
Study on physical characteristics of laser welding penetration signal in the mesoscopic field
-
摘要:
可靠熔透在线检测是激光焊接智能制造领域的重要问题,但是激光熔透信号属于介观尺度光学信号,而传统检测方法受宏观采样手段局限无法有效获取介观熔透信息. 所以开展激光匙孔内部更深层次的介观领域特性研究,对于实现可靠熔透在线检测具有重要的指导意义. 试验通过自制的光学成像系统,在红外特定谱段下捕捉到了介观熔透信号,研究表明该信号具有隐蔽性强、指向性高、波动性大、趋势性显著的物理特性,并充分证明了介观熔透信号复杂波动表面下的趋势性特征. 通过抽象化提取和比对分析发现,该特征不但重复性较好、受焊接热反应本质制约,更与激光焊接熔透状态具有较好的一致性. 通过该项研究可为开发介观尺度激光熔透可靠在线检测提供重要理论支撑.
Abstract:Reliable online penetration detection is an important issue in the intelligent manufacturing of laser welding, but the penetration signal belongs to the mesoscopic scale optical signal, and traditional detection methods are constrained by macroscopic sampling methods, which cannot effectively capture mesoscopic penetration information. Therefore, it is of great significance to carry out a study of the deeper mesoscopic properties within the laser keyhole to achieve reliable online penetration detection. In this paper, a mesoscopic penetration signal in the infrared spectrum was identified using a specialized optical imaging system. The study revealed that this signal possesses distinct physical characteristics, including strong concealment, high directionality, large fluctuation, and significant trend. Especially, it has been fully proven that the trend characteristics of the mesoscopic penetration signal under complex fluctuating surface. Through the abstract extraction and comparison analysis, it was found that the features are not only repeatable and subject to the nature of welding thermal reactions but also in good agreement with the laser welding penetration state. This study can provide crucial theoretical support for the development of reliable online detection of laser penetration at the mesoscopic scale.
-
0. 序言
先进的轻量化高强度铝合金在提高工程可靠性和能源效率以及减少材料生产中的CO2排放方面非常受欢迎[1-2]. 7075时效硬化铝合金作为高性能轻量化铝合金家族的分支之一,在航空航天工业中得到了广泛的应用[3-4]. 由于7075高强铝合金的难焊性,目前的航空航天工业仍然依赖于铆接和螺栓连接的方式进行组装.
激光焊接技术具有高柔性、高效率、高能量密度、热影响区域小等优势,广泛应用于航空航天、轨道交通等领域[5-6]. 7075Al主要元素为Al, Zn, Mg和Cu,其主要强化相为η相(MgZn2)和T相(Al2Mg3Zn3)[7-8]. 经过固溶时效处理后,析出相为过饱和固溶α→GP区→亚稳态η′相→稳定η相[9]. 然而,Zn, Mg和Cu的含量对其焊接性有很大的影响[10-11],随着(Zn + Mg + Cu)含量的增加,可焊性变差,这就是铝锌高强合金通常被认为是难以焊接的原因.
为了进一步提高7075Al接头的力学性能,焊后热处理是一种有力的手段. 许多文献系统地揭示了热处理后接头组织演变和力学性能的内在机理. 对于时效硬化的7075Al,热处理可以促进铝基体析出高密度纳米析出相,通过第二相强化机制提高合金的屈服强度[12]. 但在激光焊接非平衡凝固过程中,在高冷速凝固条件下,熔合区通常会形成亚稳态组织. 由于亚稳态组织的存在,通过后处理提高接头强度与通过后处理改善7075Al基体中析出相的演化是不同的. 这涉及到接头热循环区的差异,主要表现为熔合区、半熔合区和热影响区之间的差异,每个区域经历不同的焊接热循环. 最后,接头的力学性能取决于焊缝中显微组织在应力作用下的多种作用机制.
文中从失效分析的角度,系统研究了7075Al接头T6热处理后的显微组织演变和拉伸断裂行为之间的内在关联,旨在通过建立焊接接头断裂区域与显微组织之间的内在联系,为7075Al接头的失效机理和进一步的强化策略提供新的见解.
1. 试验方法
选用轧制态7075Al为基材,其化学成分如表1所示. 采用电火花线切割机将7075Al基板切割成2 mm厚的板材. 7075Al基材尺寸为60 mm × 30 mm × 2 mm. 激光焊接系统由IPG-30000光纤激光系统和Kuka IRB-6400机器人组成,激光波长为1070 nm,最大输出功率为30 kW. 采用激光引导方式,焊接头沿焊接方向倾斜10°,以减小高反射率和溅射的影响. 焊接过程中采用高纯氩气作为保护气体. 激光对接焊工艺参数具体为:激光功率7 kW,焊接速度12 m/min,离焦量0 mm.
表 1 7075Al合金化学成分(质量分数,%)Table 1. Chemical compositions of 7075Al alloyZn Mg Cu Fe Si Mn Cr Ti Al 5.1 ~ 6.1 2.1 ~ 2.9 1.2 ~ 2.0 0.5 0.4 0.3 0.18 ~ 0.28 0.2 余量 通过电火花线切割机切割尺寸为10 mm × 5 mm × 2 mm的试样. 采用自动研磨抛光机(EcoMet 250, BUEHLER)按照标准制备金相样品. 采用蔡司制造的Gemini SEM300扫描电子显微镜(SEM)来表征接头显微组织. 每道焊缝沿焊缝方向切割3个长度为48 mm、宽度为6 mm、厚度为2 mm的拉伸试样,切割过程中保持焊缝位于拉伸试样平行段的中间位置. 每个试样的单轴拉伸试验采用材料高温持久性能试验机(Shimadzu Autograp AG-IC 100kN)进行测试,在环境温度下以恒定拉伸速率2 mm/min进行拉伸,每组试样进行3次拉伸试验测试,以确保结果的准确性.
2. 试验结果与分析
2.1 接头显微组织
图1为焊缝横截面的SEM图像. 尽管两种试样经过相同的电解抛光程序并保持一致的抛光参数,但是SEM图像仍显示两组接头的显微组织具有明显的差异性. 具体差异性表现为经过T6热处理的焊缝呈现出密度较小的腐蚀坑,而未经热处理的焊缝则呈现出大量且不规则的腐蚀坑. 这意味着焊后热处理导致了显微组织的演变,进而影响了焊缝的抗腐蚀行为. 图2为更细致的SEM表征结果,对比图2b与图2d,可以发现焊缝在T6热处理过程中析出了高密度的纳米沉淀相.
![]() 图 1 焊缝横截面SEM图Figure 1. SEM of weld cross section. (a) unheat treated weld center; (b) unheat treated weld edge; (c) heat treated weld center; (d) heat treated weld edge
图 1 焊缝横截面SEM图Figure 1. SEM of weld cross section. (a) unheat treated weld center; (b) unheat treated weld edge; (c) heat treated weld center; (d) heat treated weld edge![]() 图 2 更细致的焊缝横截面SEM图Figure 2. More detailed SEM of weld cross section. (a) unheat treated weld center with 5 000
图 2 更细致的焊缝横截面SEM图Figure 2. More detailed SEM of weld cross section. (a) unheat treated weld center with 5 000$\times $ ; (b) unheat treated weld center with 10 000$\times $ ; (c) heat treated weld center with 5 000$\times $ ; (d) heat treated weld center with 10 000$\times $ 图3和图4显示了接头横截面的EBSD图像. 从焊缝中心到焊缝金属的显微组织依次为等轴晶区域、柱状晶区域、胞状晶/细小等轴晶区域、母材轧制区域. 在激光焊接热源的移动过程中,不同的温度梯度和冷却速率(G/R)决定了焊缝中显微组织的生长形态[13]. 焊接过程中,熔池内的金属熔液过热,形成非均质形核是其凝固的驱动机制,熔池边界处液态金属在固态金属处成核. 在激光焊接过程中,低热输入和高焊接速度提高了焊缝金属的冷却能力,因此在固/液界面处形成了胞状晶区域. 晶体沿主传热方向生长,即平行于基材的晶粒结构生长,因此焊接接头熔合区两侧形成柱状晶区域. 最后,由于焊缝中心温度梯度较小,这一区域的温度较高从而阻止柱状晶的生长,进而形成充分发育的等轴晶区域[14].
![]() 图 3 焊缝横截面EBSD图Figure 3. EBSD of weld cross section. (a) IPF of unheat treated weld; (b) IPF of heat treated weld; (c) KAM of unheat treated weld; (d) KAM of heat treated weld; (e) pole figure of unheat treated weld; (f) pole figure of heat treated weld
图 3 焊缝横截面EBSD图Figure 3. EBSD of weld cross section. (a) IPF of unheat treated weld; (b) IPF of heat treated weld; (c) KAM of unheat treated weld; (d) KAM of heat treated weld; (e) pole figure of unheat treated weld; (f) pole figure of heat treated weld![]() 图 4 焊缝横截面半侧EBSD图Figure 4. EBSD of half side of weld cross section. (a) IPF of unheat treated weld; (b) IPF of heat treated weld; (c) KAM of unheat treated weld; (d) KAM of heat treated weld; (e) pole figure of unheat treated weld; (f) pole figure of heat treated weld
图 4 焊缝横截面半侧EBSD图Figure 4. EBSD of half side of weld cross section. (a) IPF of unheat treated weld; (b) IPF of heat treated weld; (c) KAM of unheat treated weld; (d) KAM of heat treated weld; (e) pole figure of unheat treated weld; (f) pole figure of heat treated weld2.2 接头力学性能
7075Al接头的工程应力曲线如图5所示,未热处理接头的3个试样平均抗拉强度为298 MPa. 7075Al接头经T6热处理的3组试样平均抗拉强度可达475 MPa,最大抗拉强度可达到512 MPa. 相比未热处理的7075Al接头,T6-7075Al接头平均抗拉强度提升了约59%,表明焊后热处理对7075Al接头抗拉强度具有显著提升作用. 接头在T6热处理中,“固溶 + 时效”过程促进焊缝中析出高密度纳米沉淀相,如图2所示. 纳米沉淀相的析出引发第二相强化机制,在拉伸变形过程中,第二相粒子的强化作用的体现方式是其阻碍晶粒间的位错运动. 第二相粒子可分为可变形与不可变形两种类型[15-16]. 第二相的粒子为可变形类型时,与位错的作用方式为切过机制,即当晶粒长大或减小变形时,可变形的第二相粒子与基体一起变形,由于其变形机制导致晶粒之间出现了新的表面积,所以晶粒之间的界面能量升高,而且弹性应力场会在第二相粒子周围产生并且与位错发生相互作用,使位错运动受到的阻力增大,因此接头的强度得到提高;第二相粒子为不可变形粒子时,当位错遇到第二相粒子时会绕过继续移动并包围粒子,继而形成位错环,所以位错遇见不可变形的第二相粒子时也将受到很大的阻碍,从而产生强化作用.
2.3 接头断裂行为分析
为了进一步研究7075Al接头断裂行为特征,7075Al接头的断裂位置和形态的SEM特征图像如图6所示. 值得注意的是,7075Al接头和T6-7075Al接头的断裂位置呈现出一定的规律性,两者共性为两组接头的断裂位置在母材与焊缝的熔合线附近,其差异性为7075Al接头的裂纹沿着焊缝中心发生一定角度的倾斜扩展,最终与熔合线附近的裂纹交汇,而T6-7075Al接头裂纹位置主要在熔合线附近,但裂纹扩展路程相较7075Al接头裂纹路程较长. 除此之外,由图6c可以看出,T6-7075Al接头的近母材区域发生了二次裂纹扩展,但未发生断裂.
![]() 图 6 焊接接头断口的SEM形貌Figure 6. SEM of welded joint fracture. (a) fracture of unheat treated welded joint with 40
图 6 焊接接头断口的SEM形貌Figure 6. SEM of welded joint fracture. (a) fracture of unheat treated welded joint with 40$\times $ ; (b) fracture of unheat treated welded joint with 100$\times $ ; (c) fracture of heat treated welded joint with 40$\times $ ; (d) fracture of heat treated welded joint with 100$\times $ 为了进一步了解拉伸后接头各区域组织的变形行为,图7显示了接头截面拉伸断裂后的EBSD图像. 从图7a中可以看出,未经热处理的7075Al接头中存在沿胞状晶分布的断裂痕迹,并随之发生约45°偏转,快速扩展到焊缝等轴晶区域. 与图6接头的断裂形貌对比,可以认为该断裂方式具有普适性规律. 图7b显示了T6-7075Al接头也具有类似的规律性,即断裂形貌为沿着胞状晶偏转45°,扩展到焊缝等轴区域. 但是两组接头的裂纹扩展的路程却存在较大差异,T6-7075Al接头在拉伸过程中裂纹发生多次偏转,而未经T6热处理的接头则表现出一次裂纹偏转即发生快速断裂失效. 由此可得出,T6热处理显著增加了7075Al接头抵抗裂纹扩展的能力. 然而在母材与热影响区之间存在着一种独特的显微组织区域,称之为细小等轴晶或者胞状晶. 先前的文献表明细小等轴晶/胞状晶区域容易萌生裂纹并扩展,导致接头的提前失效[17].
![]() 图 7 焊接接头断口的EBSD图Figure 7. EBSD of welded joint fracture. (a) IPF of unheat treated welded joint fracture; (b) IPF of heat treated welded joint fracture; (c) KAM of unheat treated welded joint fracture; (d) KAM of heat treated welded joint fracture; (e) pole figure of unheat treated welded joint fracture; (f) pole figure of heat treated welded joint fracture
图 7 焊接接头断口的EBSD图Figure 7. EBSD of welded joint fracture. (a) IPF of unheat treated welded joint fracture; (b) IPF of heat treated welded joint fracture; (c) KAM of unheat treated welded joint fracture; (d) KAM of heat treated welded joint fracture; (e) pole figure of unheat treated welded joint fracture; (f) pole figure of heat treated welded joint fracture3. 结论
(1)从焊缝到母材,7075Al接头的显微组织区域依次为等轴晶区域、柱状晶区域、胞状晶区域和轧制态母材区域,焊后热处理对焊缝晶粒尺寸影响较小,但促进了过饱和固溶体中的沉淀相析出.
(2) T6热处理构筑的纳米沉淀相触发了第二相强化机制,这使得7075Al接头平均抗拉强度由298 MPa提高到475 MPa.
(3) 7075Al接头断裂形貌结果显示,焊缝中心等轴晶区域和靠近熔合线附近的胞状晶区域为接头力学性能的薄弱区域.
-
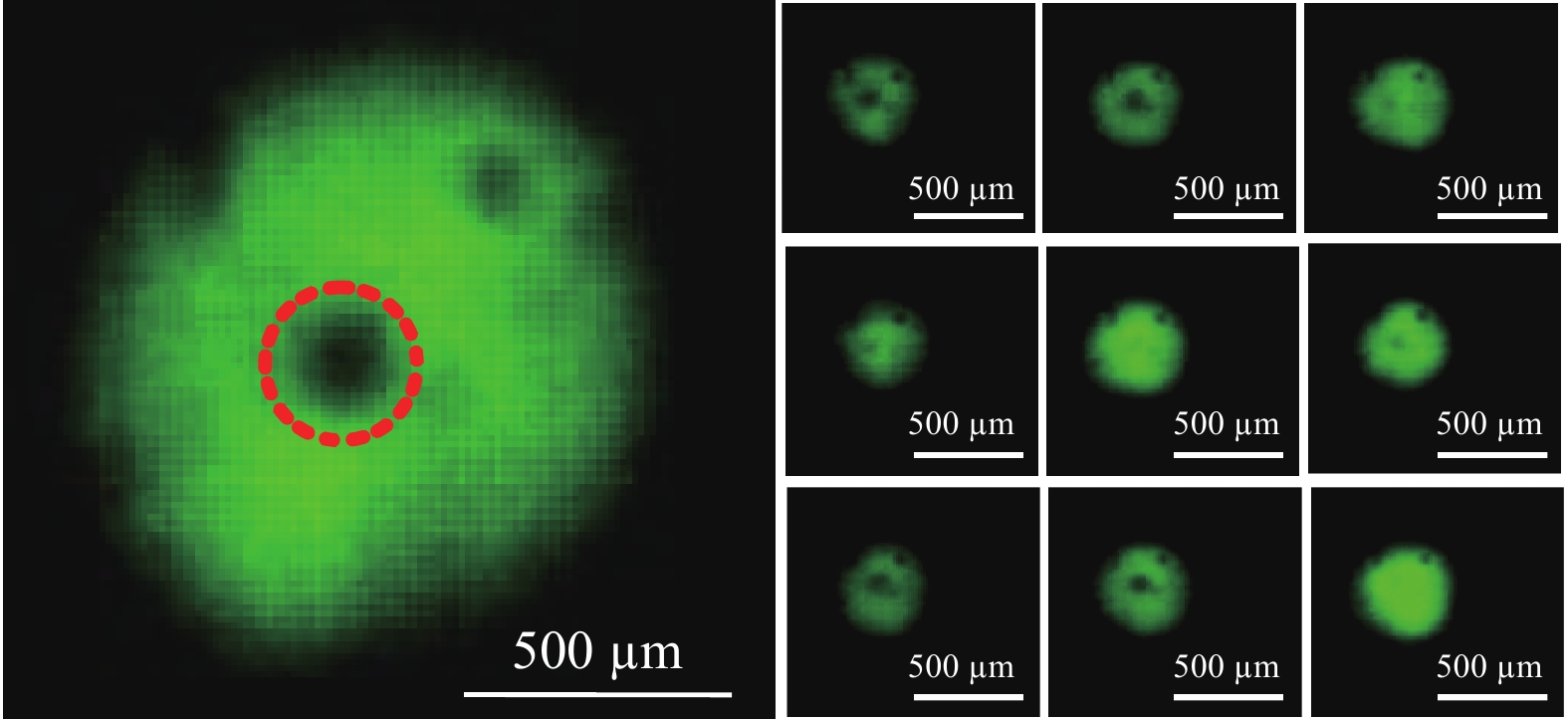
![]()
图 2 介观熔透信号影像特征及动态变化
Figure 2. Image characteristics and dynamic changes of mesoscopic penetration signal
![]()
图 3 在不同检测位置上的介观信号变化
Figure 3. The transformation of mesoscopic signal at different detection positions. (a) signal at the full penetration characteristic area; (b) signal adjacent to the full penetration characteristic area
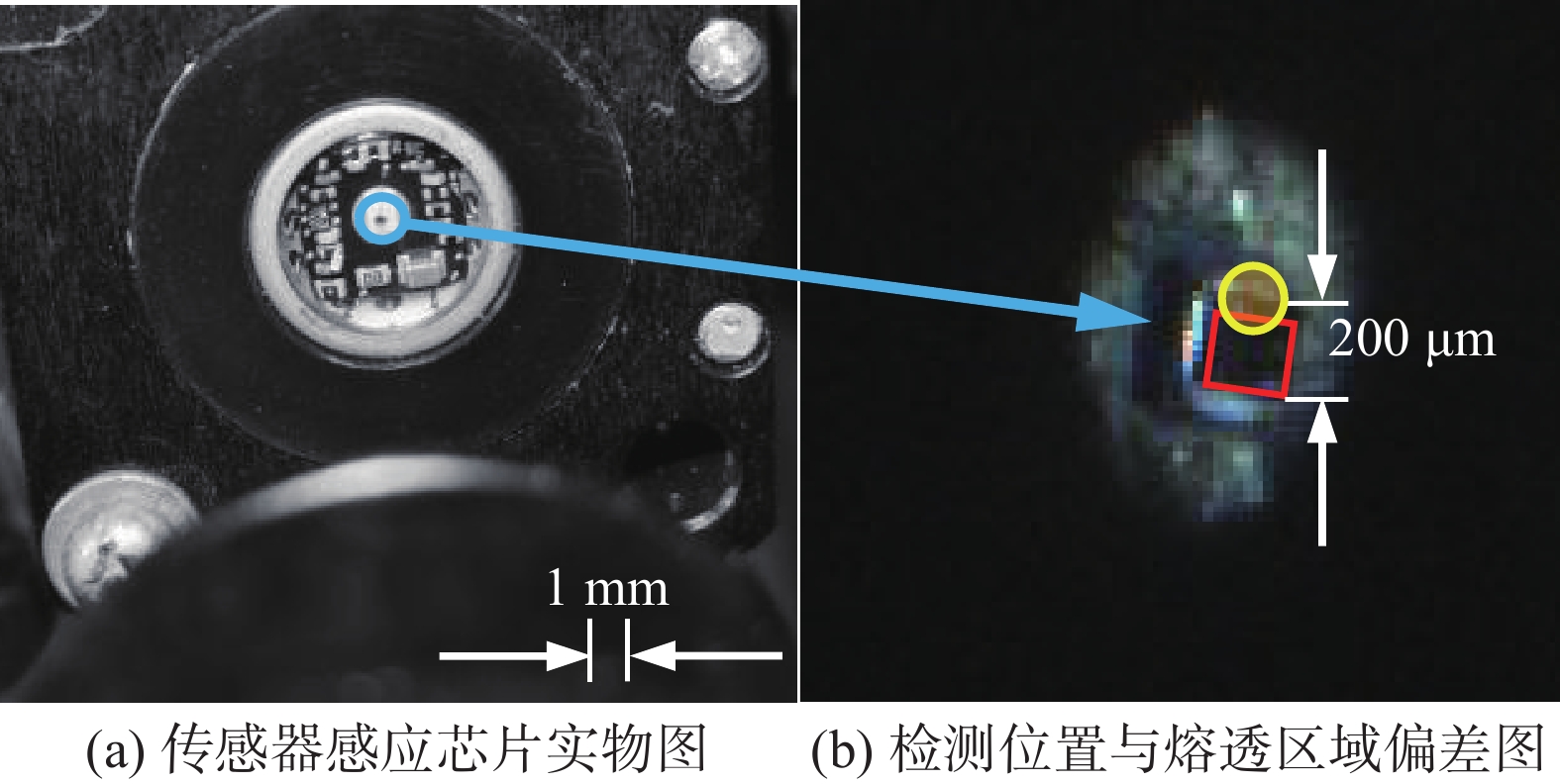
![]()
图 4 介观信号提取位置
Figure 4. Detection position of mesoscopic signal. (a) physical image of the sensor's sensing chip; (b) diagram showing deviation between the detection position and the full penetration area
![]()
图 5 介观熔透信号的波动性特征
Figure 5. Volatility characteristics of mesoscopic penetration signals
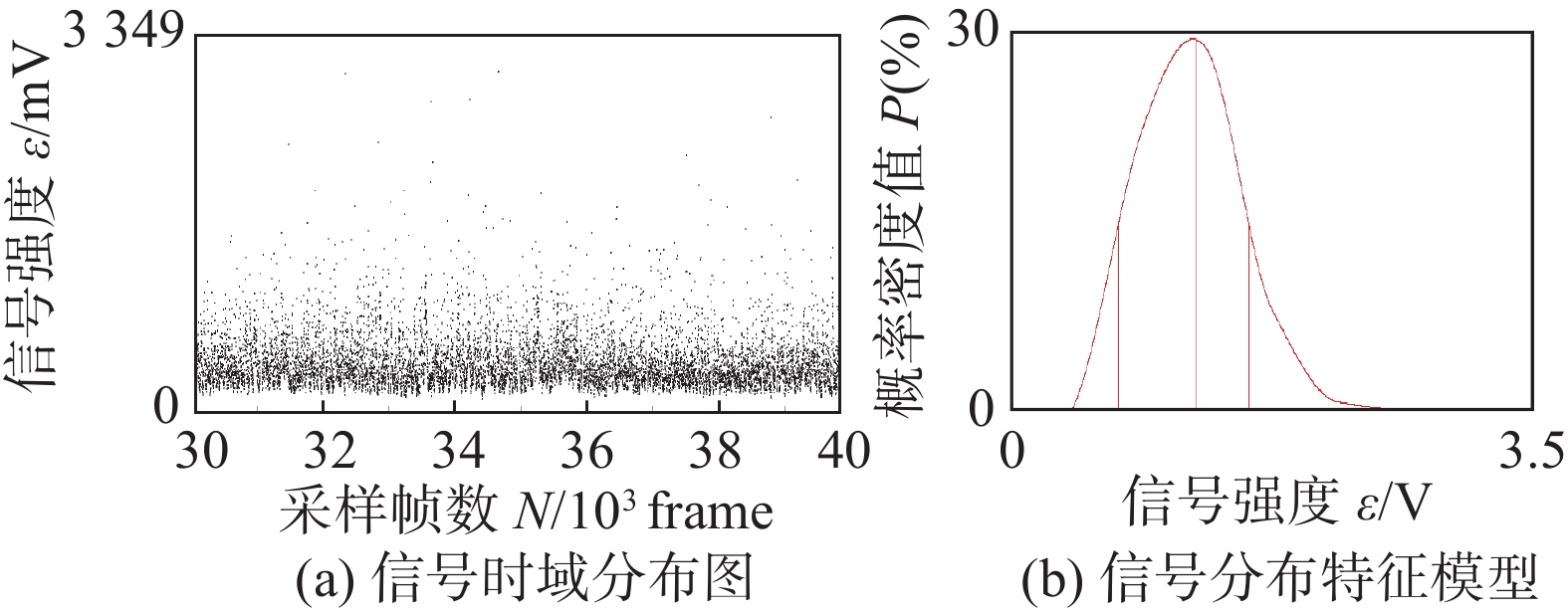
![]()
图 7 特征模型转化原理图
Figure 7. Schematic diagram of feature model transformation. (a) time domain distribution of signals; (b) characteristic model of signal distribution
![]()
图 8 相同焊接条件介观信号特征模型的相似度
Figure 8. The similar degree of the characteristic models of mesoscopic signal under the same welding conditions. (a) test 1; (b) test 2
![]()
图 9 不同焊接状态下的特征模型
Figure 9. Characteristic models for different welding states. (a) Non-full penetration welding at low laser power; (b) non-full penetration welding at high laser power; (c) full penetration welding at low laser power; (d) full penetration welding at high laser power
-
[1] John S, Alexios P, Panagiotis S. Quality assessment in laser welding: a critical review[J]. The International Journal of Advanced Manufacturing Technology, 2017, 94: 1825 − 1847.
[2] Cai Wang, Wang Jianzhuang, Jiang Ping, et al. Application of sensing techniques and artificial intelligence-based methods to laser welding real-time monitoring: A critical review of recent literature[J]. Journal of Manufacturing Systems, 2020, 57: 1 − 18. doi: 10.1016/j.jmsy.2020.07.021
[3] Tang Zijue, Liu Weiwei, Zhang Nan, et al. Real–time prediction of penetration depths of laser surface melting based on coaxial visual monitoring[J]. Optics and Lasers in Engineering, 2020, 128: 106034. doi: 10.1016/j.optlaseng.2020.106034
[4] Luo Yi, Zhu Liang, Han Jingtao, et al. Study on the acoustic emission effect of plasma plume in pulsed laser welding[J]. Mechanical Systems and Signal Processing, 2019, 124: 715 − 723. doi: 10.1016/j.ymssp.2019.01.045
[5] Yusof M, Ishak M, Ghazali M. Weld depth estimation during pulse mode laser welding process by the analysis of the acquired sound using feature extraction analysis and artificial neural network[J]. Journal of Manufacturing Processes, 2021, 63: 163 − 178. doi: 10.1016/j.jmapro.2020.04.004
[6] Huang Yiming, Hou Shuaishuai, Xu Shufeng, et al. EMD- PNN based welding defects detection using laser-induced plasma electrical signals[J]. Journal of Manufacturing Processes, 2019, 45: 642 − 651. doi: 10.1016/j.jmapro.2019.08.006
[7] Cao Yue, Wang Zhijiang, Hu Shengsun, et al. Modeling of weld penetration control system in GMAW-P using NARMAX methods[J]. Journal of Manufacturing Processes, 2021, 65: 512 − 524. doi: 10.1016/j.jmapro.2021.03.039
[8] Cheng Hao, Zhou Liangang, Li Qijun, et al. Effect of welding parameters on spatter formation in full-penetration laser welding of titanium alloys[J]. Journal of Materials Research and Technology, 2021, 15: 5516 − 5525. doi: 10.1016/j.jmrt.2021.11.006
[9] Lei Zhenglong, Shen Jianxiong, Wang Qun, et al. Real-time weld geometry prediction based on multi-information using neural network optimized by PCA and GA during thin-plate laser welding[J]. Journal of Manufacturing Processes, 2019, 43: 207 − 217. doi: 10.1016/j.jmapro.2019.05.013
[10] Gao Xiangdong, Li Zhuman, Wang Lin, et al. Detection of weld imperfection in high-power disk laser welding based on association analysis of multi-sensing features[J]. Optics & Laser Technology, 2019, 115: 306 − 315.
[11] Zhang Yanxi, You Deyong, Gao Xiangdong, et al. Online monitoring of welding status based on a DBN model during laser welding[J]. Engineering, 2019, 5: 671 − 678. doi: 10.1016/j.eng.2019.01.016
[12] Kim H, Nam K, Oh S, et al. Deep-learning-based real-time monitoring of full-penetration laser keyhole welding by using the synchronized coaxial observation method[J]. Journal of Manufacturing Processes, 2021, 68: 1018 − 1030. doi: 10.1016/j.jmapro.2021.06.029
[13] Fan Xi'an, Gao Xiangdong, Zhang Nanfeng, et al. Monitoring of 304 austenitic stainless-steel laser-MIG hybrid welding process based on EMD-SVM[J]. Journal of Manufacturing Processes, 2022, 73: 736 − 747. doi: 10.1016/j.jmapro.2021.11.031
[14] Cai Wang, Jiang Ping, Shu LeShi, et al. Real-time monitoring of laser keyhole welding penetration state based on deep belief network[J]. Journal of Manufacturing Processes, 2021, 72: 203 − 214. doi: 10.1016/j.jmapro.2021.10.027
[15] Yusof M, Ishak M, Ghazali M. Classification of weld penetration condition through synchrosqueezed-wavelet analysis of sound signal acquired from pulse mode laser welding process[J]. Journal of Materials Processing Technology, 2020, 279: 116559. doi: 10.1016/j.jmatprotec.2019.116559
[16] Wang Qiyue, Jiao Wenhua, Wang Peng, et al. A tutorial on deep learning-based data analytics in manufacturing through a welding case study[J]. Journal of Manufacturing Processes, 2021, 63: 2 − 13. doi: 10.1016/j.jmapro.2020.04.044
[17] Zhang Z H, Li B, Zhang W F, et al. Real-time penetration state monitoring using convolutional neural network for laser welding of tailor rolled blanks[J]. Journal of Manufacturing Systems, 2020, 54: 348 − 360. doi: 10.1016/j.jmsy.2020.01.006
[18] Wu Di, Hu Minghua, Huang Yiming, et al. In situ monitoring and penetration prediction of plasma arc welding based on welder intelligence-enhanced deep random forest fusion[J]. Journal of Manufacturing Processes, 2021, 66: 153 − 165. doi: 10.1016/j.jmapro.2021.04.007
[19] Shevchik S, Le T, Meylan B, et al. Supervised deep learning for real-time quality monitoring of laser welding with X-ray radiographic guidance[J]. Scientific Reports, 2020, 59: 3538.
[20] Schmidt L, Römer F, Böttger D, et al. Acoustic process monitoring in laser beam welding[J]. Procedia CIRP, 2020, 94: 763 − 768. doi: 10.1016/j.procir.2020.09.139
[21] Gao Y F, Wang Q S, Xiao J H, et al. Penetration state identification of lap joints in gas tungsten arc welding process based on two channel arc sounds[J]. Journal of Materials Processing Technology, 2020, 285: 116762. doi: 10.1016/j.jmatprotec.2020.116762
[22] Kos M, Arko E, Kosler H, et al. Penetration-depth control in a remote laser-welding system based on an optical triangulation loop[J]. Optics and Lasers in Engineering, 2021, 139: 106464. doi: 10.1016/j.optlaseng.2020.106464
[23] Lednev. V. N, Sdvizhenskii. P. A., Stavertiy, et al. Online and in situ laser-induced breakdown spectroscopy for laser welding monitoring[J]. Spectrochimica Acta Part B: Atomic Spectroscopy, 2021, 175: 106032. doi: 10.1016/j.sab.2020.106032
[24] 孙谦, 黄瑞生, 雷振等. 激光焊接熔透特征信号同轴增效提取方法研究[J]. 光谱学与光谱分析, 2020, 40: 679 − 683. Sun Qian, Huang Ruisheng, Lei Zhen, et al. Study on coaxial synergistic extraction method of laser welding penetration characteristic signal[J]. Spectroscopy and Spectral Analysis, 2020, 40: 679 − 683.
[25] Wang Lin, Gao Xiangdong, Kong Fanrong. Keyhole dynamic status and spatter behavior during welding of stainless steel with adjustable-ring mode laser beam[J]. Journal of Manufacturing Processes, 2022, 74: 201 − 219. doi: 10.1016/j.jmapro.2021.12.011
[26] Zou Jianglin, Zhu Baoqi, Zhang Gaolei, et al. Power density effect on the laser beam-induced eruption of spatters in fiber laser keyhole welding[J]. Optics & Laser Technology, 2022, 147: 107651.
[27] Wan Zixuan, Wang Huiping, Li Jingjing, et al. Effect of beam oscillation frequency on spattering in remote laser stitch welding of thin-gage zinc-coated steel with keyhole penetration[J]. Journal of Materials Processing Technology, 2022, 302: 117428.
[28] Wen Xianhai, Wu Di, Zhang Peilei, et al. Influence mechanism of the keyhole behavior on penetration depth by in-situ monitoring in pulsed laser welding of aluminum alloy[J]. Optik., 2021, 246: 167812. doi: 10.1016/j.ijleo.2021.167812
[29] Cheng Hao, Zhou Liangang, Sun Jianqiu, et al. Processing modes in laser beam oscillating welding of Al-6Cu alloy[J]. Journal of Manufacturing Processes, 2021, 68: 1261 − 1270. doi: 10.1016/j.jmapro.2021.06.049
[30] Xiao Xianfeng, Fu Yanshu, Ye Xiaojun, et al. Analysis of heat transfer and melt flow in conduction, transition, and keyhole modes for CW laser welding[J]. Infrared Physics & Technology, 2022, 120: 103996.
[31] Cunningham R, Zhao C, Parab N, et al. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed x-ray imaging[J]. Science, 2019, 363: 849 − 852. doi: 10.1126/science.aav4687
[32] 孙谦, 黄瑞生, 李小宇, 等. 激光焊熔透特征混沌信号解析与多维复合识别研究[J]. 光谱学与光谱分析, 2020, 40: 1076 − 1081. Sun Qian, Huang Ruisheng, Li Xiaoyu, et al. Study on chaotic signal analysis and multidimensional composite recognition of penetration characteristics in laser welding[J]. Spectroscopy and Spectral Analysis, 2020, 40: 1076 − 1081.
[33] 孙谦, 王旭友, 王威, 等. 激光焊接质量快速无损检测方法: 10459378.3[P]. 2016-01-20. Sun Qian, Wang Xuyou, Wang Wei, et al. Fast and nondestructive detection method for Laser welding quality: 10459378.3[P]. 2016-01-20.
[34] 孙谦, 黄瑞生, 邹吉鹏, 等. 基于信号介观萃取与统计分析的Q235钢熔透识别方法[J]. 焊接学报, 2020, 41: 29 − 33. doi: 10.12073/j.hjxb.20200422001 Sun Qian, Huang Ruisheng, Zou Jipeng, et al. Study on penetration recognition method of laser welding for Q235 steel based on signal mesoscopic extraction and statistical analysis[J]. Transactions of the China Welding Institution, 2020, 41: 29 − 33. doi: 10.12073/j.hjxb.20200422001
[35] 孙谦, 王旭友, 王威, 等. 激光焊接质量在线检测方法: 10459376.4[P]. 2015-08-05. Sun Qian, Wang Xuyou, Wang Wei, et al. Online detertion method for laser welding quality: 10459376.4[P]. 2015-08-05.
[36] 孙谦, 王旭友, 王威, 等. 激光焊接熔透在线检测方法: 10326537.6 [P]. 2019-03-22. Sun Qian, Wang Wei, Wang Xuyou, et al. On-line penetration detertion method of laser welding: 10326537.6[P]. 2019-03-22.
-
期刊类型引用(5)
1. 马蔷,王涛,陈永威,何鹏,陈晓江,金晓,郑斌. 3D-SiO_2-fiber中间层对SiC与Nb真空钎焊的影响. 焊接学报. 2023(08): 21-27+130 .  本站查看
本站查看
2. 郭灵岚,张弘昊,张鑫泉,朱利民,沈道智. 超快激光加工二维材料研究进展. 焊接学报. 2023(12): 97-105+143 . 本站查看
3. 马蔷,王涛,陈永威,何鹏,陈晓江,金晓,郑斌. 3D-SiO_2-fiber中间层对SiC与Nb真空钎焊的影响. 机械制造文摘(焊接分册). 2023(05): 26-32 . 百度学术
4. 常青,张丽霞. 先进功能材料钎焊连接研究进展. 机械制造文摘(焊接分册). 2023(05): 1-11 . 百度学术
5. 常青,张丽霞. 先进功能材料钎焊连接研究进展. 焊接学报. 2022(12): 1-11+113 . 本站查看
其他类型引用(0)
 下载:
下载:






















计量
- 文章访问数: 66
- HTML全文浏览量: 13
- PDF下载量: 19
- 被引次数: 5
