
Multi-objective optimization of aluminum copper laser welding parameters based on BKA-GBRT and MOSPO
-
摘要:
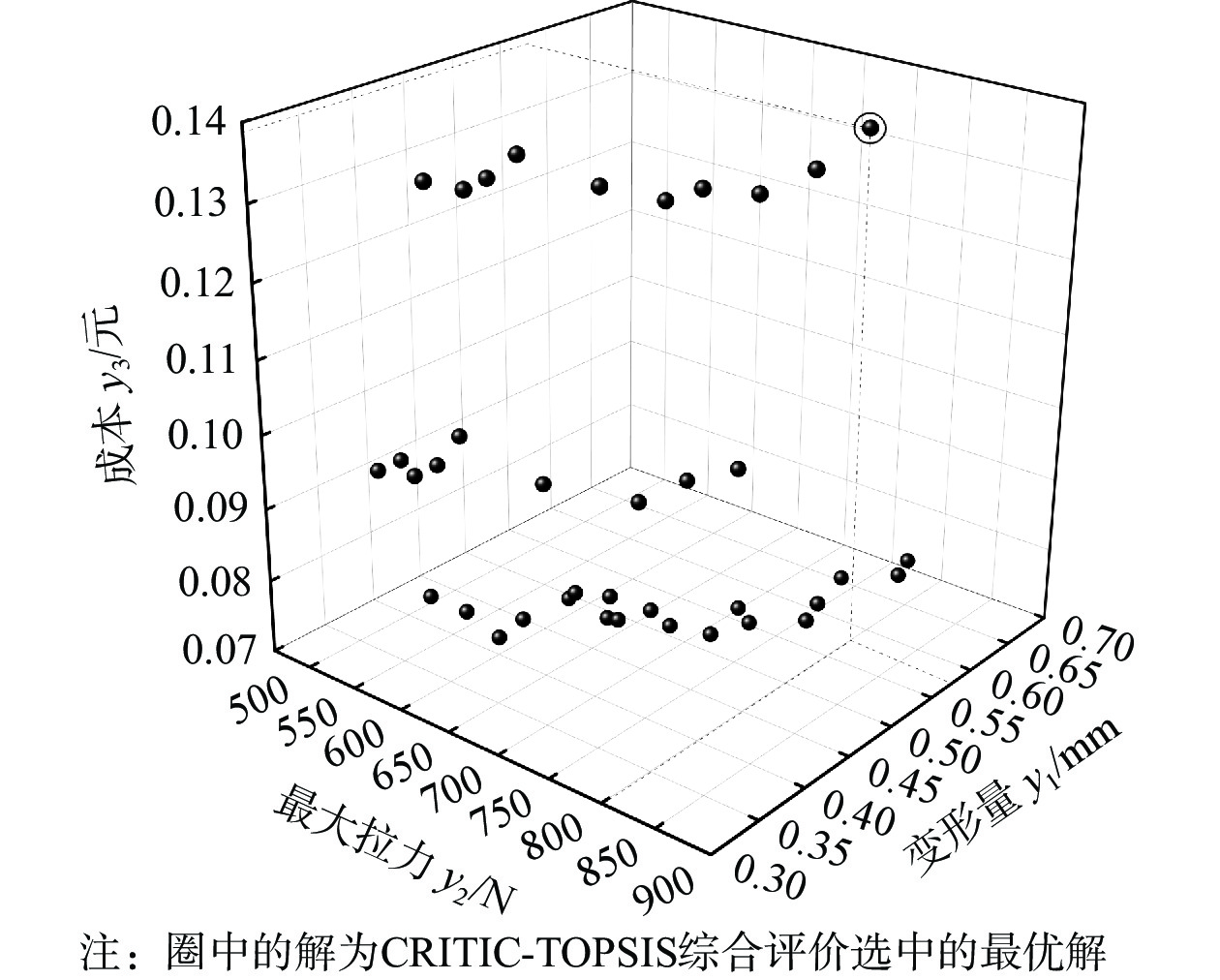
针对铝和铜在化学和物理性能上的差异,导致在焊接过程中接头会出现许多缺陷,极大影响了接头性能的问题,文中将FeCoNiCrTi高熵合金粉末作为填充材料,提出使用一种结合黑翅鸢优化算法(black-winged kite algorithm, BKA)优化的梯度提升回归树(gradient boosting regression tree, GBRT)模型与多目标随机绘画优化算法(multi-objective stochastic paint optimizer, MOSPO)结合的方法优化激光焊接参数. 结果表明,在激光功率677.2 W,焊接速度639.3 mm/min,离焦量2.75 mm,高熵合金添加量0.05 g的条件下,优化目标达到最优水平,焊接件的翘曲变形量减小了20.14%,焊接件可承受的最大拉力增大了49.72%,成本减少了10.90%.
Abstract:Due to the significant differences in the chemical and physical properties of aluminum and copper, numerous defects can arise at the welded joint during the welding process, severely affecting the joint's performance. High-entropy alloys provide significant advantages in enhancing the welding performance of dissimilar metals. Therefore, this study employed FeCoNiCrTi high-entropy alloy powder as a filler material. Additionally, the study proposed an optimization method for welding parameters using a gradient boosting regression tree model optimized by the black-winged kite algorithm, combined with a multi-objective stochastic paint optimizer. The results indicate that under the conditions of a laser power of 677.2 W, a welding speed of 639.3 mm/min, a defocusing amount of 2.75 mm, and a high-entropy alloy addition of 0.05 g, the optimization objectives reached optimal levels. The warp deformation of the welded part decreased by 20.14%, the maximum tensile strength of the welded part increased by 49.72%, and the cost was reduced by 10.90%.
-
0. 序言
近年来高新技术领域对新材料的应用提出了迫切需求,然而与新材料优异的使用性能共生的还有其不同于传统钢铁或有色金属的焊接性能,加之新材料往往用于异种材料的复合结构中,开发先进材料及异种材料的连接技术成为推动新材料应用的重要因素,这对焊接技术提出了新的要求[1].
电子束焊接(electron beam welding,EBW)是利用工件被高能电子流撞击时,由其动能转化而来的热能使工件材料迅速熔化,从而实现焊接的技术,具有功率密度大、加工精度高、焊缝深宽比大、焊接变形小、工艺适应性强、重复性与再现性好、真空环境污染小等优点[2].在高温合金、难熔金属、金属间化合物等先进材料焊接与异种材料焊接中得到了高度重视与应用.
基于以上,有必要对先进材料与异种材料电子束焊接技术的国内外研究发展现状进行系统、全面地了解,以准确把握电子束焊接技术领域的发展方向,为开展进一步的相关研究工作提供参照与指导.
1. 先进材料电子束焊接
先进材料与异种材料的电子束焊接技术近年来发展迅速,其高水平论文与相关专利数量呈现出快速增长的趋势,如图1所示. 国家知识产权局在2019年的调查显示,中国近年电子束焊接相关专利每年申请量达到50件以上,电子束焊接技术正处于快速发展时期[3]. 其中,先进材料是指具有优异或特殊性能、适用于高新技术的新型工程材料.利用电子束焊接能量密度高、穿透能力强、真空污染小等优点,可解决同种先进材料焊接中的一些难题,如中厚板及厚板焊接、焊缝冷却缓慢导致的晶粒粗化与脆性相析出、杂质元素污染熔池等.文中整理了近年电子束焊接技术在高温钛合金、高温合金、难熔金属、金属间化合物等先进材料连接技术上的研究应用.
![]() 图 1 近二十年电子束焊接高水平论文及专利发表情况Figure 1. High-level papers and patents published on electron beam welding in recent 20 years
图 1 近二十年电子束焊接高水平论文及专利发表情况Figure 1. High-level papers and patents published on electron beam welding in recent 20 years1.1 高温钛合金
主流高温钛合金的服役温度在600 ℃以下,近年来随着服役温度的提高,其焊接难度越来越大.而真空电子束的高能量密度适用于高温钛合金间的熔接,其真空环境可抑制活泼金属钛和铝与大气中的氢、氮和氧等反应污染熔池.
高温钛合金以Ti-Al-Sn-Zr-Mo-Si近α型体系为主,其电子束焊接焊缝易生成硬脆不稳定的六方α'相成为裂纹扩展源,同时析出的脆性Ti3X相(即α2相)导致接头塑韧性下降. 针对此问题,国内外学者多通过焊后热处理的方式使α'相转化为稳定的α相与β相,同时释放残余应力[4]. 此外利用多束电子束对高温钛合金焊接时施加预热与后热,可有效减少α′相生成[5].
在近β型与α + β型高温钛合金中,焊缝多由β柱状晶组成,导致疲劳裂纹易产生并扩展于焊缝区与热影响区. 国内外研究表明,焊后固溶时效处理有助于促进α相片层组织、针状α'相网篮状组织形成,这些组织会成为抑制疲劳裂纹扩展的屏障[6].
在原理探索方面,国内学者研究了高温钛合金电子束焊接接头超长疲劳寿命的失效机理[7]、论述了热影响区温度梯度诱导的微观组织演化过程[8]、建立了微观组织与焊接接头腐蚀疲劳行为之间的关系[9],国外学者也对焊接过程中稳态与非稳态对晶粒形态的影响[10]做了研究,这些研究为扩展高温钛合金电子束焊接在工程上的应用奠定了基础.
1.2 高温合金
高温合金包括铁基、镍基、钴基三类,其焊接难点在于对焊接裂纹的控制、对接头强度的维持以及均匀微观组织的实现,其中又以解决焊接裂纹问题最为重要[11].国内外研究人员已就高温合金的焊接裂纹现象展开广泛研究,对不同型号高温合金的焊接裂纹种类及其成因进行了深入讨论,部分典型研究成果如表1所示.
表 1 高温合金电子束焊接裂纹的典型研究Table 1. Typical researches on electron beam welding cracks of superalloy高温合金型号 裂纹种类 裂纹成因 文献 K465 再热裂纹、凝固裂纹、液化裂纹 $ \text{γ}^\prime $析出相应力释放;Ti,Al,Nb偏析与凝固开裂;
$ \text{γ}^\prime $相、γ-$ \text{γ}^\prime $共晶富Nb,W,Ti的MC碳化物、富Cr的硼化物液化[12] GH3625 液化裂纹 Nb偏析及其碳化物液化 [13] IC10 凝固裂纹、液化裂纹 富Ta、C共晶相凝固开裂;Nb,Al,Ti的偏析与液化 [14] GTD-111 凝固裂纹、液化裂纹 Ti,Al,Mo偏析形成的γ-$ \text{γ}^\prime $共晶、MC碳化物凝固开裂;上述产物液化 [15] Mar-M400 液化裂纹 富Nb、Hf的MC碳化物、富Cr和Mo的硼化物、层状Ni-Hf化合物液化 [16] Inconel 738 凝固裂纹、液化裂纹 富Ti和Al的γ-$ \text{γ}^\prime $共晶、Ni-Zn化合物、MC碳化物;上述产物液化 [17] 液化裂纹与凝固裂纹是影响高温合金电子束焊接质量的重要因素.高温合金的高合金化程度使得焊接过程中Ti,Al,Nb和Mo等元素偏析严重,低熔点共晶、碳化物、硼化物、金属间化合物与镍基高温合金中的
$ \text{γ}^\prime $ 相是凝固裂纹与液化裂纹产生的主要诱因.针对上述两种热裂纹,通过向焊缝中引入TiC颗粒或低钛和铝中间层,扫描焊接、焊前预热及焊后热处理均可一定程度上控制或消除裂纹[18-19]. 国内研究者在对IN738LC高温合金进行焊接时采用随焊预热与后热的热补偿电子束,有效减少了接头中的裂纹长度,如图2所示[20]. 同时发现,高角度晶界易引发热裂纹,而控制热输入有利于抑制高角度晶界产生[14].
![]() 图 2 电子束焊接热补偿对IN738LC高温合金接头裂纹长度的影响Figure 2. Effect of thermal compensation treatment on crack length of of IN738LC superalloy
图 2 电子束焊接热补偿对IN738LC高温合金接头裂纹长度的影响Figure 2. Effect of thermal compensation treatment on crack length of of IN738LC superalloy对高温合金电子束焊接接头的抗疲劳性能[21]、高温性能[22]、焊缝凝固行为[23]等进行研究分析也是该领域近年的热点方向.
1.3 难熔金属
难熔金属主要指铌、锆、钽、钼、铼、钨等熔点高于2 000 ℃的金属,其焊接需要高能量使之熔化、隔绝大气避免氧化、控制晶粒尺寸以减少裂纹,电子束焊接方法用于难熔金属焊接具有显著的优势.在近年的难熔金属电子束焊接研究中,以钼、铌、钨及其合金的研究较多,而钽和铼较少.
对于钼合金的电子束焊接,其主要问题在于:钼合金多为粉末冶金制备,熔化焊易出现气孔;再结晶温度远低于熔点,较大热输入易造成晶粒粗化[24].研究发现,低热输入与高焊接速度可减少气孔、抑制钼合金焊缝晶粒长大.采用热补偿电子束同样可起到减少气孔的作用,但同时促进了O的偏析,降低了晶界的强度[25].引入合理的中间层可提升晶界结合强度.Zr中间层可以晶内增强相ZrO2取代晶界脆性相MoO2及TiO2,如图3所示[26];Re中间层以富Re相在晶界的偏析抑制了O偏析,同时减少晶界迁移、细化晶粒[27];Hf中间层优先与O反应,生成高熔点HfO2颗粒并阻止晶粒粗化[28].
![]() 图 3 Zr中间层对TZM合金电子束焊缝的晶界强化机理Figure 3. Grain boundary strengthen mechanism of Zr interlayer on TZM electron beam weld. (a) MoO2 and TiO2 precipitations on grain boundary without interlayer; (b) precipitate of intragranular ZrO2 with interlayer
图 3 Zr中间层对TZM合金电子束焊缝的晶界强化机理Figure 3. Grain boundary strengthen mechanism of Zr interlayer on TZM electron beam weld. (a) MoO2 and TiO2 precipitations on grain boundary without interlayer; (b) precipitate of intragranular ZrO2 with interlayer铌及其合金的焊接性均较好,在真空保护下电子束焊接,通常可得到无缺陷、强度接近基体的焊接接头,但焊接束流过大也会导致焊缝晶粒过度粗化、强度下降[29].
钨熔点最高,强度也是难熔合金中最高,但其脆性大且对热冲击敏感,电子束焊接钨时由于凝固速度快而难以形成有效熔池,易得到脆性大、孔隙率高的焊接接头.在钨合金中添加Ti和Re等元素并以电子束进行扫描、低速焊接时,可得到性能较好的焊接接头[30].
1.4 金属间化合物
国内外对金属间化合物的电子束焊接研究集中于Ti-Al系的TiAl,Ti3Al和Ti2AlNb三类材料.TiAl金属间化合物电子束焊接中,由于较快的冷却速度使得焊缝主要由脆性α2相组成,导致出现贯穿母材与焊缝的大尺寸裂纹,通过焊前预热与焊后后热的方法来降低焊缝冷却速度,使焊缝形成γm + γ/α2相,并释放部分残余应力,有助于消除裂纹,如图4所示[31].但该方法会造成偏析与晶粒粗化,故而国内学者进一步提出了焊前电子束逐级扫描预热、添加隔热垫板、焊后电子束逐级扫描热处理的复合电子束焊接方法,更好地改善了焊接接头组织与力学性能[32].通过添加V,Nb和Mo中间层,有利于稳定β相,从而减少α2相生成.
Ti3Al相较于TiAl,由于Al元素含量的减少而脆性降低,但整体焊接性相差不大,使用电子束直接焊接会造成宏观裂纹,焊后热处理可以明显改善其焊缝组织与力学性能[33]. 高Nb元素含量的Ti3Al金属间化合物焊接性有所改善,但仍需焊前预热与焊后散焦电子束往复加热,以细化微观组织、消除裂纹[34].
Ti2AlNb金属间化合物电子束焊接可得到无缺陷的接头,但焊缝主要由单一有序亚稳B2相组成,与母材组织严重不连续,残余应力大且不稳定,导致力学性能较差.对Ti2AlNb电子束焊接接头进行焊后热处理可以显著改善其性能,但在残余应力较高的情况下,热处理过程中接头易产生再热裂纹[35].利用电子束扫描焊前预热结合焊后热处理,可得到性能优异的Ti2AlNb电子束焊接接头[36].
1.5 其它先进材料
除了前文提到几类先进材料外,国内外研究机构还使用电子束焊接在新型陶瓷[37]、非晶态金属[38]、高熵合金[39]、复合材料等精密连接方面展开了深入研究.在对上述材料的焊接性及接头性能进行评价的同时,焊接前后热处理、偏束焊、扫描焊、电子束钎焊、多束电子束焊等工艺也在其中得到了广泛应用,实现了多种先进材料的良好连接,扩大了电子束焊接在先进材料连接领域的应用范围.
2. 异种材料电子束焊接
利用电子束焊接的高能量密度与低热应力等特点,克服异种材料之间热物性及化学性能差异导致的焊接裂纹与冶金不相容等问题,以实现其连接,是当前异种材料焊接领域的研究热点[1]. 将电子束表面聚焦对缝中心对接焊接视为一般工艺,则异种材料电子束焊接常用工艺还包括以下两种:① 在焊缝中填充不同于母材的另一种或几种中间过渡材料实现异种材料连接的焊接冶金控制法,主要包括预置中间层、随焊填丝熔钎焊、喷涂薄层等方式;② 通过改变焊接能量输入及束斑轨迹控制接头两侧母材熔化量从而焊接异种材料的焊接能量控制法,主要实施方式包括扫描、偏束、调整占空比、高频焊接、相邻补焊等.将近年来异种金属电子束焊接典型工艺进行整理归纳,如表2所示.
表 2 异种金属电子束焊接典型工艺Table 2. Typical electron beam welding processes for dissimilar metals接头分类 焊接工艺 研究的金属种类 互相固溶 一般工艺 Ni/Fe, CuCrZr/Ni 能量控制 Ti/Nb 难以互溶 一般工艺 Al/Cu, Cu/steel, Ti/Ni 能量控制 Ti/Cu, Ti/steel, Ti/Al, Cu/steel,
Al/steel, Nb/steel, Mo/steel, Nb/Ni冶金控制 Ti/Cu, Ti/steel, Ti/Ni,
WC-Co/steel, Mg/steel2.1 互相固溶的异种金属
互相固溶的异种金属之间的电子束焊接较易实现,通常采用一般工艺即可实现连接,但需注意异种材料间由于物理性质差异造成的焊接成形缺陷.对此可采用焊后小束流散焦修饰、改变占空比、偏束焊等方法进行改善.偏束焊是实现难熔金属与其它相溶的异种金属焊接时最常用的方法[40],适用于Nb/Ti,W/Cu,W/Ta和W-Ta/Ti等异种金属的焊接.
2.2 难以互溶的异种金属
难以互溶的异种金属具体又可划分为:①如钛/铜、钛/钢、铝/钢、镍/铌、镍/钛一类会生成脆性金属间化合物的异种金属;② 如铜/钢一类虽然无金属间化合物生成,但热物性相差过大导致难以实现结合的异种金属;③ 镁/钢一类完全不互溶的异种金属.实现难以固溶的异种金属之间的焊接是当前电子束焊接研究领域的热点方向.
2.2.1 生成脆性金属间化合物的异种金属
钛与钢焊接时易产生TiFe和TiFe2等脆性金属间化合物,目前对其焊接以冶金控制为主,国内外研究者在钛与钢之间分别加入V,Cu,Ag和Cu/Nb等中间层材料,均可有效抑制焊缝脆性化合物层的生成.国内研究者使用V/Cu-V复合中间层对钛/钢电子束焊接,获得了无缺陷焊接接头,基本消除了焊缝内金属间化合物[41].
钛/铜间存在多种金属间化合物,且这些金属间化合物普遍滑移系少、硬度高、塑性差,严重影响接头性能.向铜侧偏束可以使铜更好地润湿钛合金表面以增强接头强度,但也会获得更厚的化合物层使接头呈现脆性断裂.针对这一情况,有学者提出在钛合金侧进行补焊并复合焊根修饰的方法,如图5所示,以重塑微观结构及释放应力的方式改善接头性能[42].
![]() 图 5 钛/铜电子束Ti侧补焊工艺与微观组织Figure 5. Process and microstructure of Ti/Cu electron beam weld with secondary adjacent welding on Ti side. (a) crosssection schematic diagram of welding process; (b) microstructure of welding joint
图 5 钛/铜电子束Ti侧补焊工艺与微观组织Figure 5. Process and microstructure of Ti/Cu electron beam weld with secondary adjacent welding on Ti side. (a) crosssection schematic diagram of welding process; (b) microstructure of welding joint铝/钢熔焊易出现熔合不良与高残余应力,且会产生大量硬脆的Al-Fe金属间化合物,导致裂纹产生.向铝侧偏束及电子束扫描焊接可减少接头化合物,接头断裂方式转为韧性断裂[43]. 其冶金控制法包括采用Ag,Cu,Zn中间层/涂层或AlSi5填丝熔钎焊等[44-45].其中Ag中间层复合偏束焊在偏束量适中时可完全抑制Al-Fe金属间化合物生成.
镍/钛电子束焊接由于镍基高温合金的应用而在近年兴起,其主要问题为熔焊时产生TiNi和Ti2Ni等脆性化合物. 利用铜中间层可以Cu-Ni固溶体取代焊缝中的Ti-Ni金属间化合物,提高接头性能[46].提高焊接速度及引入V等中间层可抑制Ti-Cu金属间化合物,进一步改善镍/钛电子束焊接接头性能[47].
镍/铌电子束焊接主要问题是由脆性Ni6Nb7相与偏析的Laves相共同导致的焊接裂纹.偏束焊可减少Nb的熔化并减少偏析,有效降低了Nb/GH3128合金焊接接头脆性化合物层厚度,并抑制了Laves相,消除了接头宏观裂纹[48].
2.2.2 热物性相差较大的异种金属
铜与钢的电子束焊接虽然不产生脆性金属间化合物,但其熔点、热导率和线膨胀系数等较大差异会导致大的焊接应力和接头变形,且易导致合金元素偏析.由于其本身冶金相容性较好,国内外对铜/钢电子束焊接的研究均采用焊接能量控制法.
国外研究者使用扫描电子束对铜/钢进行焊接,合适的扫描幅值可改善铜钢接头成形[49]、抑制孔隙缺陷[50]、改善焊缝组织均匀程度[51],进而改善接头性能.国内研究者发现焊接过程中适当向铜侧偏移可以得到与铜等强的焊接接头[52]、以电子束填丝焊接铜/钢可以解决元素烧损与接头下塌问题[53].
2.2.3 完全不互溶的异种金属
镁/钢是典型的的互不相溶金属材料,对其电子束焊接需要通过焊接冶金控制法来实现.研究者利用Al-Zn涂层实现了镁/钢电子束焊接,其中锌起改善接头润湿性的作用,铝则在界面处形成Al2Fe5等金属间化合物,避免了镁/钢接触影响接头成形[54].
3. 结束语
电子束焊接在先进材料与异种材料的连接中具有独特的优越性.针对由材料本身固有属性或异种材料物化性质差异所导致的裂纹与冶金不相容等问题,可采用偏束、扫描、热补偿、焊接前后热处理、添加过渡材料等方式实现接头的能量控制与冶金调控,从而获得力学性能良好的焊接接头.目前,先进材料与异种材料电子束焊接研究还主要是集中在焊接成形与缺陷控制、接头组织和性能优化等工艺层面,而对电子束焊接机理的研究尚有待深入.
今后除了需要继续在新材料,特别是新兴高温材料、传统难以焊接的硬脆材料,以及冶金极度不相容的异种材料的电子束焊接工艺与接头性能提升方面持续关注外,借助焊接过程的监测与仿真来获得电子束形态、熔池流动过程、电磁场分布及热场应力场变化等信息,深入开展电子束与材料的物理作用机制、热电磁耦合作用、电子束深穿机制与熔池流动行为、焊接传热传质过程等深层次科学问题的研究已成为电子束焊接机理研究的热点方向.另一方面电子束焊接方法对设备的依赖性强,新型电子束焊接设备及功能的开发势必带来新的电子束焊接工艺技术革命,进一步推动先进材料与异种材料电子束焊接技术的发展,进而形成更加完整的电子束焊接技术体系.
-
![]()
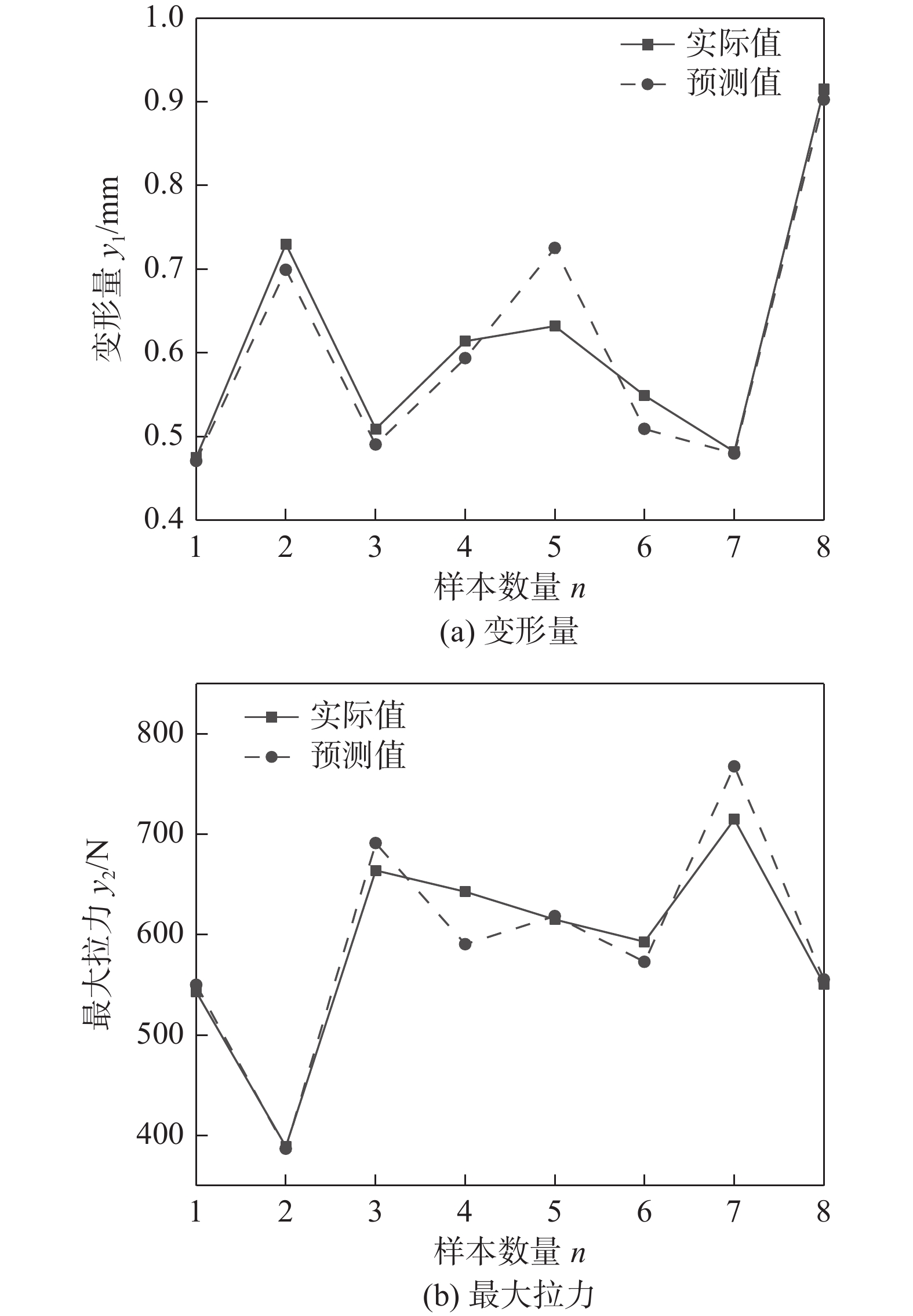
图 1 BKA-GBRT模型对焊接件的预测值与试验值的对比
Figure 1. Comparison between the predicted value and the test value of the welded part by BKA-GBRT model. (a) deformation; (b) maximum tension
![]()
图 2 基于BKA-GBRT模型进行优化的MOSPO得到的Pareto前沿
Figure 2. Pareto frontier obtained by MOSPO optimized based on BKA-GBRT model
![]()
图 3 优化前试样和优化后试样的拉伸断口微观形貌
Figure 3. Tensile fracture microstructure of samples before and after optimization. (a) before optimization; (b) after optimization
表 1 测试结果
Table 1 Test results
焊接样本 激光功率
x1/W焊接速度
x2/(mm·min−1)离焦量
x3/mm填充材料添加量
x4/g翘曲变形量
y1/mm最大拉力
y2/N成本
y3/元1 650 725 0 0.02 0.503 573 0.073 2 710 600 4 0.06 0.482 543 0.162 ... ... ... ... ... ... ... ... 35 650 675 2 0.02 0.718 675 0.075 36 620 700 4 0.06 0.521 359 0.153  下载: 导出CSV
下载: 导出CSV
表 2 模型训练结果
Table 2 Results of model training
模型 决定系数R2 平均相对误差EMRE(%) 最大拉力 0.901 5 3.29 变形量 0.921 6 4.52
下载: 导出CSV
表 3 优化结果对比
Table 3 Comparison of optimization results
类别 变形量
y1/mm最大拉力
y2/N成本
y3/元优化后的预测值 0.576 800.42 0.139 优化后的试验值 0.583 813.00 0.139 试验值与预测值之间的误差 1.21% 1.57% — 优化前的试验值 0.730 543.00 0.156 优化程度 20.14% 49.72% 10.90%
下载: 导出CSV
-
[1] Lei Z, Zhang X, Liu J, et al. Interfacial microstructure and reaction mechanism with various weld fillers on laser welding-brazing of Al/Cu lap joint[J]. Journal of Manufacturing Processes, 2021, 67: 226 − 240. doi: 10.1016/j.jmapro.2021.04.065
[2] Ma B, Gao X, Huang Y, et al. A review of laser welding for aluminium and copper dissimilar metals[J]. Optics & Laser Technology, 2023, 167: 109721.
[3] 史颖杰, 崔泽琴, 丁正祥, 等. 铝/铜蓝—红激光复合焊接头组织及性能[J]. 焊接学报, 2024, 45(3): 54 − 60. Shi Yingjie, Cui Zeqin, Ding Zhengxiang, et al. Microstructure and properties of aluminum/copper blue-red hybrid laser welded joint[J]. Transactions of the China Welding Institution, 2024, 45(3): 54 − 60.
[4] Cha J H, Choi H W. Characterization of dissimilar aluminum-copper material joining by controlled dual laser beam[J]. The International Journal of Advanced Manufacturing Technology, 2022, 119: 1909 − 1920.
[5] Yan S, Shi Y. Influence of Ni interlayer on microstructure and mechanical properties of laser welded joint of Al/Cu bimetal[J]. Journal of Manufacturing Processes, 2020, 59: 343 − 354. doi: 10.1016/j.jmapro.2020.09.078
[6] Huan P C, Tang X X, Sun Q, et al. Comparative study of solder wettability on aluminum substrate and microstructure-properties of Cu-based component/aluminum laser soldering joint[J]. Materials & Design, 2022, 215: 110485.
[7] Zhou H, Gu X, Gu X, et al. Improvement in microstructure and mechanical properties of laser welded steel/aluminum alloy lap joints using high-entropy alloy interlayer[J]. Journal of Materials Research and Technology, 2022, 20: 139 − 146. doi: 10.1016/j.jmrt.2022.07.063
[8] Wang H, Xie J, Chen Y, et al. Effect of CoCrFeNiMn high entropy alloy interlayer on microstructure and mechanical properties of laser-welded NiTi/304SS joint[J]. Journal of Materials Research and Technology, 2022, 18: 1028 − 1037. doi: 10.1016/j.jmrt.2022.03.022
[9] Zhang X, Guo Y, Fan X, et al. Multi-objective optimization of laser welding process parameters of steel/Al based on BO-RF and MOJS[J]. Journal of Mechanical Science and Technology, 2024, 38(2): 861 − 871.
[10] Friedman J H. Greedy function approximation: a gradient boosting machine[J]. The Annals of Statistics, 2001, 29(5): 1189 − 1232.
[11] Wang J, Wang W, Hu X, et al. Black-winged kite algorithm: a nature-inspired meta-heuristic for solving benchmark functions and engineering problems[J]. Artificial Intelligence Review, 2024, 57(4): 1 − 53.
[12] Kaveh A, Talatahari S, Khodadadi N. Stochastic paint optimizer: theory and application in civil engineering[J]. Engineering with Computers, 2022, 38(3): 1921 − 1952. doi: 10.1007/s00366-020-01179-5
[13] Khodadadi N, Abualigah L, Mirjalili S. Multi-objective stochastic paint optimizer (MOSPO)[J]. Neural Computing and Applications, 2022, 34(20): 18035 − 18058. doi: 10.1007/s00521-022-07405-z







计量
- 文章访问数: 131
- HTML全文浏览量: 18
- PDF下载量: 36
