
Microstructure and mechanical properties of 18 Ni maraging steel deposited by gas metal arc additive manufacturing
-
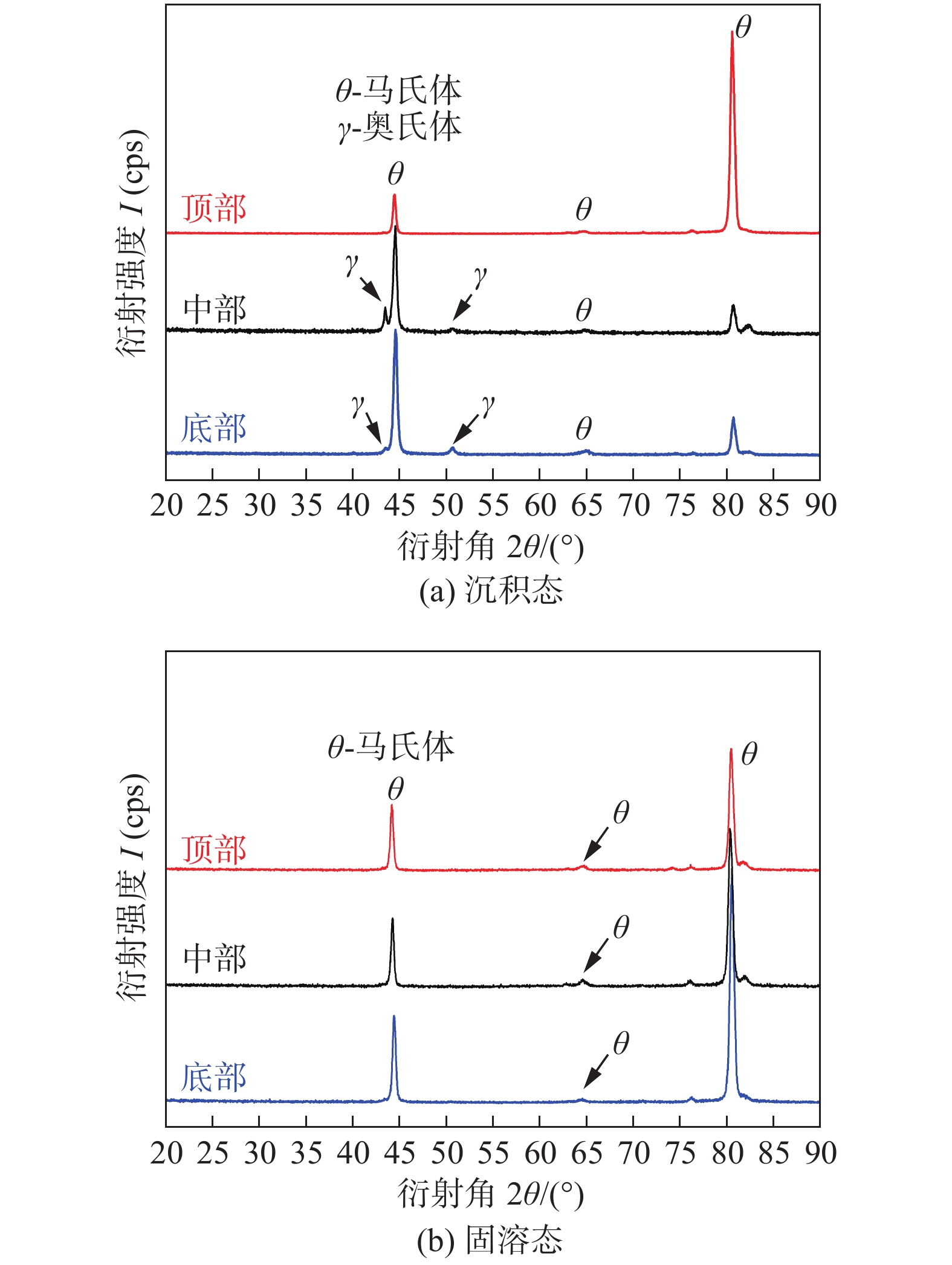
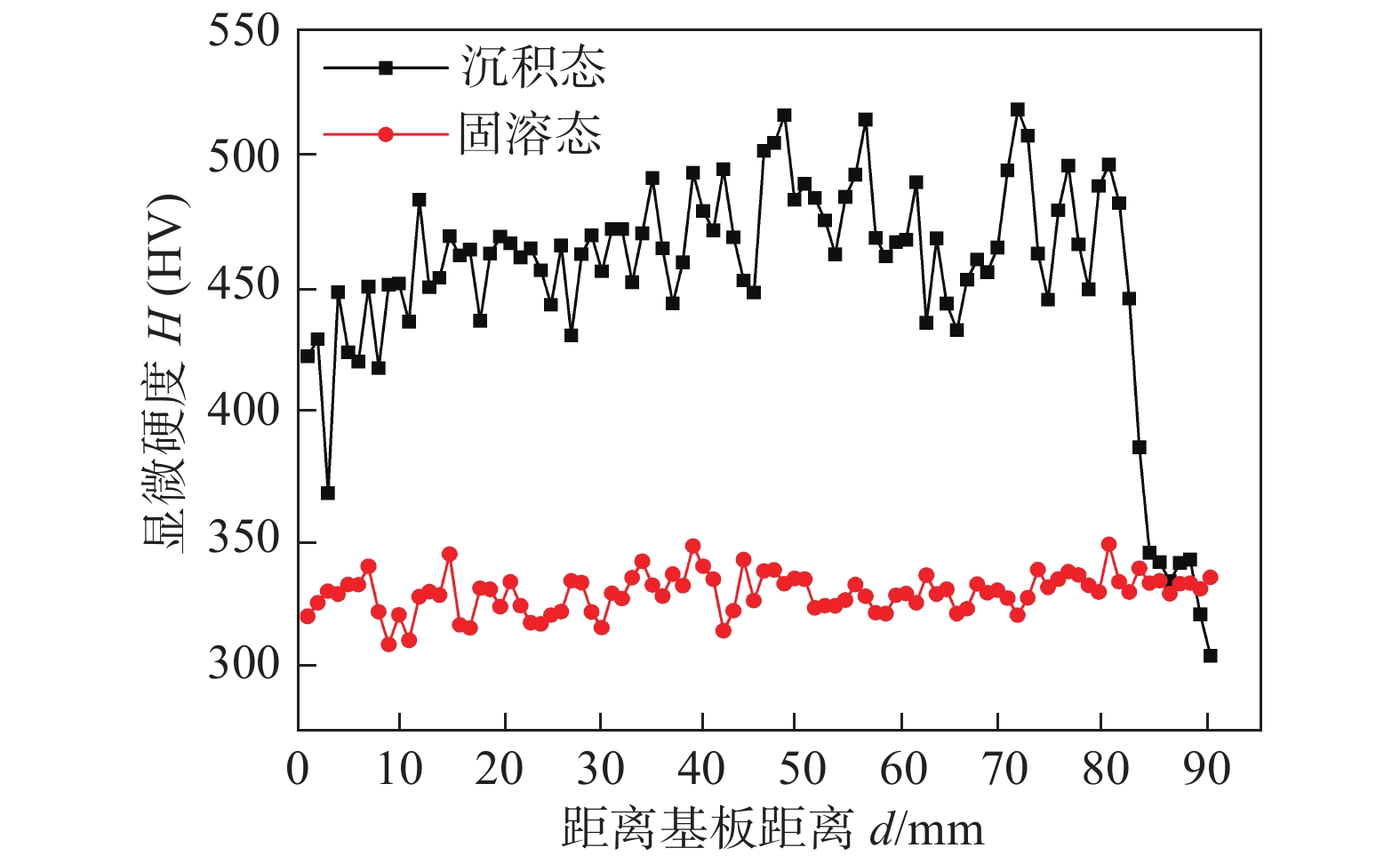
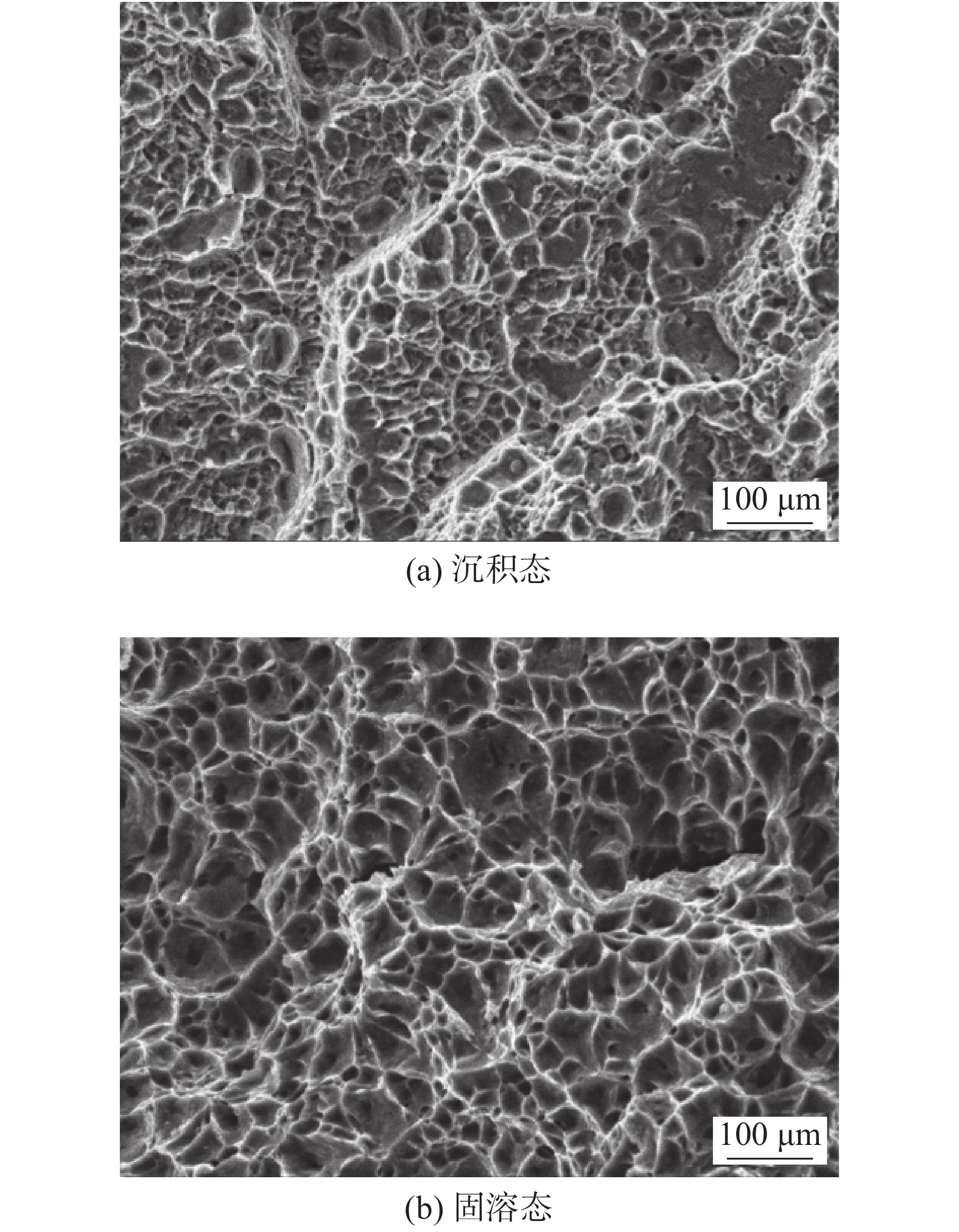
摘要: 采用熔化极电弧增材工艺制备了成形良好的18Ni马氏体钢单墙体,研究了增材构件热处理前、后的组织力学性能. 结果表明,增材构件的微观组织主要是柱状树枝晶,沉积态增材构件组织和力学性能存在局部差异:构件组织顶部为马氏体,硬度平均值为360 HV;中部和底部区域则为马氏体和奥氏体且中部硬度平均值为468 HV,略高于底部硬度平均值437 HV;构件纵向抗拉强度(1375 MPa)高出横向抗拉强度(1072 MPa)约28.3%,对应的断后伸长率分别为1.1%和0.8%. 对增材构件进行825 ℃保温1 h的固溶热处理后,析出相重新溶入奥氏体,构件组织转变为马氏体,硬度值下降(平均值为328 HV),变化波动小;纵向和横向抗拉强度相当,分别为1025 MPa和1034 MPa,断后伸长率分别为6%和14%.Abstract: A well formed 18Ni maraging steel thin-walled part was prepared by the gas metal arc additive manufactring. The microstructure and mechanical properties of the as-deposited and heat treated component were studied. The results showed that the microstructure of the component was mainly cellular dendrite, and the microstructure and mechanical properties of the as-built component in different positions were various: the top of the thin-wall was martensite, and the average hardness was 360 HV. The hardness of the middle part was 468 HV, slightly higher than that of the bottom part (437 HV). The tensile strength of the component (1375 MPa) in the vertical direction was about 28.3% higher than it in the horizontal direction (1072 MPa), and the corresponding elongation was 1.1% and 0.8% respectively. After the solution heat treatment at 825 ℃ for 1 h, the precipitates of the part were remelted into austenite and the hardness decreased (the average value was 328 HV) with little variation. The tensile strength in the vertical direction (1025 MPa) were equivalent the horizontal direction (1034 MPa) and the elongation was 6% and 14%, respectively.
-
-
![]()
图 3 马氏体时效钢增材件不同位置显微组织
Figure 3. Microstructure of maraging steel parts at different position. (a) top microstructure of the as-deposited sample; (b) middle microstructure of the as-deposited sample; (c) bottom microstructure of the as-deposited sample; (d) top microstructure of the solution-treated sample; (e) middle microstructure of the solution-treated sample; (f) bottom microstructure of the solution-treated sample
![]()
图 4 单墙体XRD衍射结果
Figure 4. XRD diffraction result of thin-walled part. (a) as-deposited sample; (b) solution-treated sample
![]()
图 7 拉伸件断口形貌
Figure 7. Fracture morphologies of the specimens. (a) as-deposited sample; (b) solution-treated sample
表 1 丝材与基板化学元素组成(质量分数,%)
Table 1 Chemical component of wire and substrate
材料 C Ni Cr Co Mo Ti Al Mn Si Fe 丝材 0.008 18 — 12 4.0 1.6 0.1 — — 余量 基板 0.019 13.4 16.9 — 2.67 — — 1.97 0.69 余量  下载: 导出CSV
下载: 导出CSV
-
[1] Li Y C, Yan W, Cotton J D, et al. A new 1.9 GPa maraging stainless steel strengthened by multiple precipitating species[J]. Materials and Design, 2015, 82: 56 − 63. doi: 10.1016/j.matdes.2015.05.042
[2] Rajkumar V, Arivazhagan N. Role of pulsed current on metallurgical and mechanical properties of dissimilar metal gas tungsten arc welding of maraging steel to low alloy steel[J]. Materials and Designr, 2014, 63: 69 − 82. doi: 10.1016/j.matdes.2014.05.055
[3] 党晓玲, 王婧. 增材制造技术国内外研究现状与展望[J]. 航空精密制造技术, 2020, 56(02): 35 − 38. doi: 10.3969/j.issn.1003-5451.2020.02.009 Dang Xiaoling, Wang Jing. Research status and prospects of additive manufacturing technology at home and abroad[J]. Aviation Precision Manufacturing Technology, 2020, 56(02): 35 − 38. doi: 10.3969/j.issn.1003-5451.2020.02.009
[4] 王天琪, 李天旭, 李亮玉, 等. 复杂结构薄壁件电弧增材制造离线编程技术[J]. 焊接学报, 2019, 40(5): 46 − 47. Wang Tianqi, Li Tianxu, Li Yuliang, et al. Off-line programming technology for arc additive manufacturing of thin-walled components with complex structures[J]. Transactions of the China Welding Institution, 2019, 40(5): 46 − 47.
[5] Kempen K, Yasa E, Thijs L, et al. Microstructure and mechanical properties of selective laser melted 18Ni-300 steel[J]. Physics Procedia, 2011, 12(Part A): 255 − 263.
[6] Casati R, Lemke J, Tuissi A, et al. Aging behaviour and mechanical performance of 18-Ni 300 steel processed by selective laser melting[J]. Molecular Diversity Preservation International, 2016, 6(9): 2 − 18.
[7] Bai Y C, Yang Y Q, Wang, et al. Influence mechanism of parameters process and mechanical properties evolution mechanism of maraging steel 300 by selective laser melting[J]. Materials Science & Engineering A, 2017, 703(Supplement C): 116 − 123.
[8] 王钰, 王凯, 丁东红, 等. 金属熔丝增材制造技术的研究现状与展望[J]. 电焊机, 2019, 49(1): 69 − 77. Wang Yu, Wang Kai, Ding Donghong, et al. Research status and prospect of metal wire additive manufacturing technology[J]. Electric Welding Machine, 2019, 49(1): 69 − 77.
[9] Xu Xiangfang, Gangulya Supriyo, Dinga Jialuo, et al. Microstructural evolution and mechanical properties of maraging steel produced by wire + arc additive manufacture process[J]. Materials Characterization, 2018, 143: 152 − 162. doi: 10.1016/j.matchar.2017.12.002
[10] 勾健, 王志江, 胡绳荪, 等. CMT+P过程及后热处理对TC4钛合金增材构件组织和性能影响[J]. 焊接学报, 2019, 40(12): 31 − 35. Gou Jian, Wang Zhijiang, Hu Shengsun, et al. Effects of CMT+P process and post heat treatment on microstructure and properties of TC4 component by additive manufacturing[J]. Transactions of the China Welding Institution, 2019, 40(12): 31 − 35.
[11] 冯英超, 刘金平, 王世杰, 等. 固溶处理对Inconel 625合金电弧增材组织的影响[J]. 焊接学报, 2018, 39(6): 81 − 85. Feng Yingcao, Liu Jinping, Wang Shijie, et al. Effect of solution treatment on the microstructure of Inconel 625 alloy fabricated by arc additive manufacturing[J]. Transactions of the China Welding Institution, 2018, 39(6): 81 − 85.



计量
- 文章访问数: 608
- HTML全文浏览量: 50
- PDF下载量: 65
