
Laser scanning welding of 2060 Al-Li alloy with filler wire
-
摘要: 针对铝锂合金焊后易产生气孔、抗拉强度低的缺点,提出“∞”形激光扫描填丝焊接工艺方法,以2 mm厚2060铝锂合金为研究对象开展对接焊接试验研究,探究激光扫描填丝焊接方法对铝锂合金焊接缺陷抑制作用. 借助高速相机摄像系统,探究了激光扫描填丝焊接工艺下熔池的动态演变过程,同时探究了扫描参数对焊缝气孔的影响规律及扫描填丝工艺对气孔的抑制机理. 采用曲面响应统计方法探究工艺参数对抗拉强度的影响,并给出工艺参数组合与抗拉强度的定量关系及最优参数组合,焊接接头最大抗拉强度可达382 MPa,为母材的76.4%. 结果表明,“∞”形激光扫描填丝焊接工艺下熔池流动平稳,小孔喷发强度较弱且呈现出周期性;“∞”形激光扫描填丝焊接工艺可以有效抑制焊缝气孔,提高铝锂合金焊接质量.Abstract: In order to solve the problems of porosity and insufficient tensile strength of aluminum lithium alloy weld, a method of laser scanning welding with filler wire was proposed. Taking 2060 Al-Li alloy with 2 mm thickness as research objects, the suppression effect of laser scanning welding with filler wire on welding defects of Al-Li alloy was investigated. A high-speed camera system was built to explore the mechanism and the change of the dynamic evolution of the molten pool. The influence of scanning parameters on the formation of porosity in weld seam and the mechanism of inhibiting porosity of laser scanning welding with filler wire technique were investigated. Response surface methodology was applied to explore the influence of process parameters on tensile strength. The quantitative relationship between process parameter combination, tensile strength and the optimal parameter combination were proposed. The maximum tensile strength of the weld is 382 MPa, which is 76.4% of the base metal. The research shows that the flow of the molten pool is stable, and meanwhile the eruption of the keyhole is weak and showing the periodicity, in the process of “∞” shaped laser scanning welding with filler wire. And the process of “∞” shaped laser scanning welding with filler wire can effectively inhibit weld porosity and improve the welding quality of Al-Li alloy.
-
0. 序言
2004年,台湾国立清华大学Yeh教授[1]提出了高熵合金的概念.高熵合金是由多种不分主次的金属元素组成的复杂合金体系,又称为多主元高混乱度合金.它一般由5种主要元素组成,每种主要元素的原子分数要大于5%,且不能超过35%.
目前普遍认为高熵合金具有四大效应:热力学上的高熵效应、结构上的晶格畸变效应、动力学上的缓慢扩散效应和性能上的“鸡尾酒”效应.由于上述四大效应的存在,高熵合金呈现出一些新的特点,比如其微观结构为简单固溶体、性能上具有高强度和高硬度等[2–5].
随着材料工业的发展,异质材料复合构件能够最大限度利用材料各自的优点,起到物尽其用的效果,在工业领域受到广泛的重视.但是由于不同的材料具有不同的物理、化学性质,给异质材料焊接和连接带来了很大的挑战.比如当两种材料化学不相容时,会产生大量的金属间化合物,这些硬而脆的金属间化合物会降低焊接接头的力学性能,严重影响焊接结构的服役性能[6–8].
鉴于高熵合金在结构和性能上的显著特点,考虑到异质材料焊接所面临的难题,将高熵合金作为焊接填料引入到焊接接头中,实现焊缝高熵化,可为异质材料焊接和连接提供新的解决途径.目前研究学者针对这一新的方向已开展了部分研究,取得了一些研究成果.文中总结了国内外利用高熵合金四大效应开发焊接材料和工艺的研究现状及存在的问题,并对未来发展方向进行了展望.
1. 焊缝高熵化的研究现状
1.1 热力学上的高熵效应
多主元的特性造成高熵合金的混合熵很高,各组成元素自由无序地分布,形成了简单的无基元固溶体,而不是结构复杂的物相或化合物,称为高熵效应.高熵效应是高熵合金最重要的特征,能够抑制金属间化合物的出现,促进组元间形成简单的体心立方或面心立方固溶体,而不是形成金属间化合物[9–12].
异质材料焊接过程中,当两种材料化学不相容时,界面处易产生大量脆性金属间化合物,严重降低接头的力学性能,限制了异质材料零件在诸多领域中的应用.因此如何消除异质材料焊接接头中的脆性金属间化合物,是异质材料焊接所要解决的关键问题[13–15].
对于易产生大量金属间化合物的异种材料焊接,如果以高熵合金作为焊接填料,或者在界面处原位生成高熵合金,使得异质材料连接界面处形成单一或者多种固溶体结构,就可以避免金属间化合物的产生.
目前国内外学者在利用高熵合金的高熵效应进行异质材料焊接方面进行了初步的尝试,所采用的焊接方法主要集中在压力焊、钎焊、熔化焊等方面.
1.1.1 压力焊
在国内,西安理工大学翟秋亚教授课题组[16-17]提出了基于焊缝金属高熵化的钛/钢电阻点焊中间层设计思路.以等摩尔合金Ti-Fe-Cu-Ni-Al为基点,通过调整高熵合金成分,可有效抑制焊缝脆性金属间化合物产生,形成简单固溶体的TA2/Q235电阻点焊接头组织.同样TA1/Fe5Co24Ni27Cu25Cr19/0Cr18Ni9的储能焊熔核也实现了高熵化,避免了金属间化合物的产生[18].Azhari-Saray等人[19]以Al0.5FeCoCrNi高熵合金作为过渡层进行6061-T6铝合金与St-12碳钢的电阻焊,发现在碳钢侧形成了固溶体,而在铝合金侧形成了复杂的化合物相,主要是由于高熵合金的组成元素向铝合金大量扩散所致.
在固相扩散焊领域,对于容易形成金属间化合物的异种金属焊接,在两者之间加一个高熵合金的中间层,其对两种金属的主要元素有一定的容纳能力,可以在一定程度上减少甚至阻止金属间化合物的产生.刘玉林等人[20]采用真空扩散焊方法实现了CoCrFeMnNi高熵合金与304不锈钢的稳固连接,高熵合金与不锈钢在界面处形成了FCC固溶体层,未发现金属间化合物.
1.1.2 钎焊
目前焊缝高熵化的研究主要集中在采用高熵合金钎料进行金属、陶瓷和金属间化合物等同种和异种材料的钎焊[21].
Zhang等人[22]采用Ti/FeCoNiCrCu高熵合金的复合中间层实现了ZrB2-SiC-C陶瓷与GH99高温合金的钎焊连接,并给出了接头形成的物理模型,如图1所示.Ti/FeCoNiCrCu的混合高熵效应保持了Ti与Cr原子的活性,在钎缝中形成了单相固溶体的基体.
![]() 图 1 ZSC/GH99钎焊接头的组织演化物理模型Figure 1. Physical model of microstructure evolution of ZSC/GH99 brazed joint
图 1 ZSC/GH99钎焊接头的组织演化物理模型Figure 1. Physical model of microstructure evolution of ZSC/GH99 brazed jointWang等人[23]采用CoFeCrNiCu高熵合金实现了SiC陶瓷的钎焊,其界面除了形成固溶体外还形成了Cr23C6化合物相.而且由于高熵合金钎料中的元素与两边母材相互扩散,造成其成分变化.添加Ti元素可以补偿CoFeNiCrCu高熵合金钎料向ZrB2-SiC陶瓷和Nb合金母材溶解造成的成分变化,但是钎缝的单一固溶体组织中产生了富钛的Laves金属间化合物相[24].随着钎焊时间的增加,接头因高熵效应的作用仍主要由固溶体组成,接头中反应层厚度逐渐增大[25].
Tillmann等人[26]采用以Ga作为降熔元素的CoCrCuFeNiGa高熵合金钎料实现了较大钎缝下的Mar-M 247镍基高温合金的钎焊,发现接头处形成了两种FCC的高熵合金相,并且在局部形成了高硬度的富Ni,Ti和Ga相.在γ-TiAl/TiZrNiCuCo/IN718钎焊接头靠近γ-TiAl的反应层也形成了Ti-Ni(Cu)-Al金属间化合物[27].
Pang等人[28]采用多主元合金Ti50Zr27Cu8Ni4Co3Fe2Al3Sn2Si1非晶钎料进行钛合金的钎焊,发现钎料中降低Cu和Ni元素的含量可减少金属间化合物的产生.Dong等人[29]采用低熔点的Ti35Zr25Be30Co10非晶钎料焊接TiAl基合金与GH536高温合金,发现较高的温度易导致焊缝中形成金属间化合物.同样,Gao等人[30]采用Fe5Co20Ni20Mn35Cu20多主元合金钎焊镍基高温合金,当钎焊时间超过90 min后,界面处会形成CrMn2和Cr2Mn3金属间化合物.Tillmann等人[31]采用Nb0.73CoCrFeNi2.1共晶高熵合金钎焊3YSZ陶瓷与Crofer 22 APU钢,发现钎缝由FCC固溶体与C14 Laves相的共晶组织构成,在陶瓷界面处产生了HfO2的反应层.
综上,采用高熵合金进行同种和异种材料钎焊时,钎缝中的反应产物受到钎料成分、钎焊温度和时间等参数的综合影响,在形成固溶体组织的同时还常常会形成化合物相,尚不能完全实现钎缝的高熵化.
1.1.3 熔化焊
在异种材料的熔化焊过程中,由于热输入较大且材料发生熔化,接头处极易产生脆性金属间化合物.如果采用高熵合金作为填料,在焊接过程中,熔池金属如同一个高熵化的缓和区,同时容纳了两种母材金属的溶解,并且依然形成高熵合金,可避免形成金属间化合物.
Liu等人[32]使用CoZnCuMn0.8Si0.2和FeCoCrNiMn两种高熵合金粉末得到了6061铝合金和304不锈钢激光焊接的高熵合金焊缝,但是在铝合金侧的焊缝和热影响区界面处产生一个10 ~ 20 μm宽度的未充分混合区,如图2所示,该区域仍然存在亚微米或纳米尺度的金属间化合物.
![]() 图 2 铝/钢接头铝合金侧未充分混合区的微观组织形貌Figure 2. Microstructure of insufficient mixing zone on 6061 side of aluminum/steel laser welded joint. (a) CoZnCuMn0.8Si0.2 joint; (b) FeCoCrNiMn joint; (c) Al-12Si joint
图 2 铝/钢接头铝合金侧未充分混合区的微观组织形貌Figure 2. Microstructure of insufficient mixing zone on 6061 side of aluminum/steel laser welded joint. (a) CoZnCuMn0.8Si0.2 joint; (b) FeCoCrNiMn joint; (c) Al-12Si jointHao等人[33]采用(CoCrFeNi)100-xCux高熵合金丝材作为填料得到了TC4钛合金和304不锈钢由固溶体组成的激光焊接焊缝,但是在Ti/Cu过渡区形成了Ti(Fe, Co, Cr)2和Ti(Fe, Ni)2相,使得焊接接头抗拉强度降低,所有接头均在该处发生断裂. 侯光远[34]选用Ti-Fe-Ni-Cu-V和Ti-Fe-Cr-Ni-Cu系高熵合金实现了TA2/Q235和TA2/0Cr18Ni9的TIG熔化焊,通过正交试验得出了优化的焊材成分,焊缝均形成简单固溶体.樊丁等人[35]采用预置CrMnFeNiZr高熵合金粉末得到了6010铝合金/钢成形较好的微束等离子熔钎焊接头,但是接头界面区生成较平整的FeAl3金属间化合物层. 因此采用高熵合金作为填料的异种材料熔焊接头组织存在不对称性,在一侧母材界面处形成固溶体,但在另一侧母材界面处常常会形成金属间化合物,同样难以完全实现焊缝的高熵化.
1.1.4 增材制造和激光熔覆
目前增材制造和激光熔覆多采用粉末形式连接同种或异种材料,高熵合金粉末作为中间层,使得连接处的微观组织[36-37]和性能[38-39]等方面更为优异.
激光熔覆法属于堆焊技术中的一种,目前研究大多在钢材基板上制备高熵合金涂层,合金涂层的微观组织、力学性能、抗高温性能和耐磨性能等方面均显著提升[40].
Han等人[41]制备了具有良好抗高温性能的TixNbMoTaW高熵合金涂层,随着Ti元素含量的增加,延伸性和屈服强度提升,并且在达到熔点前后保持了稳定的BCC结构,具有优异的热稳定性.王磊磊等人[42]研究TC4 钛合金板材表面激光熔覆FeCoCrNi高熵合金涂层,得到Ti,Ni组合和Ti,Co组合造成部分物相的聚集,熔覆层由稳定的FCC + BCC混合相构成,微观组织更加均匀.
Wang等人[43]将 CoCrFeNiMn作为中间层实现NiTi合金和304的连接,由于高熵合金的高熵效应大幅度降低了脆性金属化合物的产生,接头抗剪强度增加了6倍.黄留飞等人[44]通过激光熔覆 FeCrCoNiSiB 高熵合金粉末手段,在低碳钢上成功实现异种材料的焊接,形成一种新型的含有49%非晶相的覆层,覆层的磨损率比低碳钢的磨损率低 25.9%.
石杰[45]利用激光选区熔化技术实现了Fe68Mo5Ni5Cr2P12.5C5B2.5铁基非晶粉末和 FeCoCrNiMn高熵合金粉末的混合打印,发现高熵合金连接处的断裂强度超1 GPa, 当铁基非晶质量分数为15%时,连接处的断裂强度可达到1 330 MPa.
在利用高熵合金的高熵效应进行异种材料的增材制造方面的文献很少,研究还非常不充分.
1.2 结构上的晶格畸变效应
晶格畸变效应是指在多主元高熵合金这种无基元的固溶体中,各原子周围都分布着其它不同种类的原子,而不同种类的原子具有不同的原子半径,导致晶格发生严重的畸变.晶格畸变效应是高熵合金具有高强度和高硬度的重要原因[12,46–48].
Bridges等人[49]采用NiMn1.75Fe0.25CoCu高熵合金作为钎料实现了镍基高温合金IN718的激光钎焊,认为钎焊后高熵合金的硬度上升主要来源于Cr原子引入后导致的晶格畸变和“鸡尾酒”效应.
常规钎料得到的钎焊接头往往强度较低,主要是由于钎缝由一些强度较低的低熔点相组成.如果采用高熵合金作为钎料,或者实现钎缝的高熵化,由于存在晶格畸变效应,可以提高钎焊接头的强度.
1.3 动力学上的缓慢扩散效应
动力学上的缓慢扩散效应是指多种不同类型的原子扩散会造成晶格势能波动范围加大,从而产生很多可作为“陷阱”的低晶格势能的晶格间隙,这些“陷阱”能有效地阻碍原子运动.所以产生了原子缓慢扩散效应,也称为迟滞扩散效应[2,50–52].
由于存在缓慢扩散效应,高熵合金在高温下具有有限的扩散动力学,可以作为扩散焊接的阻隔层,避免两种材料直接接触产生金属间化合物.
丁文等人[53]采用CoCrFeMnNi高熵合金作为扩散中间层对Cu/HEA/304SS进行真空扩散连接时,界面形成了连续的浓度梯度. 但是对Cu/HEA/Ti进行真空扩散连接时,Cu/HEA界面各元素在界面处形成了连续的浓度梯度,而HEA/Ti界面处元素则扩散形成多个平台,形成多种金属间化合物(Cr2Ti,Mn2Ti和Ni3Ti),使得该区域硬度上升,如图3所示[54].
![]() 图 3 Cu/HEA/Ti扩散焊接头显微硬度分布Figure 3. Microhardness distribution of Cu/HEA/Ti diffusion bonded joint. (a) hardness values at different temperatures; (b) joint hardness distribution at 850 ℃
图 3 Cu/HEA/Ti扩散焊接头显微硬度分布Figure 3. Microhardness distribution of Cu/HEA/Ti diffusion bonded joint. (a) hardness values at different temperatures; (b) joint hardness distribution at 850 ℃在固相扩散焊接过程中,由于不同材料的扩散系数不一样,使得在异质材料扩散焊接界面处易形成孔洞缺陷,这一现象称为Kirkendall效应[55].高熵合金中间层可以降低异质材料扩散焊接过程中的原子扩散速率,进而抑制Kirkendall孔洞的形成. 刘玉林[56]采用固相扩散焊接实现了CoCrFeMnNi高熵合金与铜的良好连接,与钢/铜扩散焊相比,高熵合金/铜扩散焊时的Kirkendall孔洞数量显著减少.
由于存在缓慢扩散效应,高熵合金在凝固过程中元素的迁移和扩散很慢,阻碍了晶粒的形核和长大.当作为钎料时,可以防止母材和钎料的过渡溶解,减少界面处有害相的生成[30].另外由于合金元素在凝固过程中的迁移和扩散很慢,阻碍了晶粒的形核和长大,使得界面处的组织倾向于形成纳米结构,可提高其耐高温性能.因此高熵合金可作为高温结构的钎料,以保证接头在高温服役条件下的力学性能.
在电子封装领域的钎焊过程中,熔化的钎料与基体之间发生界面反应,易形成金属间化合物,焊点处常常在很低的载荷下产生破坏.为解决这一问题,在焊点处形成韧性的多主元合金反应层是一个重要的的思路.
Shen等人[57]研究发现,由于存在缓慢扩散效应,高熵合金FeCoNiMn向锡的溶解非常慢,可作为三维集成电路中小体积锡基焊料/铜焊点间的扩散阻隔材料,在电子封装领域具有广阔的应用前景. Peng等人[58-59]采用AuSn + Au5Sn共晶钎料实现了CuNiAg基体的钎焊,在界面处原位形成了面心立方结构的多主元合金.该合金的形成可以释放局部应力集中,优化应变局部分布,进而增强接头的剪切性能.
在微电子领域,由于高温下Cu元素在Si元素或SiO2中的扩散能力很强,铜引线与硅的连接极易形成Cu-Si金属间化合物,因此二者之间常需要扩散阻隔层.高熵合金由于具有高的热稳定性和有限的扩散动力学,在作为扩散阻隔层材料方面具有极大的潜力. Tsai等人[60]采用AlMoNbSiTaTiVZr高熵合金薄膜作为扩散阻隔层进行铜与硅的连接,发现高熵合金薄膜能在700 ℃,30 min 内阻止Cu-Si化合物的形成.因此高熵合金是一种很有潜力的Cu-Si连接扩散阻隔层材料.
综上,缓慢扩散效应减缓了高熵合金组成原子在高温下的扩散速率,一方面可以作为钎焊和扩散焊的阻隔层,防止界面处形成金属间化合物和Kirkendall孔洞;另一方面,界面处倾向于形成纳米结构,可以用作高温结构钎焊的钎料.
1.4 性能上的“鸡尾酒”效应
性能上的“鸡尾酒”效应是基于主要组元本身特性及其交互作用相结合产生的一种复杂效应.高熵合金的性能受到组成相的综合影响,会产生复合效应,而不仅仅是各相性能的简单混合叠加[61–66].
研究表明,AlxFeCoCrNi高熵合金中,由于“鸡尾酒”效应的存在,Al元素含量的增加使合金结构由FCC相逐渐转变至BCC相,合金的强度逐渐提高,同时伴随塑性的下降.这是由于FCC相具有低强度和高塑韧性,而BCC相具有高强度和低塑韧性. AlxFeCoCrNi高熵合金的硬度随Al元素含量的变化如图4所示[67].利用高熵合金的“鸡尾酒”效应,可通过调控高熵合金焊接填料的成分,调控焊缝中FCC相和BCC相的比例,进而调控焊缝的强度和塑韧性,最终使焊缝获得最优的综合力学性能.
![]() 图 4 铸态AlxFeCoCrNi高熵合金的硬度随Al含量的变化Figure 4. Hardness variation of as-cast AlxFeCoCrNi high entropy alloy with various Al contents
图 4 铸态AlxFeCoCrNi高熵合金的硬度随Al含量的变化Figure 4. Hardness variation of as-cast AlxFeCoCrNi high entropy alloy with various Al contentsLiu等人[68]采用(CrMnFe)x(CoNi)y系列的高熵合金实现了不锈钢和低碳钢异种材料的激光焊接,发现高的BCC形成元素(x/y>7/3)可以获得硬度较高的焊缝,当x/y=5/5时,焊缝具有最优综合力学性能.Liu等人[69]采用FeCoCrNiMn和CrFeNi2.4Al0.6两种高熵合金作为填料实现了304不锈钢和SMA490BW异种钢激光填粉焊接,发现母材的溶解和填充金属成分的稀释对高熵合金焊缝的组成有重要的影响. 60°V形坡口可以减少母材中的Fe元素向焊缝的溶解,且焊缝显微硬度提高了33%,主要是由于开坡口焊缝中BCC/FCC相的比例较高[70].
共晶高熵合金具有塑性FCC相和高强度BCC相交替分布的片层或棒状显微组织,通过调整合金成分控制FCC/BCC型固溶体的比例,进而调控焊缝的强韧性匹配,有望获得最优的综合力学性能,因此在高性能钢等材料的焊接中具有广阔的应用前景.
2. 目前存在的问题
利用焊缝高熵化的思路来解决异质材料焊接所存在的问题,国内外已初步开展了一些工作,取得了一些成果.但是研究工作仅涉及少数异种材料组合、高熵合金体系和焊接方法,研究还非常不充分,存在如下几个主要问题.
(1)由于所采用的高熵合金填料对不同母材的容纳能力不同,焊接接头的组织和性能存在不对称性.对于给定的材料组合和高熵合金成分,常常出现一侧母材界面处形成固溶体组织,但在另一侧母材界面处仍存在金属间化合物,焊缝常常不能实现完全的高熵化.
(2)采用高熵合金填料焊接过程中,母材的溶解使得母材和焊缝的元素相互扩散,造成高熵合金填料的成分稀释或变化,进而影响焊缝的化学成分,使得焊缝不再具有高熵效应.
(3)对于给定的异质材料组合,在高熵合金体系的选择上大多依赖经验,尚未形成通用的选择依据和准则;在选择高熵合金体系后进一步确定合金成分时也主要依赖经验,大多选择等摩尔比的成分.对于作为焊接填料的成分选择和设计准则,尚无清晰的认识和理论的指导.
3. 未来研究展望
高熵合金所具有的高熵效应、晶格畸变效应、缓慢扩散效应和“鸡尾酒”效应在焊接领域表现出独特的应用价值,前景十分广阔.焊缝高熵化是解决异种材料焊接难题的一个重要思路,文中结合已有研究成果,对该方向未来发展给出以下几点建议.
(1)考虑到母材的溶解对高熵合金焊缝成分的影响,需保证母材溶入后焊缝仍然形成高熵合金. 因此有必要研究母材的合金元素及其含量对高熵合金相组成的影响,确定能够形成固溶体结构的合金元素含量范围,建立不同合金元素含量与相组成之间的关系,揭示其形成规律,为高熵合金焊料成分设计提供理论依据.
(2)系统开展不同材料组合、不同高熵合金体系和不同焊接方法的研究,综合考虑焊缝高熵化、母材溶解、接头服役性能以及经济成本等因素,确定作为焊接填料的高熵合金成分设计准则.
(3)除了采用目前常用的试验手段外,应综合运用热力学参量计算、密度泛函理论、热力学第一性原理仿真、分子动力学第一性原理仿真、新相分计算法、计算相图理论、高通量试验与表征以及有限元模拟等手段进行成分设计,提高效率,降低对经验的依赖.
(4)在高熵合金填料成分设计过程中,综合考虑焊接方法的不同和焊接工艺参数的波动,以及接头服役性能的不同对焊缝高熵化的影响,根据不同的焊接方法和服役环境来选择不同的合金体系.
(5)目前所采用的高熵合金焊接填料主要是单相固溶体材料,利用其高熵效应来减少或避免接头金属间化合物的产生.多相高熵合金,特别是共晶高熵合金能够有效调控强度与韧性的匹配,与单相高熵合金相比具有更优异的综合力学性能.应加强多相高熵合金焊接填料的研究和开发,对相的类型和各相比例生成规律进一步探索,扩大其应用范围.
(6)增材制造在异质材料构件制造中具有显著的优势,将高熵合金作为异质材料构件的过渡层,以避免产生金属间化合物和缓释残余应力,也是未来重要的研究方向.目前相关报道较少,应尽快开展基于高熵合金过渡层的异质材料构件增材制造技术的研究.
-
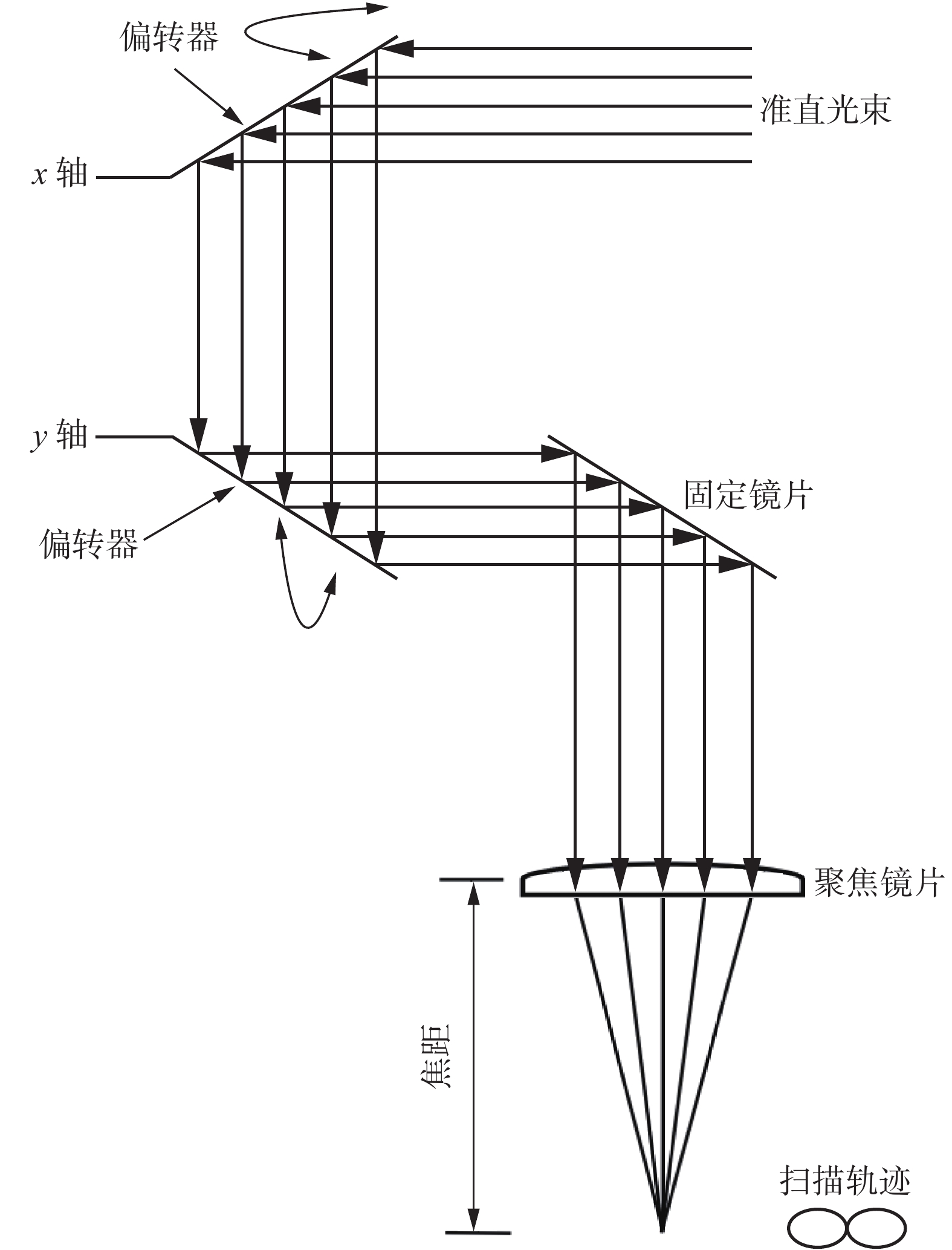
![]()
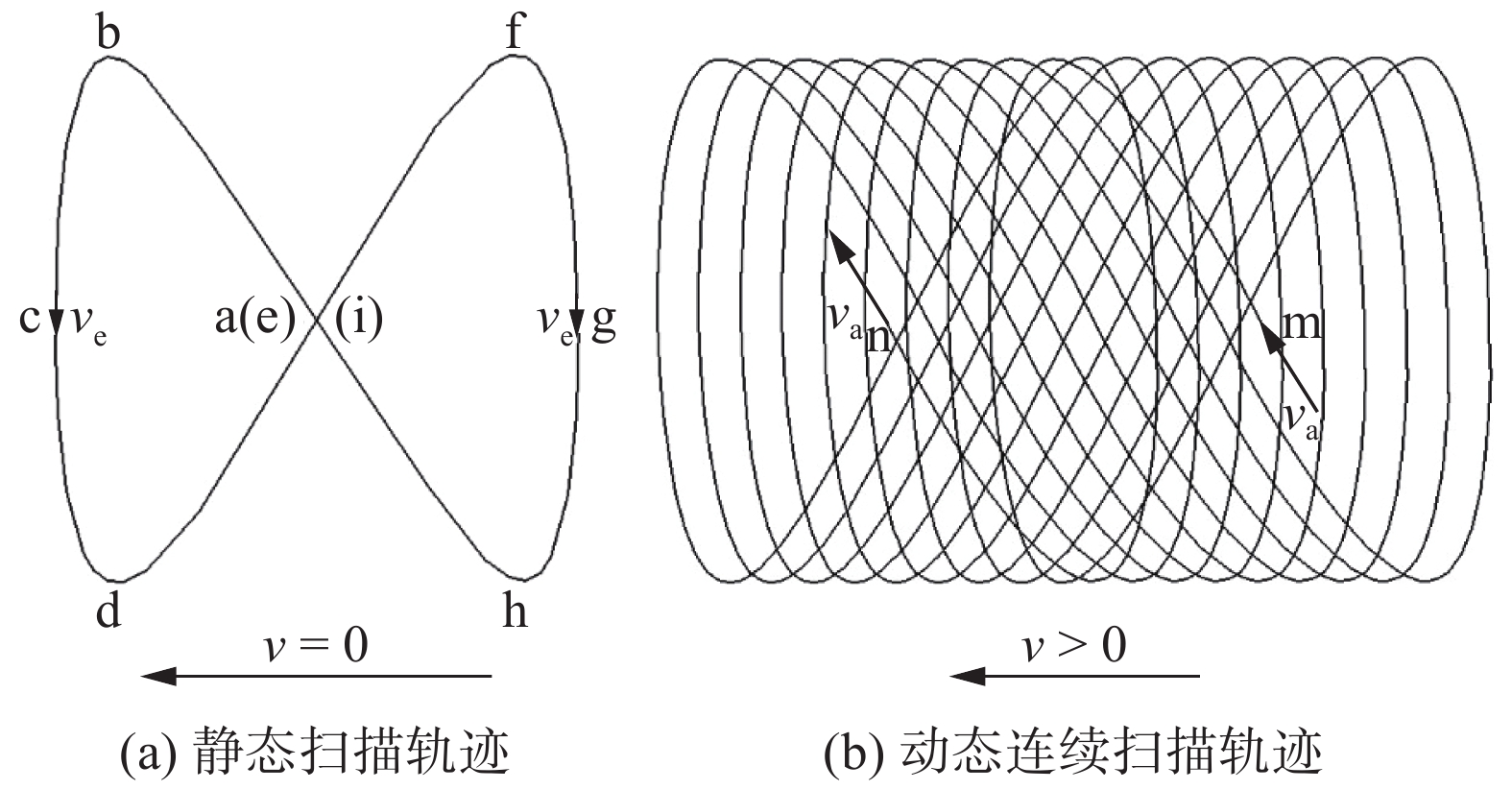
图 3 “∞”形激光束扫描运动轨迹
Figure 3. Motion trajectories of “∞” shaped laser scanning welding. (a) static scanning trajectory;(b) dynamic continuous scanning trajectory
![]()
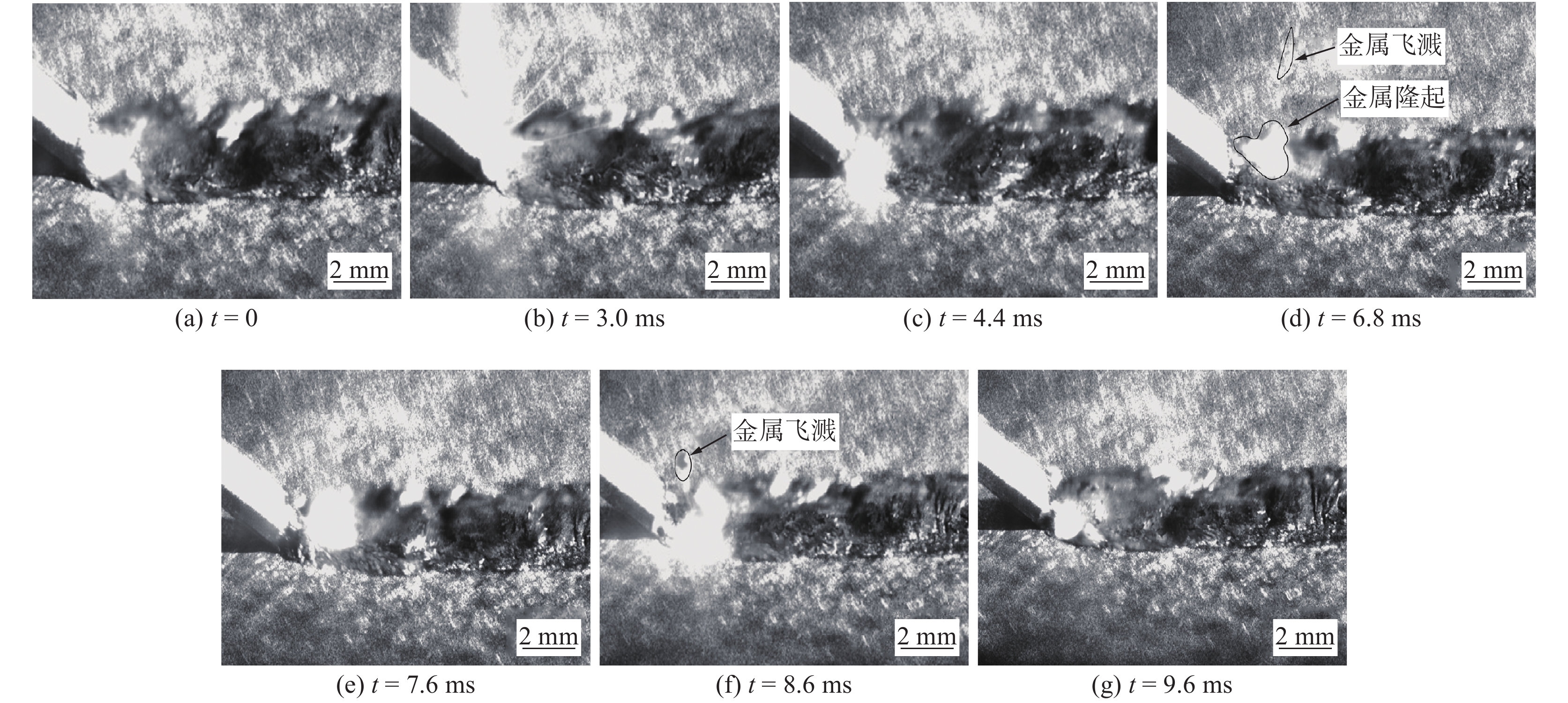
图 4 “∞”形激光扫描填丝焊接熔池动态演变图
Figure 4. Dynamic evolution of welding pool of “∞” shaped laser scanning welding with filler wire. (a) t = 0; (b) t = 3.0 ms; (c) t = 4.4 ms; (d) t = 6.8 ms; (e) t = 7.6 ms; (f) t = 8.6 ms; (g) t = 9.6 ms
![]()
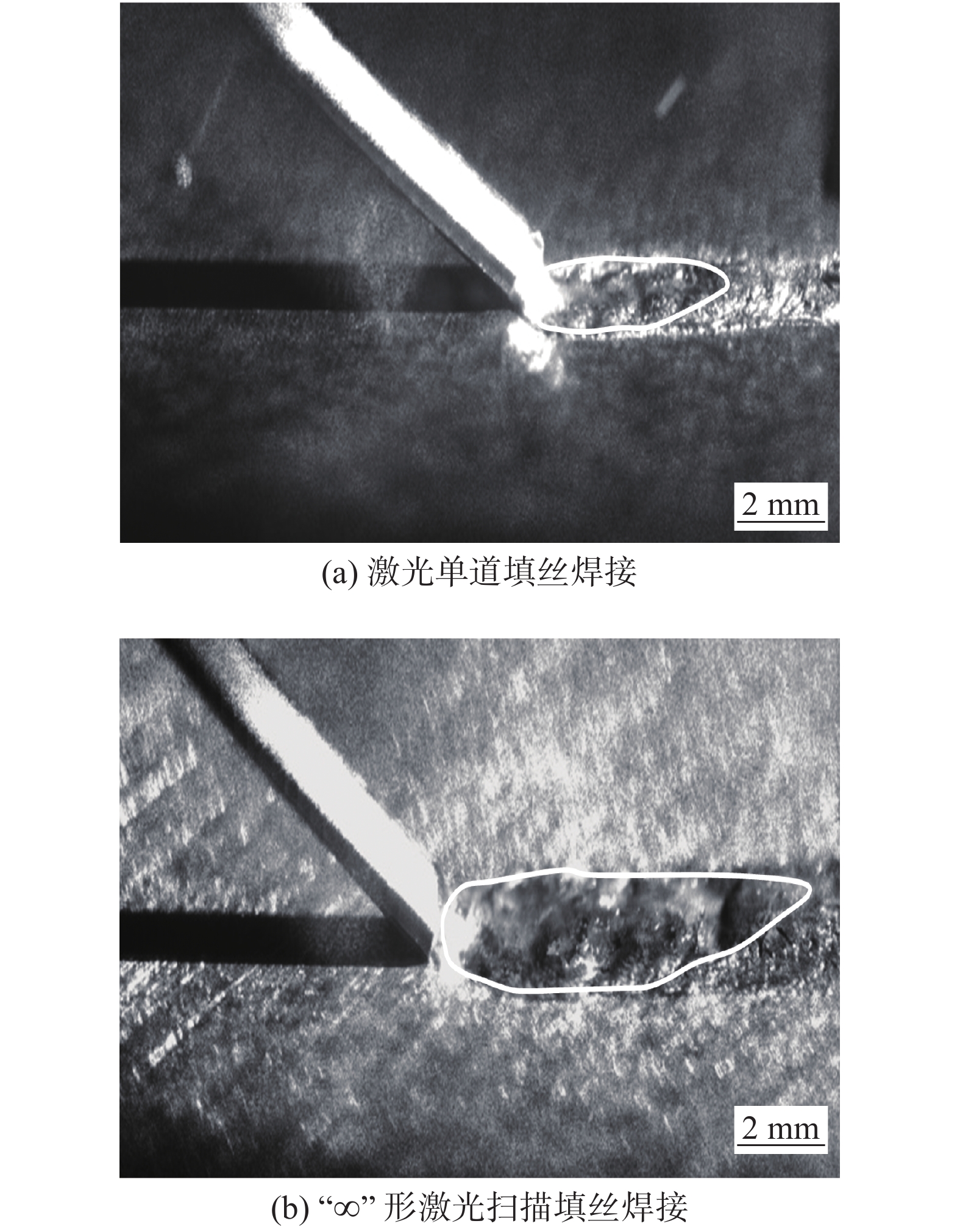
图 5 不同焊接工艺熔池静态形貌
Figure 5. Morphology of welding pool of different laser welding process. (a) single pass laser welding with filler wire; (b) “∞” shaped laser scanning welding with filler wire
![]()
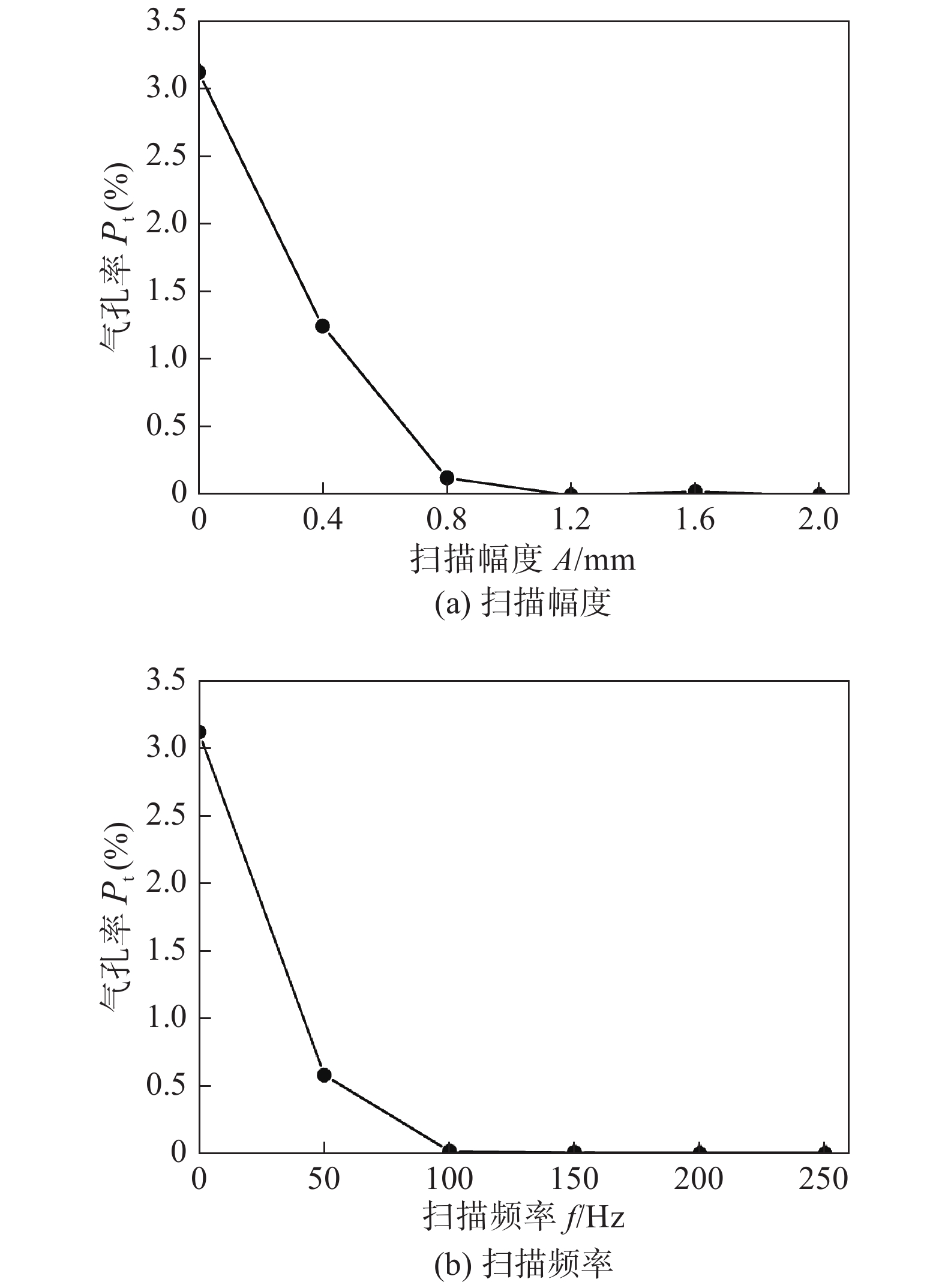
图 6 焊缝气孔率与焊接参数关系
Figure 6. Relationship between the weld porosity and welding perameters. (a) scanning amplitudes; (b) scanning frequencies
![]()
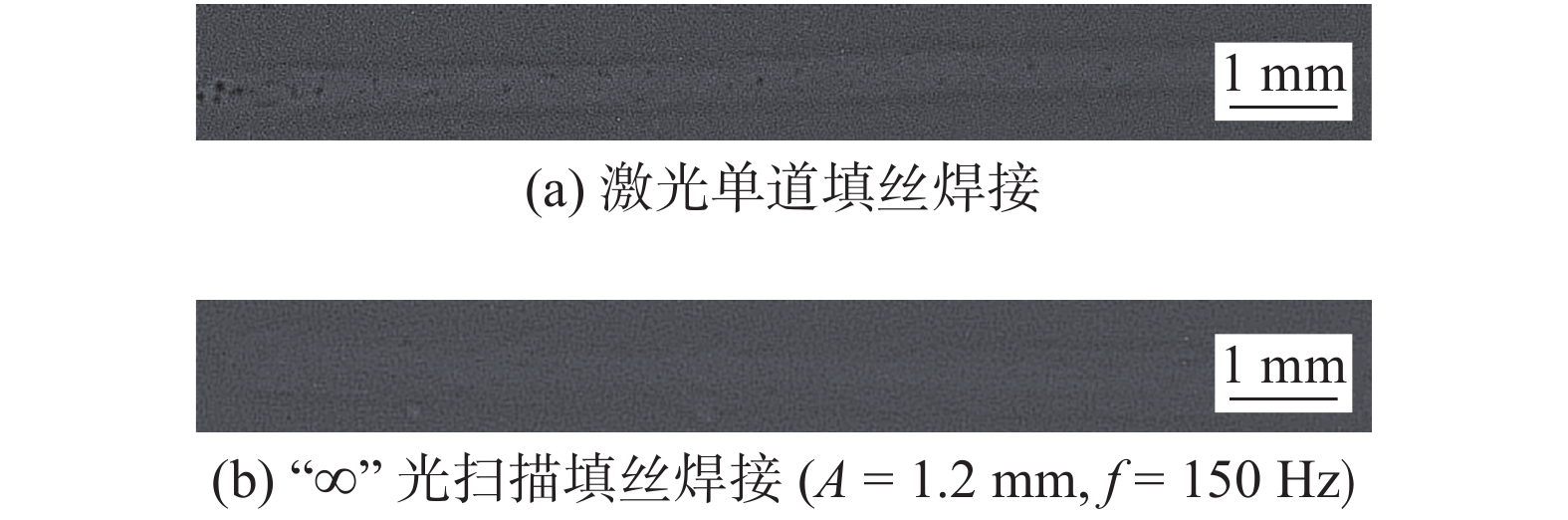
图 7 不同焊接工艺下焊缝气孔分布
Figure 7. Pore distribution of weld seam of different laser welding process. (a) single pass laser welding with filler wire; (b) “∞” shaped laser scanning welding with filler wire(A = 1.2 mm, f = 150 Hz)
![]()
图 8 正常焊接速度下熔池及小孔行为
Figure 8. Behavior of weld pool and keyhole at normal welding speed
表 1 2060铝锂合金和ER4047焊丝的化学成分(质量分数, %)
Table 1 Chemical compositions of 2060 aluminum lithium alloy and ER4047 wire
材料 Li Mg Zn Mn Ag Zr Si Fe Cu Al 2060 0.75 0.85 0.42 0.30 0.30 0.11 0.05 0.1 — 余量 ER4047 — 0.1 0.30 0.11 — — 12 0.08 0.30 余量  下载: 导出CSV
下载: 导出CSV
表 2 单因素试验工艺参数
Table 2 Single factor experiment process parameters
激光功率P/W 离焦量Δf/mm 焊接速度v/(m·min−1) 送丝速度vf/(m·min−1) 扫描幅度A/mm 扫描频率f/Hz 3 400 −1 3.2 3.2 0,0.4,0.8,1.2,1.6,2.0 0,50,100,150,200,250
下载: 导出CSV
表 3 曲面响应试验参数
Table 3 Response surface test parameters
因素 激光功率P/W 焊接/送丝速度v/(m·min−1) 扫描幅度A/mm 扫描频率
f/HzA B C D 低水平 3 100 3 0.8 50 高水平 3 900 5 1.6 150
下载: 导出CSV
表 4 曲面响应变量分析
Table 4 Variable analysis of response surface
方差来源 平方和S 2 自由度df 均方E 回归值F P值 显著性 模型 79 969.66 14 5 712.12 6.53 0.000 6 显著 激光功率A 3 961.42 1 3 961.42 4.53 0.051 6 焊接速度/送丝速度B 1 571.17 1 1 571.17 1.80 0.201 6 扫描幅度C 1 149.93 1 1 149.93 1.31 0.270 9 扫描频率D 37 382.65 1 37 382.65 42.72 < 0.000 1 显著 AB 9.18 1 9.18 0.010 0.919 9 AC 2 039.43 1 2 039.43 2.33 0.149 1 AD 479.39 1 479.39 0.55 0.471 4 BC 90.44 1 90.44 0.10 0.752 6 BD 4 142.85 1 4 142.85 4.73 0.047 2 显著 CD 7 185.11 1 7 185.11 8.21 0.012 5 显著 A2 9 531.95 1 9 531.95 10.89 0.005 3 显著 B2 4 875.72 1 4 875.72 5.57 0.033 3 显著 C2 1 660.37 1 1 660.37 1.90 0.190 0 D2 14 900.79 1 14 900.79 17.03 0.001 0 显著
下载: 导出CSV
-
[1] 陈国庆, 尹乾兴, 司晓庆, 等. 铝锂合金焊接技术的研究现状分析[J]. 焊接学报, 2019, 40(8): 155 − 160. Chen Guoqing, Yin Qianxing, Si Xiaoqing, et al. Research status analysis of aluminum-lithium alloy welding[J]. Transactions of the China Welding Institution, 2019, 40(8): 155 − 160.
[2] 周利, 李高辉, 刘朝磊, 等. 铝锂合金焊接技术的研究现状[J]. 焊接, 2017(1): 7 − 12, 68. doi: 10.3969/j.issn.1001-1382.2017.01.003 Zhou Li, Li Gaohui, Liu Zhaolei, et al. Research progress in welding technology of Al-Li alloy[J]. Welding & Joining, 2017(1): 7 − 12, 68. doi: 10.3969/j.issn.1001-1382.2017.01.003
[3] Dittrich D. Laser beam welding of hard to weld Al alloys for a reginal aircraft fuselage design-first results[J]. Physics Procedia, 2011, 12(1): 113 − 122.
[4] 林凯莉, 杨武雄, 吕俊霞, 等. 2198-T851铝锂合金激光焊接工艺研究[J]. 中国激光, 2014, 41(1): 90 − 95. Lin Kaili, Yang Wuxiong, Lu Junxia, et al. Laser beam welding study of 2198-T851 aluminum-lithium alloy[J]. Chinese Journal of Lasers, 2014, 41(1): 90 − 95.
[5] Lukin V I, Skupov A A, Ioda E N. Investigation of the weldability of an aluminium–lithium alloy[J]. Welding International, 2018, 32(3): 214 − 218. doi: 10.1080/09507116.2017.1388047
[6] 安娜, 张心怡, 杨武雄, 等. 2060铝锂合金电流辅助激光填丝焊接工艺分析[J]. 焊接学报, 2017, 38(3): 83 − 86. An Na, Zhang Xinyi, Yang Wuxiong, et al. Electrical current assisted laser welding of 2060 aluminum lithium alloy with filler wire[J]. Transactions of the China Welding Institution, 2017, 38(3): 83 − 86.
[7] 刘震磊, 崔祜涛, 姬书得, 等. 工艺参数影响2060铝锂合金搅拌摩擦焊接头的成形规律[J]. 焊接学报, 2016, 37(7): 79 − 82. Liu Zhenlei, Cui Hutao, Ji Shude, et al. Effect of process parameters on the forming law of friction stir welded joint of 2060 Al-Li alloy[J]. Transactions of The China Welding Institution, 2016, 37(7): 79 − 82.
[8] Salari E, Jahazi M, Khodabandeh A, et al. Friction stir lap welding of 5456 aluminum alloy with different sheet thickness: process optimization and microstructure evolution[J]. International Journal of Advanced Manufacturing Technology, 2016, 82(1-4): 39 − 48. doi: 10.1007/s00170-015-7342-5
[9] Katayama S, Nagayama H, Mizutani M, et al. Fiber laser welding of aluminium alloy[J]. Welding International, 2009, 23(10): 744 − 752. doi: 10.1080/09507110902836911
[10] Kacar I, Ozturk F, Yilbas B S. A review of and current state-of-the-art in laser beam welding in the automotive industry[J]. Laser in Engineering, 2016, 33(4−6): 327 − 338.
[11] Katayama S, Kawahito Y. Elucidation of phenomena in high power fiber laser welding, and development of prevention procedures of welding defects[J]. Proceedings of Spie the International Society for Optical Engineering, 2009, 7195: 7195R1 − 9.
[12] Huang L, Hua X, Wu D, et al. Numerical study of keyhole instability and porosity formation mechanism in laser welding of aluminum alloy and steel[J]. Materials Processing Technology, 2018, 252: 421 − 431. doi: 10.1016/j.jmatprotec.2017.10.011
[13] Lin R, Wang H P, Lu F, et al. Numerical study of keyhole dynamics and keyhole-induced porosity formation in remote laser welding of Al alloys[J]. Heat and Mass Transfer, 2017, 108: 244 − 256. doi: 10.1016/j.ijheatmasstransfer.2016.12.019
[14] Zhang L J, Zhang J X, Gumenyuk A, et al. Numerical simulation of full penetration laser welding of thick steel plate with high power high brightness laser[J]. Materials Processing Technology, 2014, 214(8): 1710 − 1720. doi: 10.1016/j.jmatprotec.2014.03.016
[15] Matsunawa A, Mizutani M, Katayama S. Porosity formation mechanism and its prevention in laser welding[J]. Welding International, 2003, 17(6): 431 − 437. doi: 10.1533/wint.2003.3138
-
期刊类型引用(2)
1. 姚宗湘,刘义凯,周杨,王刚,尹立孟,李红菊,蔡娇. 热时效下铜核异质焊点界面反应及其对力学性能的影响. 焊接学报. 2025(03): 51-58 .  本站查看
本站查看
2. 李瑞,乔媛媛,任晓磊,赵宁. 温度梯度下Cu/Sn-58Bi/Cu微焊点热迁移及界面反应行为. 焊接学报. 2024(04): 71-78+133 . 本站查看
其他类型引用(2)





计量
- 文章访问数: 371
- HTML全文浏览量: 40
- PDF下载量: 26
- 被引次数: 4
