
-
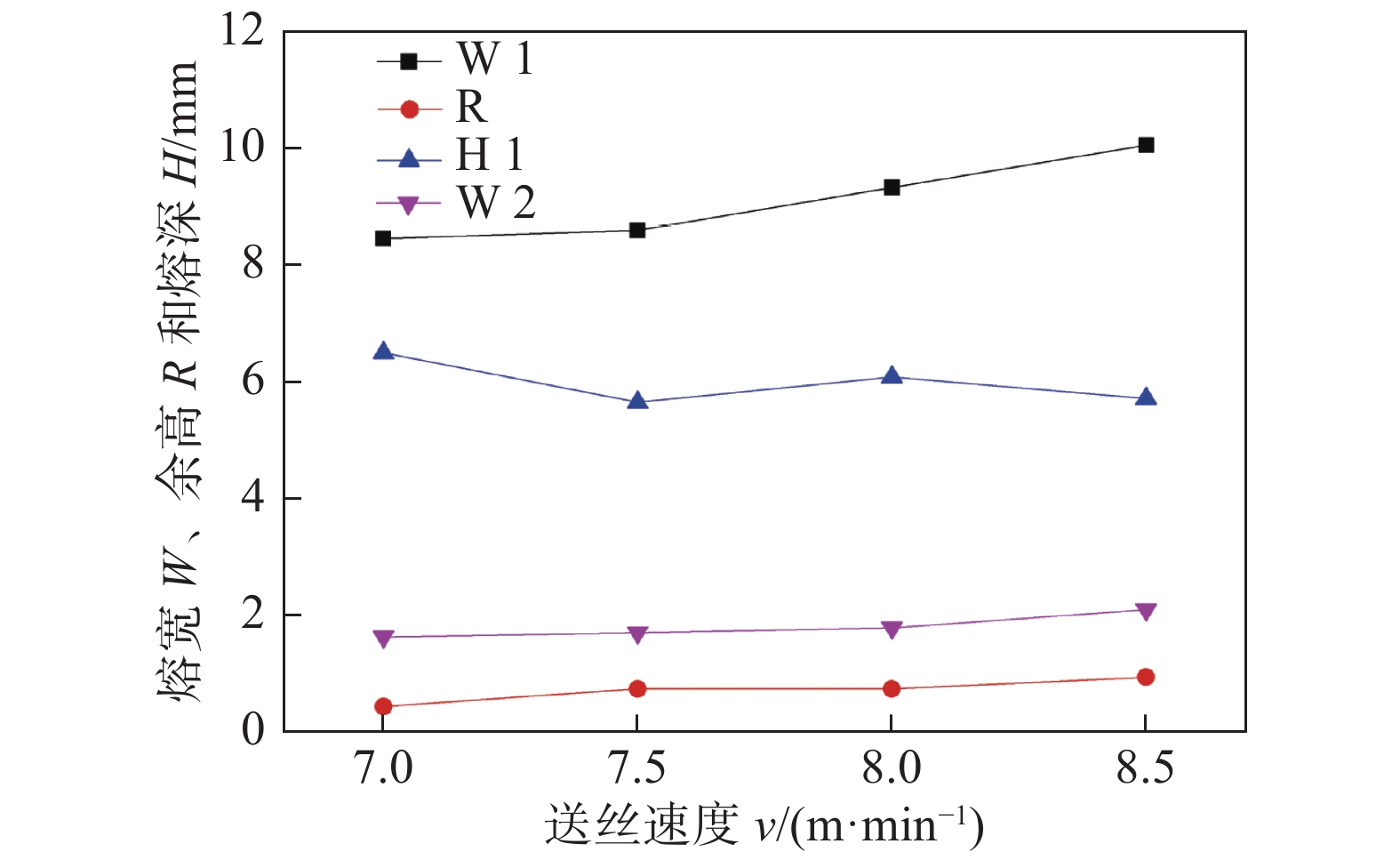
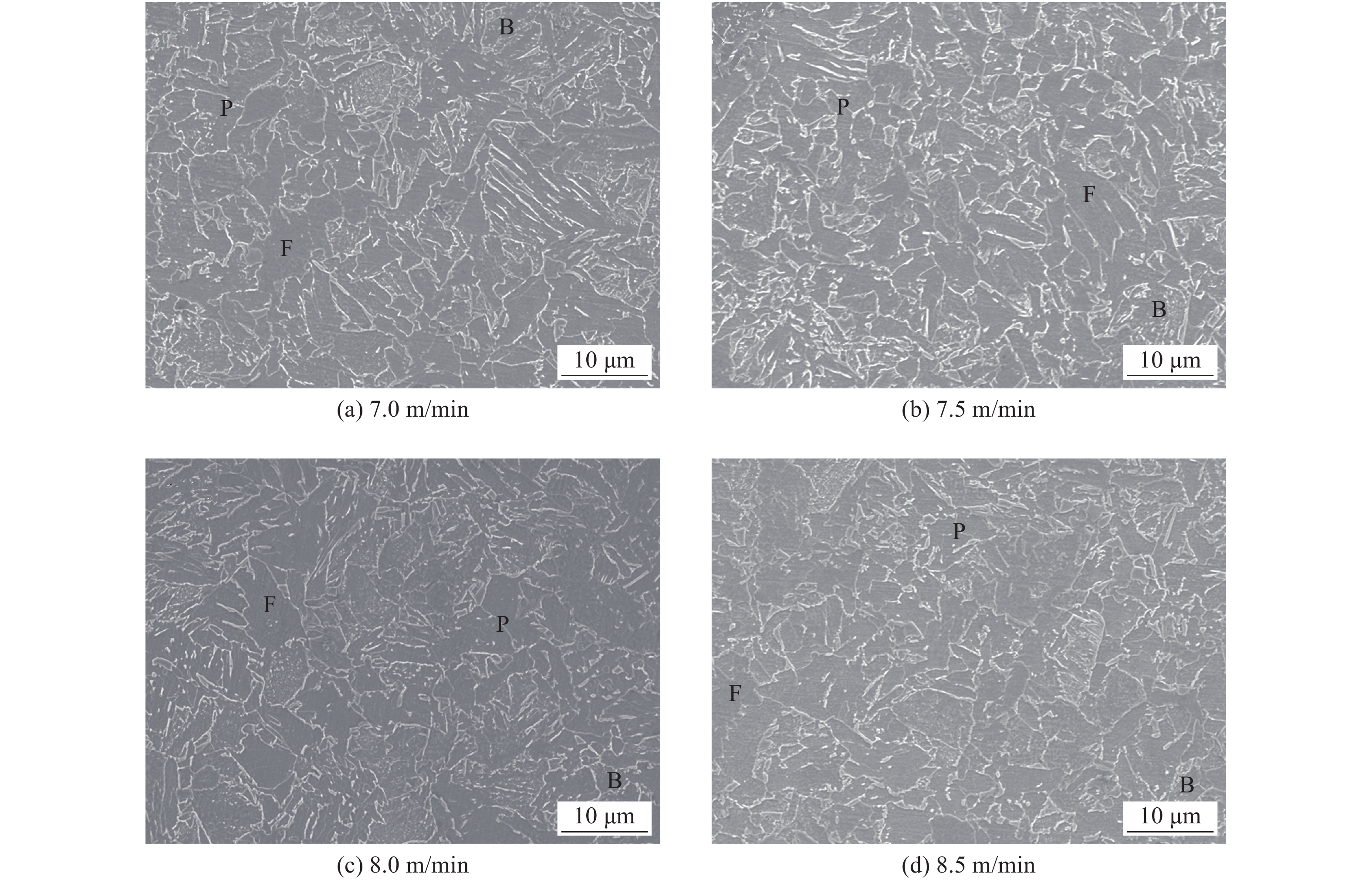
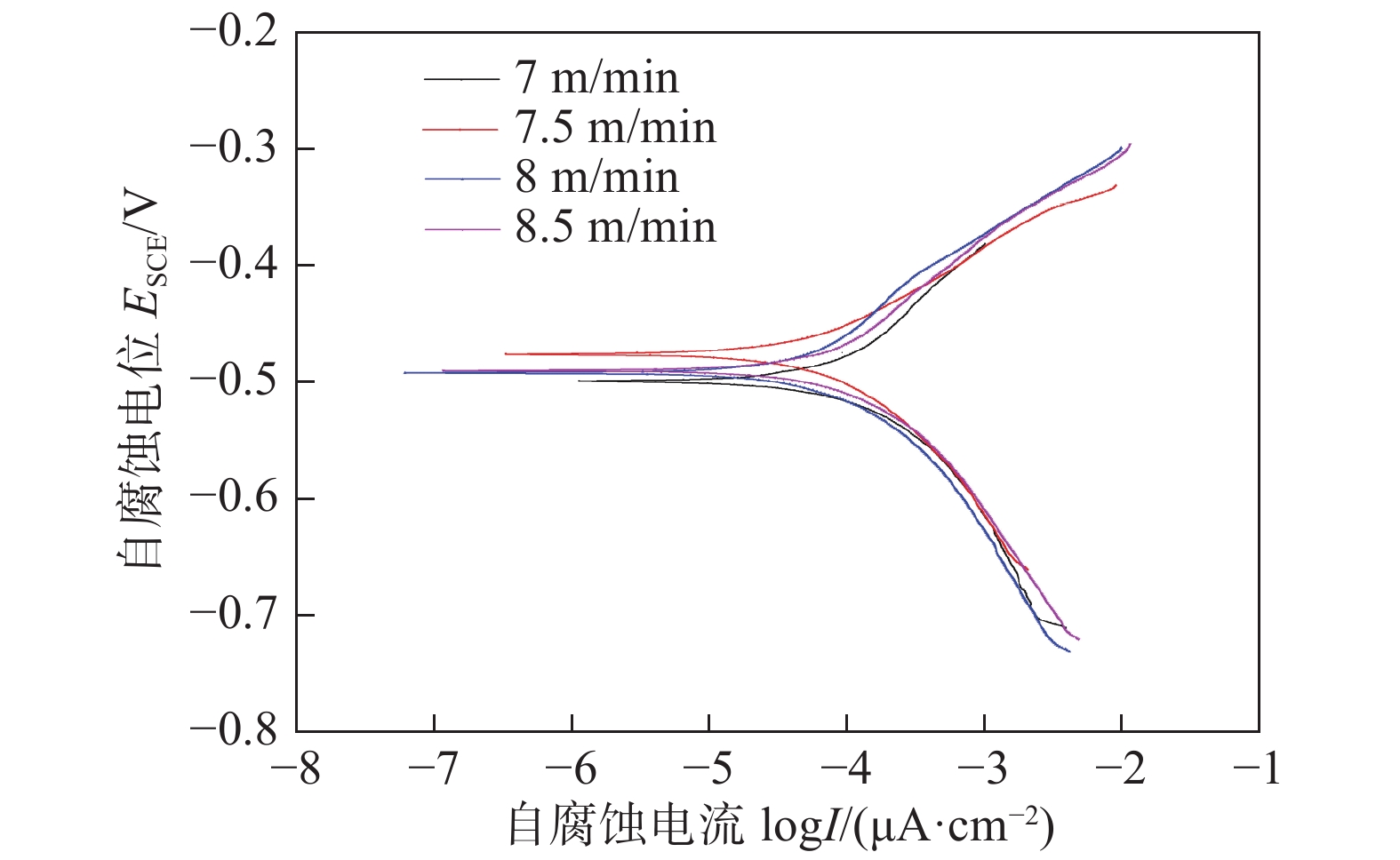
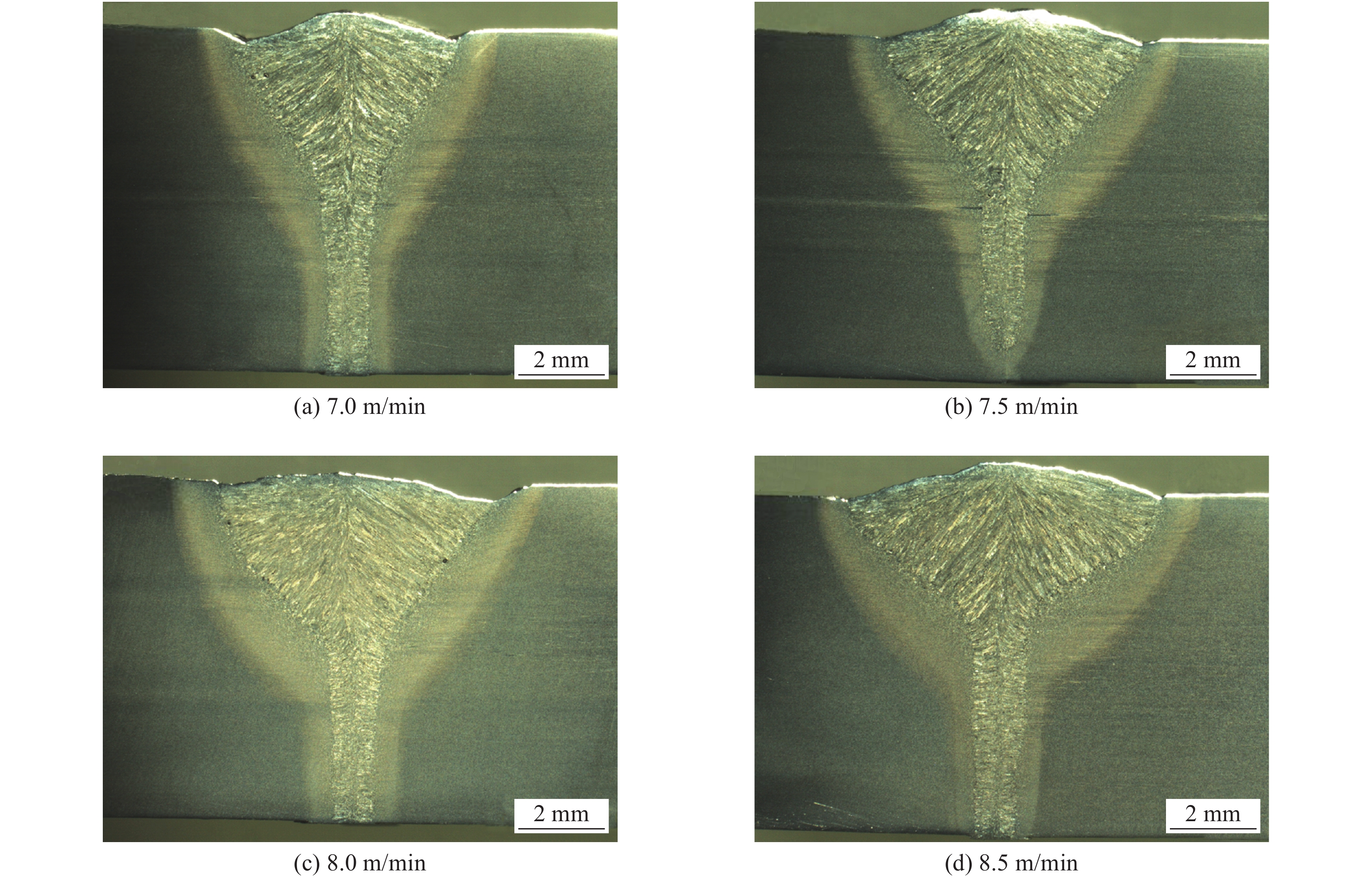
摘要: 为探索12 mm厚DH36船用耐蚀钢对接用光纤激光-MIG复合焊接工艺,分析了四种不同送丝速度对接头成形、微观组织、拉伸性能及腐蚀性能的影响. 结果表明,在送丝速度为8.5 m/min时可获得成形优良的接头,随着送丝速度的增加,电弧区和激光区焊缝的熔宽均增加. 焊缝区主要由针状铁素体、先共析铁素体和一定量的贝氏体组成,送丝速度对针状铁素体的形态和数量有显著的影响. 增加送丝速度对接头抗拉强度的影响不大,但减小了延伸率,接头延伸率最高达16.5%. 接头极化曲线测试表明,当送丝速度为7.5 m/min时,自腐蚀电流密度最小,腐蚀倾向最低.
-
0. 序言
承载十字焊接接头广泛用于交通运输、船舶工程、海洋平台等结构工程领域,在结构连接、承载、整体性方面具有明显优势.焊接区域组织结构的形成来源于热、力和冶金组织的综合作用,常是裂纹、咬边、错位等缺陷产生的重点区域,并在后续接头服役过程中成为影响接头承载能力和疲劳寿命的主要因素[1].长裂纹及咬边在接头加工及质量检测中容易避免,而错位缺陷修复在焊接构件制造中较为困难,因此焊后成形的含错位缺陷结构疲劳性能评价尤为重要.焊接接头错位的种类分为两种,分别为位移错位及角错位,或两种错位缺陷并存.其在焊接疲劳评估标准中均有描述和分析,如IIW[2]、Eurocode3[3]、BS7910[4],此类标准中错位缺陷常以容差形式考虑在各类型焊件的评估方法和疲劳等级中.但在复杂焊接工艺和环境因素的影响下,焊接结构几何特征和缺陷参数的不确定性会显著影响构件损伤进程,对焊接结构的安全服役及可靠性提升带来挑战[5].因此,结合不确定性量化含错位效应焊接接头结构的疲劳寿命和疲劳损伤具有重要意义.
目前,针对焊接接头错位效应国内外已有相关分析.Ahola等人[6]应用结构应力方法分析错位对于非承载焊接接头寿命的影响,同时分析了残余应力影响下的疲劳强度变化.Song等人[7]基于局部应变能密度方法探究了十字焊接接头几何特征对于疲劳特征参量的影响.研究文献[8-9]表明,焊接几何特征是疲劳寿命的重要影响因素,错位缺陷会加剧焊接接头的局部峰值应力大小,进而增加循环载荷下局部位置的损伤程度.传统疲劳寿命分析常基于确定性参数进行分析,而忽略了几何、载荷及缺陷的随机特征,使得接头疲劳寿命预测的准确性较难判定,而基于疲劳可靠性分析的方法能够从概率角度确定结构安全及失效概率.
常见的可靠性设计方法包括剩余强度模型、累计损伤模型、临界疲劳寿命模型,其将传统的单值疲劳失效问题进行概率描述,为针对接头局部几何随机特征对疲劳强度的影响评价提供了可行的途径.近期,Dong等人[10]采用疲劳准则中参考的修正方法并基于蒙特卡洛和一次二阶矩方法对比探究了错位效应对对接焊结构件的疲劳可靠性影响,结果对比了焊接方法对于错位程度的影响,并说明了错位效应对于疲劳可靠性的影响.Qiu等人[11]分析了薄T型板在各约束条件下初始变形和角错位程度对应力修正系数的影响,并基于S-N曲线和累积损伤理论分析了结构件几何特征影响下的疲劳可靠性问题,结果表明初始变形和角错位会显著降低疲劳可靠性.
除上述经验公式和响应面法外,柯爽[12]基于BP神经网络和Fourier正交基神经网络探究了涡轮轴材料参数和运行条件对于疲劳可靠性的影响,神经网络的非线性映射能力能够提升可靠性结果的准确性.然而,由于含错位效应疲劳试验数据的匮乏,基于疲劳可靠性理论在错位十字焊接接头的疲劳评定方面仍缺少系统性研究.
1. 试验方法
局部分析方法常基于S-N曲线进行焊接接头疲劳寿命评估,如等效结构应力、热点应力、有效缺口应力、平均应变能密度、峰值应力等方法,各方法具有相应的疲劳寿命评估曲线及强度准则[1, 13].本文基于局部应变能密度及热点应力法对结构应力分布特征及可靠度问题进行对比分析,针对位移、角错位效应对焊接接头疲劳寿命的影响进行定量评估.首先,确定不同错位水平下疲劳特征参数与缺陷参数数值关系,并基于试验数据探究其对疲劳强度的影响,其次,进行不同错位水平下的疲劳可靠性及损伤分析.该研究分析的整体流程如图1所示.
1.1 试验及试样
十字焊接接头试验试样采用船用907L(10.5 mm)和D32(12 mm)高强钢等匹配焊接,如图2所示,承载板焊口开有间距为2 mm的60°坡口便于焊接,且板长和宽度分别为150 mm和30 mm.由于焊接复杂因素的影响,焊缝区域出现不同类型的错位,如单一类型位移错位、角错位及混合类型错位.为进一步探究错位缺陷对于焊接头疲劳性能的影响,对所有接头样品进行尺寸扫描并获取焊接接头几何特征参数尺寸. 测量参数内容如图2所示,主要包括特征参数:熔透率(P)、焊脚(Hi、Vi)、板厚(T)及缺陷参数:位移错位(a)和角错位(e),其分别用于后续有限元模型的建立及疲劳强度和可靠性的系统评估.最后,应用MTS-810疲劳试验机进行高周疲劳实验,实验加载频率为10 Hz,应力比R = 0.1,获取循环载荷及疲劳寿命等数据.
1.2 有限元分析模型
采用Abaqus软件建立焊接接头有限元分析模型,材料属性杨氏模量(E)和泊松比(v)分别设置为210 MPa和0.3,截面属性为均质且各向同性.为更好地结合高周疲劳试验条件,边界条件为副板单轴水平拉伸,母板上下两端不受任何约束.如图3为有限元分析模型网格划分细节,网格采用平面应变4节点缩减积分单元.用于平均应变能密度方法分析的网格区域半径设置为0.28 mm.为更好地探究局部特征尺寸对于缺口应力状态的影响,除试验获取的分析参量外,还加入了不同程度服役应力水平进行比较分析.结合各特征参数尺寸下大量的理想错位模型和试验参数模型,基于平均应变能密度及热点应力特征参量考察潜在失效区域焊趾处疲劳特征变化状态,并进一步评估焊接接头疲劳可靠性.
1.3 平均应变能密度方法
平均应变能密度考虑裂纹尖端范围内场参量变化状态,其可以准确的表征几何特征对于局部应力状态的影响,是焊接接头及结构疲劳评估的有效方法.在线弹性条件下,其应变能密度可以表示为
$$ \begin{split} W(r,\theta ) =& \frac{1}{{2E}}\left\{ \sigma _{11}^2 + \sigma _{22}^2 + \sigma _{33}^2 - 2v\left( {\sigma _{11}}{\sigma _{11}} +\right.\right.\\& \left.\left.{\sigma _{11}}{\sigma _{33}} + {\sigma _{22}}{\sigma _{33}} \right) + 2(1 + v)\tau _{12}^2 \right\} \end{split} $$ (1) 式中:σi和τi为极坐标下的正应力和切应力,根据Williams公式对于裂纹尖端应力分布状态的计算公式以及Lazzarin 等人[14]对于缺口应力强度因子KiN的简化计算公式,即
$$ \Delta K_i^N = {k_i}\Delta {\sigma _n}{t^{1 - {\lambda _i}}} $$ (2) 式中:ki 为引入的无量纲参数;t为板厚;λi 是缺口张开角特征参数.半径为R0的扇形区域内平均应变能
$\Delta \bar W(R) $ 可以表示为$$ \Delta \bar W(R) = \frac{{{e_1}}}{E}{\left[ {\frac{{K_1^N}}{{R_0^{1 - {\lambda _1}}}}} \right]^2} + \frac{{{e_2}}}{E}{\left[ {\frac{{K_2^N}}{{R_0^{1 - {\lambda _2}}}}} \right]^2} $$ (3) 式中:ei是泊松比和张开角的特征参数,简化计算参照文献[14].单轴拉伸试样裂纹失效过程受Ⅱ型应力强度因子影响较小,可以进一步将公式进行简化为
$$ \Delta \bar W(R) = \frac{{\Delta \sigma _n^2}}{E}\left[ {{e_1}k_1^2{{\left( {\frac{t}{{{R_0}}}} \right)}^{2\left( {1 - {\lambda _1}} \right)}}} \right] $$ (4) 1.4 可靠性分析方法及流程
选用S-N曲线作为该试样的疲劳寿命评估方法,疲劳应力(S)和疲劳寿命(N)呈线性对数关系,其表达式为
$$ \lg (N) = \lg (C) - m\lg (S) $$ (5) 式中:C和m为材料特征常数;S表示为裂纹或缺口尖端应力状态幅值.
根据Miner线性累计损伤理论,即
$$ {D_f} = \sum\limits_{i = 1}^f {\frac{{{n_i}}}{{{N_i}}}} $$ (6) 总损伤Df可以表示为f次应力幅值下的疲劳寿命ni和相应总寿命Ni之比总和,且每次疲劳寿命循环累计损伤等价.
横幅载荷下焊件的损伤和临界寿命是可靠性设计的重要组成部分.取50%概率S-N拟合曲线的疲劳特征参数C,m为疲劳损伤Di的预测参数,Dcr为当前参数和载荷条件下全熔覆率(P = 0)临界损伤值.该焊接头的疲劳极限状态方程可以表示为
$$ R = P({D_f} - {D_{cr}} > 0) $$ (7) 几何特征和缺陷参数对局部参量影响复杂,简化拟合关系难以探究各参数和平均应变能间的隐性耦合关系.文中以公式(4)为基础,采用BP神经网络拟合无量纲参数ki和各特征参数的隐性关系式,并引入疲劳标准推荐缺陷修正方法进行对比分析.随后,采用蒙特卡洛法80万次随机取值用于该模型的疲劳寿命可靠概率的求解计算,以保证疲劳可靠性的准确度.根据求解可靠概率R,可靠性指标β可以表示为
$$ \beta = - {\varPhi ^{ - 1}}(R),R = \Pr ob\left\{ {\forall x \in X\mid g\left( {{D_f},X} \right) > 0} \right\} $$ (8) 式中,Φ是标准正态分布函数.
疲劳可靠性模型建立过程中,不确定性条件具体考虑了位移错位(e),角错位(a)、板厚(T),特征参数(C)和累计损伤(D)共五个参数的分布类型和变异系数.疲劳可靠性分析流程如图4所示.
2. 结果分析和讨论
2.1 含缺陷疲劳分析模型
以角错位a = 3°,位移错位不断增加的混合错位条件下为例,如图5展示了不同评估方法下应力集中系数的变化情况.
![]() 图 5 应力集中系数km对比Figure 5. Comparison of stress concentration factor. (a) Hot spot stress method; (b) Average strain energy density method
图 5 应力集中系数km对比Figure 5. Comparison of stress concentration factor. (a) Hot spot stress method; (b) Average strain energy density method应力集中系数直观地反映了缺陷效应带来的局部应力状态变化趋势,可见错位缺陷对于整体疲劳强度的影响显著.对于混合错位情况,IIW等[2, 4]推荐将位移和角缺陷的修正系数叠加进行分析,即
$$ {k_{\rm{m}}} = 1 + \left( {{k_{{\rm{m}},{\text{ axial }}}} - 1} \right) + \left( {{k_{{\rm{m}},{\text{ angular }}}} - 1} \right) $$ (9) 对含错位焊趾失效的十字焊接接头,IIW等[2, 4]标准基于简化力学模型分别给出了解析修正方法,即
$$ {k_{{\rm{m,axial}}}} = 1 + \lambda \cdot \frac{{e \cdot {l_1}}}{{t \cdot \left( {{l_1} + {l_2}} \right)}} $$ (10) $$ {k_{{\rm{m,angular}}}} = 1 + \lambda \cdot a \cdot \frac{{{l_1} \cdot {l_2}}}{{t \cdot \left( {{l_1} + {l_2}} \right)}} $$ (11) 式中:λ表示为不同的约束条件;li表示为板长参数.
如图5a所示,基于数值分析计算的单一缺陷条件下应力集中系数之和和混合错位的结果进行对比,具有较好的一致性.但实际情况下,该方法仅将约束条件和板长作为修正参量,没有考虑焊缝区域几何特征参数影响,限制了该修正方法的准确分析.
如图5b展示了不同缺陷类型下,以平均应变能为基础的应力集中系数对比,应力集中系数叠加和数值分析结果对比,结果相对保守.因此采用该方法的错位缺陷分析时,应充分考虑各缺陷参数间的耦合关系.平均应变能方法以应变能作为评估参量,相较于热点应力方法,较好的反应了几何不连续及潜在失效区域的应力状态,文中以平均应变能为基础进行疲劳可靠性的分析.基于数值分析方法,BP神经网络方法可充分考虑不同类型错位的耦合关系,并进行各参数的隐形表达关系的拟合,显著增加分析准确性.通过上述有限元模型获取各几何参数条件下SED值,结合SED计算公式并采用BP神经网络建立局部分析模型.该隐性表达式可纳入不同测量参量,较好地反映各参量之间相互关系.为确保该模型分析效果,将各参数归一化后用于神经网络模型建立,以消除各参数间数值差异的影响.如图6展示了有限元和预测模型的差异统计图,误差主要分布在0值附近,且误差范围小,可以用于后续疲劳可靠性分析.
2.2 几何特征对于局部应力状态的影响
基于有限元分析方法,图7展示了各几何参数10%变化率对于局部应力特征参量的影响.以含混合错位缺陷的焊接头为例,10%的板厚变化对于局部应力状态的影响最大.这是由于板厚的变化造成其他局部尺寸比例的相对减小,局部应力集中程度显著增加导致的.其次,混合错位对于SED的影响较大,显著大于单一错位效应的影响.因此定量探究错位及几何参数对于局部应力状态和疲劳寿命的影响具有重要意义,通过合理控制局部特征参数和缺陷参数改善缺口应力状态,合理的进行焊件疲劳寿命设计和检测.
图8为平均应变能和热点应力方法下,含错位效应和无错位效应模型的双对数S-N曲线对比图.针对不同方法,疲劳评估标准IIW、BS7608和Lazzarin等人[15]推荐了相应的疲劳强度评估曲线.含错位效应的疲劳评估点局部应力状态变化明显,但均分布在相应的疲劳评估曲线上方,结果优于未考虑错位效应的疲劳评估点.另一方面,考虑错位的疲劳评估点的离散度具有一定程度的下降,尤其是对于平均应变能方法,这说明将缺陷特征参数考虑到S-N曲线评估方法是有效的.
![]() 图 8 S-N疲劳评估曲线对比Figure 8. Comparison of S-N curves. (a) hot spot stress method; (b) average strain energy method
图 8 S-N疲劳评估曲线对比Figure 8. Comparison of S-N curves. (a) hot spot stress method; (b) average strain energy method2.3 不确定参量量化
不确定因素的量化分析是疲劳可靠性评估的基础,将试验条件下不同几何、错位参数通过统计学方法进行概率描述.根据实验试样扫描和统计结果,位移错位和角错位服从极大值分布,极大值分布概率密度函数为:
$$ {f_{{\text{Max}}}}(x) = \frac{1}{{{\sigma _i}}}{e^{\tfrac{{x - {\mu _i}}}{{{\sigma _i}}}}} \cdot {e^{ - \tfrac{{x - {\mu _i}}}{{{\sigma _i}}}}} $$ (12) 式中:μi为位置参数;σi为尺度参数;和错位a和e的均值和离散程度等相关.如图9所示,是不同类型错位的极大值分布拟合图,位移错位和角错位的位置参数μi分别为0.366 3和0.855 3,尺度参数σi分别为0.530 1和0.734 3.由于焊接过程中各类复杂因素的影响,造成错位缺陷的产生,极大值分布特征符合实际工程情况.经试验数据拟合参数和相关文献[16]说明,焊接接头S-N曲线参数及特征参数的分布类型等信息汇总在表1中.
![]() 图 9 位移和角错位概率分布曲线Figure 9. Probability distribution of axial and angular misalignment. (a) axial misalignment; (b) angular misalignment表 1 影响因素统计数据Table 1. statistical descriptors of influencing factors
图 9 位移和角错位概率分布曲线Figure 9. Probability distribution of axial and angular misalignment. (a) axial misalignment; (b) angular misalignment表 1 影响因素统计数据Table 1. statistical descriptors of influencing factors影响因素 符号 分布类型 位置参数μ 尺度参数σ 位移错位 e 极大值分布 0.3663 0.5301 角错位 a 极大值分布 0.8553 0.7343 板厚 T 正态分布 12、10 0.047[16] 特征参数 m 常量 1.1 — C 正态分布 69322.1 0.057 累计损伤 Dcr 对数正态 1 0.1 2.4 可靠性分析
疲劳载荷是影响疲劳寿命的主要因素.如图10所示,绘制了在不确定参数条件下,载荷分别为100 MPa、200 MPa、300 MPa、400 MPa的疲劳寿命分布曲线.通过蒙特卡罗随机抽样求解的疲劳寿命分布,可以采用极大值分布函数进行描述.疲劳寿命的分布是由于各不确定参数的分布类型造成的,主要包含了错位缺陷的影响.随着疲劳载荷幅值增加,疲劳寿命显著减小,其概率密度的尺度参数随之减小.可见,在应力幅度较小时,错位等不确定因素对于疲劳寿命的分布影响较大.
试验结果显示疲劳试样的疲劳载荷主要集中在200 ~ 300 MPa,为说明该疲劳可靠性分析模型的准确性,如图11以模型计算和实验数据作为对比,分别绘制了200 MPa和300 MPa时疲劳寿命的累计分布及疲劳试验数据.试验疲劳试样的可靠概率较好的分布在200 MPa和300 MPa区域内,说明该疲劳模型可以用于该批试样的可靠性分析.从累计失效概率角度分析,随疲劳循环次数的增加,失效概率也不断增大.该模型中缺陷作为各载荷下的主要影响因素,直接影响疲劳寿命的分布状态.
图12展示分析了100 MPa疲劳载荷条件下错位缺陷对于疲劳可靠性的差异.随着疲劳寿命的增加,无错位缺陷试样疲劳失效概率显著好于含缺陷试样.含错位构件3.5 × 104次循环载荷即出现失效现象,而无错位构件3.6 × 105次循环载荷发生失效现象.此外,相同可靠概率下,疲劳寿命具有明显差异,含错位试样首先出现失效,错位的出现显著改变了局部缺口的应力状态和疲劳寿命分布.因此,定量分析错位效应的影响是研究结构的疲劳寿命时重要的评估过程.
焊接接头质量受多方面因素影响,且由于焊接过程中各影响因素的复杂性,如钢材类型,焊接工艺,约束条件等,缺陷参数离散性受到影响,因此探究混合错位的尺度参数变化对于疲劳可靠性影响十分必要.根据S-N曲线及形状参数和特征参数的分布特征,通过引入缩放比例参数q对尺度参数进行缩放,进行不同混合错位缺陷离散度情况下疲劳寿命的分析.如图13所示,绘制了不同尺度参数缩放比例下疲劳寿命概率分布直方图.随着缩放比例的增加,疲劳寿命趋于减小,说明混合缺陷的离散程度对于疲劳寿命的分布较为显著,考虑焊接缺陷能提升疲劳强度评估的准确性.
![]() 图 13 尺度参数缩放比例对疲劳寿命分布的影响Figure 13. Fatigue life distribution for different scale parameters
图 13 尺度参数缩放比例对疲劳寿命分布的影响Figure 13. Fatigue life distribution for different scale parameters以当前载荷和特征条件为基础,完全熔透(P/T = 0.5)条件下的疲劳寿命为临界疲劳寿命,进行疲劳极限状态方程的构建.如图14绘制了不同缺陷参数离散度下可靠性指标的变化,其中横坐标是尺度参数的缩放比例q,纵坐标为可靠性指标.随着尺度参数的比例的增加,即错位离散程度的增加,疲劳可靠性指标显著下降.当熔透率P = 0时,随着q的增加,相应的可靠度由97.9%下降为33.95%,可见疲劳寿命的分布受混合错位尺度参数的显著影响.因此在焊接过程中应严格控制缺陷质量,以保证疲劳寿命评估结果的准确性.
3. 结论
(1) 对承载十字焊接接头实验试样的和角错位进行统计学分析,位移和角错位服从极大值分布类型,且考虑焊缝几何特征和缺陷特征的评估方法在数据离散度方面具有明显优势.
(2) 基于平均应变能法的缺口应力状态分析结果,接头几何特征参量对疲劳缺口特征值变化较为明显,混合错位缺陷相较于单一错位缺陷对于局部应力状态的影响更加显著.
(3) 对比无错位缺陷的失效概率,含错位焊接接头较早出现失效现象,错位缺陷是焊接接头疲劳可靠性分析的重要影响因素.此外,随着尺度参数的增加,疲劳可靠度显著下降.特定条件下,可靠度可由97.9%下降为33.95%,缺陷均值和离散度等因素是影响疲劳可靠性的重要原因.
-
![]()
图 2 不同送丝速度下接头的熔宽、余高和电弧区熔深变化
Figure 2. Weld bead dimensions at different filler wire speeds
![]()
图 4 不同送丝速度焊缝的微观组织
Figure 4. Microstructures of the welds at different filler wire speeds
![]()
图 5 不同送丝速度下接头HAZ的组织形貌
Figure 5. Microstructures of heat affected zone at different filler wire speeds
![]()
图 6 不同送丝速度下接头的拉伸性能
Figure 6. Tensile properties of the welded joints at different filler wire speeds
![]()
图 7 不同送丝速度下接头的显微硬度
Figure 7. Micro-hardness of the welded joints at different filler wire speeds
![]()
图 8 不同送丝速度下接头的极化曲线
Figure 8. Polarization curves of the welded joints at different filler wire speeds
表 1 DH36钢及焊丝的化学成分(质量分数,%)
Table 1 Chemical compositions of experiment steel and filler wire
C Si Mn P S Al Ti Sb Cu Ni Cr 母材 0.098 0.28 1.08 0.011 0.002 0.025 0.014 0.082 0.024 1 0.247 — 焊丝 0.061 0.47 1.45 0.010 0.002 0.022 0.012 0.081 0.024 2 0.200 —  下载: 导出CSV
下载: 导出CSV
表 2 不同送丝速度下焊缝电化学参数拟合结果
Table 2 Fitting results of electrochemical parameters of welded joints at different filler wire speeds
送丝速度v/(m∙min−1) 自腐蚀电位ESCE/V 自腐蚀电流logI(μA∙cm−2) 7.0 -0.4995 70.7946 7.5 -0.4802 42.6580 8.0 -0.4914 51.2861 8.5 -0.4913 53.7032
下载: 导出CSV
-
[1] Sun F, Li X, Zhang F. Corrosion mechanism of corrosion-resistant steel developed for bottom plate of cargo oil tanks[J]. Acta Metallurgica Sinica (English Letters), 2013, 26: 257 − 264. doi: 10.1007/s40195-012-0231-0
[2] 张国宏, 成 林, 李 钰, 等. 海洋耐蚀钢的国内外进展[J]. 中国材料进展, 2014, 33(7): 426 − 435. Zhang Guohong, Cheng Li, Li Yu, et al. Process of corrosion resistant steel at home and abroad[J]. Materials China, 2014, 33(7): 426 − 435.
[3] Ito M, Kaneko M, Nishimura S, et al. Development of corrosion resistant steel for bottom plates of crude oil tanks and onboard evaluation results[C]//Proceedings of the ASME 31st International Conference on Ocean, Offshore and Arctic Engineering. Brazil: ASME, 2012: 223−228.
[4] 顾长石, 邱盛兴, 闫 璐, 等. 基于IMO标准的船用耐蚀钢研究综述[J]. 船舶工程, 2015, 37(10): 1 − 20. Gu Changshi, Qiu Shengxing, Yan Lu, et al. Research summary of marine corrosion resistant steel based on IMO standard[J]. Ship Engineering, 2015, 37(10): 1 − 20.
[5] 柳 伟, 樊学华, 李少飞, 等. 油轮舱CO2-O2-H2S-SO2湿气环境中低合金钢的腐蚀行为[J]. 北京科技大学学报, 2011, 33(1): 33 − 39. doi: 10.3969/j.issn.1008-2689.2011.01.006 Liu Wei, Fan Xuehua, Li Shaofei, et al. Corrosion behavior of low alloy steels in a CO2-O2-H2S-SO2 wet gas environment of crude oil tanks[J]. Journal of University of Science and Technology Beijing, 2011, 33(1): 33 − 39. doi: 10.3969/j.issn.1008-2689.2011.01.006
[6] 罗小兵, 柴 锋, 苏 航, 等. 含H2S干湿交替环境下船用耐蚀钢研究[J]. 钢铁研究学报, 2013, 25(8): 51 − 53. Luo Xiaobing, Chai Feng, Su Hang, et al. Marine corrosion resistant steel research under dry-wet alternating environment with H2S[J]. Journal of Iron and Steel Research, 2013, 25(8): 51 − 53.
[7] 梁金明, 唐 荻, 武会宾, 等. 基于IMO标准的E36级低合金船板钢货油舱上甲板环境全周期腐蚀行为与机理[J]. 材料研究学报, 2014, 28(6): 433 − 442. doi: 10.11901/1005.3093.2014.106 Liang Jinming, Tang Di, Wu Huibin, et al. Cyclic Corrosion Behavior of E36 Low-alloy Steel in a Simulated Cargo Oil Tank Upper Deck Environment Corresponding to IMO Standard[J]. Chinese Journal of Materials Research, 2014, 28(6): 433 − 442. doi: 10.11901/1005.3093.2014.106
[8] 陶乃旺, 黄淑珍, 黄宏钢. IMO油船货油舱涂层及耐蚀钢试验方法及性能要求[J]. 防腐涂料与涂装, 2011, 26(10): 23 − 25. Tao Naiwang, Huang Shuzhen, Huang Honggang. Test methods and performance requirements for coating and corrosion resistant steel for cargo tank[J]. Anticorrosive coatings and coating, 2011, 26(10): 23 − 25.
[9] 冯向阳, 齐彦昌, 彭 云, 等. 货油舱用耐蚀钢焊接接头的耐腐蚀性能[J]. 钢铁研究学报, 2012, 24(3): 44 − 49. Feng Xiangyang, Qi Yanchang, Peng Yun, et al. Corrosion resistance of corrosion resistant steel welded joints for cargo tanks[J]. Journal of Iron and Steel Research, 2012, 24(3): 44 − 49.
[10] 杨建祎, 许 静, 曹建平, 等. 原油船货油舱用耐蚀钢及焊接接头的腐蚀性能研究[J]. 腐蚀与防护, 2012, 33(2): 39 − 43. Yang Jianyi, Xu Jing, Cao Jianping, et al. Corrosion behavior of corrosion resistant steel and welded joints for cargo tank of crude oil Ship[J]. Corrosion and Protection, 2012, 33(2): 39 − 43.
[11] Wei J S, Yan-Chang Q I, Tian Z L, et al. Corrosion Behavior of Welded Joints for Cargo Oil Tanks of Crude Oil Carrie[J]. Journal of Iron and Steel Research International, 2016, 23(9): 955 − 962. doi: 10.1016/S1006-706X(16)30144-3
[12] 崔 丽, 高 艳, 顾长石, 等. 微量元素Cr对船用耐蚀钢焊接接头组织和性能的影响[J]. 北京工业大学学报, 2018, 44(6): 953 − 960. doi: 10.11936/bjutxb2017060021 Cui Li, Gao Yan, Gu Changshi, et al. Effect of trace element Cr on microstructures and properties of welded joints of marine corrosion resisting steels[J]. Journal of Beijing University of Technology, 2018, 44(6): 953 − 960. doi: 10.11936/bjutxb2017060021
[13] 雷正龙, 陈彦宾, 李俐群, 等. CO2激光-MIG复合焊接射滴过渡的熔滴特性[J]. 应用激光, 2004, 24(6): 361 − 364. doi: 10.3969/j.issn.1000-372X.2004.06.011 Lei Zhenglong, Chen Yanbin, Li Liqun, et al. Characteristics of droplet transfer in CO2 laser-MIG hybrid welding with projected mode[J]. Applied Laser, 2004, 24(6): 361 − 364. doi: 10.3969/j.issn.1000-372X.2004.06.011
[14] Chang Y F, Lei Z, Wang X Y, et al. Characteristic of laser-MIG hybrid welding with filling additional cold wire for aluminum alloy[J]. China Welding, 2018, 27(3): 35 − 41.
[15] Li X Y. Study on the Progress of Welding Science and Technology in China[J]. Journal of Mechanical Engineering, 2012, 48(6): 19 − 31. doi: 10.3901/JME.2012.06.019
[16] 刘巨峰. 厚板碳钢激光-MAG复合焊接工艺研究及接头组织性能分析[D]. 华中科技大学, 武汉, 2015. [17] Liu F D, Zhang Hong, Wang Y Q, et al. Influence of area energy for welding sea and droplet transfer on hybrid laser-arc welding[J]. Journal of Mechanical Engineering, 2012, 48(14): 84 − 90. doi: 10.3901/JME.2012.14.084
[18] 杜则裕, 李亚江, 邹增大. 焊接科学基础[M]. 北京: 机械工业出版社, 2012. [19] 常丽艳, 宋西平, 张 敏, 等. 基于原位SEM的激光-MIG复合焊接7075-T6铝合金疲劳裂纹扩展行为[J]. 焊接学报, 2016, 37(5): 85 − 88. Chang Liyan, Song Xiping, Zhang Min, et al. In situ SEM based fatigue crack propagation behavior of hybrid laser welded 7075-T6[J]. Transactions of the china welding institution, 2016, 37(5): 85 − 88.
[20] Zhang M, Wang X, Zhu G. Effect of laser welding process parameters on microstructure and mechanical properties on butt joint of new hot-rolled nano-scale precipitation-strengthened steel[J]. Acta Metallurgica Sinica (English Letters), 2014, 27: 521 − 529. doi: 10.1007/s40195-014-0081-z
[21] 黄安国, 李志远, 余圣甫, 等. 低合金钢焊缝金属的腐蚀行为[J]. 焊接学报, 2005, 26(11): 30 − 34. doi: 10.3321/j.issn:0253-360X.2005.11.009 Huang Anguo, Li Zhiyuan, Yu Shengfu, et al. Corrosion behavior of weld metal of low alloy steel[J]. Transactions of the china welding institution, 2005, 26(11): 30 − 34. doi: 10.3321/j.issn:0253-360X.2005.11.009
-
期刊类型引用(10)
1. 仇一卿,姚徐伟,卜星,赵舵,张自立,陆伟,倪林斌. 2219铝合金搅拌摩擦焊焊缝X射线影像特征及其形成原因. 电焊机. 2023(06): 117-121+134 .  百度学术
百度学术
2. 丁吉坤,宋建岭,韩国良,田龙,高泽峰. 2219厚板铝合金VPTIG焊接接头组织及性能. 焊接. 2020(04): 47-51+64 . 百度学术
3. 丁吉坤,宋建岭,蒙丹阳,高泽峰,王亚森. 2219厚板铝合金钨极和熔化极惰性气体保护焊焊接接头组织与性能对比. 宇航材料工艺. 2020(05): 93-97 . 百度学术
4. 蒙丹阳,张登魁,韩国良,张慧峰,孙全. 中厚板2219铝合金摆动TIG焊接头组织及性能研究. 焊接技术. 2020(12): 34-37+120 . 百度学术
5. 宋建岭,李庆庆,刘含伟,肖宏,林三宝. Si元素含量对5A06/2219异种铝合金焊接裂纹的影响. 焊接. 2019(02): 35-39+67 . 百度学术
6. 刘含伟,王斌,韩国良,王照禹,刘飞. 两种热处理状态2219铝合金对接接头补焊特性. 焊接. 2019(04): 49-53+67-68 . 百度学术
7. 阮德重,张登魁,王国庆,单际国,赵玥,吴爱萍. 基于RBF神经网络预测2219铝合金多层TIG焊接头拉伸性能研究. 焊接技术. 2019(06): 22-27 . 百度学术
8. 黄诚,王非凡,鄢东洋,刘德博,胡正根. 2219-T87/T852铝合金异质接头力学性能弱化及断裂机制. 宇航材料工艺. 2018(02): 56-60 . 百度学术
9. 孙世烜,贾晓喆,高彦军,李超,王凯,李晓光. 冷却条件对2219铝合金搅拌摩擦焊接头组织及性能的影响. 热加工工艺. 2018(17): 25-29+35 . 百度学术
10. 颜旭,马核,熊林玉,田志杰,张彦华. 2219铝合金TIG焊接头断裂性能研究. 航天制造技术. 2017(04): 16-20 . 百度学术
其他类型引用(5)






























计量
- 文章访问数: 483
- HTML全文浏览量: 146
- PDF下载量: 94
- 被引次数: 15
