
Effect of laser texturing on the interface and properties of aluminum/steel arc fusion brazed joints
-
摘要: 使用高性能铝/钢焊接件是汽车轻量化一直追求的目标. 针对铝/钢接头界面脆性金属间化合物层导致接头性能较差并限制其应用的问题,采用小功率激光毛化处理工艺改变钢表面微观形貌,开展铝上钢下的TIG熔钎焊试验. 通过扫描电镜观察分析了接头界面金属间化合物层的形态与分布,研究了激光毛化线间距对液态铝在钢表面润湿铺展行为及接头钎接界面金属间化合物形态与分布对接头力学性能的影响规律. 结果表明,钢表面经毛化处理后,液态铝在其表面的润湿铺展性能变差,但接头钢侧界面由平直状态变为凹槽锯齿状弯曲状态,使铝钢反应接触面积增大、机械咬合作用增强,同时凹槽对裂纹的扩展起到阻断作用,提高了接头的力学性能. 金属间化合物分布呈现出由沿界面均匀连续性分布变为凹槽内数量较多的非均匀分布特征. 当线间距为130 μm时,接头平均抗拉剪强度达到85.8 MPa.Abstract: Using the high-performance aluminum/steel welding parts is the goal of automotive lightweight. Aim at the problem that the brittle intermetallic compound layer at the joint interface of aluminum/steel leads to a poor joint performance and limits its application, a TIG brazing test of aluminum upper steel is designed. The steel is texturing with low-power laser. The morphology and distribution of intermetallic compounds are analyzed via scanning electron microscopy. The effects of texturing line spacing on wetting and spreading behavior, the distributing of intermetallic compound at interface and the joint mechanical are researched. Results as following: the wetting and spreading of liquid aluminum on steel is deteriorated after texturing. However, the morphology of steel from flag to jag groove increases the reaction contact area and mechanical occlusion. Meanwhile, the groove blocks the cracks growth so that the mechanical properties improved. The intermetallic compounds distribution changes from uniform continue along the interface to non-uniform inside the groove. Under the condition of the line spacing is 130 μm, the average tensile strength of the joint reaches 85.5 MPa.
-
0. 序言
汽车轻量化是现代汽车制造业的发展趋势,其技术体系包括材料轻量化、结构轻量化及由于新材料和新结构的应用带来的新制造工艺等[1]. 其中采用轻质材料是结构和工艺优化的基础和前提. 在众多的轻质材料中,铝合金因具有低密度、加工性能好、抗腐蚀性能强等优点成为轻量化车身制造的主要材料,但由于成本和强度的局限性使其不能完全取代钢材,因此铝/钢混合车身将成为未来轻量化车身的理想结构.
目前国内外学者采用熔钎焊对铝/钢连接工艺机理、接头微观组织与性能进行了持续性研究,并取得了较好的研究成果[2-4]. 研究发现,在铝/钢异种金属的熔钎焊焊接过程中,一方面填充金属对钢板的润湿程度决定着接头成形及钎接面积,从而影响接头的力学性能. 宋建岭等人[5]在采用铝硅钎料进行铝/钢TIG熔钎焊时开发的特种钎剂能够显著促进液态钎料在钢上的润湿铺展,使接头钎接面积增加,从而提高接头强度;另一方面,钢侧钎焊界面生成的金属间化合物(intermetallic compound, IMC)的形态、结构和分布是决定接头性能的决定性因素,控制钎焊界面处IMC的形态和结构是提高接头性能的关键[6].
许多研究人员尝试通过调控热输入、加入合金元素等方法改善铝/钢异种金属熔钎焊接头润湿铺展行为、调节IMC层厚度及成分以达到提高接头性能的目的[7-9],但难以对接头界面结构进行精确调节.试验采用小功率激光毛化处理工艺,通过改变钢表面微观形貌,开展铝上钢下的TIG熔钎焊搭接试验,对比分析了激光毛化对液态铝在钢表面润湿铺展行为及界面IMC微观结构的影响规律,从调控铝/钢熔钎焊接头钎接界面IMC层形态及分布状态来改善接头力学性能的角度对铝/钢接头性能进行详细研究,并揭示了力学性能改变的原因.
1. 试验方法
1.1 试验材料
采用DP590双相钢与6061铝合金作为母材进行研究.母材规格均为150 mm × 80 mm × 1.5 mm,其化学成分如表1,表2所示;填充焊丝为ER4043(Al-Si5)铝硅焊丝,直径为1.2 mm,其化学成分如表3所示.
表 1 DP590双相钢化学成分(质量分数,%)Table 1. Chemical compositions of DP590C S P Si Mn Fe 0.15 0.02 0.04 0.60 2.50 余量 表 2 6061铝合金化学成分(质量分数,%)Table 2. Chemical compositions of 6061Cu Mg Si Mn Cr Ti Fe Zn Al 0.15 0.80 0.40 0.15 0.24 0.15 0.70 0.25 余量 表 3 ER4043焊丝主要成分表(质量分数,%)Table 3. Chemical compositions of ER4043Si Fe Cu Mn Mg Zn Ti Al 5.00 0.80 0.30 0.05 0.05 0.10 0.20 余量 1.2 试验方法
焊前采用HY-TS20A 1064nm型脉冲光纤激光器对打磨清洗后的钢板表面进行毛化处理,并进行酸洗以除去毛化过程产生的氧化膜. 使用自动变焦三维表面测量仪对毛化后的钢板表面形貌进行测量. 焊接电源采用Miller Dynasty350氩弧焊机,焊接过程中焊枪保持固定,焊接参数如表4所示.焊接过程如图1所示,搭接宽度为15 mm,搭接长度方向与毛化产生的凹槽方向相同. 为改善液态铝在钢表面的润湿铺展性,焊接前在钢表面涂覆质量分数为65%KAlF4和35%K3AlF6混合钎剂,涂覆量以盖住钢板底色为宜.
表 4 焊接参数Table 4. Welding parameters焊接电流I/A 弧长Larc/mm 焊接速度vw/(mm·s−1) 送丝速度vf/(mm·s−1) 氩气流量L/min 45 3 1 5 10 垂直于焊缝截取并制备10 mm×10 mm的金相试样,采用场发射扫描电子显微镜观察接头钎焊界面的微观形貌;拉伸试样尺寸如图2所示,使用AGS-X 300 kN电子万能试验机进行力学性能试验,加载速率为0.002 m/min.
2. 试验结果与讨论
2.1 激光毛化对液态铝在钢表面润湿铺展性影响
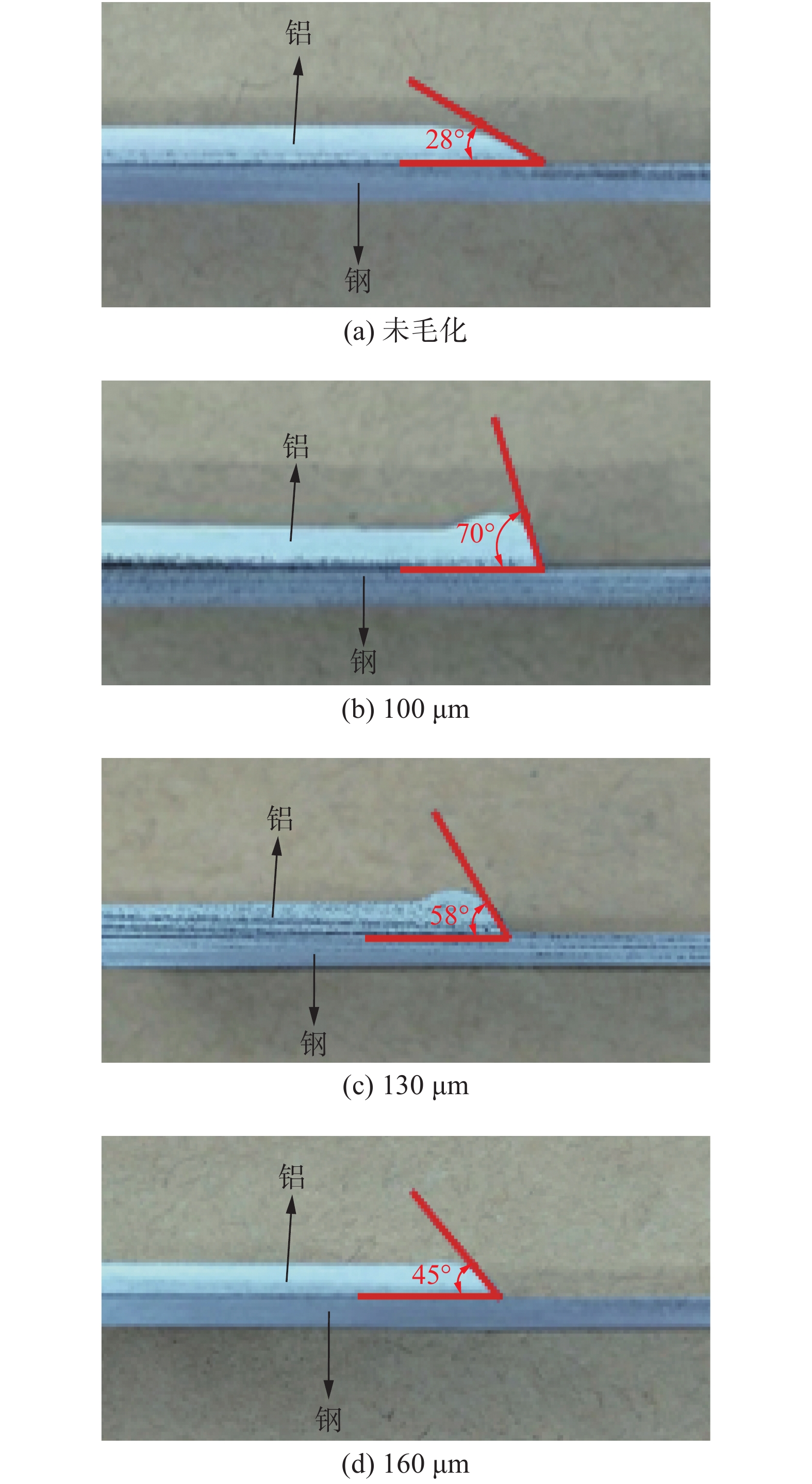
激光毛化后,钢表面粗糙度增大,且毛化线间距越小,粗糙度越大.当钢基体表面粗糙度增大时,金属液体向钢侧侧向移动距离增加,同时粗糙表面轮廓峰对三相线移动产生钉扎作用[10].在液态铝铺展过程中,沿凹槽方向铺展性能优于垂直凹槽方向. 图3为不同毛化线间距条件下接头截面示意图,观察图中铝在钢表面的润湿铺展角度发现,未处理钢表面上熔化液态铝铺展性最好. 毛化后液态铝在钢表面润湿铺展性能变差,且毛化线间距越小,润湿铺展性能越差,焊缝余高越高. 分析认为在垂直于凹槽方向金属液滴铺展过程中,凹槽轮廓峰阻碍了三相线移动,降低其移动速度,对三相线起到钉扎作用,阻碍了液态铝的润湿铺展.
![]() 图 3 不同毛化线间距接头截面示意图Figure 3. Schematic cross-section of the joint with different line spacing. (a) without texturing; (b) 100 μm; (c) 130 μm; (d) 160 μm
图 3 不同毛化线间距接头截面示意图Figure 3. Schematic cross-section of the joint with different line spacing. (a) without texturing; (b) 100 μm; (c) 130 μm; (d) 160 μm图4为采用不同线间距毛化后钢板表面形貌,激光毛化参数如表5所示.可以看出在其它参数相同,毛化线间距不同的条件下,单位面积内产生的凹槽数量不同,不同试样产生的凹槽深度、宽度均相同. 由图4d可以看出,毛化后钢板表面呈规则排列的凹槽. 其中,a为凹槽宽度,b为深度,a + c为线间距的值,l为凹槽长度.相同宽度下,激光毛化后钢板表面积增加了2b·l.在单位宽度内,线间距越小,钢板表面积增加量越大.
![]() 图 4 不同线间距下激光毛化后的钢表面形貌Figure 4. Laser textured based surface morphology of steel with different line spacing. (a) 100 μm;(b) 130 μm; (c) 160 μm; (d) 3D topography表 5 激光毛化参数Table 5. Laser texturing parameters
图 4 不同线间距下激光毛化后的钢表面形貌Figure 4. Laser textured based surface morphology of steel with different line spacing. (a) 100 μm;(b) 130 μm; (c) 160 μm; (d) 3D topography表 5 激光毛化参数Table 5. Laser texturing parameters离焦量
Δf/mm扫描速度
v/(mm·s−1)脉冲宽度
t/ns脉冲频率
f/kHz线间距
d/μm0 50 100 100 100, 130, 160 2.2 激光毛化对接头界面微观结构的影响
铝/钢焊接时界面处生成平板状的Fe2Al5和针状的FeAl3金属间化合物[11]. 如图5所示,在相同焊接参数下,钢侧界面处均生成厚度约为10 μm的IMC层. 图5a为未毛化时IMC层沿钢侧平直界面呈均匀连续分布的状况. 图5b,5c,5d分别为毛化线间距为100,130,160 μm条件下形成的接头钎焊界面,可以看出钢表面形成的凹槽内IMC数量明显多于凹槽外,界面处生成的IMC层呈非均匀分布,IMC层的形态不再是平直状态,而呈锯齿状分布态.形成的凹槽不仅增加了铝/钢的有效连接面积,而且增强了机械咬合作用,因此提高了接头力学性能. 从图5e中观察到,钢表面未毛化时钎焊界面处易产生裂纹并在脆性IMC层中迅速扩展,易使接头产生断裂. 图5f中毛化后界面IMC层虽也有产生裂纹,但由于界面层形态整体呈现出波浪锯齿状,使裂纹扩展到钢侧界面或铝侧界面时被阻断,抑制其进一步扩展. 虽然毛化后凹槽内脆性金属间化合物的量增多,相对更容易产生裂纹,但裂纹在凹槽内扩展时遇到两侧槽壁被阻断,反而降低了裂纹的扩展倾向. 因此,激光毛化所形成的锯齿状界面降低了裂纹在脆性IMC层中大范围扩展的几率,进而提高了接头力学性能.
![]() 图 5 界面微观形貌Figure 5. Interface microtopography. (a) without texturing; (b)100 μm; (c)130 μm; (d)160 μm; (e) cracks in the IMC layer without texturing; (f) cracks in the IMC layer after texturing
图 5 界面微观形貌Figure 5. Interface microtopography. (a) without texturing; (b)100 μm; (c)130 μm; (d)160 μm; (e) cracks in the IMC layer without texturing; (f) cracks in the IMC layer after texturing2.3 激光毛化对拉伸性能的影响
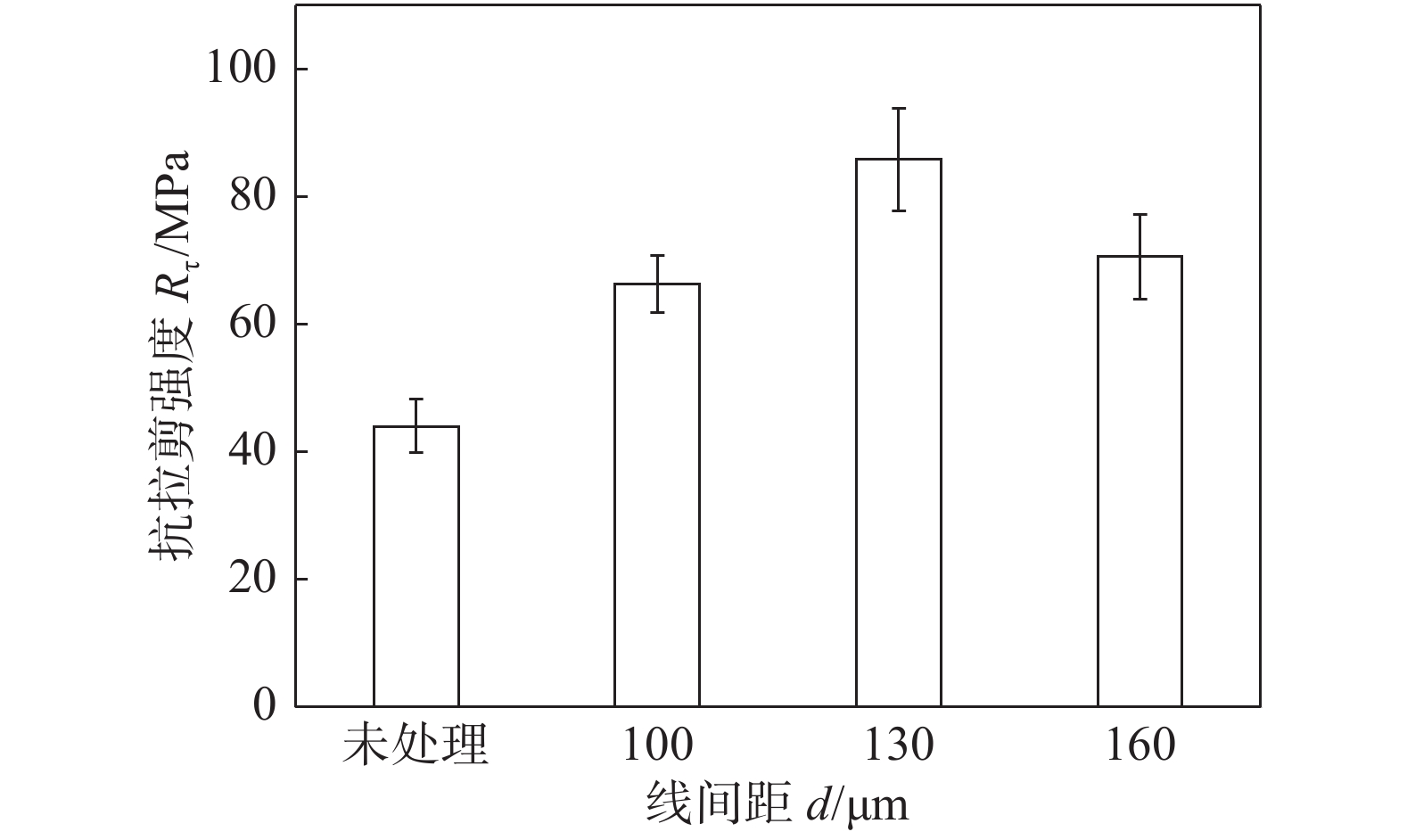
通过拉伸试验分析了不同界面状态对应接头力学性能的影响,如表6,图6所示. 采用未处理的钢板直接进行焊接时接头平均抗拉剪强度为44 MPa.钢板表面毛化后接头的抗拉剪强度均有所提高. 其中毛化线间距为130 μm时接头抗拉剪强度最高为85.8 MPa,接近未处理接头强度的两倍. 说明钢侧钎接界面毛化结构能够对铝/钢搭接接头力学性能起到增强作用.而不同线间距处理后的接头抗拉剪强度有所差别,接头抗拉剪强度随着线间距的增加先增大后减小. 这种现象的产生一方面是由于不同线间距下的接头单位面积中凹槽的数量不同,产生的机械咬合作用也不相同. 单位宽度内线间距越小,有效连接面积越大. 凹槽数量越多,阻断裂纹扩展的几率增加,其存在机械咬合作用也越强烈. 另一方面,线间距对接头的润湿铺展有着重要影响,线间距越小,粗糙度越大,液态金属在钢表面润湿铺展性能越差,连接面积变小,接头抗拉剪性能下降. 所以出现了线间距为100 μm时接头抗拉剪性能不如130,160 μm的情况.
表 6 接头拉伸试验结果Table 6. Tensile test results of joints搭接接头 抗拉剪强度 Rτ/MPa 平均值 未处理0 μm 44 39.8 48.2 44 线间距100 μm 67 61.5 70.4 66.3 线间距130 μm 86.8 93.3 77.3 85.8 线间距160 μm 62.9 74 74.8 70.6 3. 结论
(1)钢表面毛化后,液态铝在钢表面的润湿性能变差,毛化线间距越小,液态铝润湿铺展性能越差,宏观上接头钎接面积变小,但毛化凹槽的存在增加了铝钢反应接触面积,线间距越小,微观上钎接界面的面积越大.
(2)钢表面经激光毛化后接头钢侧界面由平直状态变为凹槽锯齿状弯曲状态,铝钢反应接触面积增大、机械咬合作用增强、凹槽对裂纹的扩展起到阻断作用,提高了接头的力学性能. 金属间化合物分布呈现出由沿界面均匀连续分布变为凹槽内数量较多的非均匀分布特征. 当线间距为130 μm时,接头平均抗拉剪强度达到85.8 MPa.
-
![]()
图 3 不同毛化线间距接头截面示意图
Figure 3. Schematic cross-section of the joint with different line spacing. (a) without texturing; (b) 100 μm; (c) 130 μm; (d) 160 μm
![]()
图 4 不同线间距下激光毛化后的钢表面形貌
Figure 4. Laser textured based surface morphology of steel with different line spacing. (a) 100 μm;(b) 130 μm; (c) 160 μm; (d) 3D topography
![]()
图 5 界面微观形貌
Figure 5. Interface microtopography. (a) without texturing; (b)100 μm; (c)130 μm; (d)160 μm; (e) cracks in the IMC layer without texturing; (f) cracks in the IMC layer after texturing
表 1 DP590双相钢化学成分(质量分数,%)
Table 1 Chemical compositions of DP590
C S P Si Mn Fe 0.15 0.02 0.04 0.60 2.50 余量  下载: 导出CSV
下载: 导出CSV
表 2 6061铝合金化学成分(质量分数,%)
Table 2 Chemical compositions of 6061
Cu Mg Si Mn Cr Ti Fe Zn Al 0.15 0.80 0.40 0.15 0.24 0.15 0.70 0.25 余量
下载: 导出CSV
表 3 ER4043焊丝主要成分表(质量分数,%)
Table 3 Chemical compositions of ER4043
Si Fe Cu Mn Mg Zn Ti Al 5.00 0.80 0.30 0.05 0.05 0.10 0.20 余量
下载: 导出CSV
表 4 焊接参数
Table 4 Welding parameters
焊接电流I/A 弧长Larc/mm 焊接速度vw/(mm·s−1) 送丝速度vf/(mm·s−1) 氩气流量L/min 45 3 1 5 10
下载: 导出CSV
表 5 激光毛化参数
Table 5 Laser texturing parameters
离焦量
Δf/mm扫描速度
v/(mm·s−1)脉冲宽度
t/ns脉冲频率
f/kHz线间距
d/μm0 50 100 100 100, 130, 160
下载: 导出CSV
表 6 接头拉伸试验结果
Table 6 Tensile test results of joints
搭接接头 抗拉剪强度 Rτ/MPa 平均值 未处理0 μm 44 39.8 48.2 44 线间距100 μm 67 61.5 70.4 66.3 线间距130 μm 86.8 93.3 77.3 85.8 线间距160 μm 62.9 74 74.8 70.6
下载: 导出CSV
-
[1] Liedl G, Bielak R, Ivanova J, et al. Joining of aluminum and steel in car body manufacturing[J]. Physics Procedia, 2011, 12(1): 150 − 156.
[2] 张洪涛, 何鹏, 孔庆伟, 等.铝钢异种材料焊接研究现状与发展[J].焊接, 2006(12): 7 − 12. Zhang Hongtao, He Peng, Kong Qingwei, et al. Research status and development of welding for dissimilar materials aluminium and steel[J]. Welding & Joining, 2006(12): 7 − 12.
[3] 崔佃忠, 芦笙, 崔晴晴, 等. 焊接热输入对铝/镀锌钢CMT熔-钎焊接头组织与性能的影响[J]. 焊接学报, 2014, 35(9): 82 − 86. Cui Dianzhong, Lu Sheng, Cui Qingqing, et al. Effect of heat input on microstructure and mechanical properties of CMT welding-brazing joint between 5052 aluminum alloy and galvanized Q235 steel[J]. Transactions of the China Welding Institution, 2014, 35(9): 82 − 86.
[4] Ma H, Qin G, Ao Z, et al. Interfacial microstructure and shear properties of aluminum alloy to steel fusion-brazed welded joint[J]. Journal of Materials Processing Technology, 2018, 252: 595 − 603. doi: 10.1016/j.jmatprotec.2017.10.015
[5] 宋建岭, 林三宝, 杨春利, 等. 特种钎剂辅助铝/钢异种合金TIG熔-钎焊[J]. 焊接学报, 2010, 31(2): 45 − 48. Song Jianling, Lin Sanbao, Yang Chunli, et al. TIG welding-brazing of special flux assisted aluminum-steel dissimilar alloys[J]. Transactions of the China Welding Institution, 2010, 31(2): 45 − 48.
[6] Song J L, Lin S B, Yang C L, et al. Effects of Si additions on intermetallic compound layer of aluminum–steel TIG welding–brazing joint[J]. Journal of Alloys and Compounds, 2009, 488(1): 217 − 222.
[7] Su Y, Hua X, Wu Y. Effect of input current modes on intermetallic layer and mechanical property of aluminum–steel lap joint obtained by gas metal arc welding[J]. Materials Science and Engineering: A, 2013, 578: 340 − 345. doi: 10.1016/j.msea.2013.04.097
[8] Dong H, Hu W, Duan Y, et al. Dissimilar metal joining of aluminum alloy to galvanized steel with Al–Si, Al–Cu, Al–Si–Cu and Zn–Al filler wires[J]. Journal of Materials Processing Technology, 2012, 212(2): 458 − 464. doi: 10.1016/j.jmatprotec.2011.10.009
[9] Dong H, Yang L, Dong C, et al. Arc joining of aluminum alloy to stainless steel with flux-cored Zn-based filler metal[J]. Materials Science and Engineering: A, 2010, 527(26): 7151 − 7154. doi: 10.1016/j.msea.2010.07.092
[10] 吴茂, 常玲玲, 路新, 等. 粗糙度对金属/陶瓷反应润湿体系高温润湿性的影响[J]. 材料热处理学报, 2016, 37(7): 25 − 32. Wu Mao, Chang Lingling, Lu Xin, et al. Effects of surface roughness on wettability of reactive metal/ceramic wetting systems at high temperature[J]. Transactions of Materials and Heat Treatment, 2016, 37(7): 25 − 32.
[11] Xia H, Zhao X, Tan C, et al. Effect of Si content on the interfacial reactions in laser welded-brazed Al/steel dissimilar butted joint[J]. Journal of Materials Processing Technology, 2018, 258: 9 − 21. doi: 10.1016/j.jmatprotec.2018.03.010
-
期刊类型引用(2)
1. 回丽,仉奕霏,周松,杨文军,安金岚. 高铁转向架焊接接头内部裂纹应力强度因子研究. 机械强度. 2024(06): 1449-1457 .  百度学术
百度学术
2. 范磊,商丽. 链板式连续运输机械中焊趾表面裂纹扩展形态检测. 电镀与精饰. 2023(11): 87-92 . 百度学术
其他类型引用(5)




计量
- 文章访问数: 204
- HTML全文浏览量: 17
- PDF下载量: 31
- 被引次数: 7
