
Influence of technological parameters on microstructure and mechanical properties of FSW AZ31 magnesium alloy joints
-
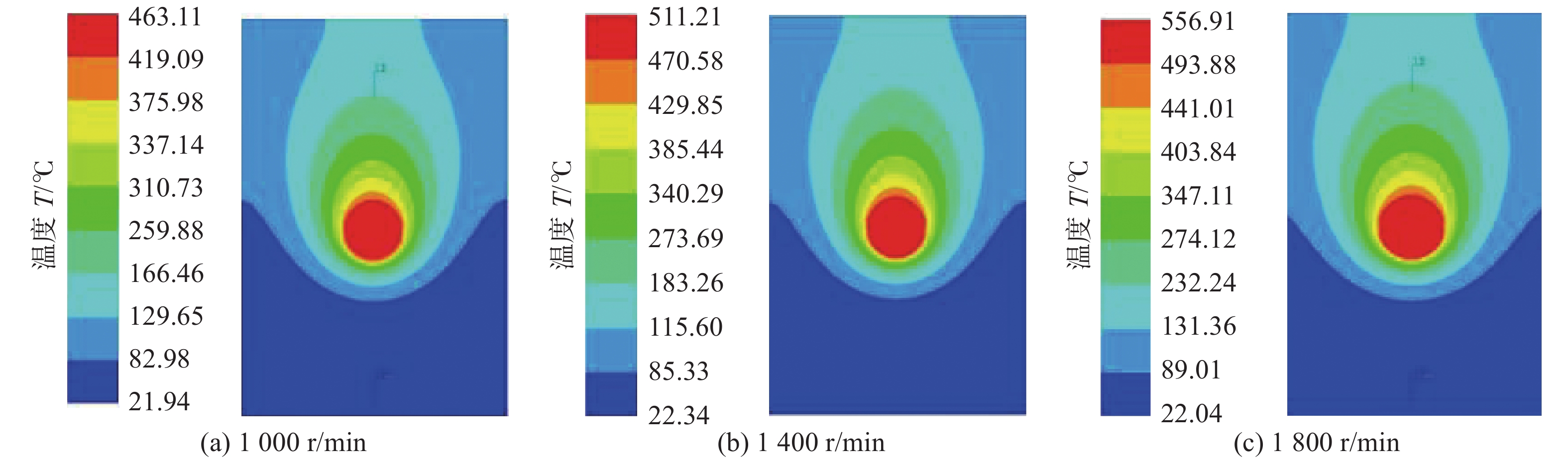
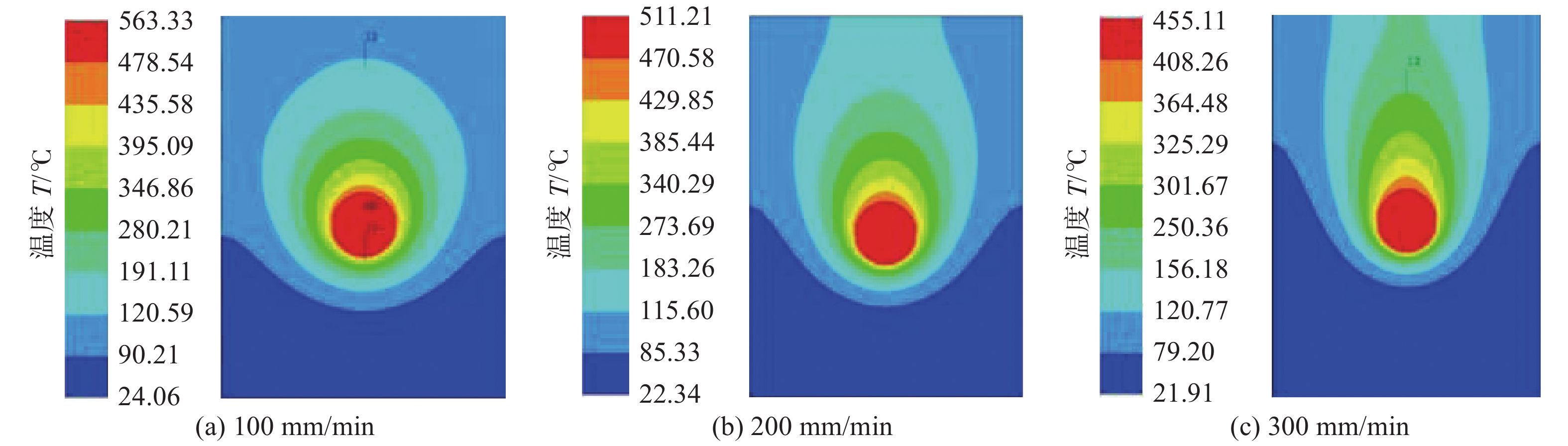
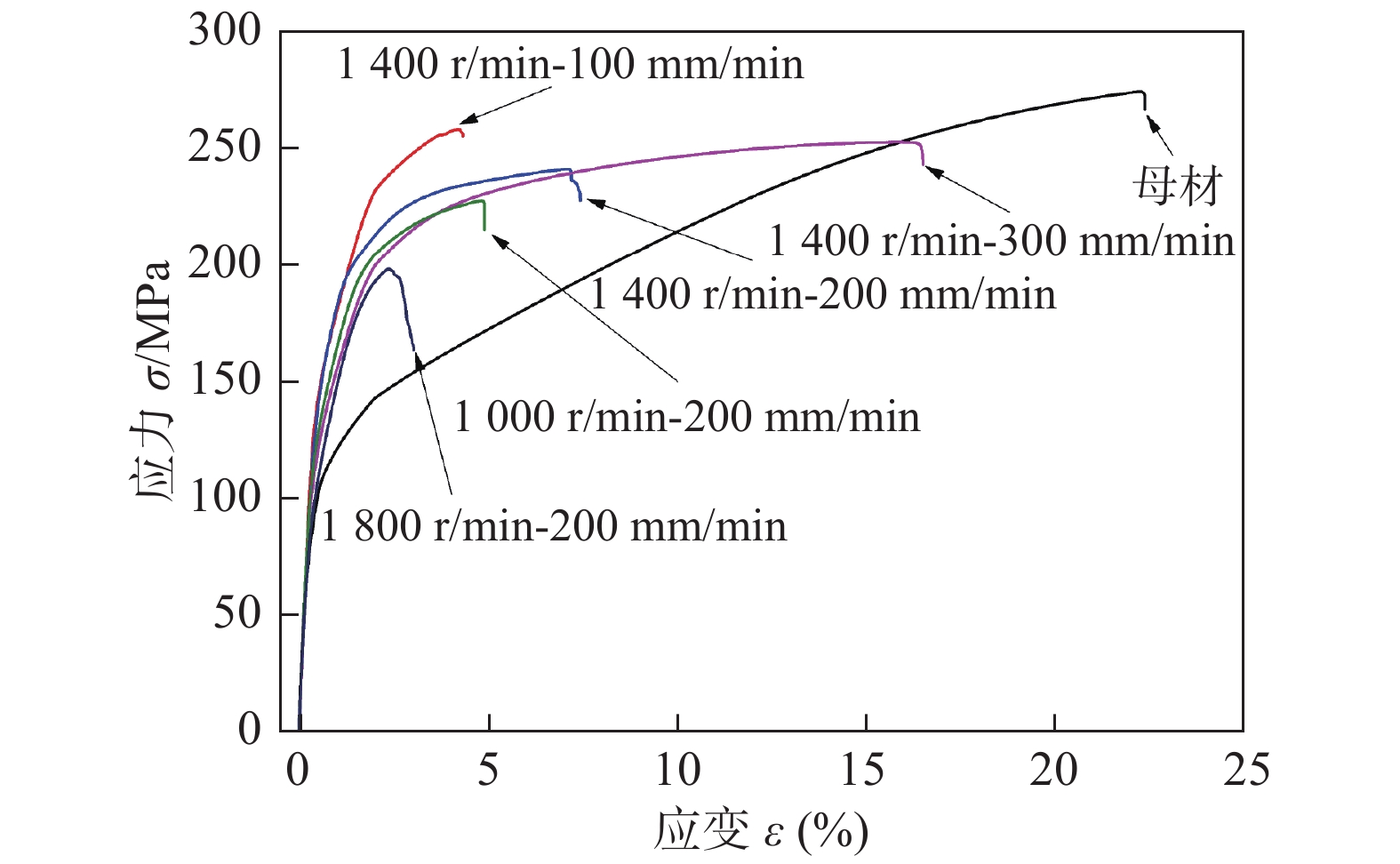
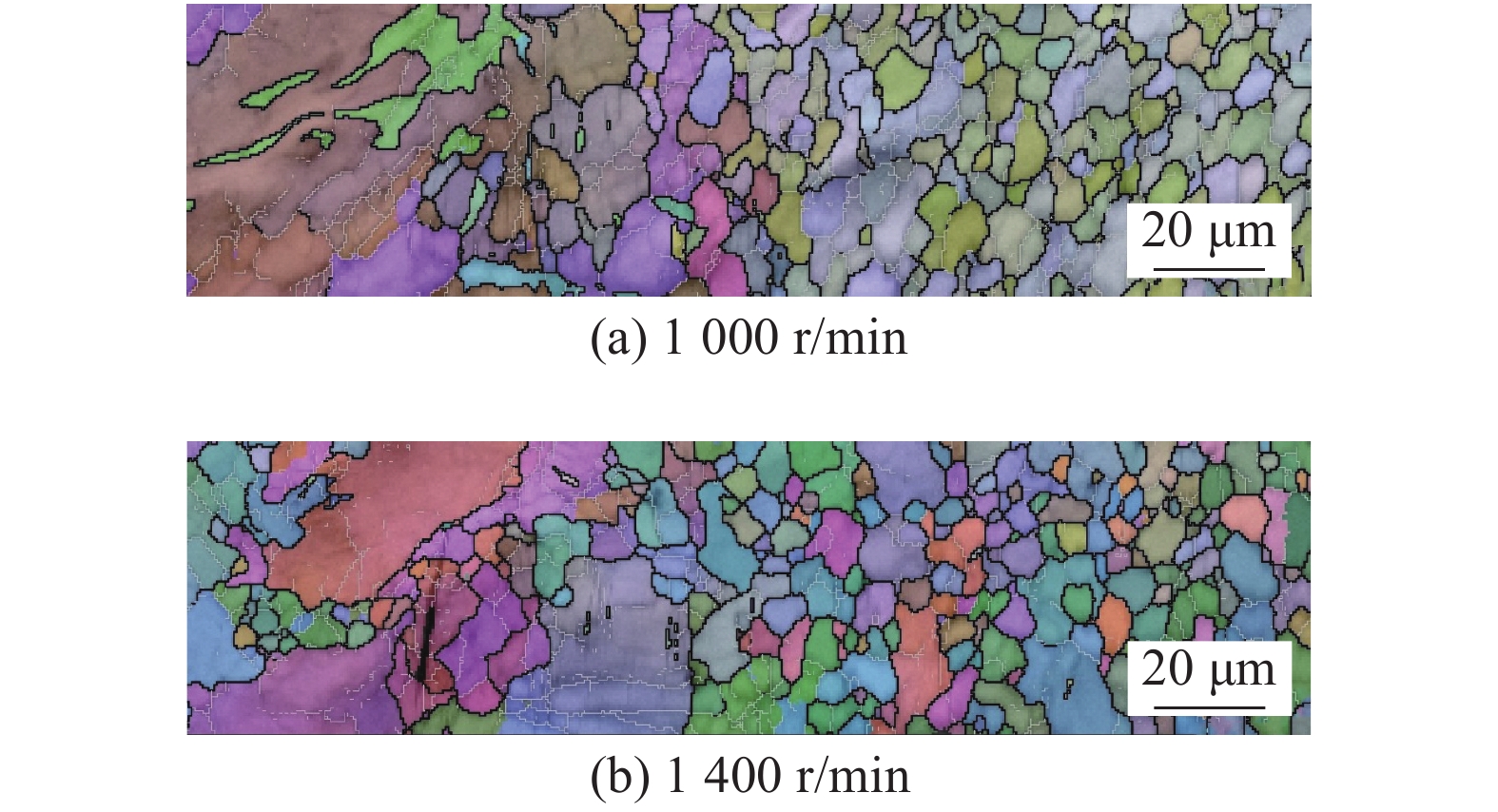
摘要: 以AZ31镁合金为研究对象,采用数值模拟和工艺试验相结合的方法,系统研究了焊接工艺参数对搅拌摩擦焊接头温度场分布、微观组织以及力学性能的影响. 有限元数值模拟的结果表明,随着转速的增加或焊接速度的降低,接头产热逐渐增加,接头上层温度明显高于下层温度,说明搅拌摩擦产热主要来源于轴肩的摩擦运动,而搅拌针摩擦运动和材料的塑性变形只提供了少量的产热. 工艺试验结果表明,随着焊接速度的增加,接头晶粒尺寸降低,且组织均匀性得到改善. 随着转速的增加,接头晶粒尺寸不断增大,过渡区晶粒的均匀性变差. 拉伸过程中裂纹在焊核区与热力影响区之间的界面处萌生和扩展. 其中,转速为1400 r/min、焊接速度为300 mm/min的接头具有较好的力学性能,断后伸长率为16.5%,抗拉强度为252 MPa,分别达到母材的75%和90%.Abstract: The effect of technological parameters on the temperature field, microstructure and mechanical properties of AZ31 magnesium alloy was studied by means of numerical simulation and experiments. The results of simulation show that heat generation of the joint increases correspondingly with the increase of rotate speed or the decrease of transverse velocity, and the temperature of the upper part is significantly higher than that in the lower part, which indicates that the heat generation mainly comes from the friction motion of the shoulder, while the stir pin and the plastic deformation of the material only provide a small amount of heat generation. The technological tests show the grain size of the joint decreases and the microstructure homogeneity is improved with the increase of welding speed. With the increase of rotate speed the grain size of the joint increases and the uniformity of the thermo-mechanical affected zone become worse. The rotate speed 1 400 r/min and welding speed 300 mm/min joint obtained best mechanical properties, i.e. elongation and tensile strength are 16.5% and 252 MPa, reaching 75% and 90% of the base material, respectively.
-
-
![]()
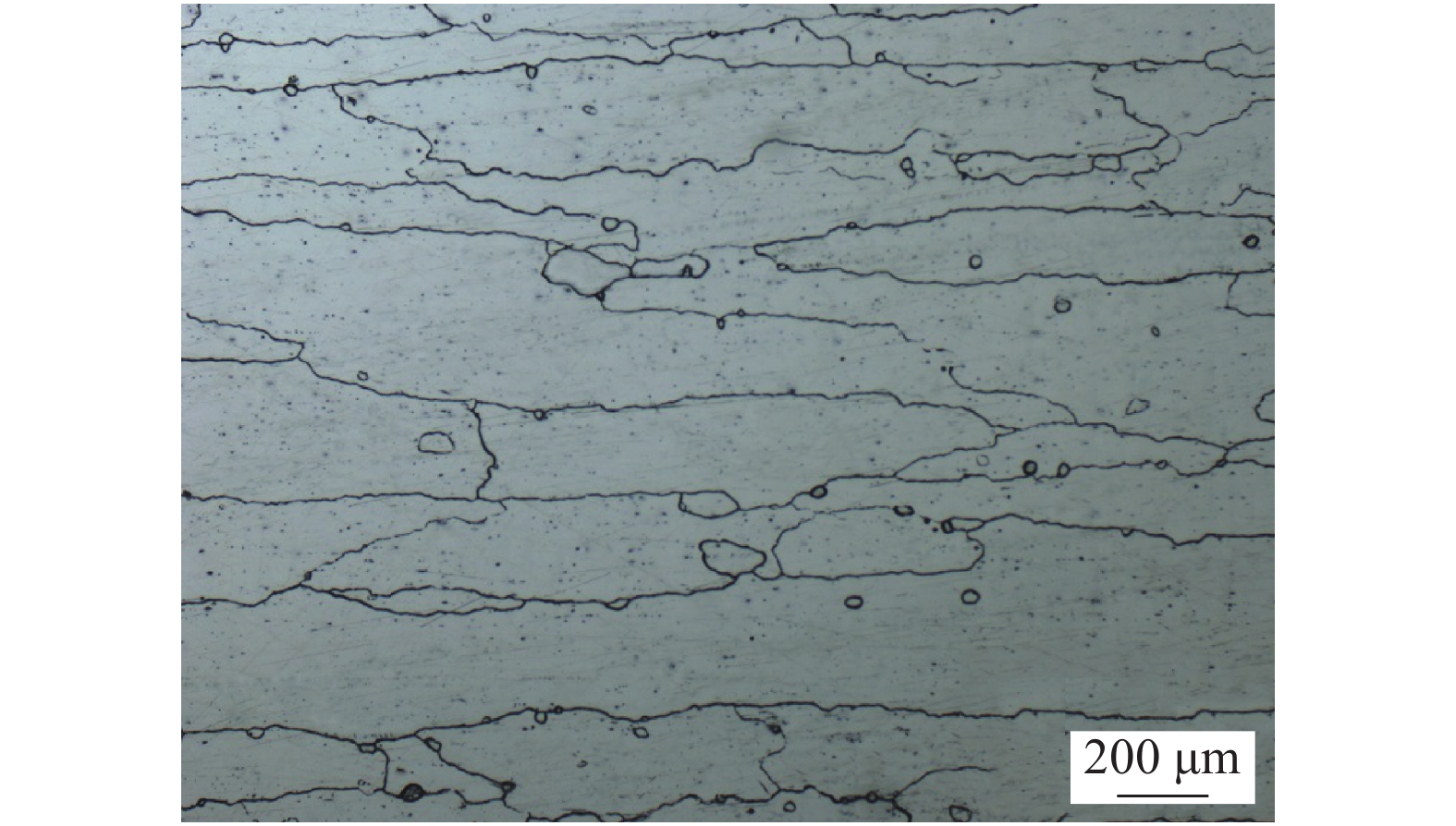
图 1 压铸态AZ31镁合金的原始金相组织
Figure 1. Original microstructure of die-cast AZ31 magnesium alloy
![]()
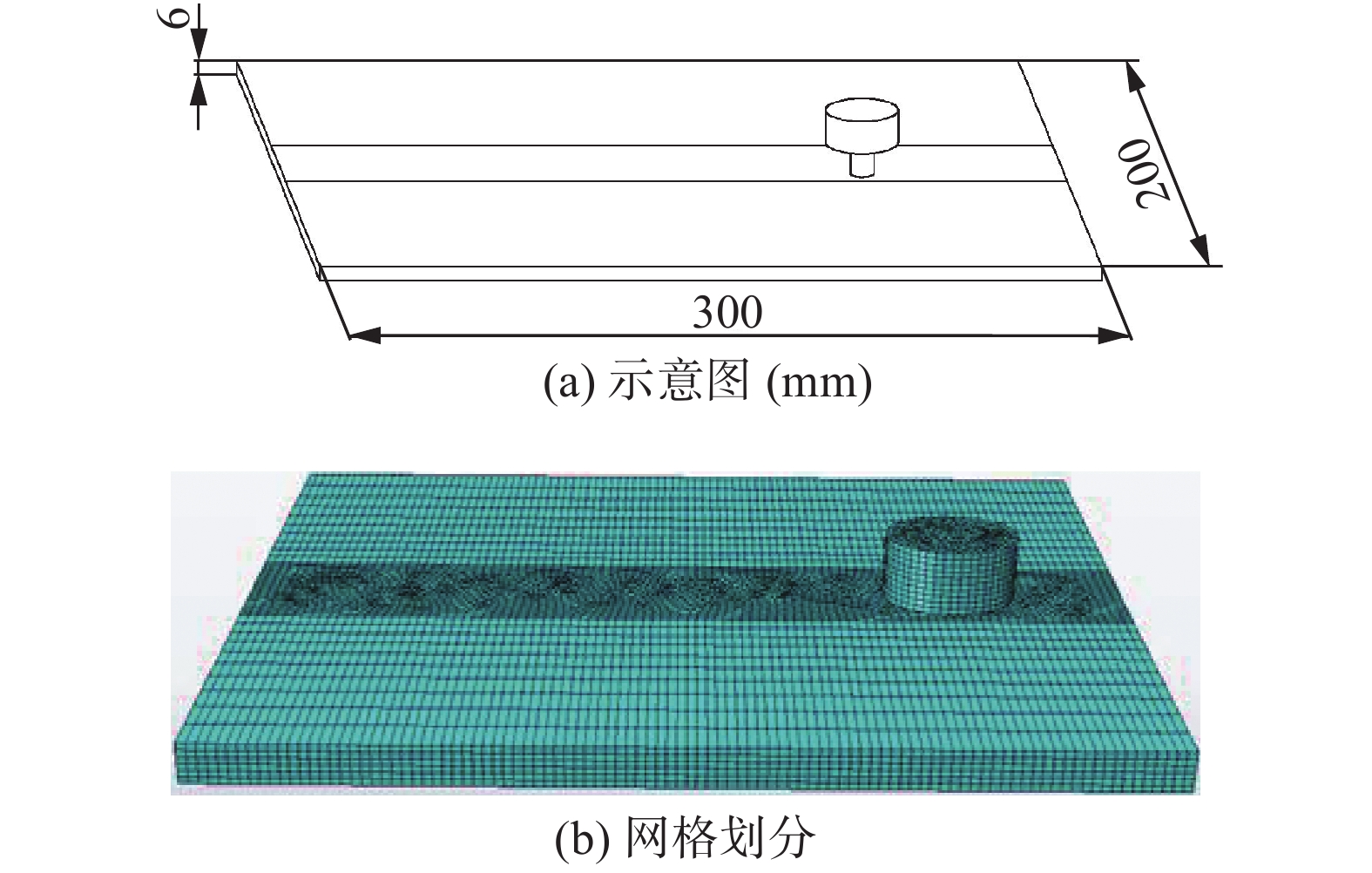
图 2 搅拌摩擦焊接有限元模型
Figure 2. Finite element model of friction stir welding. (a) schematic diagram;(b) meshing
![]()
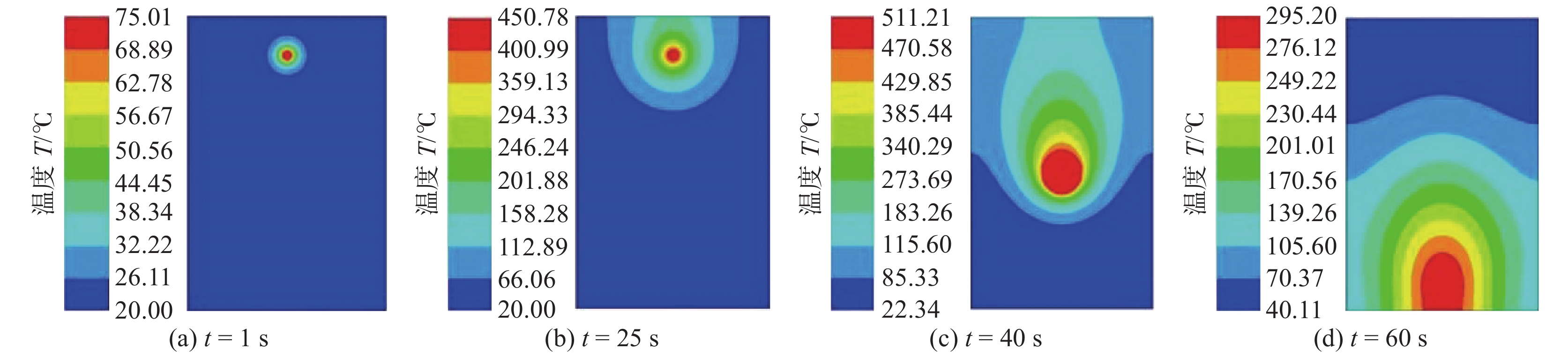
图 3 不同焊接时刻焊接板材的温度场分布
Figure 3. Temperature distribution at different time. (a) t = 1 s;(b) t = 25 s;(c) t = 40 s;(d) t = 60 s
![]()
图 4 不同转速下焊接板材的温度场分布
Figure 4. Temperature distribution in different rotate speeds. (a)1 000 r/min;(b)1 400 r/min;(c)1 800 r/min
![]()
图 5 不同焊接速度下焊接板材的温度场分布
Figure 5. Temperature distribution in different welding speeds. (a) 100 mm/min;(b) 200 mm/min;(c) 300 mm/min
![]()
图 6 焊接速度为200 mm/min时不同转速下AZ31镁合金接头不同区域的金相组织
Figure 6. Microstructure in different positions of AZ31 magnesium alloy joints with the welding rate of 200 mm/min. (a)1 000 r/min-stir region;(b)1 000 r/min-interface region;(c)1 400 r/min-stir region;(d)1 400 r/min-interface region;(e)1 800 r/min-stir region;(f)1 800 r/min-interface region
![]()
图 7 转速为1400 r/min时不同焊接速度下AZ31镁合金接头不同区域的金相组织
Figure 7. Microstructure in different positions of AZ31 magnesium alloy joints with the rotation rate of 1 400 r/min. (a) 100 mm/min-stir region;(b) 100 mm/min-interface region;(c) 300 mm/min-stir region;(d) 300 mm/min-interface region
![]()
图 8 AZ31镁合金搅拌摩擦焊接头的应力−应变曲线
Figure 8. Stress−strain curves of FSW AZ31 magnesium alloy joint
![]()
图 9 AZ31镁合金搅拌摩擦焊接头界面处的EBSD图
Figure 9. EBSD maps in interface of FSW AZ31 magnesium alloy joints. (a) 1 000 r/min;(b) 1 400 r/min
表 1 AZ31镁合金的化学成分(质量分数,%)
Table 1 Chemical composition of AZ31 magnesium alloy
Mg Al Zn Mn Fe Ca Si 95.475 3.1 0.89 0.38 0.005 0.05 0.1  下载: 导出CSV
下载: 导出CSV
表 2 AZ31镁合金搅拌摩擦焊接头的力学性能指标
Table 2 Mechanical performance index of FSW AZ31 magnesium alloy joints
转速
n/(r·min−1)焊接速度 v/(mm·min−1) 抗拉强度 Rm/MPa 断后伸长率
A (%)1 400 100 263 5.0 1 400 200 241 7.5 1 400 300 252 16.5 1 000 200 227 5.0 1 800 200 198 3.0
下载: 导出CSV
-
[1] Kim D G, Lee K M, Lee J S, et al. Evolution of microstructures and textures in magnesium AZ31 alloys deformed by normal and cross-roll rolling[J]. Materials Letters, 2012, 75: 122 − 125. doi: 10.1016/j.matlet.2012.01.141
[2] Pollock T M. Weight loss with magnesium alloys[J]. Science, 2010, 328(5981): 986 − 987. doi: 10.1126/science.1182848
[3] Yasi J A, Jr L G H, Trinkle D R. Prediction of thermal cross-slip stress in magnesium alloys from direct first-principles data[J]. Acta Materialia, 2011, 59(14): 5652 − 5660. doi: 10.1016/j.actamat.2011.05.040
[4] Commin L, Dumont M, Masse J E, et al. Friction stir welding of AZ31 magnesium alloy rolled sheets: influence of processing parameters[J]. Acta Materialia, 2009, 57(2): 326 − 334. doi: 10.1016/j.actamat.2008.09.011
[5] Mishra R S, Ma Z Y. Friction stir welding and processing[J]. Materials Science and Engineering R, 2005, 50: 1 − 78. doi: 10.1016/j.mser.2005.07.001
[6] 刘会杰, 李金全, 段卫军. 静止轴肩搅拌摩擦焊的研究进展[J]. 焊接学报, 2012, 33(5): 108 − 112. Liu Huijie, Li Jinquan, Duan Weijun. Progress in the stationay shoulder friction stir welding[J]. Transactions of the China Welding Institution, 2012, 33(5): 108 − 112.
[7] Chalmers R E. The friction welding advantage[J]. Manufacturing Engineering, 2001, 126(5): 64 − 68.
[8] 温林秀, 赵运强, 董春林, 等. 1561铝合金搅拌摩擦焊接过程压力特征及接头组织性能分析[J]. 焊接学报, 2019, 40(12): 91 − 96. Wen Linxiu, Zhao Yunqiang, Dong Chunlin, et al. Analysis of pressure characteristics and microstructure of joint during friction stir welding process of 1561 aluminum alloy[J]. Transactions of the China Welding Institution, 2019, 40(12): 91 − 96.
[9] Liu J L, Zhu H, Jiang Y, et al. Evolution of residual stress field in 6N01 aluminum alloy friction stir welding joint[J]. China Welding, 2018, 27(4): 18 − 26.
[10] Razal Rose A, Manisekar K, Balasubramanian V. Effect of axial force on microstructure and tensile properties of friction stir welded AZ61A magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(5): 974 − 984. doi: 10.1016/S1003-6326(11)60809-1
[11] Sato Y S, Kokawa H. Distribution of tensile property and microstructure in friction stir weld of 6063 aluminum[J]. Metallurgical and Materials Transactions A, 2000, 32: 3023 − 3031.
[12] Wang Y N, Huang J C. The role of twinning and untwinning in yielding behavior in hot-extruded Mg-Al-Zn alloy[J]. Acta Materialia, 2007, 55(3): 897 − 905. doi: 10.1016/j.actamat.2006.09.010
[13] Yoo M H, Lee J K. Deformation twinning in h.c.p. metals and alloys[J]. Philosophical Magazine A, 1991, 63(5): 987 − 1000. doi: 10.1080/01418619108213931
[14] Kaibyshev R O, Sitdikov O S. On the role of twinning in dynamic recrystallization[J]. Physics of Metals & Metallography, 2000, 89(4): 384 − 390.
[15] 赵熠朋, 朱浩, 姜月, 等. 7075铝合金搅拌摩擦焊接头断裂机理[J]. 焊接学报, 2017, 38(11): 77 − 81. doi: 10.12073/j.hjxb.20160105005 Zhao Yipeng, Zhu Hao, Jiang Yue, et al. Fracture mechanism of friction stir welded joint of 7075 aluminum alloy[J]. Transactions of the China Welding Institution, 2017, 38(11): 77 − 81. doi: 10.12073/j.hjxb.20160105005


计量
- 文章访问数: 552
- HTML全文浏览量: 65
- PDF下载量: 39
