
Microstructure and high temperature mechanical properties of inertia friction welding joint of K447A + GH4169
-
摘要: 针对新型镍基铸造高温合金K447A和变形高温合金GH4169异种材料惯性摩擦焊工艺进行研究,对热处理后接头微观组织和高温力学性能进行试验分析,结果表明,K447A和GH4169惯性摩擦焊接头飞边成形良好,飞边根部无明显缺陷存在;接头焊缝区组织为完全再结晶组织,焊缝组织中的γ''和γ'相热处理后重新弥散析出,K447A侧仅形成了3 ~ 10 μm宽的再结晶区;通过接头高温力学性能试验,结果表明,接头高温拉伸和高温扭转性能断裂位置在K447A母材侧,400 ℃高周疲劳强度达到355 MPa. 在最大应力720 MPa,试验温度400 ℃条件下低周疲劳寿命均超过30 000次.Abstract: The dissimilar materials of Ni-base cast superalloy K447A and Ni-base wrought superalloy GH4169 were welded by Inertia Friction Welding (IFW). The microstructure and high temperature mechanical properties of the joints were studied after heat treatment. The results show that good flash can be formed after IFW and no clear defects were found at the root of the flash. Fine recrystallization zone was formed in the weld zone (WZ) and fine γ'' phase and γ' phase were precipitated in the WZ after heat processing. The recrystallization zone width of the K447A side is between 3μm and 10μm. The high temperature tensile strength and torsional strength of GH4169 + K447A IFW joints were equal to K447A base metal. The high cycle fatigue strength of the joint is 355 MPa at the temperature of 400 °C. Under the condition of 400 °C and 720 MPa, the low cycle fatigue life of all the joint samples exceeded 30 000 times.
-
0. 序 言
镍基铸造高温合金(nicke-base cast superalloys)是以镍为基体,以金属间化合物γ'相进行强化的时效沉淀强化型合金,该类合金可在高温及氧化腐蚀环境中长期稳定工作. 随着航空发动机研制的迅速发展,我国自主研制的镍基铸造高温合金性能水平也得到明显提高,形成了K系列铸造高温合金主体,其性能水平与国外合金相当. 铸造高温合金最重要的用途是制造航空、航天发动机以及各种工业燃气涡轮发动机涡轮叶片、导向叶片、整铸涡轮和导向器、增压器、涡轮机匣、尾喷管调节片等零部件[1-2].
随着航空发动机对推重比要求的提高,涡轮盘工作条件进一步恶化,叶盘要求材料具有较高的屈服强度、抗拉强度、塑性、蠕变强度和低循环疲劳强度,叶片除了要求以上性能外还要求较高的热疲劳性能和冲击韧性. K447A是一种新型铸造镍基高温合金,可根据需要将叶片铸造为定向柱晶组织,轮盘为等轴晶组织的双性能整体叶盘,其性能可满足高推重比发动机研制的需要. 中小型发动机内部空间尺寸较小,盘轴机械连接结构复杂,装配难度大,可靠性低,已不能满足设计对结构高可靠性的使用要求,而K447A材料盘轴一体化的整体结构铸造工艺尚不成熟,焊接可实现盘轴一体化结构,在保证构件使用性能的前期下,不增加构件重量. K447A铸造高温合金的焊接性能相对较差,因此同质材料的盘轴一体化结构焊接接头性能难以保证,涡轮轴材料要求有较高的屈服和抗拉强度,良好的高低周疲劳性能、断裂韧性和低的裂纹扩展速率,GH4169合金是高推重比航空发动机热端部件广泛采用的高强度高温合金之一[3],其性能可满足高压涡轮轴的使用要求,且GH4169材料的焊接性较好. 因此,K447A + GH4169异种高温合金结构的焊接可以弥补单一K447A材料焊接性差的问题,但是关于K447A + GH4169焊接的研究较少,两种材料的接头性能能否满足设计要求还未开展研究,因此选用合适的焊接工艺是保证接头性能的关键.
惯性摩擦焊是一种固相连接方法,大部分能量在摩擦界面转化为热能后被高温热塑性金属以飞边的形式带出界面,接头界面热输入相对较小,其接头为锻造组织,接头性能稳定可靠,材料适应性广,且焊接工艺简单、自动化程度高[4-8]. 因此,针对K447A + GH4169惯性摩擦焊接头的性能研究背景需求明确,其研究成果将推动铸造高温合金惯性摩擦焊在发动机上的应用.
1. 试验方法
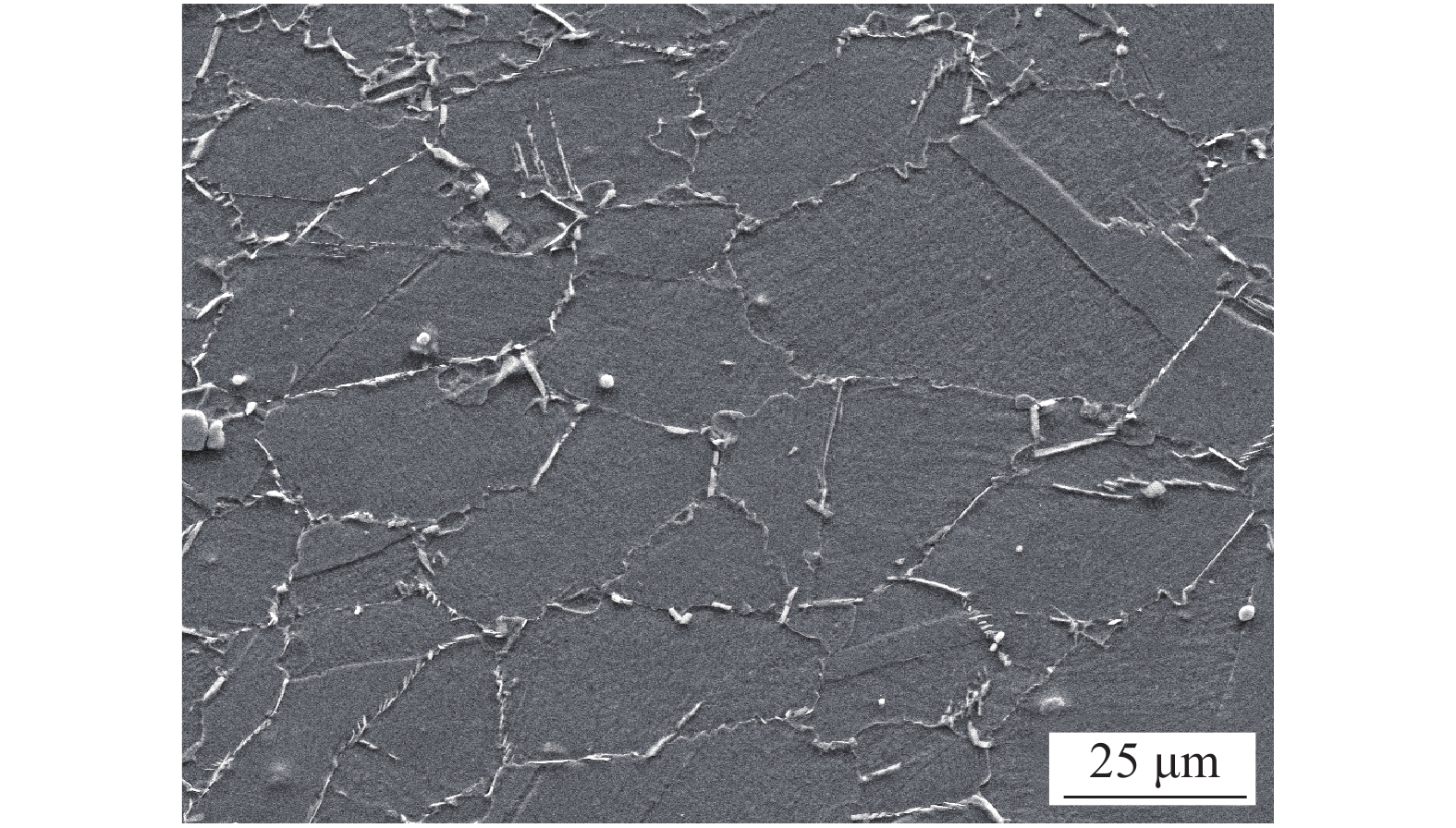
K447A组织形貌如图1所示,基体上存在一定的量的γ-γ'共晶相,在共晶相周围析出了细小的颗粒状碳化物,合金中γ'相均匀分布在基体上,晶界上存在不连续的颗粒状碳化物[1-2].
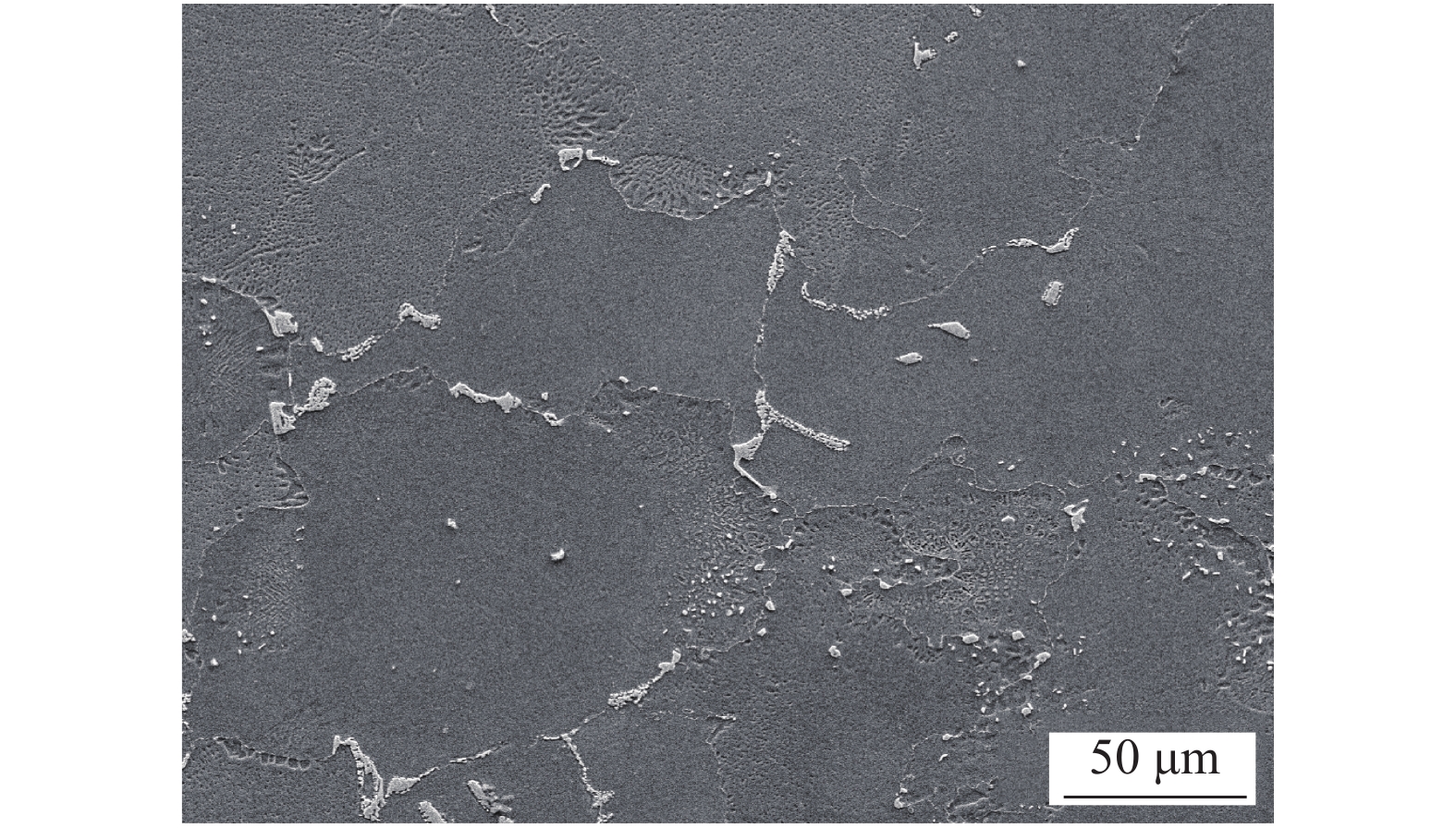
GH4169基体组织如图2所示,基体为γ相,主要的沉淀硬化相为的γ''(Ni3Nb) 相,同时还有少量的γ'(Ni3 (Al,Ti))相对基体强化也有一定作用. 锻件在冷却过程中晶界上析出了短棒状的δ相[3].
采用300BX惯性摩擦焊机对K447A + GH4169进行焊接,惯性摩擦焊工艺参数为转速1 000 r/min,惯量:35.8kg·m2,压力:400 MPa.
2. 试验结果与分析
2.1 K447A + GH4169惯性摩擦接头形貌与组织
K447A + GH4169焊后接头宏观形貌如图3所示,图中接头上部为K447A. 焊接面外圆尺寸为
$\phi $ 50 mm,内圆尺寸为$\phi $ 24 mm. 从接头宏观形貌看,接头飞边主要由GH4169侧形成,其原因是由于K447A高温强度高,在摩擦过程中没有形成大量的塑性金属. 焊后对K447A侧缩短量进行测量,其缩短量尺寸在0.5 mm左右.焊后对接头热处理,热处理工艺参数为720 ℃/8 h(保温),以55 ℃/h炉冷至620 ℃/8 h(保温),空冷至室温. 热处理后取金相试样及力学性能试样. 接头显微组织形貌如图4所示,其中图4a为接头低倍组织形貌,从其形貌可以看出,GH4169侧形成了0.8 ~ 2 mm左右的焊缝区,焊缝区中间窄两边宽,K447A侧无明显的变形组织存在,焊缝界面平直,组织无相互混合现象[9]. 图4b为接头高倍组织形貌,高倍下焊缝界面依然清晰,界面处存在“犁沟”现象,界面两侧组织均发生了再结晶,其中K447A侧的再结晶区宽度在3 ~ 10 μm左右,且无明显变形现象存在,进一步表明K447A材料具有高温强度好以及塑性低的特点. 焊缝区K447A与GH4169原始基体中的γ''相、γ'相在焊接过程中溶解,在焊后热处理过程中重新弥散析出,可有效提高接头强度,δ相焊后大部分回溶,时效后无明显析出现象[10-12].
图5为接头热力影响区组织形貌图片,其中图5a为GH4169热力影响区图片,图5b为K447A热力影响区组织图片. 热力影响区变形温度在γ''相和γ'相固溶温度以上停留时间较短,焊后少部分γ''和γ'相回溶. K447A侧热力影响区形貌显示,在焊接过程中组织存在200 ~ 300 μm左右宽的变形区.
![]() 图 5 K447A + GH4169惯性摩擦焊接头热力影响区显微组织Figure 5. Microstructure of K447A + GH4169 IFW TMAZ
图 5 K447A + GH4169惯性摩擦焊接头热力影响区显微组织Figure 5. Microstructure of K447A + GH4169 IFW TMAZ2.2 K447A + GH4169惯性摩擦接头高温力学性能
对热处理后K447A + GH4169惯性摩擦焊接头进行高温拉伸、高温高周、高温低周、高温扭转试验,所有试验制样时将焊缝置于试样中心位置.
高温拉伸试验温度分别为400和650 ℃,拉伸试样平均性能试验结果如表1所示,拉伸后接头宏观照片如图6所示. 结合表1不同温度条件下的拉伸性能结果以及图6接头拉伸试验宏观照片,接头的在400和650 ℃条件下,接头的抗拉强度基本与K447A母材相当,断裂位置均发生K447A母材侧.
表 1 K447A + GH4169惯性摩擦焊接头拉伸性能Table 1. Mechanical property of K447A + GH4169 IFW joints温度T/℃ 抗拉强度Rm/MPa 屈服强度Rp0.2/MPa 断面收缩率A(%) 断后伸长率Z(%) 400 1 014.5 960 2.5 4.4 650 1 009.4 877.6 3.3 4.5 接头低周疲劳试验温度为400 ℃,低周疲劳试样Kt=1,正弦波加载,应力比R=0.1,试验标准为航标HB5287《金属材料轴向加载疲劳试验方法》,频率5 Hz. 试验过程中,第一级载荷为720 MPa,在疲劳寿命每超过30 000次,最大应力加载60 MPa,依次逐级加载,试验结果如表2所示. 其中9号和10号试样最大加载应力恒定为720 MPa.
表2试验结果显示,1 ~ 8号试样最大寿命为108 843次,最低寿命为63 008次,9号样在720 MPa恒定载荷的情况下,疲劳寿命只有34 825次,10号试样寿命为150 661次. 低周疲劳试样宏观形貌如图8所示,从左到右依次为1号 ~ 10号,可以看出,只有9号试样断裂位置在焊缝处,其它试样断裂位置均在界面偏K447A侧. 对9号试样进行了断口分析,如图9所示,从图9a断口低倍组织可以看出,裂纹源在接头断裂区的外表面,图9b中可见明星机加工刀痕,刀痕处为裂纹源,因此可以判定机加工刀痕是导致疲劳寿命低的直接原因. 在裂纹扩展区存在明显的疲劳条纹和二次裂纹,如图9c.
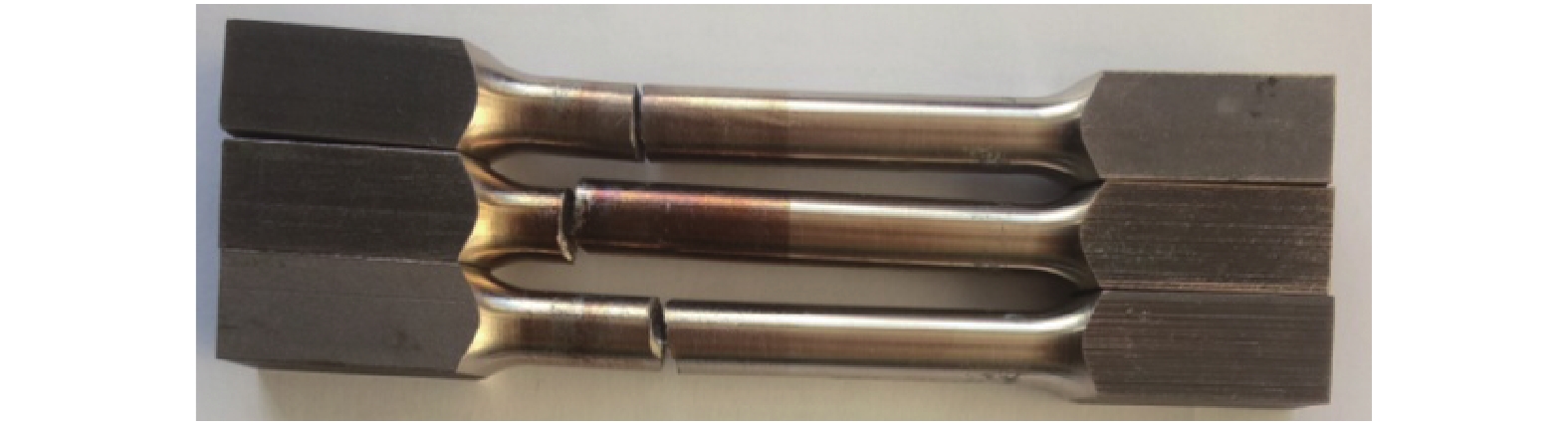
表 2 K447A + GH4169惯性摩擦焊接头低周疲劳性能Table 2. Low cycle fatigue property of IFW joints编号 最大应力σ/MPa 寿命N(次) 1 720 30 000 780 30 000 840 9 992 2 720 30 000 780 30 000 840 27 088 3 720 30 000 780 30 000 840 6 741 4 720 30 000 780 30 000 840 30 000 900 8 546 5 720 30 000 780 30 000 840 3 008 6 720 30 000 780 30 000 840 30 000 900 18 843 7 720 30 000 780 30 000 840 30 000 900 11 309 8 720 30 000 780 30 000 840 30 000 900 9 934 9 720 34 825 10 720 150 661 K447A + GH4169惯性摩擦焊接头扭转试验为400 ℃,试验标准为HB5215,三个接头的扭转强度分别为880,747和800 MPa,接头宏观形貌如图10所示,从扭转试样宏观形貌可看出,接头断裂位置远离焊缝线,断裂位置为K447A母材处.
3. 结 论
(1)新型镍基铸造高温合金K447A和GH4169惯性摩擦焊接头飞边形貌良好,飞边根部无明显可见缺陷存在,且飞边主要由GH4169侧产生.
(2)焊缝区组织为完全再结晶组织,与母材晶粒度相比晶粒大大细化,焊缝区主要由GH4169材料组成,K447A侧仅形成了3 ~ 10 μm宽的再结晶区,其热力影响区在200 ~ 300 μm左右,主要是由于材料高温强度高以及塑性低导致的.
(3)接头高温力学性能试验结果表明,接头高温拉伸和高温扭转性能断裂位置在K447A母材侧,高温高周疲劳强度达到355 MPa,最大应力720 MPa条件下高温低周疲劳寿命均超过30 000次,接头焊缝区形成细晶组织及强化相的弥散析出是提高接头性能的重要原因.
(4)K447A + GH4169异种高温合金适合采用惯性摩擦焊进行连接.
-
![]()
图 5 K447A + GH4169惯性摩擦焊接头热力影响区显微组织
Figure 5. Microstructure of K447A + GH4169 IFW TMAZ
表 1 K447A + GH4169惯性摩擦焊接头拉伸性能
Table 1 Mechanical property of K447A + GH4169 IFW joints
温度T/℃ 抗拉强度Rm/MPa 屈服强度Rp0.2/MPa 断面收缩率A(%) 断后伸长率Z(%) 400 1 014.5 960 2.5 4.4 650 1 009.4 877.6 3.3 4.5  下载: 导出CSV
下载: 导出CSV
表 2 K447A + GH4169惯性摩擦焊接头低周疲劳性能
Table 2 Low cycle fatigue property of IFW joints
编号 最大应力σ/MPa 寿命N(次) 1 720 30 000 780 30 000 840 9 992 2 720 30 000 780 30 000 840 27 088 3 720 30 000 780 30 000 840 6 741 4 720 30 000 780 30 000 840 30 000 900 8 546 5 720 30 000 780 30 000 840 3 008 6 720 30 000 780 30 000 840 30 000 900 18 843 7 720 30 000 780 30 000 840 30 000 900 11 309 8 720 30 000 780 30 000 840 30 000 900 9 934 9 720 34 825 10 720 150 661
下载: 导出CSV
-
[1] 李爱兰, 汤 鑫, 曹腊梅, 等. 热等静压温度对K447A高温合金显微组织及性能的影响[J]. 航空材料学报, 2012, 32(2): 13 − 19. doi: 10.3969/j.issn.1005-5053.2012.2.003 Li Ailan, Tang Xin, Cao Lamei, et al. Effects of HIP temperature on microstructure and mechanical properties of K447A superalloy[J]. Journal of Aeronautical Materials, 2012, 32(2): 13 − 19. doi: 10.3969/j.issn.1005-5053.2012.2.003
[2] 李爱兰, 汤 鑫, 曹腊梅, 等. 定向/细晶双性能整体叶盘材料K447合金的显微组织研究[J]. 材料工程, 2009(supplement 1): 73 − 76. Li Ailan, Tang Xin, Cao Lamei, et al. Microstructure study of directionally solidified/equiaxed double properties casting K447 alloy for integral turbine wheel[J]. Journal of Materials Engineering, 2009(supplement 1): 73 − 76.
[3] 师昌绪, 陆 达. 中国高温合金四十年[M]. 北京: 中国科学技术出版社, 1996. [4] 姬书得, 刘建光, 张利国, 等. 材料流动对连续驱动摩擦焊飞边形成的影响[J]. 焊接学报, 2013, 34(4): 31 − 34. Ji Shude, Liu Jianguang, Zhang Liguo, et al. Effect of material flow on flash formation during continuous driven friction welding[J]. Transactions of the China Welding Institute, 2013, 34(4): 31 − 34.
[5] 张春波, 周 军, 赵玉珊, 等. 不同热处理状态AMS6308钢惯性摩擦焊接头组织及力学性能[J]. 焊接学报, 2012, 36(7): 21 − 24. Zhang Chunbo, Zhou Jun, Zhao Yushan, et al. Microstructure and mechanical properties of inertia friction welding joint of AMS6308 steel at different heat treatment state[J]. Transactions of the China Welding Institute, 2012, 36(7): 21 − 24.
[6] Li W Y, Wang F F. Modeling of continuous drive friction welding of mild steel[J]. Materials Science and Enginnering A, 2011, 528(18): 5921 − 5926. doi: 10.1016/j.msea.2011.04.001
[7] Turner R P, Perumal B, Lu Y, et al. Modeling of the heat-affected and thermomechanically affected zones in a Ti-6Al-4V inertia friction weld[J]. Metallurgical and Materials Transactions B, 2019, 50(20): 1000 − 1011.
[8] Tung D J, Mahaffey D W, Senkov O N, et al. Transient behavior of torque and process efficiency during inertia friction welding[J]. Science & Technology of Welding & Joing, 2019, 24(2): 136 − 147.
[9] 杨 军, 楼松年, 严隽民, 等. GH4169高温合金惯性摩擦焊接头晶粒分布特征[J]. 焊接学报, 2001, 22(3): 31 − 35. Yang Jun, Lou Songnian, Yan Junmin, et al. Grain distribution properties of superal loy GH4169 inertia friction welded joint[J]. Transactions of the China Welding Institute, 2001, 22(3): 31 − 35.
[10] 梁 海, 刘效方. GH4169合金惯性摩擦焊参数、组织和强化机制研究[J]. 航空材料学报, 1997, 14(4): 41 − 47. Liang Hai, Liu Xiaofang. Study on parameters microstructure and strengthening mechanism in inertia friction welding of alloy GH4169[J]. Journal of aeronautical materials, 1997, 14(4): 41 − 47.
[11] Gao Ming. Preferential coarsening of γ" precipitates in inconel 718 during creep[J]. Metallurgy and Material Transaction, 1996, 27(11): 391 − 398.
[12] Sandararaman M. Some aspects of the precipitation of metastable intermetallic phases in Inconel 718[J]. Metallurgy Transaction A, 1992, 23A(7): 2015 − 2028.
-
期刊类型引用(3)
1. 张春波,袁明强,周军,全威,孙佳佳,乌彦全,王志永. 42CrMo/GH4169异种金属惯性摩擦焊工艺. 焊接. 2023(08): 6-13 .  百度学术
百度学术
2. 王浩,吴欣,程耀永,毛唯. K480镍基高温合金钎焊接头组织与性能. 焊接. 2022(04): 37-42+47 . 百度学术
3. 刘莹莹,李洁洁,田万涛,吴方林,谭千辉. 异种合金惯性摩擦焊的研究现状. 焊接. 2021(01): 35-41+63 . 百度学术
其他类型引用(2)









计量
- 文章访问数: 334
- HTML全文浏览量: 61
- PDF下载量: 27
- 被引次数: 5
