each point
位置 Ni Mo Co Cr Mn Ti Fe 1 18.18 4.71 11.71 — — 1.15 63.09 2 6.37 2.38 — 20.97 6.81 — 62.09 3 4.24 4.51 — 22.76 5.74 — 60.12 4 19.56 5.24 12.01 — — 1.45 61.37
下载: 导出CSV
-
[1] 杨东青, 熊涵英, 黄勇, 等. 高氮奥氏体焊丝焊接超高强钢接头组织和性能[J]. 焊接学报, 2020, 41(12): 44 − 48. doi: 10.12073/j.hjxb.20200830001 Yang Dongqing, Xiong Hanying, Hunag Yong, et al. Microstructure and properties of ultra-high strength steel joints welded with high nitrogen austenite wire[J]. Transactions of the China Welding Institution, 2020, 41(12): 44 − 48. doi: 10.12073/j.hjxb.20200830001
[2] Rajkumar V, Arivazhagan N. Role of pulsed current on metallurgical and mechanical properties of dissimilar metal gas tungsten arc welding of maraging steel to low alloy steel[J]. Materials and Design, 2014, 63: 69 − 82. doi: 10.1016/j.matdes.2014.05.055
[3] 明珠, 王克鸿, 王伟, 等. 焊丝含氮量及焊接电流对高氮钢焊缝组织和性能影响[J]. 焊接学报, 2019, 40(1): 104 − 108. doi: 10.12073/j.hjxb.2019400021 Ming Zhu, Wang Kehong, Wang Wei, et al. Effects of nitrogen content and welding current on microstructure and properties of the weld of high nitrogen austenite steel[J]. Transactions of the China Welding Institution, 2019, 40(1): 104 − 108. doi: 10.12073/j.hjxb.2019400021
[4] Korobeinikov I, Perminov A, Heller H P, et al. Inert gas atomization of high-nitrogen TRIP-steels[J]. Advanced Engineering Materials, 2019, 21(5): 89 − 97.
[5] Zhang Xiaoyong, Zhou Qi, Wang Kehong, et al. Study on microstructure and tensile properties of high nitrogen Cr-Mn steel processed by CMT wire and arc additive manufacturing[J]. Materials and Design, 2019, 166: 1 − 15.
[6] 李冬杰, 陆善平, 李殿中, 等. 高氮钢焊缝的组织和冲击性能研究[J]. 金属学报, 2013, 49(2): 129 − 136. doi: 10.3724/SP.J.1037.2012.00514 Li Dongjie, Lu Shanping, Li Dianzhong, et al. Research on microstructure and impact performance of high nitrogen steel weld[J]. Acta Metallurgica Sinica, 2013, 49(2): 129 − 136. doi: 10.3724/SP.J.1037.2012.00514
[7] Sun Qingjie, Sang Haibo, Liu Yibo, et al. Cross section scan trace planning based on arc additive manufacturing[J]. China Welding, 2019, 28(4): 16 − 21.
[8] Cunningham C R, Flynn J M, Shokrani A, et al. Strategies and processes for high quality wire arc additive manufacturing[J]. Additive Manufacturing, 2018, 22: 672 − 686. doi: 10.1016/j.addma.2018.06.020
[9] Hoefer K, Mayr P. 3DPMD-arc-based additive manufacturing with titanium powder as raw material[J]. China Welding, 2019, 28(1): 11 − 15.
[10] 刘东宇, 李东, 李凯斌, 等. E36 与 304 电子束焊接接头的组织及性能[J]. 航天制造技术, 2014(6): 29 − 33. Liu Dongyu, Li Dong, Li Kaibin, et al. Microstructure and properties of welded joint of E36 steel and 304 stainless steel by electron beam welding[J]. Aeronautical Manufacturing Technology, 2014(6): 29 − 33.
[11] Li J, Li H, Liang Y, et al. The microstructure and mechanical properties of multi-strand, composite welding-wire welded joints of high nitrogen austenitic stainless steel[J]. Materials, 2019, 12(18): 2944 − 2951. doi: 10.3390/ma12182944
[12] 曹嘉明. 电弧熔丝增材制造高强钢零件工艺基础研究[D]. 武汉: 华中科技大学, 2017. Cao Jiaming. Fundamental research on arc fuse additive manufacturing process of high strength steel parts[D]. Wuhan: Huazhong University of Science and Technology, 2017.
-
期刊类型引用(8)
1. 吴佳伟,李昊岳,夏鸿博,焦俊科. 不同Si元素含量铝/钛激光熔钎焊界面微观结构和断裂行为. 焊接学报. 2025(02): 136-144 .  本站查看
本站查看
2. 龙伟民,乔瑞林,秦建,宋晓国,李鹏远,樊喜刚,刘代军. 异质材料钎焊技术与应用研究进展. 焊接学报. 2025(04): 1-21 . 本站查看
3. 张杰,徐建洲,谢宇航,张佳,黄健康. 铜/钛异种金属激光焊接头组织及力学性能. 焊接. 2024(07): 23-28+37 . 百度学术
4. 马志华,李娜,康胜强. 铝与异种金属激光焊接研究进展. 金属加工(热加工). 2024(08): 58-65 . 百度学术
5. 崔东升,王景,于卓立,李罡,祝士博,张清扬,邱然锋. 钛/铝异种金属熔钎焊工艺的研究进展. 材料热处理学报. 2024(12): 10-19 . 百度学术
6. 康蕾,刘飞,陈韬. 1050A纯铝/TA15钛合金异种金属冷焊接头组织与性能. 焊接. 2024(12): 61-66 . 百度学术
7. 他进国,薛诚,蒋成燕,王旭东,贾浩,费文龙. 基于添加中间层Zn的铝/镁合金冷金属过渡焊工艺与性能研究. 焊接. 2024(12): 56-60 . 百度学术
8. 李星燃,刘政麟,姜鹏飞,聂明皓,张志辉. 激光增材制造Ti6Al4V/NiTi仿生功能梯度材料的界面特征及性能. 焊接学报. 2023(10): 27-33+134 . 本站查看
其他类型引用(1)
















计量
- 文章访问数: 485
- HTML全文浏览量: 32
- PDF下载量: 57
- 被引次数: 9
