
Laser Welding of T91 Martensite Heat-resistant Steel with Feeding Wire
-
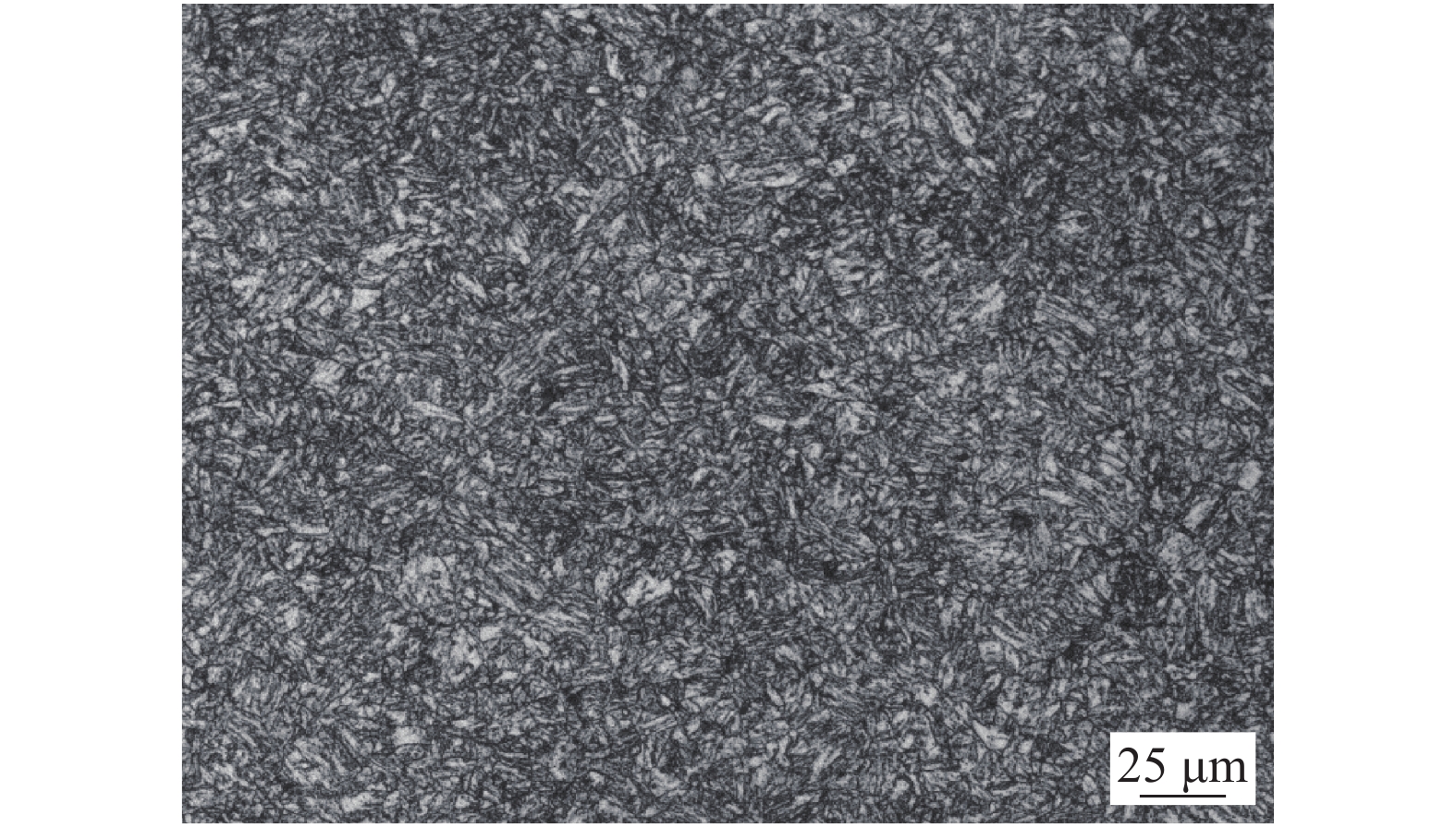
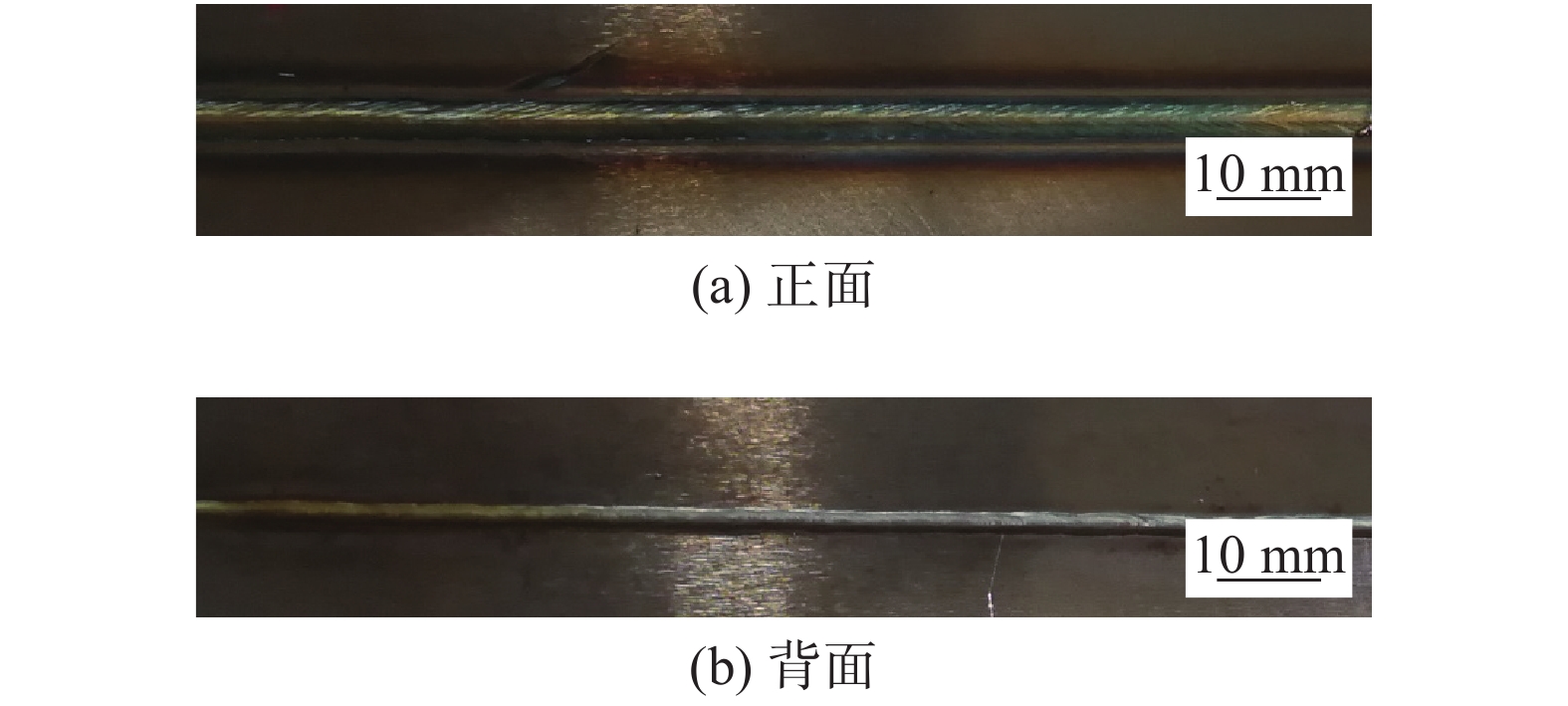
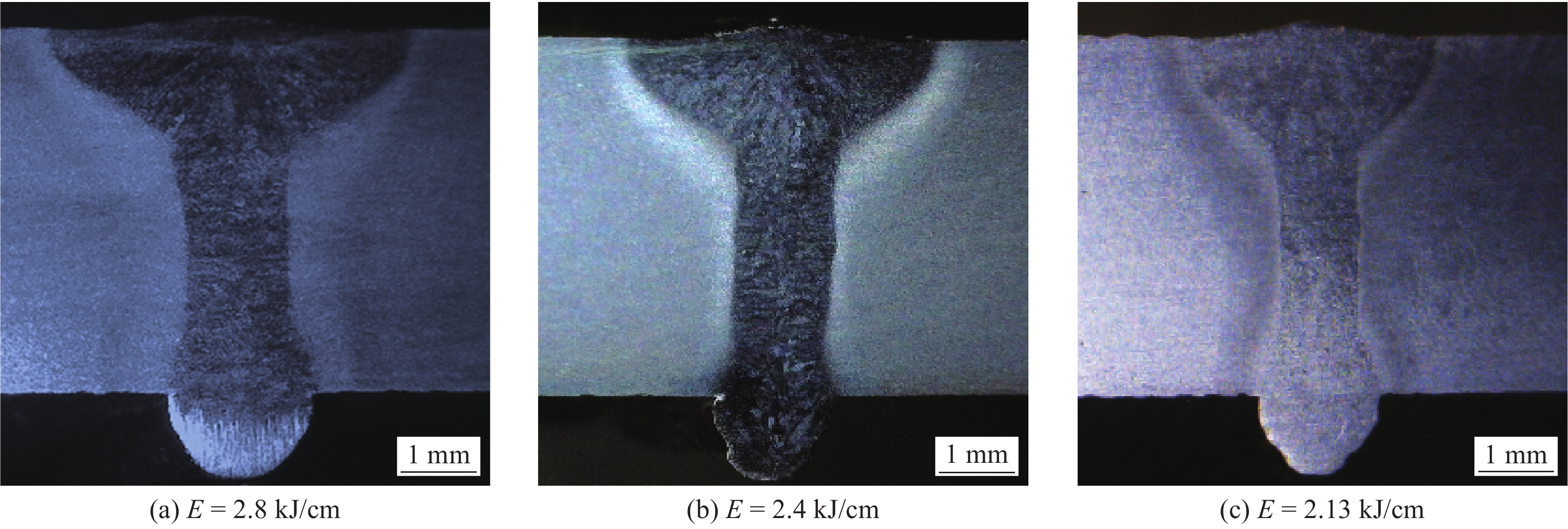
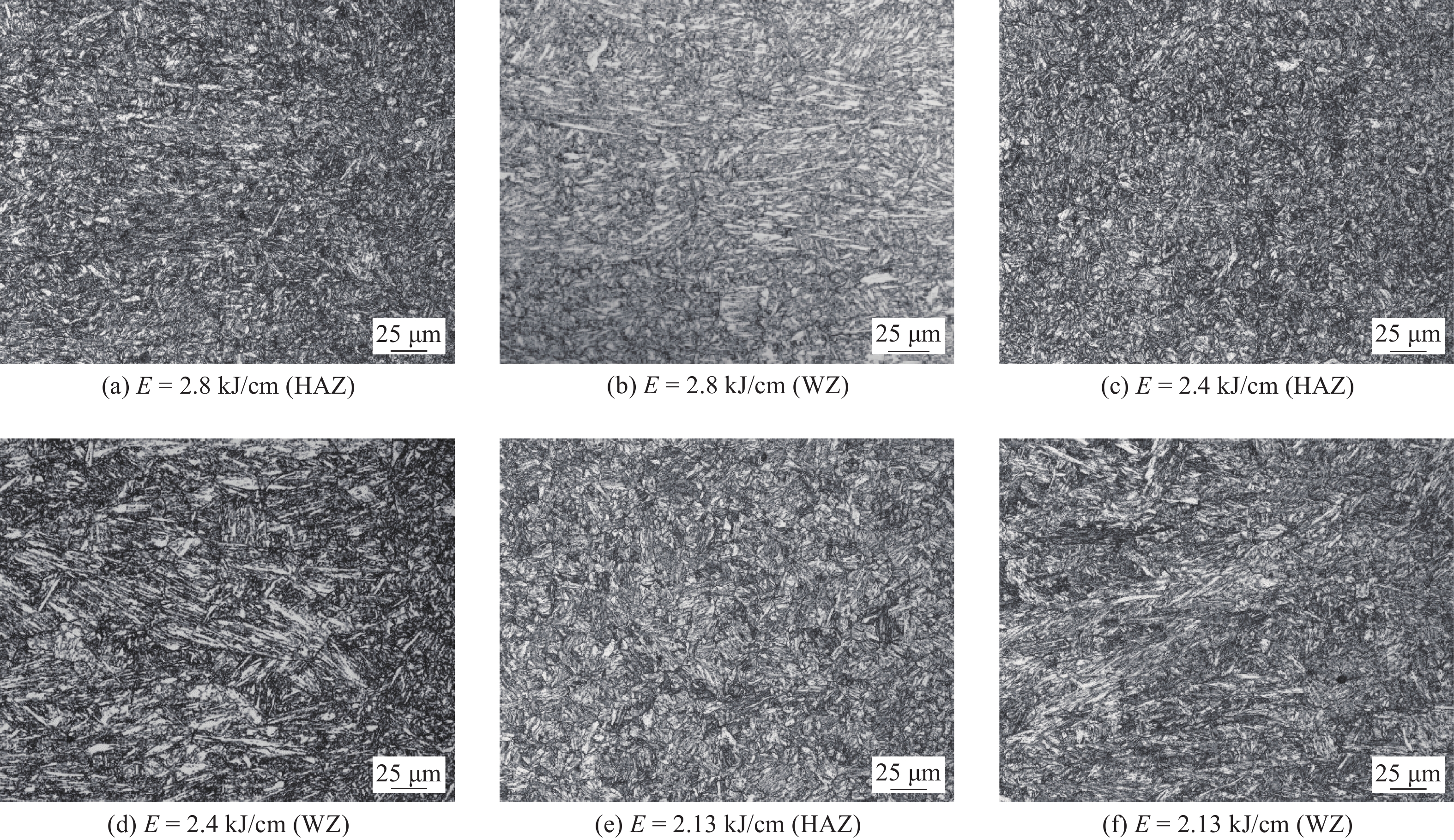
摘要: 对5 mm厚T91马氏体耐热钢板激光填丝焊工艺进行研究,分析了热输入对焊缝成型、微观组织、内部气孔数量的影响规律,并对最佳参数焊缝的力学性能进行了检测. 结果表明,采用同质焊丝焊接T91钢时,随着热输入的增加,焊缝宽度变大,焊缝内部气孔数量减少,晶粒度变化不明显,焊缝区与热影响区组织均为回火马氏体;采用功率5 600 W、速度1.2 m/min、送丝速度1.2 m/min的参数焊接可获得内部基本无气孔的焊缝,焊缝显微硬度300 HV,抗拉强度697 Mpa,断裂在母材,180°正弯与背弯曲均未出现裂纹,20,0,–20 ℃下冲击性能均高于母材.Abstract: The research on laser welding 5-mm thick T91 martensite heat-resistant steel with filler wires is conducted, and the effects on weld appearance, microstructures, and porosity are studied, also the weld mechanical properties of the optimal parameter are tested. The results show that when welding heat input increased by using same material wire to weld T91 steel, weld seam width, porosity decreased, and grain size changed a little, microstructure of weld zone and HAZ are tempered martensite. The weld seam can be pore-free with the parameter of power 5 600 w, speed 1.2 m/min, feeding speed 1.2 m/min, its microhardness is 300 HV, tensile strength is 697 Mpa, no cracks appear by 180° bending and back bending, and the impact properties are better than base metal at 20/0/–20 °C.
-
0. 序言
厚板铝合金在航空航天、船舶、轨道交通和国防军工等领域的大型结构件中广泛应用. 目前,工程领域厚板铝合金的焊接方法主要有电弧焊、电子束焊和搅拌摩擦焊等. 其中电弧焊生产成本低、技术成熟,应用最广泛. 但电弧焊存在焊接效率低、接头性能软化严重、焊接变形大等缺点[1-2]. 真空电子束焊具有焊缝熔深大,接头质量好等优势. 然而真空电子束焊接设备造价昂贵、真空室尺寸受限等严格限制了真空电子束焊接的应用场景[3]. 虽然搅拌摩擦焊气孔缺陷少、接头性能优良,但是搅拌摩擦焊需要较大的顶锻压力,只适用于结构简单的构件,复杂构件的焊接应用场景受限[4].
激光焊接技术具有热影响区窄、焊接效率高、焊接变形小、便于实现自动化和智能化等显著优点,被认为是当前制造领域高效优质焊接技术之一. 目前,薄板铝合金激光焊接能够适用于工程领域,但厚板铝合金激光焊接仍存在焊缝成形差和气孔缺陷严重等问题. 主要原因是铝合金的激光反射率高达90%,若要实现厚板铝合金的高效焊接,往往需要万瓦级激光功率. 万瓦级激光能量密度大,与母材作用产生激光等离子体体积大、温度高、反冲作用力大,导致焊缝成形差、气孔缺陷严重[5]. 为此,文中采用万瓦级扫描激光焊接厚度为50 mm 5A06铝合金. 另外,根据文献[6]报道,立焊条件下,重力作用加强了熔池流动,能够减少气孔缺陷,因此文中采用立焊条件. 文中主要分析了该工艺焊缝成形、气孔缺陷、微观组织和力学性能,为厚板铝合金万瓦级激光焊接提供了新途径和参考文献.
1. 试验方法
采用IPG YLS-30000光纤激光器和IPG Photonics 12 kW振镜扫描激光头. 激光头聚焦距离为448 mm,激光斑点直径约为0.69 mm. 试验母材为5A06铝合金,尺寸为300 mm × 150 mm × 50 mm. 试验过程示意如图1所示,焊接过程如图1(a)所示. 厚度为50 mm 铝合金板加工坡口,并清除两侧氧化皮,竖直固定于试验台上. 激光束向上倾斜12º,沿x轴方向进行焊接. 保护托罩位于激光束后方,采用99.99%氩气保护熔池. 依据前期试验从焊缝成形和气孔缺陷考虑[7],激光扫描路径为无限扫描,如图1(b)所示.
![]() 图 1 试验过程示意图Figure 1. Schematic diagram of the welding process. (a) weld processes; (b) laser oscillated patterns
图 1 试验过程示意图Figure 1. Schematic diagram of the welding process. (a) weld processes; (b) laser oscillated patterns坡口形式与焊道示意图如图2所示,厚度为50 mm 铝合金试板坡口形式如图2(a)所示,钝边为24 mm,底部间隙为7 mm,角度为3º. 厚度为50 mm 铝合金焊道示意如图2(b)所示,首先采用万瓦级扫描激光立焊打底,为自熔焊. 然后采用扫描激光填丝立焊填充和盖面. 填充焊丝为ER5356,直径为1.2 mm. 焊缝X射线探伤示意如图3所示,焊缝采用带锯切下后,沿焊缝侧向进行探伤. 金相试样沿焊缝垂直方向切下,经打磨和抛光后,在Barker溶液(4 ml HBF4 和 200 ml H2O)中阳极覆膜. 采用偏光显微镜观察微观组织. 拉伸试验拉伸速度为3 mm/s. 维氏硬度测试的载荷为0.98 N,加载时间为15 s.
![]() 图 2 坡口形式与焊道示意图(mm)Figure 2. Schematic diagrams of the groove and weld pass. (a) groove type; (b) weld passes
图 2 坡口形式与焊道示意图(mm)Figure 2. Schematic diagrams of the groove and weld pass. (a) groove type; (b) weld passes2. 试验结果
2.1 万瓦级扫描激光立焊工艺参数优化
2.1.1 激光扫描参数对焊缝成形的影响
采用平板堆焊立焊工艺,研究了不同激光扫描频率和幅度对焊缝成形的影响,焊缝成形如图4所示,不同扫描参数焊缝尺寸如图5所示. 首先,激光功率10 kW,焊接速度1.02 m/min及扫描幅度3.2 mm保持不变,试验了不同扫描频率分别为50 Hz,100 Hz,200 Hz和250 Hz. 焊缝成形如图4(a)所示. 扫描频率为50 Hz和100 Hz时,焊缝表面连续光滑,焊缝成形更好. 从焊缝截面上看,当扫描频率为200 Hz和250 Hz时,焊缝出现了咬边缺陷. 不同激光扫描频率焊缝尺寸如图5(a)所示,扫描频率增大,焊缝熔宽和熔深均减小. 其次,激光功率10 kW,焊接速度1.02 m/min及扫描频率100 Hz保持不变,试验了不同扫描幅度为2.4 mm,2.8 mm,3.2 mm和3.6 mm. 焊缝成形如图4(b)所示. 不同的扫描幅度均获得了连续光滑的焊缝成形. 从焊缝截面上看,当扫描幅度为3.6 mm时,更容易产生咬边缺陷. 不同扫描幅度焊缝尺寸如图5(b)所示,随着摆动幅度的增加,焊缝熔宽增加,焊缝熔深减小.
![]() 图 4 万瓦级扫描激光立焊堆焊焊缝成形Figure 4. Bead formation with 10 kW level oscillated laser beam. (a) different frequencies; (b) different amplitudes
图 4 万瓦级扫描激光立焊堆焊焊缝成形Figure 4. Bead formation with 10 kW level oscillated laser beam. (a) different frequencies; (b) different amplitudes![]() 图 5 不同扫描参数焊缝尺寸Figure 5. Bead geometry by different oscillated parameters. (a) different frequencies; (b) different amplitudes
图 5 不同扫描参数焊缝尺寸Figure 5. Bead geometry by different oscillated parameters. (a) different frequencies; (b) different amplitudes2.1.2 激光扫描参数对熔池形貌的影响
采用平板堆焊立焊工艺,通过高速摄像机获取了不同激光扫描频率和幅度的熔池形貌,如图6所示. 当扫描频率从50 Hz增大到250 Hz时,熔池长度和宽度逐渐减小,且熔池向右倾斜变为向左倾斜,说明扫描频率对熔池液态金属流动有着显著影响. 当扫描频率为50 Hz时,激光斑点在熔池中运动倾向于将液态金属排斥到熔池尾部,熔池长度增加. 当扫描频率为250 Hz时,激光斑点运动倾向于将液态金属排斥到熔池左侧,熔池向左倾斜. 扫描幅度2.4 mm,2.8 mm,3.2 mm和3.6 mm熔池形貌如图7所示. 随着扫描幅度增大,熔池的尺寸逐渐变长. 这说明扫描幅度增大,激光对熔池纵向作用延长,导致熔池长度增加. 熔池尺寸的增加,意味着熔池尾部受熔池前沿激光干扰减弱,有利于改善焊缝成形和降低气孔缺陷.
![]() 图 6 不同扫描频率的熔池形貌Figure 6. Weld pool by different oscillated frequencies. (a) 50 Hz; (b) 100 Hz; (c) 200 Hz; (d) 250 Hz
图 6 不同扫描频率的熔池形貌Figure 6. Weld pool by different oscillated frequencies. (a) 50 Hz; (b) 100 Hz; (c) 200 Hz; (d) 250 Hz![]() 图 7 不同扫描幅度熔池形貌Figure 7. Weld pool by different oscillated amplitudes. (a) 2.4 mm; (b) 2.8 mm; (c) 3.2 mm; (d) 3.6 mm
图 7 不同扫描幅度熔池形貌Figure 7. Weld pool by different oscillated amplitudes. (a) 2.4 mm; (b) 2.8 mm; (c) 3.2 mm; (d) 3.6 mm激光扫描1个周期内局部熔池形貌如图8所示,对应激光功率为10 kW,焊接速度为1.02 m/min,扫描频率为100 Hz,扫描幅度为3.2 mm. 图中可见,当t4=4 ms时,由于激光作用,液态熔池中形成了明显凹坑. 当t2=1.2 ms时,由于激光斑点运动,在熔池表面形成了液态金属波浪,且金属波浪随着激光斑点的运动不断推进. 这说明激光斑点运动能够排斥液态金属,直接影响着熔池流动行为. 在t1=0 ms到t9=9 ms之间,激光斑点处于无限扫描的下半段,激光直接作用于液态熔池上,没有直接观察到飞溅和激光等离子体. 在t10=11.6 ms到t15=19 ms之间,激光斑点处于无限扫描的上半段,明显观察到飞溅和激光等离子体. 在t10=11.6 ms,t13=17ms和t14=18ms,飞溅和等离子体较为显著. 这说明激光斑点作用位置对焊接过程产生影响. 当激光斑点处于无限扫描下半段,激光斑点直接作用于液态熔池上形成凹坑,激光等离子体反冲压力得到有效释放抑制了激光离子体和飞溅的产生. 当激光斑点处于无限扫描的上半段,激光斑点与固态母材作用,激光等离子体反冲压力比较剧烈,导致等离子体体积膨胀和飞溅.
2.2 厚度为50 mm 5A06铝合金对接焊
2.2.1 厚度为50 mm 5A06铝合金打底焊
厚度为50 mm 铝合金加工如图2(a)所示坡口,采用表1所示焊接参数I、参数II和参数III进行打底焊. 其中焊接参数III扫描幅度最大,焊接速度最小. 打底焊缝成形如图9所示,焊接参数I焊缝成形较差,焊接参数II和参数III焊缝均匀光滑,成形良好. 从焊缝截面看,熔透情况良好,但焊缝成形出现了一定程度的偏斜,这可能由于激光斑点运动对熔池液态金属的排斥作用,使得熔池发生倾斜,导致焊缝成形发生偏斜.
表 1 打底焊接工艺参数Table 1. Back welding process parameters焊接
参数激光功率
P/kW扫描频率
f/Hz扫描幅度
A/mm焊接速度
v/(m·min−1)I 12 120 3.0 0.72 II 4.0 0.54 III 4.5 0.36 ![]() 图 9 打底焊缝成形Figure 9. Weld bead formation by different parameters. (a) parameter I; (b) parameter II; (c) parameter III
图 9 打底焊缝成形Figure 9. Weld bead formation by different parameters. (a) parameter I; (b) parameter II; (c) parameter III打底焊缝X射线探伤图像如图10所示. 焊接参数I焊缝存在严重气孔缺陷,但焊接参数II和III焊缝未见气孔缺陷. 万瓦级激光具有较高能量密度,通过光斑不断运动,扫描激光能够改善能量分布[8]. 焊接参数I扫描幅度最小,激光能量分布仍然相对集中. 与母材作用激光等离子体体积、温度及反冲作用力等呈增加趋势,焊接稳定性变差,导致焊缝成形差与气孔缺陷.
![]() 图 10 打底焊缝X射线底片Figure 10. Results of the X ray detection. (a) parameter I; (b) parameter II; (c) parameter III
图 10 打底焊缝X射线底片Figure 10. Results of the X ray detection. (a) parameter I; (b) parameter II; (c) parameter III焊缝微气孔缺陷形貌如图11所示. 由于X射线分辨率有限,所以未发现这些气孔. 这些气孔近乎呈圆形,最大尺寸为615 μm,较小尺寸一般在100 μm左右或以下. 气孔内壁光滑,根据文献资料[9]可以判断这些气孔为冶金型气孔. 冶金型气孔主要源于母材或焊材表面氧化膜吸收的水分. 焊接过程中,在热源高温作用下,水分直接分解或与Mg,Al化学反应还原为H元素. 在高温下H元素容易溶解至熔池中,但冷却时极易从熔池中析出,未能溢出熔池,最终形成气孔缺陷[9]. 因此焊前有效清除母材表面氧化膜,是控制冶金型气孔的重要措施.
![]() 图 11 焊缝微气孔形貌Figure 11. Micro porosity of the welds. (a) local magnification of fracture surface; (b) magnified porosity image; (c) micro porosity morphology; (d) smaller micro porosity morphology
图 11 焊缝微气孔形貌Figure 11. Micro porosity of the welds. (a) local magnification of fracture surface; (b) magnified porosity image; (c) micro porosity morphology; (d) smaller micro porosity morphology2.2.2 厚度为50 mm 5A06铝合金填充焊
重新加工厚度为50 mm 5A06铝合金坡口,采用焊接参数II和参数III打底焊之后,进行了填充和盖面焊. 填充和盖面同样采用扫描激光立焊工艺,但添加了焊丝. 扫描方式改用线扫描方式,主要原因是线扫描能够向熔池两侧排斥液态金属,促进窄间隙填充焊的侧壁熔合. 填充和盖面焊参数为激光功率8 kW、扫描幅度4.6 mm、扫描频率200 Hz、焊接速度0.6 m/min、送丝速度8 m/min. 填充和盖面焊缝成形如图12所示,焊缝成形良好. 厚度为50 mm 5A06铝合金打底、填充和盖面完成的焊缝截面如图13所示. 图中可见,焊接参数II和参数III均实现了良好的焊缝熔透,焊缝截面不存在明显的焊接缺陷,但焊缝截面依然为偏斜状态. 图13给出了焊缝微观组织的观察位置,分别为打底焊缝的重叠区、打底焊缝的熔化区(fusion zone,FZ)、打底焊缝的热影响区(heat affected zone,HAZ)、填充焊缝的FZ和填充焊缝HAZ. 图13还给出了硬度测试不同位置示意,图中A1,A2,及A3,B1,B2及B3分别代表焊缝的重叠区、打底焊缝FZ和填充焊缝FZ.
![]() 图 12 厚度为50 mm 铝合金填充与盖面焊缝成形Figure 12. Filling and cover weld bead formation. (a) fill weld beads; (b) cover weld beads
图 12 厚度为50 mm 铝合金填充与盖面焊缝成形Figure 12. Filling and cover weld bead formation. (a) fill weld beads; (b) cover weld beads![]() 图 13 厚度为50 mm 板对接焊缝截面Figure 13. Butt joints of the 50 mm thick plate. (a) parameter II; (b) parameter III
图 13 厚度为50 mm 板对接焊缝截面Figure 13. Butt joints of the 50 mm thick plate. (a) parameter II; (b) parameter III2.2.3 厚度为50 mm 5A06铝合金接头微观组织
焊缝微观组织形貌中熔合线(fusion line,FL)、母材(base metal,BM)、HAZ和FZ如图14所示.图14(a)、图14(b)和图14(c)分别为焊接参数II焊缝重叠区、FZ和HAZ微观组织形貌. 可以看到焊缝均由等轴晶构成,典型的晶粒尺寸为74 μm和89 μm. 图14(d)、图14(e)和图14(f)分别为焊接参数III焊缝重叠区、FZ和HAZ微观组织形貌. 如图14所示,除了焊缝重叠区局部存在少量柱状晶之外,其余焊缝均由等轴晶构成,典型的晶粒尺寸为186 μm和192 μm. 图14(g)和图14(h)分别为填充焊缝FZ和HAZ微观组织形貌,由柱状晶和等轴晶混合组成. 打底焊缝微观组织形成等轴晶,主要有两个原因. 第1个原因是扫描激光对熔池的纵向作用,能够使熔池尾部不断得到重新加热,降低了熔池冷却速率和温度梯度(G). 根据成分过冷理论,熔池温度梯度降低有利于等轴晶形核[10]. 第2个原因是扫描激光对熔池的纵向作用和立焊位置的重力作用下,促进了液态金属向熔池尾部流动.
![]() 图 14 焊缝微观组织形貌Figure 14. Microstructure of the weld beads. (a) parameter II overlap FZ; (b) parameter II FZ; (c) parameter II HAZ; (d) parameter III overlap FZ; (e) parameter III FZ; (f) parameter III HAZ; (g) filling welds FZ; (h) filling welds HAZ
图 14 焊缝微观组织形貌Figure 14. Microstructure of the weld beads. (a) parameter II overlap FZ; (b) parameter II FZ; (c) parameter II HAZ; (d) parameter III overlap FZ; (e) parameter III FZ; (f) parameter III HAZ; (g) filling welds FZ; (h) filling welds HAZ这种液态金属流动状态会导致熔池尾部糊状区的重新熔化,使得已经凝固的晶粒能够重新脱落到熔池中,为凝固过程提供异质形核点,促进了等轴晶的形成[11]. 与焊接参数II 相比,焊接参数III焊缝晶粒尺寸大,主要原因是焊接参数III的焊接速度减小,热输入增大,延迟了晶粒生长时间. 而焊接参数III焊缝出现了少量柱状晶,原因同样是焊接速度减小,降低了晶粒生长速度. 根据成分过冷理论,晶粒生长速度(R)的降低,促进了柱状晶形成. 焊缝典型第二相形貌如图15所示. 其中图15(a)中第二相呈“黑色”,其能谱分析结果见表2,根据文献[12]报道,可判断为Mg2Al3. 图15(b)中第二相呈“白色”,根据表2能谱分析结果,可判断为(FeMn)Al6.
![]() 图 15 焊缝典型第二相形貌Figure 15. Morphology of the second phases. (a) dark phases; (b) light phases表 2 第二相能谱分析结果 (质量分数,%)Table 2. EDS analysis of the second phase
图 15 焊缝典型第二相形貌Figure 15. Morphology of the second phases. (a) dark phases; (b) light phases表 2 第二相能谱分析结果 (质量分数,%)Table 2. EDS analysis of the second phase测试点 Mg Al Si Mn Fe Zn Cu A 8.35 89.71 0.11 0.39 0.30 0.21 0.09 B 5.95 81.47 0.11 1.63 5.21 0.67 0.18 2.2.4 厚度为50 mm 5A06铝合金接头力学性能
厚度为50 mm 铝合金接头拉伸试验取样位置与尺寸如图16所示,每个接头取6个拉伸试样,为焊缝厚度方向上不同位置. 拉伸试样断裂后实物如图17所示,可见拉伸试样均断裂于中间区域,即焊缝位置. 试验焊缝拉伸试样的抗拉强度如图18所示,其中焊接参数II焊缝拉伸试样平均抗拉强度为337 MPa,达到母材抗拉强度(360 MPa)的93.6%. 焊接参数III焊缝拉伸试样平均抗拉强度为322 MPa,达到母材抗拉强度的89.4%. 焊接参数II焊缝抗拉强度相对较高,主要原因是焊接参数II焊缝晶粒尺寸更小.
焊缝硬度如图19 所示. 图19(a)焊接参数II焊缝硬度分布. 重叠区和FZ硬度比母材有一定程度下降,可能是焊接过程导致Mg元素烧损. 图19(b)所示为焊接参数III焊缝硬度分布,与焊接参数II相比,焊缝硬度分布差别不大. 拉伸断口电子扫描形貌如图20所示,图20(a)代表焊接参数II,图20(b)代表焊接参数III. 图中断口呈规则和均匀韧窝形态,表明焊缝为韧性断裂. 焊接参数II和焊接参数III相比,差别不大.
![]() 图 20 焊缝拉伸断口形貌Figure 20. Tensile test fracture surfaces. (a) parameter II; (b) parameter III
图 20 焊缝拉伸断口形貌Figure 20. Tensile test fracture surfaces. (a) parameter II; (b) parameter III3. 结论
(1) 与200 Hz和250 Hz相比,激光扫描频率为50 Hz和100 Hz时,焊缝表面连续光滑,成形更好. 扫描幅度2.4 mm,2.8 mm,3.2 mm和3.6 mm均获得了良好的焊缝成形. 激光扫描频率和幅度显著影响着熔池流动状态,进而影响了熔池形貌.
(2) 针对厚度为50 mm 铝合金,万瓦级扫描激光立焊工艺实现了24 mm厚钝边的高效焊接,焊缝成形良好,X射线探伤未见气孔缺陷.
(3) 针对厚度为50 mm 铝合金,万瓦级扫描激光立焊接头微观组织倾向于由等轴晶组成. 如焊接参数II,焊缝微观组织为全部等轴晶,焊接参数III时,焊缝微观组织为大量等轴晶和少量柱状晶.
(4) 针对厚度为50 mm 铝合金,万瓦级扫描激光立焊接头力学性能良好,采用焊接参数II、焊接参数III焊缝抗拉强度分别达到了母材的93.6%和89.4%.
-
![]()
图 6 不同热输入下接头焊缝与热影响区微观组织
Figure 6. Microstructure of HAZ and WZ at different weld heat input
![]()
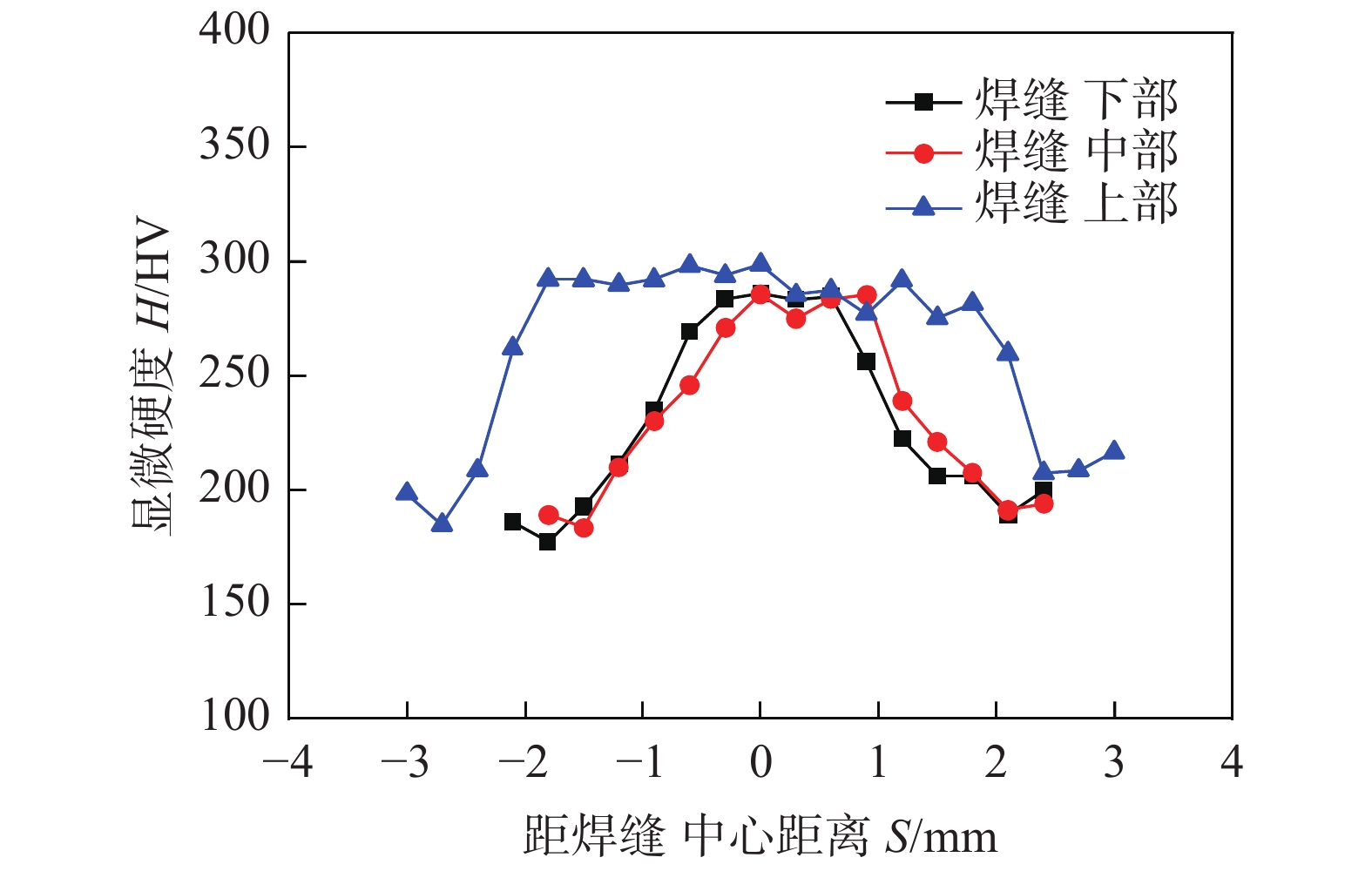
图 8 焊缝各区域显微硬度分布
Figure 8. The microhardness distribution at different position of the weld section
表 1 T91马氏体耐热钢化学成分(质量分数,%)
Table 1 Chemical component of T91
元素 Cr Mo V Nb N Ni Si C Mn P S Fe 8 ~ 9.5 0.85 ~ 1.05 0.18 ~ 0.25 0.06 ~ 0.1 0.03 ~ 0.07 ≤ 0.04 0.2 ~ 0.4 0.08 ~ 0.12 0.30 ~ 0.60 ≤ 0.02 ≤ 0.01 余量  下载: 导出CSV
下载: 导出CSV
表 2 焊接参数
Table 2 Welding parameters
序号 功率
P/W焊接速度
vw(mm/s)送丝速度
vf(m/min)线能量
E(kJ/cm)1 5 600 20 1.2 2.8 2 6 000 25 1.5 2.4 3 6 400 30 1.8 2.13
下载: 导出CSV
表 3 拉伸试验结果
Table 3 Result of tensile test
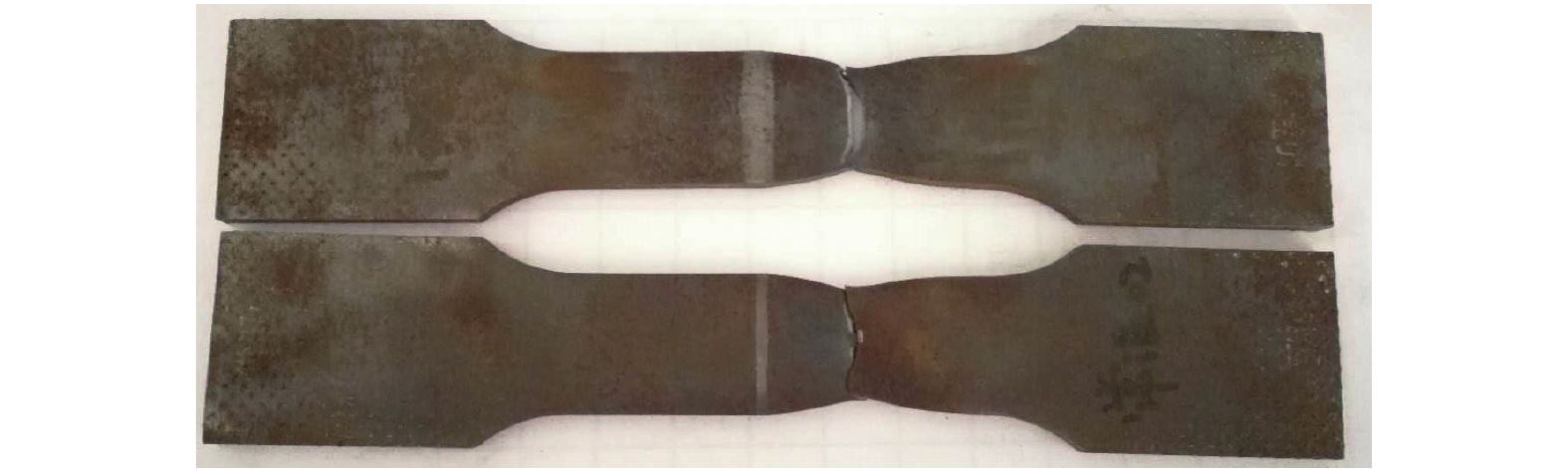
编号 抗拉强度Rm(MPa) 屈服强度Rp0.2(MPa) 延伸率δ(%) 断裂位置 1 695 545 17 母材 2 697 550 15 母材
下载: 导出CSV
表 4 20,0,–20 ℃下接头各区域冲击试验结果
Table 4 Impact test results of different area at 20/0/–20 ℃
编号 缺口位置 测试温度T(℃) 冲击吸收能量KV2(J) 1 BM 20 24 2 HAZ 20 26 3 WS 20 28 4 BM 0 26 5 HAZ 0 29 6 WS 0 25 7 BM –20 23 8 HAZ –20 31 9 WS –20 28
下载: 导出CSV
-
[1] 刘晨曦. 新型高Cr铁素体耐热钢的相变行为研究[D]. 天津大学, 2012. [2] 束国刚.T/P91钢国产化工艺组织和性能改进的研究与应用[D]. 武汉大学, 2004. [3] 唐燕玲, 王志红. 采用国产焊接材料(KJ系列)焊接P91钢的工艺研究[J]. 电力建设, 2007, 28(6): 77 − 80. doi: 10.3969/j.issn.1000-7229.2007.06.024 Tang Yanling, Wang Zhihong. Research on P91 steel welding process using domestic(KJ series) welding materails[J]. Electric Power Construction, 2007, 28(6): 77 − 80. doi: 10.3969/j.issn.1000-7229.2007.06.024
[4] Chen S, Tang H, Zhao P. A two-step transient liquid phase diffusion bonding process of T91 steels[J]. China Welding, 2017, 26(2): 52 − 57.
[5] 郑中甫, 陈 泉. 工艺参数及焊接材料对T91/P91钢焊缝性能的影响[J]. 热加工工艺, 2006, 35(15): 41 − 43. doi: 10.3969/j.issn.1001-3814.2006.15.015 Zheng Zhongfu, Chen Quan. Influence of technological parameter and welding consumable on weld performance of T91/P91 steel[J]. Hot Working Technology, 2006, 35(15): 41 − 43. doi: 10.3969/j.issn.1001-3814.2006.15.015
[6] 何 秀, 曾志超, 王若蒙, 等. T91/P91钢配套焊条CHH717的研制[J]. 焊接, 2009(12): 43 − 46. doi: 10.3969/j.issn.1001-1382.2009.12.010 He Xiu, Zeng Zhichao, Wang Ruomeng, et al. Development of matching electrode CHH717 to T91/P91 steel[J]. Welding & Joining, 2009(12): 43 − 46. doi: 10.3969/j.issn.1001-1382.2009.12.010
[7] 刘红兵, 陶 汪, 陈 洁, 等. 激光填丝焊焊丝熔入行为特征[J]. 焊接学报, 2013, 34(11): 73 − 77. Liu Hongbing, Tao Wang, Chen Jie, et al. Filler wire melting dynamics during laser beam welding with filler wire[J]. Transactions of the China Welding Institution, 2013, 34(11): 73 − 77.
[8] 魏 菁, 王 欢, 石少坚, 等. 10CrSiNiCu船用高强钢光纤激光焊接接头组织和性能[J]. 中国激光, 2016, 43(3): 44 − 51. Wei Jing, Wang Huan, Shi Shaojian, et al. Microstructure and properties of fiber laser wire welded joints of 10CrSiNiCu high strength shipbuilding steel[J]. Chinese Journal of Lasers, 2016, 43(3): 44 − 51.
[9] 王文政, 张永康, 姜福银, 等. 20钢光纤激光填丝焊工艺与焊缝组织的研究[J]. 热加工工艺, 2013, 42(19): 26 − 32. Wang Wenzheng, Zhang Yongkang, Jiang Fuyin, et al. Study on fiber laser wire filling welding process and weld microstructure of 20 steel[J]. Hot Working Technology, 2013, 42(19): 26 − 32.
[10] 吴世凯, 杨武雄, 肖荣诗, 等. 电站锅炉用HR3C新型奥氏体耐热钢的激光焊接[J]. 焊接学报, 2008, 29(6): 93 − 96. doi: 10.3321/j.issn:0253-360X.2008.06.024 Wu Shikai, Yang Wuxiong, Xiao Rongshi, et al. Laser welding of new type austenite heat-resistant steel HR3C for ultra-supercritical boilers[J]. Transactions of The China Welding institution, 2008, 29(6): 93 − 96. doi: 10.3321/j.issn:0253-360X.2008.06.024
[11] 王振国, 王春明, 王 军, 等. 间隙对5754铝合金激光填丝焊气孔的影响[J]. 中国激光, 2012, 39(12): 49 − 54. Wang Zhenguo, Wang Chunming, Wang Jun, et al. Effects of gap on porosity during laser lap welding with filler wire of Al 5754 sheets[J]. Chinese Journal of Lasers, 2012, 39(12): 49 − 54.
[12] 王金凤, 孙 乔. 激光填丝焊焊接超薄不锈钢工艺研究[J]. 热加工工艺, 2014, 43(3): 211 − 216. Wang Jinfeng, Sun Qiao. Research on laser filler welding process for ultra-thin stainless steel sheet[J]. Hot Working Technology, 2014, 43(3): 211 − 216.
[13] 黄 宇, 冯爱新, 罗敬文, 等. TC4钛合金激光填丝焊工艺研究[J]. 热加工工艺, 2016, 45(19): 23 − 30. Huang Yu, Feng Aixin, Luo Jingwen, et al. Research on laser filler wire welding process of TC4 titanium alloy[J]. Hot Working Technology, 2016, 45(19): 23 − 30.
[14] Y.W.Park, J. Yu, S.Rhee A study on the weld characteristics of 5182 aluminum alloy by Nd: YAG laser welding with filler wire for car bodies[J]. International Journal of Automotive Technology, 2010, 11(5): 729 − 736. doi: 10.1007/s12239-010-0086-1
[15] 杨雨禾, 雷正龙, 黎炳蔚, 等. D406A超高强度钢激光-TIG复合填丝焊接气孔特性分析[J]. 焊接学报, 2017, 38(12): 114 − 118. doi: 10.12073/j.hjxb.20160503002 Yang Yuhe, Lei Zhenglong, Li Bingwei, et al. Analysis of porosity characteristics using laser-TIG hybrid wire filling weld D406A[J]. Transactions of The China Welding Institution, 2017, 38(12): 114 − 118. doi: 10.12073/j.hjxb.20160503002
[16] 吴世凯, 肖荣诗. 大厚度不锈钢板激光填丝焊[J]. 中国激光, 2009, 36(9): 2422 − 2425. Wu Shikai, Xiao Rongshi. Laser welding of heavy section stainless steel plants[J]. Chinese Journal of Lasers, 2009, 36(9): 2422 − 2425.
[17] 徐国建, 钟丽明, 杭争翔, 等. SUS304不锈钢窄间隙激光填丝焊性能[J]. 中国激光, 2013, 40(10): 1003001–1 − 6. Xu Guojian, Zhong Liming, Hang Zhengxiang, et al. Performance of narrow gap laser welding with filling wire for SUS304 stainless steel[J]. Chinese Journal of Lasers, 2013, 40(10): 1003001–1 − 6.
[18] 张 波, 黄 坚, 孙志远, 等. 40mm高强钢窄间隙激光填丝焊接头组织与性能[J]. 热加工工艺, 2016, 45(17): 70 − 73. Zhang Bo, Huang Jian, Sun Zhiyuan, et al. Microstructures and properties of narrow-gap multi-pass high strength thick plate steel joint by fiber laser welding with filler wire[J]. Hot Working Technology, 2016, 45(17): 70 − 73.
[19] 赵 勇, 黄 坚, 吴毅熊, 等. 50 mm转子钢超窄间隙激光填丝焊接头组织与性能[J]. 中国激光, 2015, 42(2): 0203007–1 − 7. Zhao Yong, Huang Jian, Wu Yixiong, et al. Microstructures and properties of ultra-narrow-gap multi-pass welded joint of 50 mm turbine rotor steel by laser welding with filler wire[J]. Chinese journal of lasers, 2015, 42(2): 0203007–1 − 7.
-
期刊类型引用(4)
1. 黄玲玲,钟素娟,孙元,胡晓勇,吕晓春,于华. Ni元素对B60AgCuSnIn钎料微观组织及接头性能的影响. 精密成形工程. 2025(03): 110-115 .  百度学术
百度学术
2. 余丁坤,薛鹏,陈融,黄世盛,王萍,唐卫岗. 低银BAg10CuZnSnInNd钎料组织与性能. 焊接学报. 2023(04): 93-97+134-135 . 本站查看
3. 浦娟,薛松柏,张雷,吴铭方,龙伟民,王水庆,钱似舰,林铁松. CeO_2对Ag30CuZnSn药芯银钎料润湿性能及钎焊接头组织与性能的影响. 材料导报. 2021(08): 8134-8139 . 百度学术
4. 彭宇涛,李佳航,李子坚,俞强,沈炳建,王晓飞,王晓蓉,沈杭燕,刘薇. 低银无镉Ag-Cu-Zn钎料的合金化改性. 材料热处理学报. 2020(02): 166-172 . 百度学术
其他类型引用(6)























计量
- 文章访问数: 726
- HTML全文浏览量: 186
- PDF下载量: 81
- 被引次数: 10
