
Welding current and voltage detection and control method based on visual sensing
-
摘要:
焊接电流及电压是影响焊接质量的重要参数,为了提高焊接质量,研究了一种基于视觉传感技术的焊接电流及电压在线检测及精确控制方法. 首先,分析焊接电流及电压图像的预处理,分割出了焊接电流及电压对应的字符图像;然后,使用了一种基于投影特征的焊接电流及电压对应字符的识别方法,并进一步实现了焊接电流及电压的识别;最后,研究了基于专家控制的焊接电流及电压自动控制方法,可提高焊接电流及电压自动调节的稳定性、准确性和快速性. 结果表明,利用文中的方法,在线识别焊接电流及电压的准确度高于99.75%,可实现焊接前及焊接过程中焊接电流及电压的自动检测控制,而且焊道尺寸根据需要在线调整,有助于提高焊接的自动化程度及焊接质量.
Abstract:Welding current and voltage are important parameters that affect welding quality. In order to improve welding quality, a method of on-line detection and accurate control of welding current and voltage based on visual sensing technology has been studied in this paper. Firstly, the preprocessing of welding current and voltage image is studied, and the character image corresponding to welding current and voltage is segmented. Then, a recognition method of corresponding characters of welding current and voltage based on projection feature is studied, and the recognition of welding current and voltage is further realized. Finally, the automatic control method of welding current and voltage based on expert control is studied, which can improve the stability, accuracy and rapidity of automatic regulation of welding current and voltage. The experimental results show that using the method studied in this paper, the accuracy of online identification of welding current and voltage is higher than 99.75%. It can achieve automatic detection and control of welding current and voltage before and during welding, and can adjust the weld bead size online as needed, which helps to improve the automation level and welding quality.
-
0. 序言
随着“双碳”目标的提出和相关政策的出台,太阳能因其清洁、安全和无限等特性,优势显著,成为目前发展最快的可再生能源,未来全球光伏市场新增装机规模将持续增长,势必持续拉动光伏支架需求[1-2]. 随着人们对光伏项目性价比、光伏支架承载能力的要求越来越高,光伏支架加速向高强度、轻量化方向发展;与以往采用的Q235B,Q355B等钢种相比,Ni元素、Cr元素和Cu元素等耐大气腐蚀元素,Nb元素、Ti元素和Mo元素等微量元素添加量的大幅度增加,不但耐蚀性能明显提高,而且强度也大幅度提高[3-6].
焊接是光伏支架用钢应用过程中必不可少的加工工艺. 对于高强光伏支架用钢,由于其合金元素含量和强度较高,焊接难度较大,焊接热影响区(heat affected zone, HAZ)更容易软化和脆化,尤其是CGHAZ;CGHAZ在焊接过程中被加热到高达
1350 ℃,组织明显粗化,影响冲击韧性,往往是高强钢焊接的薄弱区[7-9].以工业生产的800 MPa级光伏支架用钢为研究对象,采用热模拟技术,结合OM和SEM等检测手段,研究焊接冷却速度对CGHAZ显微组织、冲击韧性的影响规律. 并且,考虑到800 MPa级光伏支架用钢强度较高,通过碳当量法和Graville图法间接评价其焊接性,并通过冷裂纹敏感性指数评估了其冷裂纹倾向,从而为其工程应用中合理制定焊接工艺提供理论指导.
1. 试验方法
试验钢采用控轧控冷工艺进行生产,钢中添加适量的C元素、N元素、Ti元素、Cr元素、Cu元素和Al等元素,提高试验钢的强度、冲击韧性和耐蚀性能. 试验钢化学成分中 C元素、Si元素、 Mn元素、 Cr元素、Cu元素、P元素、 S元素、Al元素和Ti元素质量分数为0.06%,0.22%,0.55%,2.5%,0.26%,0.01%,0.001%和0.03%,0.13%,Ni元素和Mo元素质量分数共为0.03%,V元素和Nb元素质量分数共为0.02%,其余元素为Fe元素. 试验钢显微组织,如图1所示. 原始组织为铁素体 + 少量珠光体. 试验钢屈服强度为745 MPa,抗拉强度为850 MPa,断后伸长率为22%,−20 ℃断后伸长率为88 J.
为测定奥氏体化相变温度,依据行业标准YB/T 5127-2018《钢的临界点测定方法》,采用Formastor-F Ⅱ全自动相变仪进行热模拟试验,热模拟试样尺寸为ϕ3 mm × 10 mm;根据该标准要求,加热和冷却速率不大于200 ℃/h,峰值温度在Ac3以上30 ~ 50 ℃;经验公式为
$$ \begin{split} A_{c3} =& 910-203\sqrt{C}-15.2Ni + 44.7\mathrm{S}\mathrm{i} + 104V + \\& 31.5 Mo + 13.1 W-30 Mn-11Cr-20Cu +\\& 700P + 400Al + 120As + 400 Ti \end{split} $$ (1) 根据式(1)可知,试验钢的Ac3约为890 ℃;因此,设定临界点测定试验的加热速率、冷却速率和峰值温度分别为0.05 ℃/s,−0.05 ℃/s和940 ℃,临界点测定试验工艺曲线,如图2所示. 先将试验钢以0.05 ℃/s的加热速度从室温加热到峰值温度940 ℃,保温10 min,然后再以0.05 ℃/s的速度冷却到室温,获得试验钢热膨胀曲线;最后,根据试验钢热膨胀曲线拐点所对应的温度,确定其奥氏体化开始温度Ac1和奥氏体化结束温度Ac3.
![]() 图 2 临界点测定试验工艺曲线Figure 2. Experimental process curve for determination of critical temperatures
图 2 临界点测定试验工艺曲线Figure 2. Experimental process curve for determination of critical temperatures为探究冷却速度对CGHAZ组织和冲击韧性的影响,采用Gleeble 1500热模拟试验机进行CGHAZ焊接热模拟试验,热模拟试样尺寸为55 mm × 11 mm × 11 mm;为方便后续在试样中间开V形冲击缺口进行冲击试验,热电偶焊接在试样长度方向中间位置;模拟焊接热循环参数,模拟焊接热循环温度曲线,如图3所示. 首先将热模拟试样以120 ℃/s的加热速度从室温加热到峰值温度并保温1 s,随后以100 ℃/s冷却速度降至奥氏体开始转变温度Ac3,再分别以系列冷却速度冷却到室温. 由于焊接过程中,CGHAZ所经历的温度在
1100 ℃与固相线温度之间,结合文献[10]和文献[11],CGHAZ焊接热模拟试验的峰值温度常设置为1300 ~1350 ℃.由于光伏支架用钢在应用中通常采用焊条电弧焊或熔化极活性气体保护焊进行焊接加工,根据气保焊热源特性,其焊接HAZ冷却过程中从800 ℃冷却至500 ℃的时间t8/5一般不超过100 s,即冷却速度一般不小于3 ℃/s,因此该焊接热模拟试验的冷却速度分别设定为3,6 ,12,25,50 ℃/s和100 ℃/s,对应的t8/5为100,50,25,12,6 s和3 s.
每个冷却速度做4个试样,其中1个用于显微组织观察,3个用于冲击韧性测量. 采用线切割方式,将热模拟后的试样沿热电偶焊点所在截面切开,对截面进行砂纸研磨、机械抛光后,用体积分数为4%的硝酸酒精溶液浸蚀处理,采用Olympus GX51型OM进行显微组织观察,分析冷却速度对微观组织的影响规律.
将热模拟后的试样加工成55 mm × 10 mm × 10 mm的标准Charpy V形缺口冲击试样,V形冲击缺口开在热电偶焊点所在截面,然后依据国家标准GB/T 229-2007《金属材料 夏比摆锤冲击试验方法》进行夏比冲击试验,冲击试验温度为-20 ℃. 采用蔡司Merlin Compact型场发射SEM观察冲击断口形貌,分析冷却速度对冲击韧性的影响规律.
考虑到800 MPa级光伏支架用钢合金元素含量和强度较高,有必要分析其焊接性和焊接冷裂纹倾向. 采用国际焊接协会推荐的碳当量公式CE(IIW)和表达钢材焊接性的Graville图来评估试验钢的焊接性. 根据试验钢C含量和碳当量,将试验钢标记在表达钢材焊接性的Graville图中,从而获得试验钢焊接难易程度. Graville图如图4所示. 碳当量CE(IIW)为
$$ {C}_{E}\left(\mathrm{I}\mathrm{I}\mathrm{W}\right) = C + \frac{Mn}{6} + \frac{Cu + Ni}{15} + \frac{Cr + Mo + V}{5} $$ (2) 采用冷裂纹敏感指数Pcm来评估试验钢的冷裂纹倾向,冷裂纹敏感指数Pcm为
$$ {\mathit{P}}_{\rm{cm}} = \mathit{C} + \frac{\mathit{S}\mathit{i}}{30} + \frac{\mathit{M}\mathit{n} + \mathit{C}\mathit{u} + \mathit{C}\mathit{r}}{20} + \frac{\mathit{N}\mathit{i}}{60} + \frac{\mathit{M}\mathit{o}}{15} + \frac{\mathit{V}}{10} + 5\mathit{B} $$ (3) 2. 试验结果与分析
2.1 奥氏体化相变温度和CGHAZ显微组织
奥氏体化相变温度热模拟试验测得的试验钢热膨胀曲线,如图5所示. 根据热膨胀曲线拐点所对应的温度,确定试验钢的奥氏体化开始温度Ac1为750 ℃,奥氏体化结束温度Ac3为895 ℃.
![]() 图 5 试验钢加热过程热膨胀曲线Figure 5. Thermal expansion curve of the experimental steel during heating
图 5 试验钢加热过程热膨胀曲线Figure 5. Thermal expansion curve of the experimental steel during heating对CGHAZ焊接热模拟试样进行显微组织观察,不同冷却速度对应的显微组织,如图6所示. 当冷却速度为3 ℃/s和6 ℃/s,即t8/5分别为100 s和50 s时,试验钢CGHAZ冷却时间较长,室温组织主要为GB + 晶界处存在的PF;GB是在铁素体基体上分布着孤岛状的M-A组元的复相组织,由于冷却速度较慢,晶粒较为粗大,合金元素能进行较长距离的扩散,铁素体块及其上分布的M-A岛均较为粗大.
![]() 图 6 不同冷速下试验钢CGHAZ的显微组织Figure 6. Microstructure of the experimental steel in CGHAZ at different cooling rate. (a) 3 ℃/s; (b) 6 ℃/s; (c) 12 ℃/s; (d) 25 ℃/s; (e) 50 ℃/s; (f) 100 ℃/s
图 6 不同冷速下试验钢CGHAZ的显微组织Figure 6. Microstructure of the experimental steel in CGHAZ at different cooling rate. (a) 3 ℃/s; (b) 6 ℃/s; (c) 12 ℃/s; (d) 25 ℃/s; (e) 50 ℃/s; (f) 100 ℃/s随着冷却速度提高,PF消失,转变为全贝氏体组织,并且,随着冷却速度进一步提高,GB比例逐渐减小、LB比例逐渐增加,板条结构变长,且晶粒逐渐细化[12]. 当冷却速度达到100 ℃/s时,试验钢CGHAZ室温组织几乎全部转化为LB,且不同位向的板条束将原奥氏体晶粒分割成不同区域.
2.2 不同冷速条件下CGHAZ冲击韧性
将热模拟试样加工成55 mm × 10 mm × 10 mm的标准冲击试样后,进行−20 ℃冲击试验,获得不同冷却速度条件下热模拟试样的冲击韧性;不同冷却速度对应的粗晶区−20 ℃冲击吸收能量,如表1所示. 由图6可知,当冷却速度为3 ℃/s和6 ℃/s,即t8/5分别为100 s和50 s时,冲击吸收能量均值分别为14.33 J和23.67 J,冲击韧性较差,已低于工程应用中冲击吸收能量下限值要求27 J[13]. 当冷却速度≥12 ℃/s时,随着冷却速度逐渐增大,试验钢CGHAZ冲击吸收能量逐渐提高,冲击吸收能量均值从32 J逐渐提高到58.67 J.
表 1 不同冷却速度CGHAZ 冲击试验结果Table 1. Results of impact test in CGHAZ at different cooling rate冷却速度
v/(℃·s−1)冲击吸收能量AKV /J 试验值 平均值 3 15 16 12 14.33 6 24 22 25 23.67 12 30 32 34 32.00 25 37 39 39 38.33 50 50 52 51 51.00 100 60 57 59 58.67 结合显微组织分析可知,冷却速度较慢时,晶粒粗大,铁素体及其上分布的M-A岛均比较粗大,且晶界处存在较多的PF,严重影响冲击韧性;随着冷却速度提高,晶界处的PF消失,GB部分转变为LB,且晶粒尺寸减小,冲击韧性逐渐提高;随着冷却速度进一步提高,LB比例逐渐增大,GB比例逐渐减小,冲击韧性逐渐提高.
LB的形成温度区间位于贝氏体转变区的最下端,形成温度较低,冷却速度较快,M-A岛颗粒细小,由于LB内部细小而复杂的亚结构,可有效抑制裂纹扩展,对韧性的提高有很关键的作用[14-16].与LB相比,就本质而言,GB由块状铁素体和其上分布的大量M-A组元构成,是过冷奥氏体在贝氏体转变温度区的最上部的转变产物,由于冷却速度较慢,晶粒较为粗大,且合金元素能进行较长距离的扩散,GB中形成了块状的M-A岛,M-A岛尺寸较大,组织恶化,从而导致冲击韧性较差[17-20].
2.3 冲击试样断口分析
为了了解冷却速度对试验钢CGHAZ冲击韧性的具体表现,SEM下不同冷却速度条件下,试验钢CGHAZ冲击断口的微观形貌,如图7所示. 结合文献[21]和文献[22]可知,当冷却速度为3 ℃/s和6 ℃/s时,试验钢CGHAZ冲击断口为典型的脆性断裂形貌,不仅可以看到河流花样和解理台阶,而且还能观察到二次裂纹.
![]() 图 7 冲击断口微观形貌Figure 7. Microstructure of impact fracture. (a) 3 ℃/s; (b) 6 ℃/s; (c) 12 ℃/s; (d) 25 ℃/s; (e) 50 ℃/s; (f) 100 ℃/s
图 7 冲击断口微观形貌Figure 7. Microstructure of impact fracture. (a) 3 ℃/s; (b) 6 ℃/s; (c) 12 ℃/s; (d) 25 ℃/s; (e) 50 ℃/s; (f) 100 ℃/s当冷却速度增大到12 ℃/s时,冲击断口开始出现韧窝,出现韧性断裂特征,为韧性 + 解理混合断裂;当冷却速度为25 ~ 100 ℃/s时,冲击断口存在大量韧窝,表现为明显的韧性断裂特征,而且,随着冷却速度逐渐提高,韧窝逐渐变大变深,尤其是当冷却速度增大到100 ℃/s时,冲击断口存在大量凹凸不平的韧窝,小韧窝环绕着大韧窝,合文献[23]和文献[24]可知,韧窝深浅不一、大小不一,使得裂纹扩展路径更加曲折,可有效提高裂纹扩展过程的能量消耗,起到抑制裂纹扩展的作用,能够显著提高冲击韧性. 综合考虑冷却速度对800 MPa级光伏支架用钢显微组织、冲击韧性的影响规律,建议在焊接过程中控制焊接工艺,保证焊后冷却速度在12 ~ 100 ℃/s范围内,即t8/5为3 ~ 25 s,从而保证CGHAZ具有较好的冲击韧性.
2.4 焊接性及冷裂纹敏感性分析
根据式(2)计算得出,试验钢的碳当量CE(IIW)为0.67%,根据碳含量0.06%和碳当量0.67%,用圆点标记在试验钢的Graville图上,如图8所示,发现试验钢处于易焊区I. 根据式(3)计算得出冷裂纹敏感指数,试验钢的冷裂纹敏感指数Pcm为0.235%,小于工程应用中认为钢材具有冷裂纹倾向的临界值0.25%. 因此,从试验钢的Graville图和冷裂纹敏感指数来看,试验钢焊接性良好,焊接冷裂纹倾向较小,焊接过程中无需复杂的焊前预热、焊后保温缓冷等措施,焊接工艺制定过程中应重点考虑焊接过程冷却速度对CGHAZ冲击韧性的影响.
3. 结论
(1)随着冷却速度增大,800 MPa级光伏支架用钢CGHAZ室温组织由贝氏体 + 晶界处存在的少量PF,逐渐转变为全贝氏体组织. 并且,随着冷却速度进一步提高,GB比例逐渐减小、LB比例逐渐增加,且晶粒逐渐细化,最终全部转化为LB.
(2)随着冷却速度增大,800 MPa级光伏支架用钢冲击吸收能量逐渐提高;当冷却速度不大于6 ℃/s时,冲击吸收能量均值小于27 J;当冷却速度为12 ~ 100 ℃/s时,随着冷却速度增大,冲击吸收能量均值从32 J逐渐提高到58.67 J.
(3)随着冷却速度增大,800 MPa级光伏支架用钢冲击断口由典型的脆性断裂形貌,逐渐转变为韧性 + 解理混合断裂,最终转变为明显的韧性断裂.
(4) 800 MPa级光伏支架用钢焊接性良好,位于Graville图的易焊区,且焊接冷裂纹倾向较小.
-
![]()
图 1 焊接电流及电压图像的预处理流程图
Figure 1. Pre-processing flow chart of welding current and voltage images
![]()
图 2 基于字符图像投影特征识别字符的过程
Figure 2. Process of recognizing characters based on character image projection features. (a) character image; (b) horizontal projection waveform; (c) vertical projection of the upper half of the character image; (d) vertical projection of the lower half of the character image
![]()
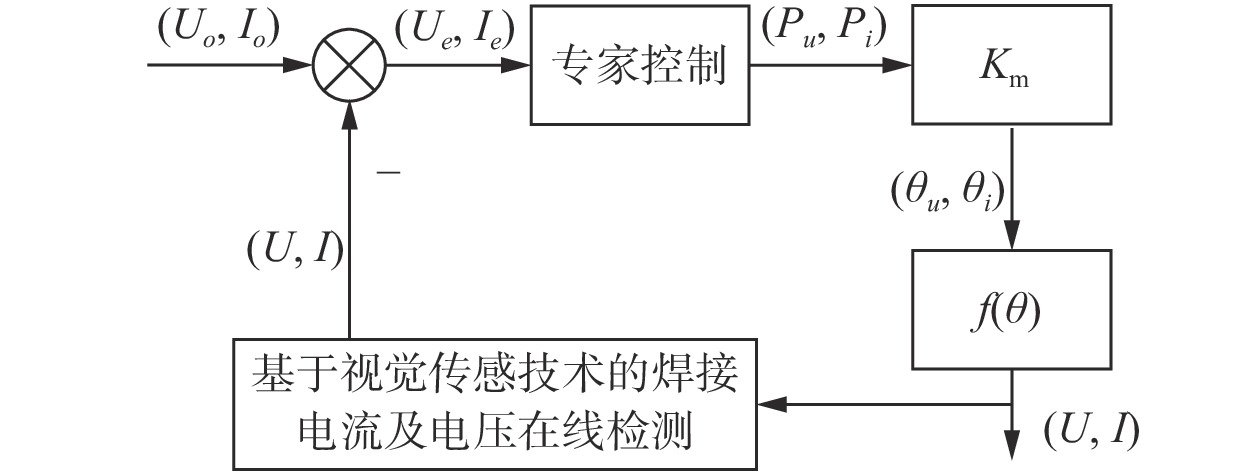
图 3 基于专家控制的焊接电流及电压自动控制方法
Figure 3. Automatic control method of welding current and voltage based on expert control
![]()
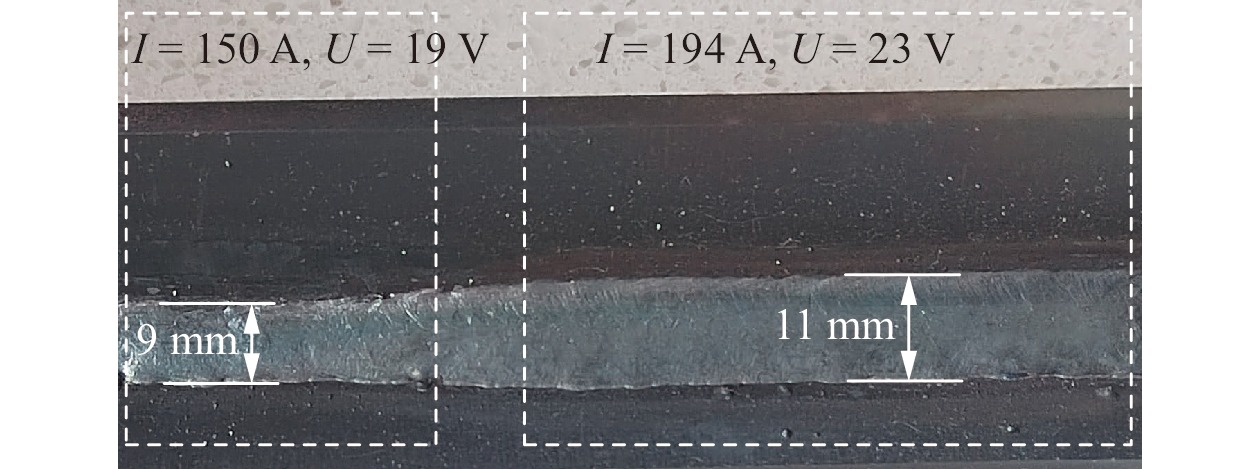
图 4 焊接电流及电压在线检测控制焊接试验结果
Figure 4. Welding current and voltage on-line detection control welding experiment results
表 1 数字字符对应的竖直投影峰值状态数组
Table 1 Vertical projection peak state array corresponding to numeric characters
数字字符 竖直投影峰值状态数组 VP 2 [0, 1, 1, 0] 3 [0, 1, 0, 1] 5 [1, 0, 0, 1] 6 [1, 0, 1, 1] 8 [1, 1, 1, 1] 9 [1, 1, 0, 1]  下载: 导出CSV
下载: 导出CSV
-
[1] Le J, Li F Y, Zeng M R, et al. Research on the online detection method of fillet welding arc stability based on the adaptive model of rotating arc stability sensor[J]. Mechanical Systems and Signal Processing, 2024, 217: 111500. doi: 10.1016/j.ymssp.2024.111500
[2] 白子键, 李治文, 张志芬, 等. 基于电弧光谱的核电堵管TIG焊接质量在线监测[J]. 焊接学报, 2024, 45(5): 8 − 19. doi: 10.12073/j.hjxb.20230610002 Bai Zijian, Li Zhiwen, Zhang Zhifen, et al. On-line monitoring of TIG welding quality of nuclear power plug tube based on arc spectrum[J]. Transactions of the China Welding Institution, 2024, 45(5): 8 − 19. doi: 10.12073/j.hjxb.20230610002
[3] 徐东辉, 孟范鹏, 孙鹏, 等. 基于深度学习的GMAW焊接缺陷在线监测[J]. 焊接学报, 2024, 45(3): 114 − 119. doi: 10.12073/j.hjxb.20230117002 Xu Donghui, Meng Fanpeng, Sun Peng, et al. Online monitoring of GMAW welding defect based on deep learning[J]. Transactions of the China Welding Institution, 2024, 45(3): 114 − 119. doi: 10.12073/j.hjxb.20230117002
[4] 徐远钊, 罗玖田, 方乃文, 等. 基于MS-FCM算法的船体板熔池图像处理技术[J]. 焊接学报, 2024, 45(3): 82 − 90. doi: 10.12073/j.hjxb.20231010001 Xu Yuanzhao, Luo Jiutian, Fang Naiwen, et al. Image processing technology for ship plate melt pool based on MS - FCM algorithm[J]. Transactions of the China Welding Institution, 2024, 45(3): 82 − 90. doi: 10.12073/j.hjxb.20231010001
[5] 王颖, 高胜. 基于改进CeiT的GTAW焊接熔透状态识别方法[J]. 焊接学报, 2024, 45(4): 26 − 35. doi: 10.12073/j.hjxb.20230327002 Wang Ying, Gao Sheng. Identification method of GTAW welding penetration state based on improved CeiT[J]. Transactions of the China Welding Institution, 2024, 45(4): 26 − 35. doi: 10.12073/j.hjxb.20230327002
[6] Aldalur E, Suárez A, Curiel D, et al. Intelligent and adaptive system for welding process automation in T-shaped joints[J]. Metals, 2023, 13(9): 1532. doi: 10.3390/met13091532
[7] Sonwane S, Chiddarwar S. Automatic weld joint type recognition in intelligent welding using image features and machine learning algorithms[J]. Edam-Artificial Intelligence for Engineering Design, Analysis and Manufacturing, 2024, 37: e26.
[8] Lu J, Yang A D, Chen X Y, et al. A seam tracking method based on an image segmentation deep convolutional neural network[J]. Metals, 2022, 12(8): 1365. doi: 10.3390/met12081365
[9] 郭忠峰, 刘俊池, 杨钧麟. 基于关键点检测方法的焊缝识别[J]. 焊接学报, 2024, 45(1): 88 − 93. doi: 10.12073/j.hjxb.20230204001 Guo Zhongfeng, Liu Junchi, Yang Junlin. Weld recognition based on key point detection method[J]. Transactions of the China Welding Institution, 2024, 45(1): 88 − 93. doi: 10.12073/j.hjxb.20230204001
[10] Kang Y H, Chen R S. Welding robot automation technology based on digital twin[J]. Frontiers in Mechanical Engineering, 2024, 10: 1367690. doi: 10.3389/fmech.2024.1367690
-
期刊类型引用(1)
1. 刘少意,严文荣,陈振明,乔家伟,杨高阳,张新明,王绿原,王克鸿. 机器人智能化焊接技术发展综述. 金属加工(热加工). 2025(06): 1-12 .  百度学术
百度学术
其他类型引用(0)












计量
- 文章访问数: 113
- HTML全文浏览量: 8
- PDF下载量: 44
- 被引次数: 1
