
Research progress of low-temperature sintering nano silver paste
-
摘要: 金属纳米颗粒因尺寸效应可在较低温度下实现烧结,并表现出优异的电热学性能、机械可靠性和耐高温性能,成为适配第三代半导体的关键封装材料. 其中,银因具有高抗氧化性的优势被广泛研究,并成功应用于商业应用中. 基于功率器件封装领域,总结了低温烧结纳米银膏的研究现状,并从纳米银颗粒的烧结机制、制备方法、性能优化、烧结方法、可靠性及商业应用等方面展开说明. 结果表明,随着对烧结理论的进一步认识,可以有目的性地优化纳米银颗粒的尺寸和表面修饰,同时基于纳米银颗粒衍生出新型的产品,以适应不同的烧结工艺和性能要求.Abstract: Because of the size effect, metal nanoparticles have become the key packaging materials suitable for the third-generation semiconductor due to their low-temperature sintering, excellent electrothermal properties, mechanical reliability and high-temperature resistance. Silver has been widely studied and successfully applied in commercial applications because of its high oxidation resistance. Based on the field of power device packaging, the research progress of the low-temperature sintering nano silver paste was summarized, including the sintering mechanism, preparation method, performance optimization, sintering methods, reliability and commercial application of silver nanoparticles. The results showed that with the better understanding of sintering theory, the size and surface modification of silver nanoparticles can be purposefully optimized, and new products based on silver nanoparticles can be derived to adapt to different sintering processes and performance requirements.
-
Keywords:
- nano-Ag paste /
- low-temperature sintering /
- sintering process /
- reliability
-
0. 序言
超声波焊接(ultrasonic welding, USW)过程中不需要添加焊剂,也没有电弧和烟尘产生,且焊接所需能量仅约为电阻点焊的2%[1-2]. 因此,超声波焊接是一种绿色节能、环境友好的焊接方法[3]. 铜和铝因具有较高的导热和导电性等优点,以搭接放置的方式广泛地用于锂电池的极耳焊接和汽车制造行业[4]. 目前铜与铝的焊接成为研究的热门和难点[5]. 但传统熔化焊均不适用于Cu/Al焊接,这是因为焊接界面会产生很厚的中间相(intermetallic compound,IMC)并且其厚度难以控制. 最近搅拌摩擦搭接焊(FSLW)应用于Cu/Al接头较多,但所需的顶锻力较大且搅拌针需插入工件内部容易磨损[6].
作为一种固相焊接方法,超声波焊接相比其它焊接方法更适用于焊接异种金属[7]. 在超声波焊接中,气缸产生的焊头夹紧力(简称夹紧力)将焊头的机械能传递至工件之间,使界面产生塑性变形和冶金反应. 超声波金属焊接过程至少有3个阶段[8]:①在试样之间产生一系列局部的连接点;②焊头的机械振动打碎氧化物和污染物,造成材料的接触面形成;③工件在超声和温度软化作用下产生较高的塑性应变,促使接头形成.
超声波焊接主要的工艺参数包括夹紧力、焊接振幅和焊接时间. 最近许多研究者展开了对工艺参数影响的研究. 李东等人[9]研究了不同焊接热输入对超声波焊接界面的影响,研究表明在较低的焊接热输入时,界面仅为分散的局部连接点,随着焊接热输入的增大界面出现漩涡、空位等特征. 另一个焊接参数是工具头(焊头和砧座)的几何尺寸,其尺寸的微小变化会影响焊接质量. 解龑等人[10]研究了底座齿形对泡沫镍薄板与纯铝超声波焊接的影响,试验结果表明,细的砧座齿形下的试样拉伸性能最优.
由于超声波焊接是一个复杂的动态过程,目前对超声波焊接的机理认识仍然不清楚. 尽管部分学者开展了工艺参数对超声波焊接影响的研究,大部分工作主要为工艺参数与焊接质量的关系,对于界面的物理现象特别是对母材之间的扩散行为的影响研究较少. 此外,很少有文献研究焊头齿间距对超声波焊接的影响. 因此,文中研究了夹紧力、焊接振幅、焊接时间以及焊头形状对Cu/Al超声波焊接过程中的界面温度、材料的塑性变形、中间相的生长以及焊接接头力学性能的影响.
1. 试验方法
超声波焊接结构由焊头、底座和工件组成,图1为超声波焊接的原理示意图. 超声波金属焊接设备采用Telsonic M5000型大功率(4 000 W)超声波金属焊机. 主要焊接参数包括夹紧力、焊接时间、焊接振幅和振动频率,其中焊机的振动频率保持在恒定值20 kHz. 所设定的焊接工艺参数为夹紧力1 375,1 575,1 775,1 975,2 175 N;焊接时间0.2,0.3,0.4和0.5 s. 焊接振幅分别为25,22,18.5,16 μm. 焊头和底座的材料均为M2高速工具钢. 焊头底部轮廓为方形结构,齿之间距离0.8,0.9和1.0 mm,所对应的齿数分别为10,9和8个,如图2所示. 底座两边放置固定钢块来保证焊点位于搭接区域中心,并可以防止在较大夹紧力下的试样旋转. 工件材料为100 mm × 25 mm × 0.8 mm的T2(Y2态)纯铜和6061-T6铝合金. 试样采取搭接放置,搭接的区域为25 mm × 25 mm. 考虑到工具头容易粘铝会影响焊接效果,以及6061-T6铝合金的硬度比纯铜高,焊接时将铜作为上工件.
![]() 图 2 不同齿间距下的焊头形状和主要尺寸(mm)Figure 2. Profile and dominant dimensions of the sonotrode tips with different tooth intervals. (a) 0.8 mm; (b) 0.9 mm; (c) 1.0 mm
图 2 不同齿间距下的焊头形状和主要尺寸(mm)Figure 2. Profile and dominant dimensions of the sonotrode tips with different tooth intervals. (a) 0.8 mm; (b) 0.9 mm; (c) 1.0 mm界面温度采用K型热电偶测温方法来测量. 考虑到超声波焊接过程较短,为保证测量精度,热电偶需要满足响应速度快和电偶丝体积小两方面的要求. 试验选用半径为0.1 mm的K型热电偶进行界面温度测量,具体方法为:在下工件(铝板)的上表面开0.5 mm半圆形孔,将热电偶塞入孔内,然后用精密电阻点焊机再将热电偶丝埋入材料内部. 热电偶测温位置距离焊接区域中心1.5 mm.
焊接截面形貌与齿嵌入工件的过程有关,它直观反映了材料的变形行为. 试验中采用莱卡VHX-600型超景深电镜来观察焊接接头的宏观形貌. 通过配备有能量色散X射线光谱仪(EDS)的扫描电子显微镜(SEM)来分析界面的微观组织. 为了进一步明确焊接界面处的中间相的组成,进行了X射线衍射 (XRD)分析. XRD光谱测量范围为20° ~ 90°,步长为0.02°,每步扫描时间为0.1 s.
超声波焊接接头的拉剪力是评价焊接质量的主要手段,对Cu/Al超声波焊接试样进行了拉剪力测试. 拉伸机型号为岛津AGS-X微机控制电子万能试验机. 测量过程中设定拉伸速度为1 mm/min,对于每一组工艺参数,取3次测试的拉剪力的平均值作为该参数下的拉剪力. 由于超声波焊接区域不规则,难以精确计算其面积,因此记录了搭接接头在断裂时所施加的载荷值并用来评定焊接质量. 对于Cu/Al超声波焊接,其接头的抗拉强度要求达到同种金属焊接接头强度的50%以上.
2. 试验结果与分析
2.1 工艺参数对界面温度的影响
焊接界面温度是焊接冶金反应中重要因素,进而影响焊接质量[11]. 图3为在焊接时间0.5 s时不同夹紧力下界面温度随着时间的变化曲线. 随着夹紧力从1 375 N增加到1 975 N,界面处的温度也随之从412 ℃增加到532 ℃;当夹紧力继续增加至2 175 N时界面温度降低到495 ℃. 这是因为根据振幅测量结果,当夹紧力增加到1 975 N时,焊头与上工件振幅差增加,导致摩擦增加,使界面温度变高. 在过高的夹紧力下,高的温度促进了界面冶金反应,但同时热影响区也变得更大. 需要说明的是,热电偶无法测量焊接区中心的温度,而焊接界面中心的温度会比测温点高50 ℃[12],这表明高夹紧力下的界面温度将超过600 ℃. 根据Al-Cu二元平衡相图,该温度超过Al-Cu共晶转变的临界温度(546 ℃),因此会在界面处产生局部熔化,导致焊接强度降低[13].
![]() 图 3 不同夹紧力下界面温度测量结果Figure 3. Interface temperature results under different clampling force
图 3 不同夹紧力下界面温度测量结果Figure 3. Interface temperature results under different clampling force图4为不同焊接振幅下实际测量的界面温度. 随着焊接振幅的降低,界面温度也随之下降,且下降幅度更高. 在焊接振幅25,22,18.5,16 μm时界面温度分别为433,412和357 ℃. 这是因为在较低的焊接振幅下传至界面的机械能也随之减小.
![]() 图 4 不同焊接振幅下界面温度测量结果Figure 4. Interface temperature results under different vibration amplitude
图 4 不同焊接振幅下界面温度测量结果Figure 4. Interface temperature results under different vibration amplitude2.2 工艺参数对中间相生长的影响
扩散产生中间相是异种金属超声波焊接的重要机理. 在大功率Cu/Al超声波焊接中界面的扩散对接头性能影响较大[14],是决定着异质金属超声波焊接质量的最重要的因素. 图5为夹紧力1 575 N时不同焊接时间下所获得的Cu/Al超声波焊接接头中心区域界面微观组织形貌. 在焊接时间0.2 s时,界面开始出现了断续分布的金属间化合物,主要由于焊接初期阶段界面温度分布不均匀. 随着焊接时间的进一步增加,金属间化合物层厚度也随之逐渐增加,并在焊接时间0.5 s时达到2.1 μm. 图6为界面中心附近点(图5d中A点)EDS和XRD的分析结果. 结果表明,反应层中Al和Cu的原子比分别为74.23%和25.77%. 根据Al-Cu相图,中间相主要为Al2Cu. 为了进一步明确界面中间相成分,对Cu/Al接头断口的Al侧进行XRD分析,如图6b所示. 结果表明,在焊接中形成的中间相主要由Al2Cu组成. 因此,XRD结果与EDS结果一致.
![]() 图 5 不同焊接时间下界面中间相形貌Figure 5. Morphology of IMC at different welding time. (a) 0.2 s; (b) 0.3 s; (c) 0.4 s; (d) 0.5 s
图 5 不同焊接时间下界面中间相形貌Figure 5. Morphology of IMC at different welding time. (a) 0.2 s; (b) 0.3 s; (c) 0.4 s; (d) 0.5 s图7为Cu/Al中间相形貌随焊接振幅增加的演变过程. 随着焊接振幅由25 μm下降至16 μm,中间相厚度也随之逐渐减少,这是因为焊接振幅越低,界面温度也变低. 焊接振幅在16 ~ 25 μm变化时,中间相厚度呈近似线性下降,分别为0.71,1.12,1.54和2.10 μm.
![]() 图 7 不同焊接振幅下Cu/Al中间相形貌Figure 7. Morphology of Cu/Al interphase under different vibration amplitude. (a) 25 μm; (b) 22 μm; (c) 18.5 μm; (d) 16 μm
图 7 不同焊接振幅下Cu/Al中间相形貌Figure 7. Morphology of Cu/Al interphase under different vibration amplitude. (a) 25 μm; (b) 22 μm; (c) 18.5 μm; (d) 16 μm图8为不同夹紧力下界面中间相厚度. 可以明显看到,随着夹紧力从1 375 N增加到1 975 N,中间相的平均厚度也从1.4 μm增加到3.2 μm,这是因为夹紧力越高,焊接界面温度 (图3)以及材料变形越大,使原子激活能及工件内部的空位率增大. 在夹紧力2 175 N下,平均中间厚度为2.9 μm,略低于1 975 N的中间厚度,中间相厚度减小的原因是界面温度的降低.
2.3 焊头齿间距对焊接温度和工件嵌入的影响
图9为不同齿间距下界面温度随焊接时间变化曲线. 从图9可知,齿间距为0.9 mm时温度最高,为448 ℃,其次为0.8 mm的446 ℃和1.0 mm的420 ℃. 虽然齿间距1.0 mm时焊头齿数最少(8个)而所对应的摩擦力最大,但同时使热源区域少,因此界面温度比焊头齿间距0.9 mm时低;焊头齿间距为0.8 mm时虽然热源作用区域集中,但摩擦力较小,导致界面温度与齿间距0.9 mm时略低.
![]() 图 9 不同焊头齿间距下界面温度Figure 9. Interface temperature under different sonotrode tooth intervals
图 9 不同焊头齿间距下界面温度Figure 9. Interface temperature under different sonotrode tooth intervals图10为在夹紧力1 575 N条件下观测的不同焊头齿间距下的焊接横截面形貌. 焊头齿间距在0.8 mm和1.0 mm时均出现了焊接裂纹. 这是因为当齿间距较大时,由于所对应的齿数少,使得材料更容易塑性变形,这促进了裂纹的产生;当齿间距较小时,在焊接前期温度较高,使塑性变形阶段更长,也容易产生裂纹. 齿数的增多使作用在工件上的压力减小,这样会避免焊接裂纹的生成,但同时由于摩擦热的减少导致较低的界面温度,使得界面扩散不足以形成可靠的焊接接头. 因此,在Cu/Al超声波焊接时应选择焊头齿数为9个.
![]() 图 10 不同焊头齿间距下的焊接横截面形貌Figure 10. Profile of weld cross-section at different sonotrode tooth intervals. (a) 0.8 mm; (b) 1.0 mm
图 10 不同焊头齿间距下的焊接横截面形貌Figure 10. Profile of weld cross-section at different sonotrode tooth intervals. (a) 0.8 mm; (b) 1.0 mm2.4 工艺参数对焊接质量的影响
超声波焊接Cu/Al接头的强度取决于3个要素:①界面处的塑性应变;②IMC的成分和厚度;③焊头和上工件的振动位移. 图11为接头拉剪力随夹紧力和焊接振幅的变化. 图11a为焊接接头的拉剪力与夹紧力的关系. 可以看出,在夹紧力1 575 N时接头拉剪力达到最大值3 150 N,这是因为IMC厚度在近似2 μm时会促进冶金结合且不会降低焊接质量[15]. 该拉剪力达到采用相同焊机焊接的Cu/Cu接头拉剪力的73%[16],这说明焊接质量较高. 当夹紧力过小时,界面摩擦力低,塑性变形较小,这难以形成完整的焊接面. 在过大的夹紧力下,焊接区域边缘处会出现裂缝,甚至可能延伸到焊接界面,这破坏了焊接结构并减小了焊接区域. 此外,过大的夹紧力产生过厚的脆性中间相(图7),这种情况会降低焊接质量. 最后,过大的夹紧力会阻碍试样的振动,导致它们之间的相对摩擦力减弱,使焊头上的温度过高,这会损坏焊头. 图11b显示了焊接接头拉剪力随焊接振幅变化关系. 从图中可以看出,拉剪力随焊接振幅的增加也随之增加. 这是因为焊接振幅越低,界面温度也越低;此外,较低的焊接振幅降低了超声软化程度,导致材料塑性变形低,不足以形成高质量的焊接.
![]() 图 11 接头拉剪力随焊接压力和焊接振幅的变化Figure 11. Lap-shear force under different clamplingpressures and vibration amplitudes. (a) clampling pressures; (b) vibration amplitudes
图 11 接头拉剪力随焊接压力和焊接振幅的变化Figure 11. Lap-shear force under different clamplingpressures and vibration amplitudes. (a) clampling pressures; (b) vibration amplitudes图12为Cu/Al接头断口表面形貌. 图12a为夹紧力1 575 N、焊接时间0.5 s时焊接接头断口形貌. 从图12a可以看到,在断裂表面中同时存在焊接区域和摩擦区域;接头拉伸断裂位置在焊接界面,同样能说明焊接质量较高. 在图12b中可以看到明显的塑性变形区域. 图12c中可以看到韧性和脆性两种不同的断裂模式. 图12d中明显看到大量不同尺寸的韧窝区域,这表明Cu/Al超声波焊接接头的断裂模式是韧性-脆性复合断裂.
![]()
3. 结论
(1) 在Cu/Al大功率超声波焊接中,在夹紧力1 575 N、焊接时间0.5 s和焊接振幅25 μm时获得了成形较好的Cu/Al接头,此时拉剪力为3 150 kN,对应的断裂形式为韧性-脆性混合断裂.
(2) 随着夹紧力的增大,界面温度和中间相厚度先增大后减小. 过大的夹紧力会产生过厚的脆性中间相以及过高的塑性应变,从而降低焊接质量.
(3) 随着焊接振幅增大,界面温度增幅随之变大,中间相厚度呈近似线性增加. 当焊接振幅25 μm时,界面的中间相厚度为2.1 μm,此时界面的中间相主要为Al2Cu.
(4) 对于Cu/Al大功率超声波焊接,焊头齿数为9个最适合. 齿数的增多和减少均会导致界面温度的降低以及焊接裂纹的产生.
-
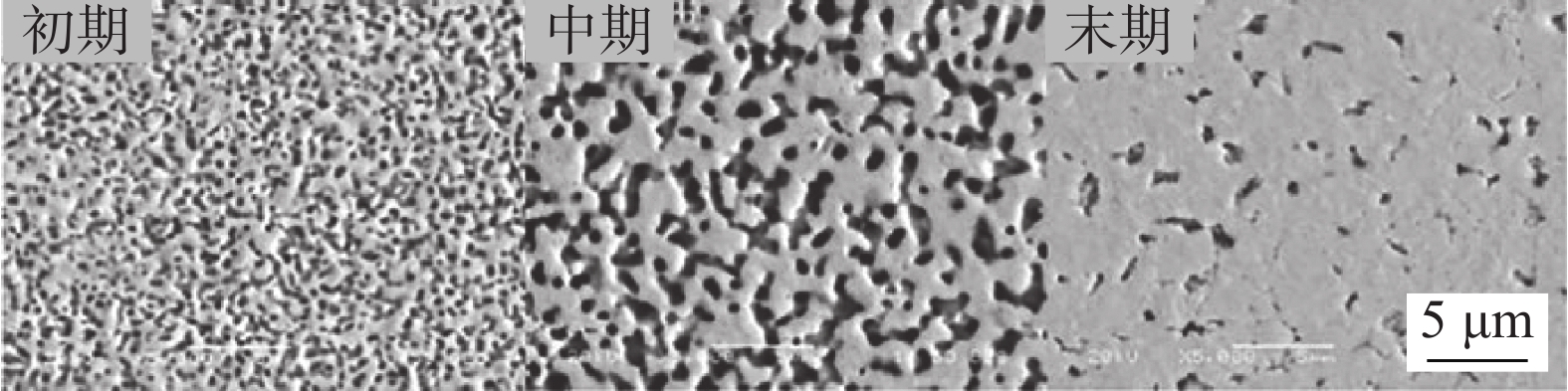
![]()
图 2 不同烧结阶段的银烧结接头形貌[8]
Figure 2. Morphology of the Ag-sintered joints at different sintering stages
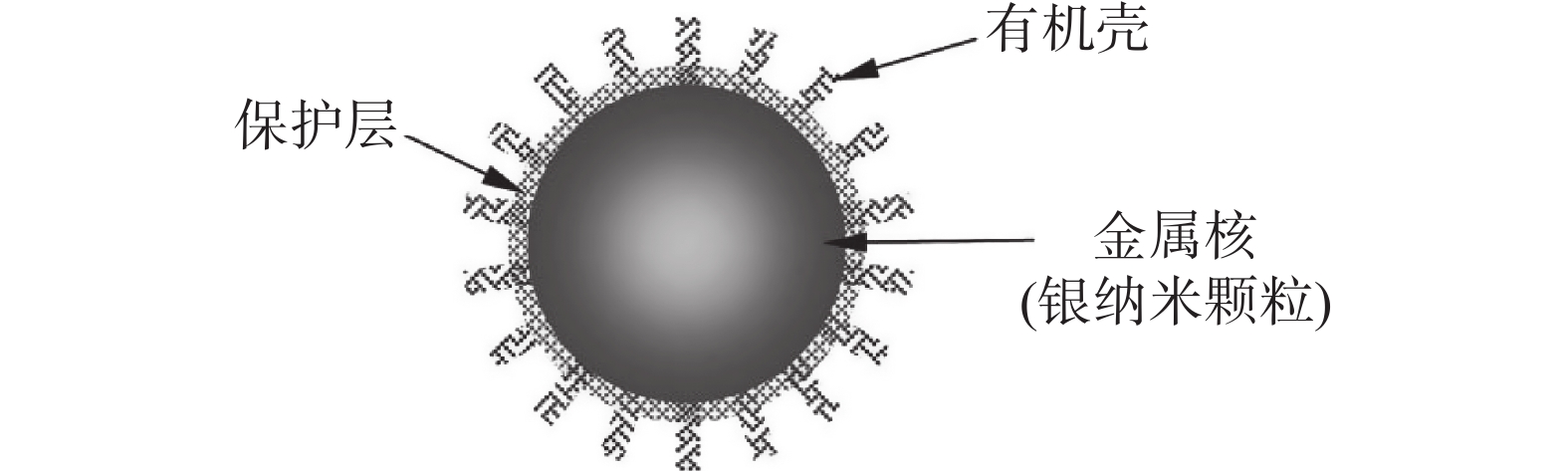
![]()
图 4 纳米银颗粒透射电子显微镜图[19]
Figure 4. Transmission electron microscope (TEM) image of Ag nanoparticles
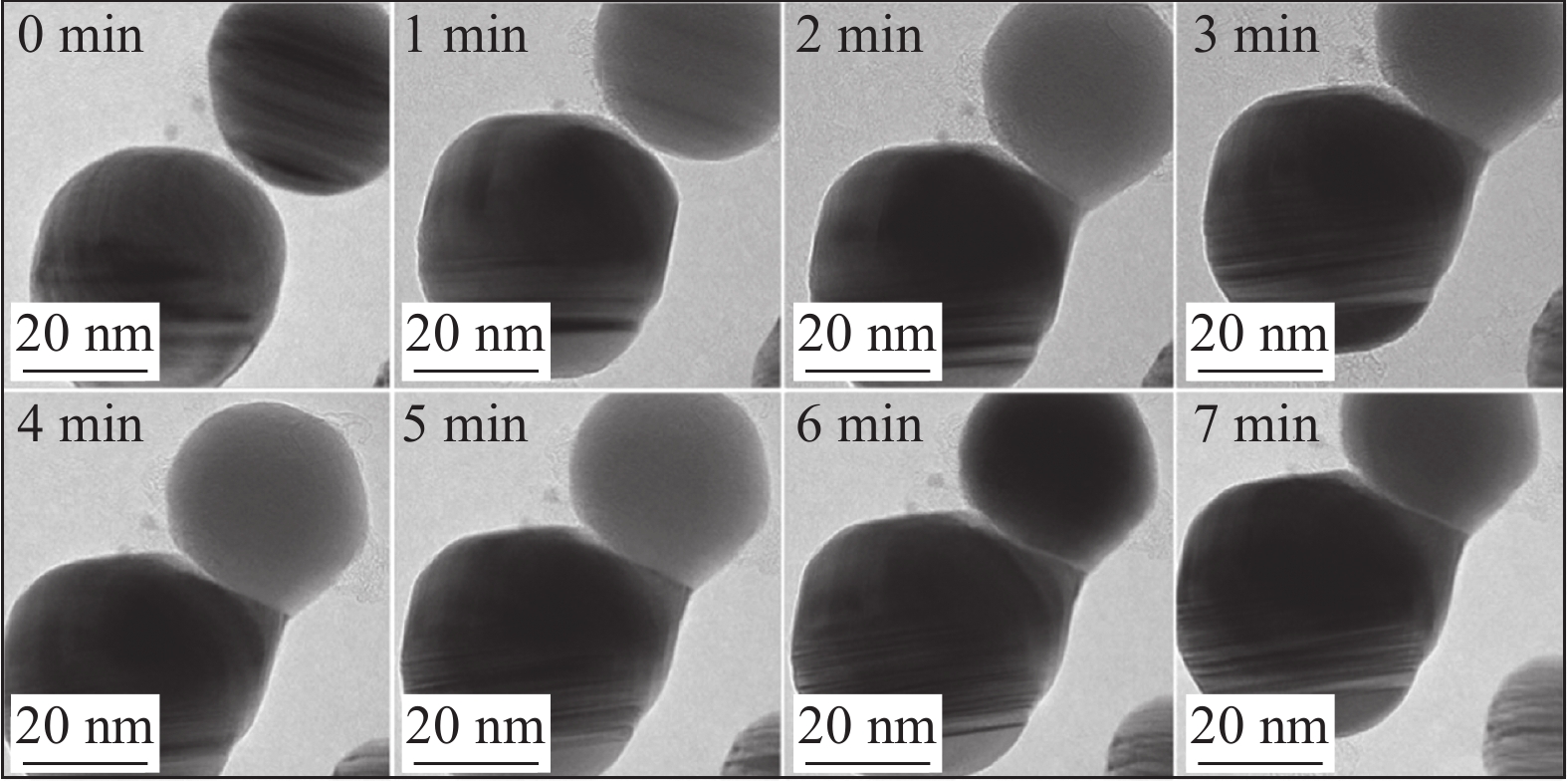
![]()
图 5 300 ℃下不同烧结时间纳米银颗粒的原位TEM图[20]
Figure 5. Situ TEM images of nanoparticles during different sintering times at 300 ℃
![]()
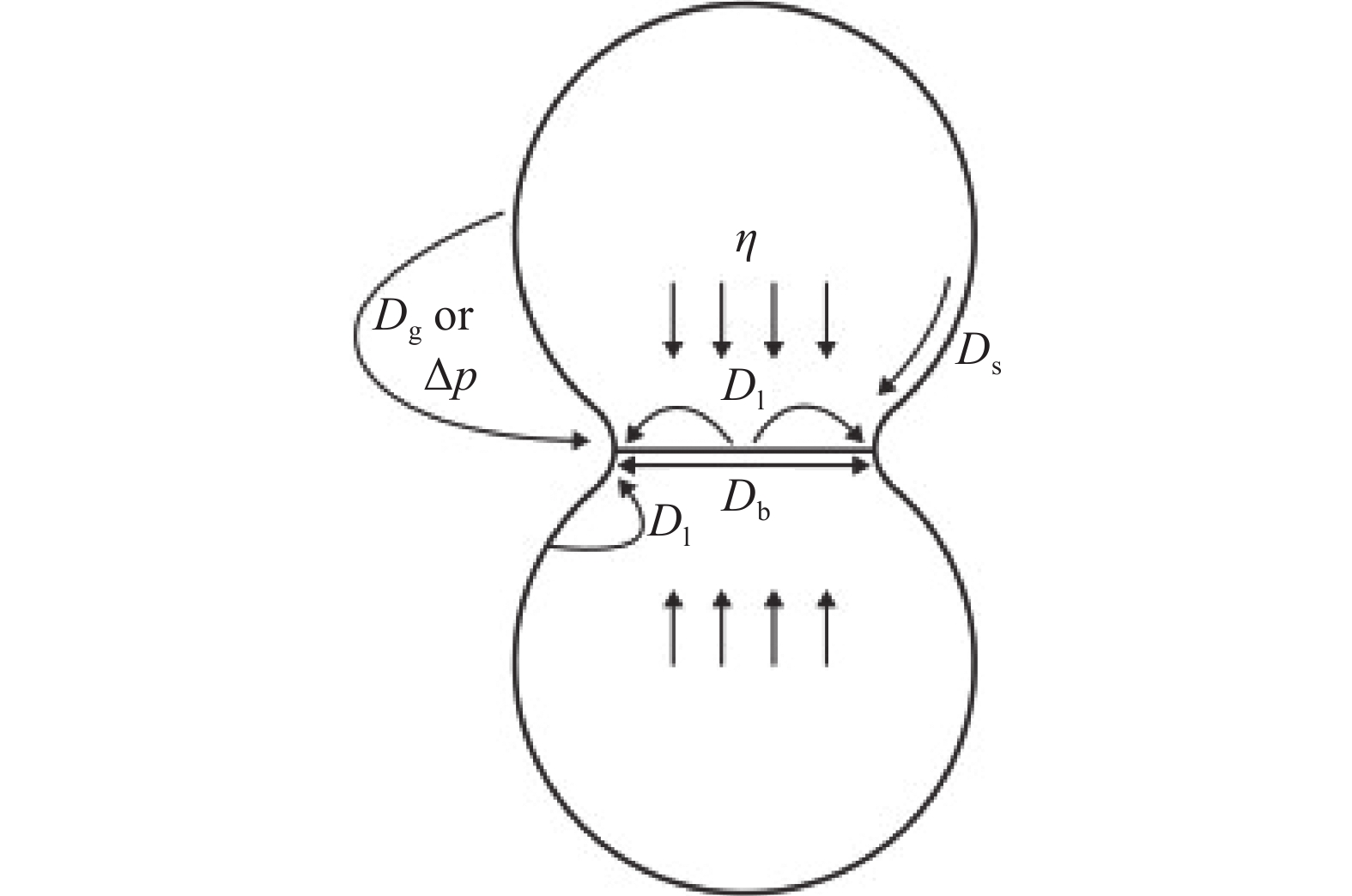
图 6 Ag纳米颗粒的烧结过程示意图[21]
Figure 6. Schematic diagrams of the sintering process of Ag nano-particles. (a) thick organic shells; (b) thin organic shells
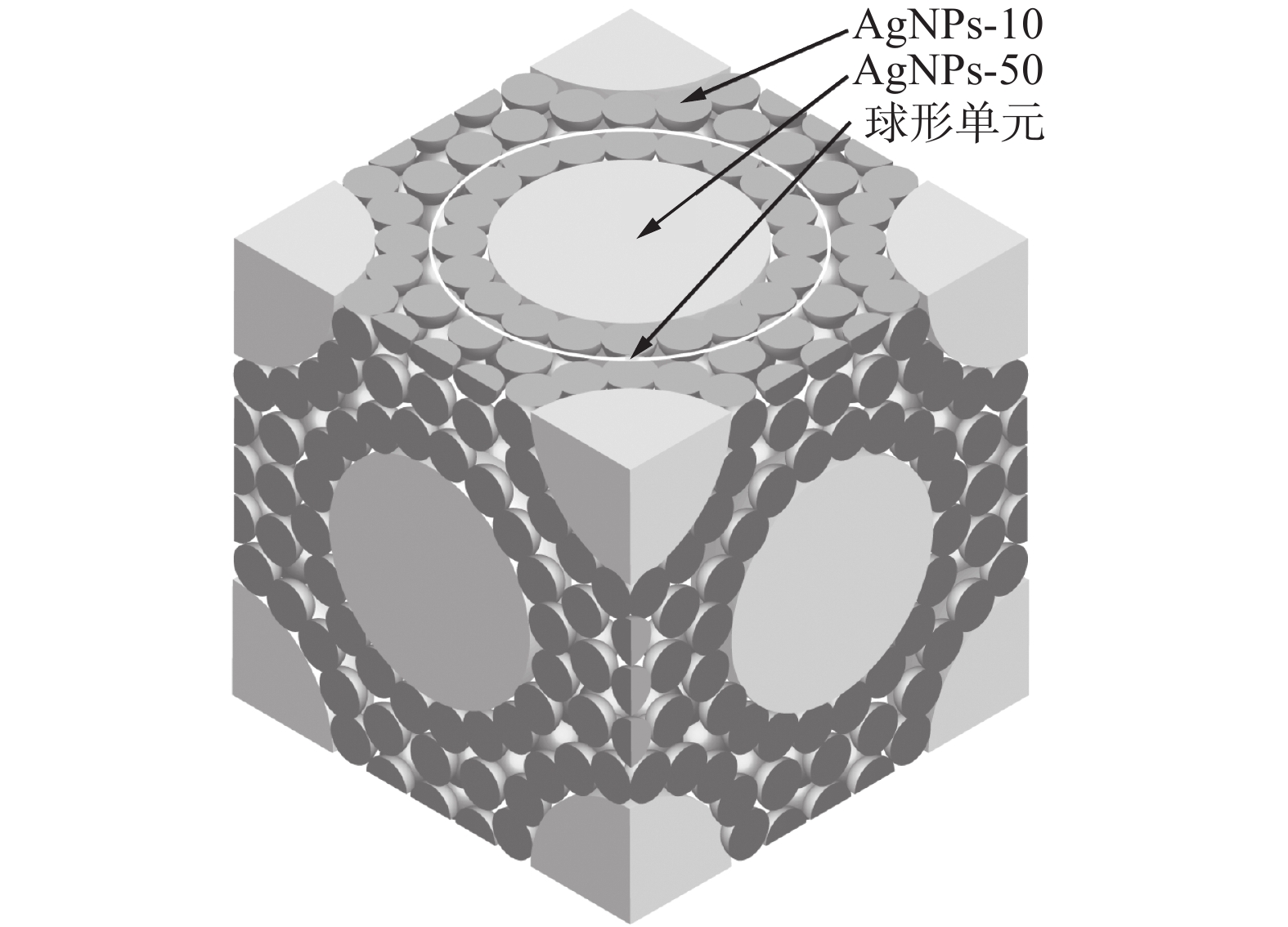
![]()
图 7 纳米银颗粒的SEM和相应的TEM图
Figure 7. SEM and TEM images of the Ag nanoparticles. (a) AgNPs-10; (b) AgNPs-50
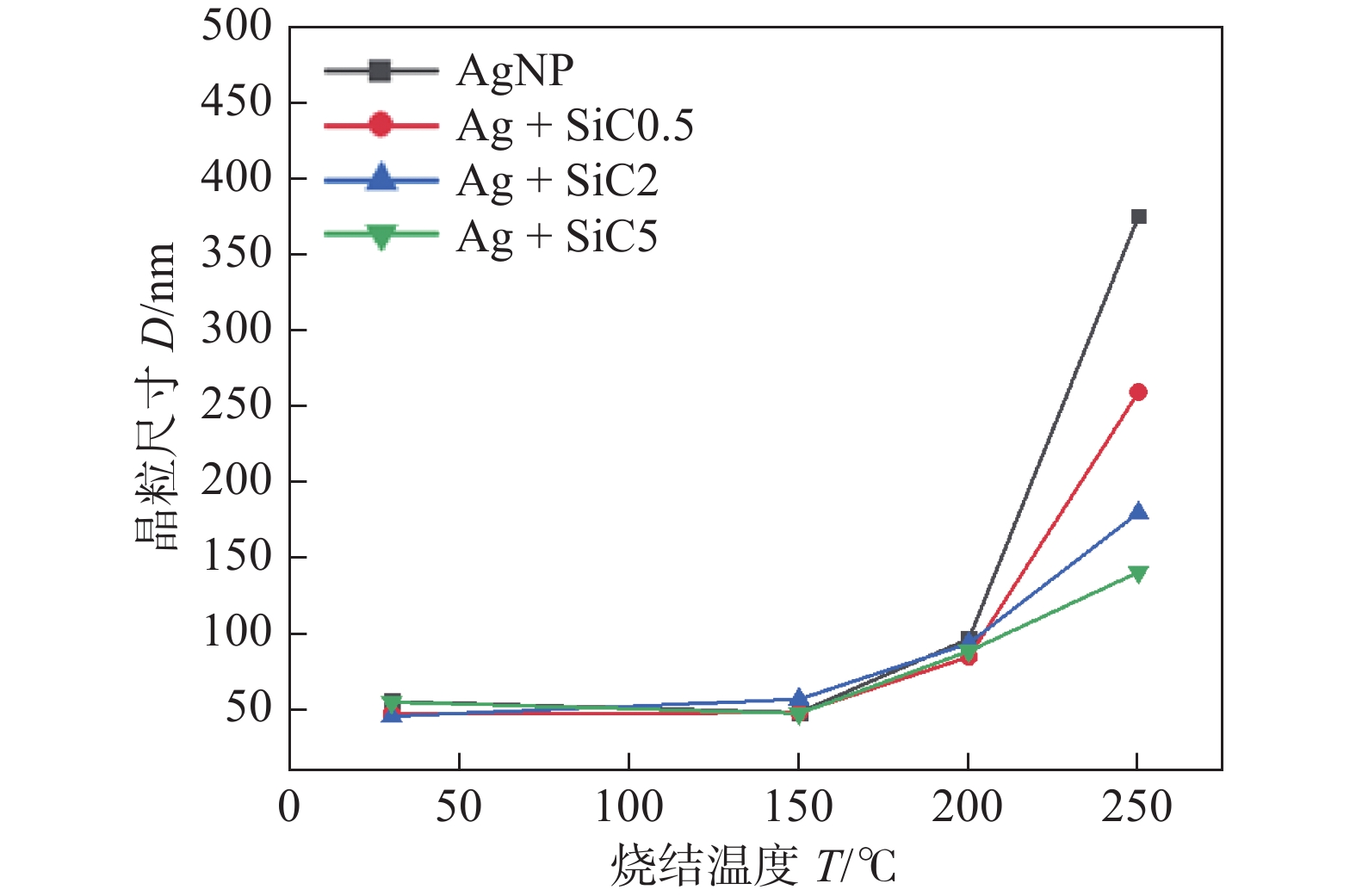
![]()
图 9 不同温度下不同组分浆料烧结组织的晶粒尺寸曲线[24]
Figure 9. Grain size curves of different pastes sintered at different temperature
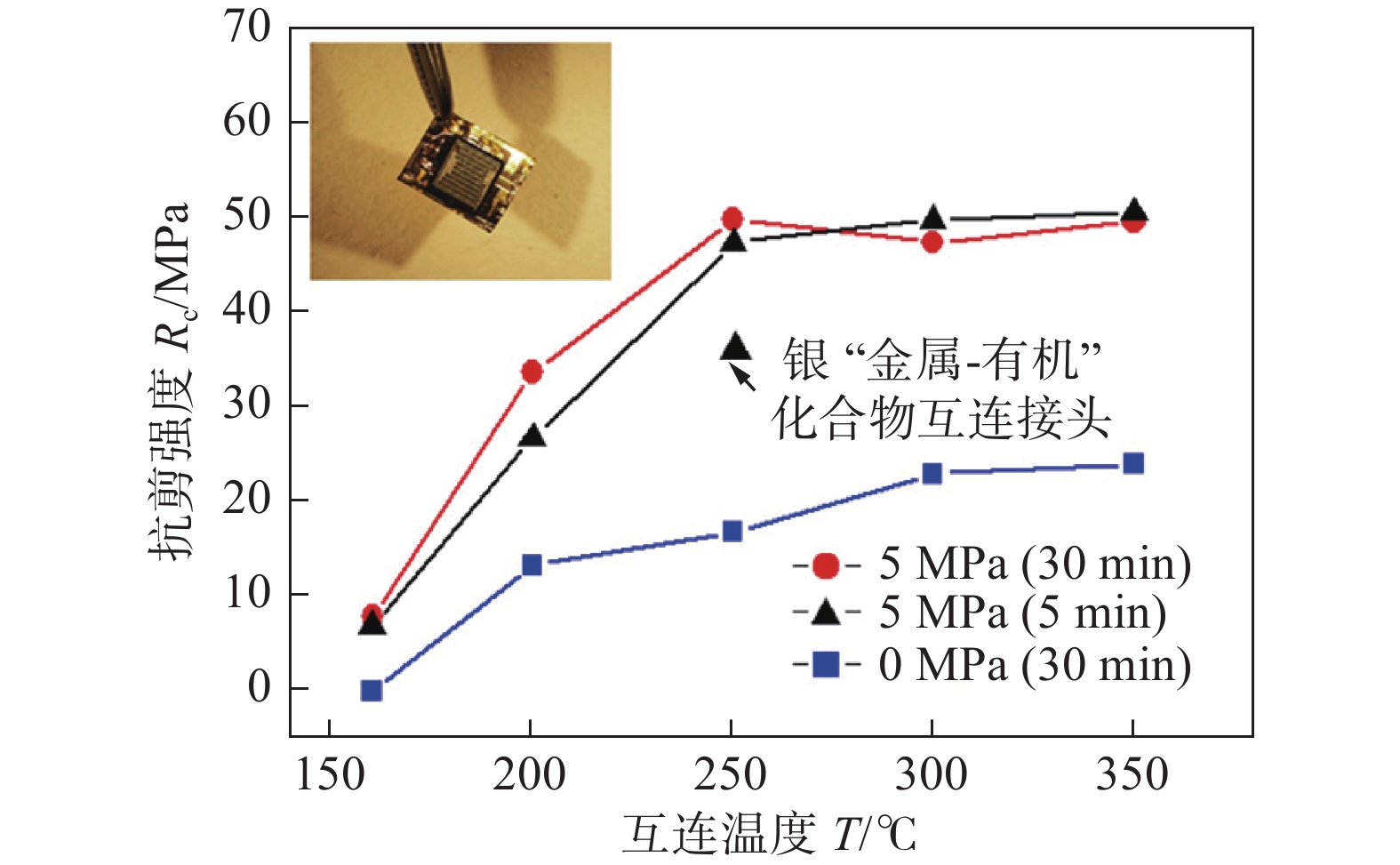
![]()
图 11 不同烧结条件下纳米银膏烧结互连结构的抗剪强度[25]
Figure 11. Shear strength of sintered AgNPs paste bonding joints with different sintering condition
![]()
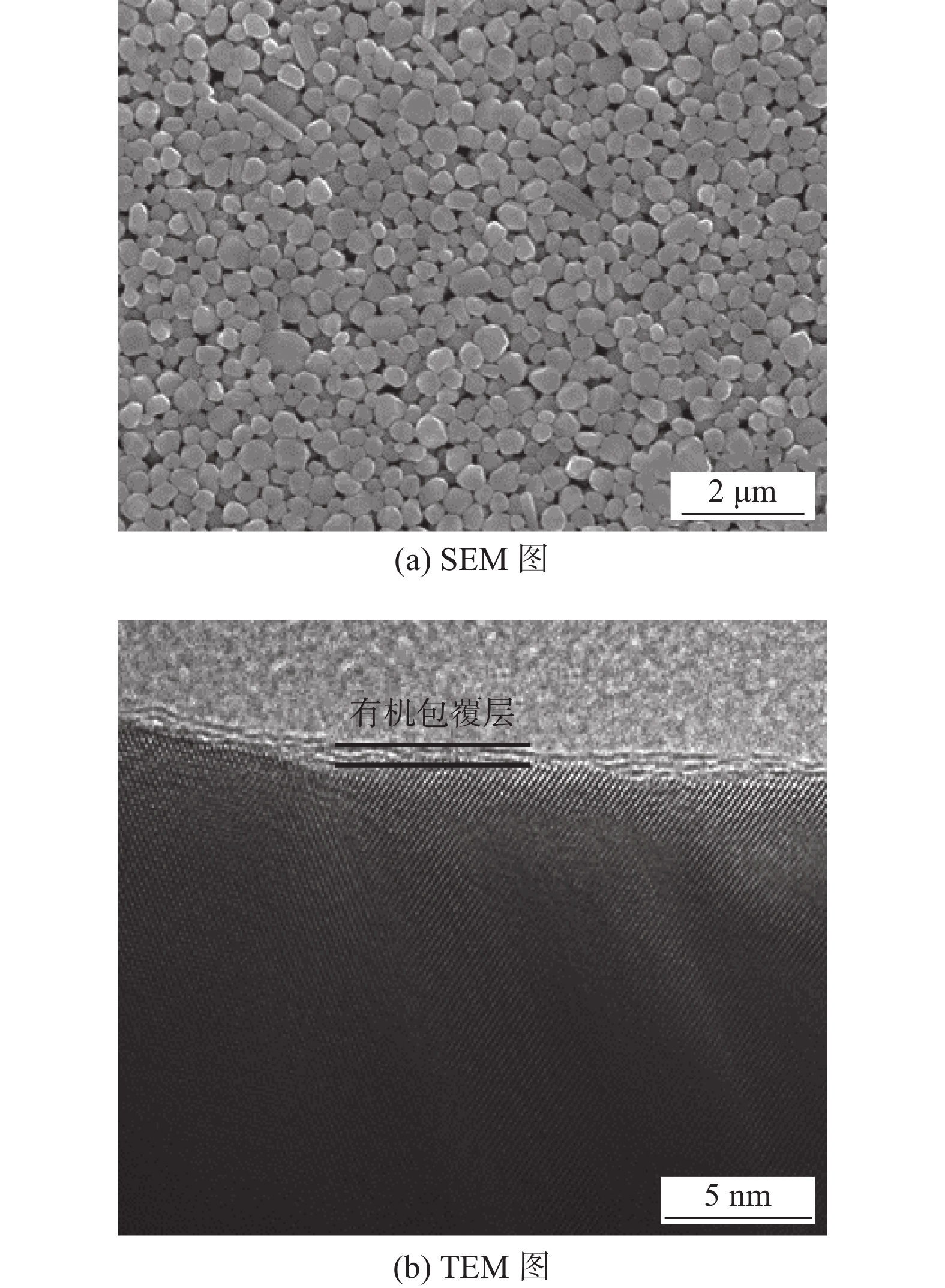
图 12 纳米银颗粒形貌[26]
Figure 12. Morphology of silver nanoparticles. (a) SEM image; (b) TEM image
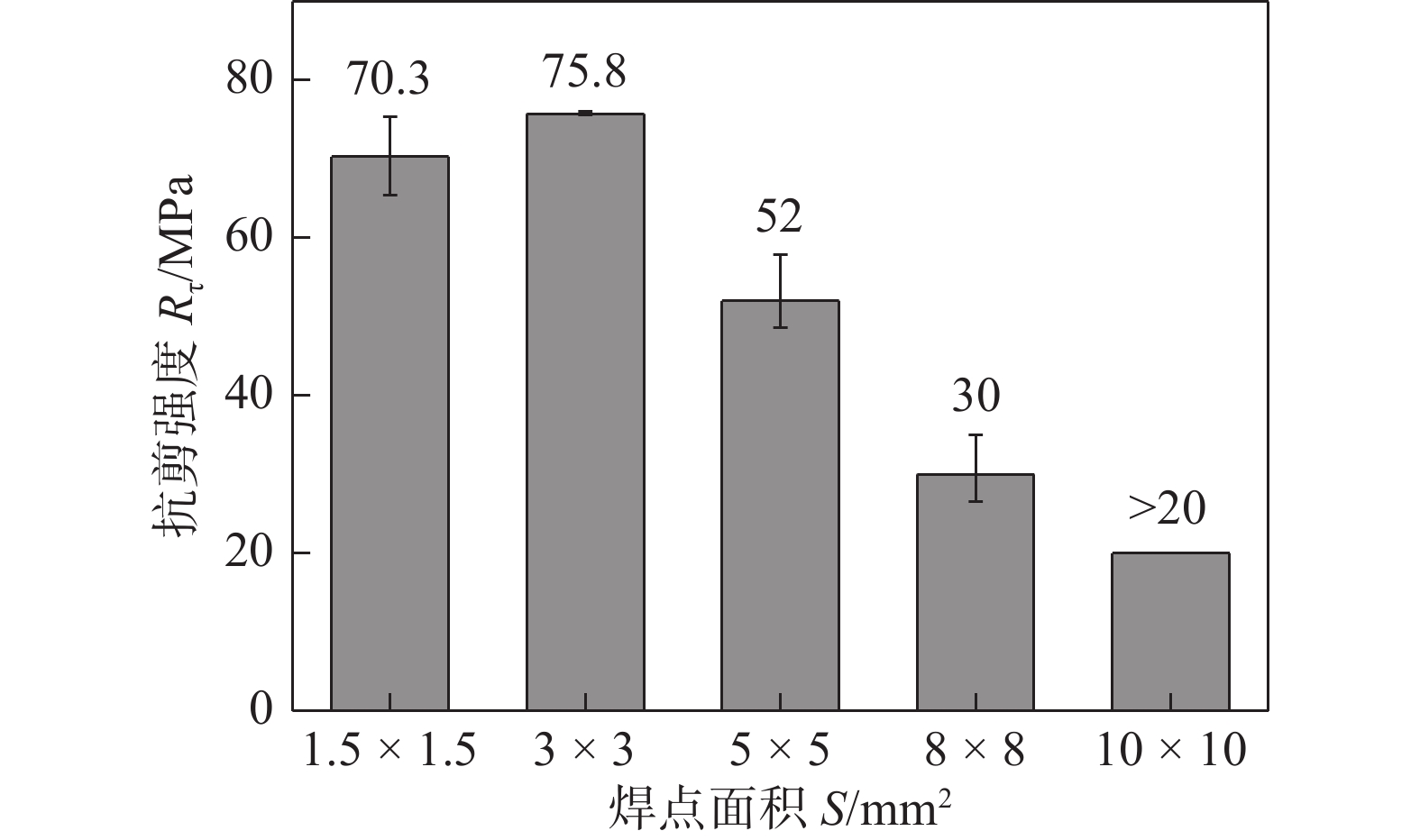
![]()
图 13 焊点面积对无压焊点抗剪强度的影响[26]
Figure 13. Shear strength of the pressureless joints with different areas
![]()
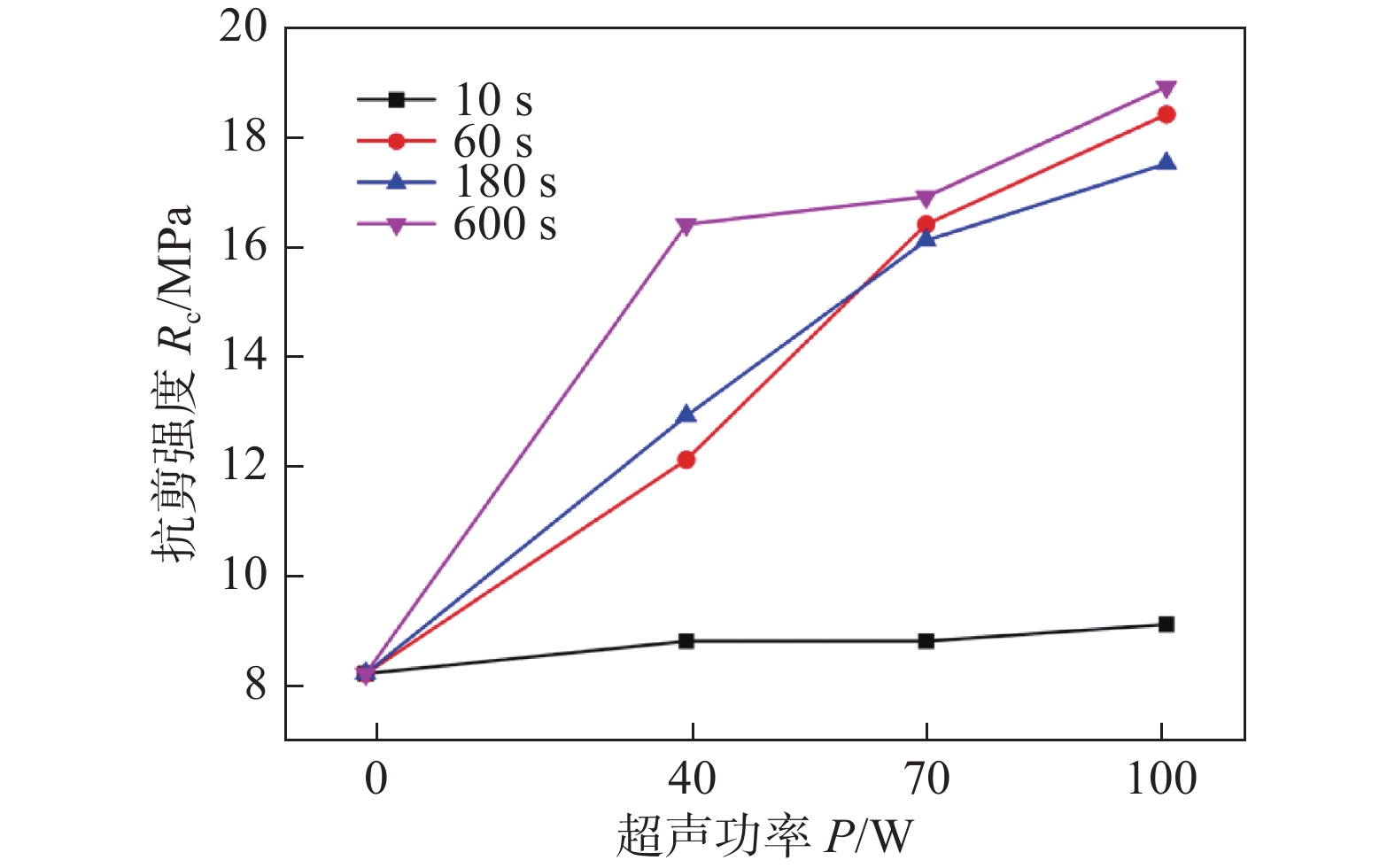
图 14 超声辅助互连工艺示意图[27]
Figure 14. Schematic diagram of ultrasonic-assisted interconnection process. (a) mounting chip; (b) introduction of ultrasonic assistance; (c) sintering
![]()
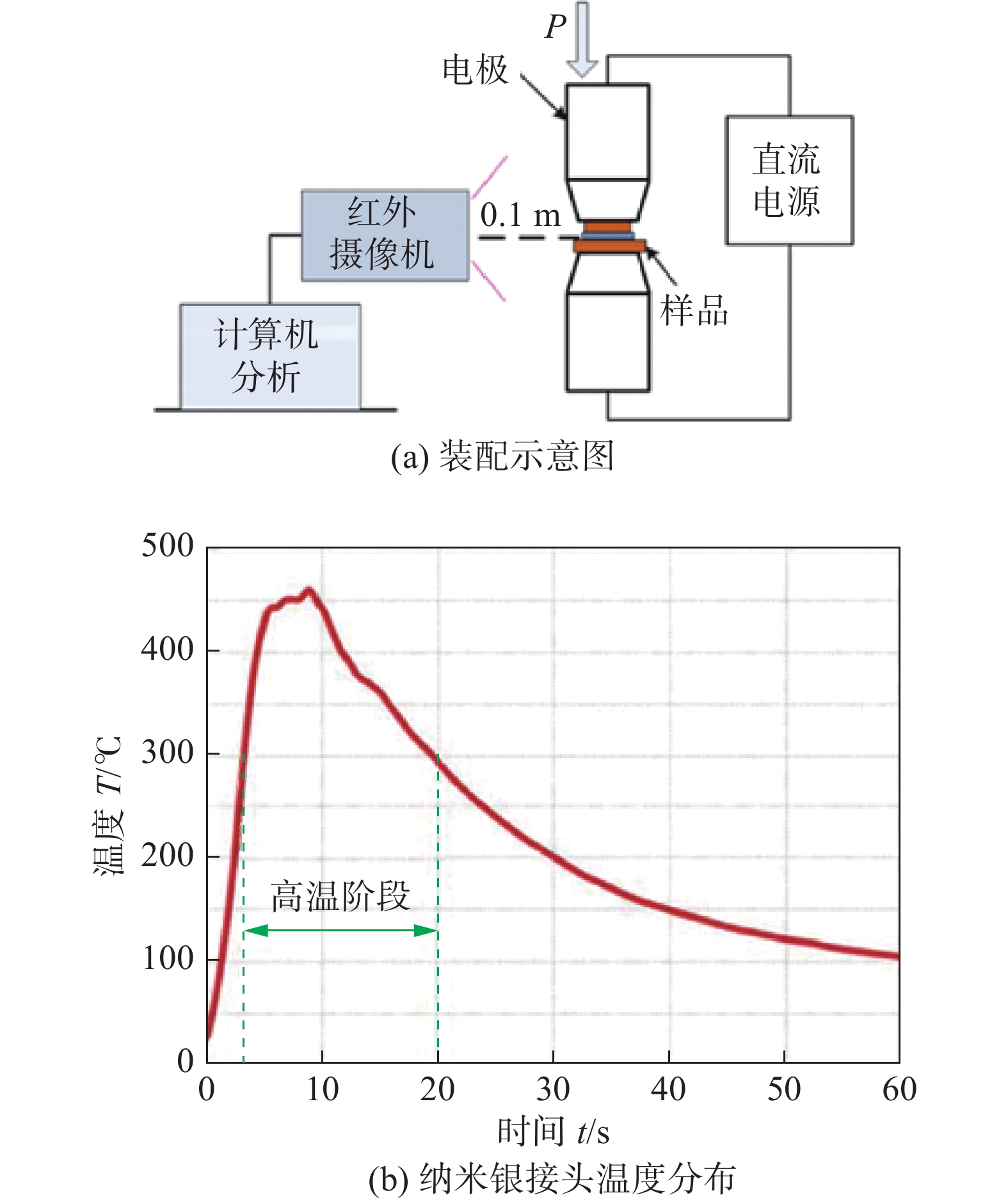
图 16 电流辅助烧结[28]
Figure 16. Current assisted sintering. (a) schematic set-ups; (b) temperature profile of nano-Ag joints
![]()
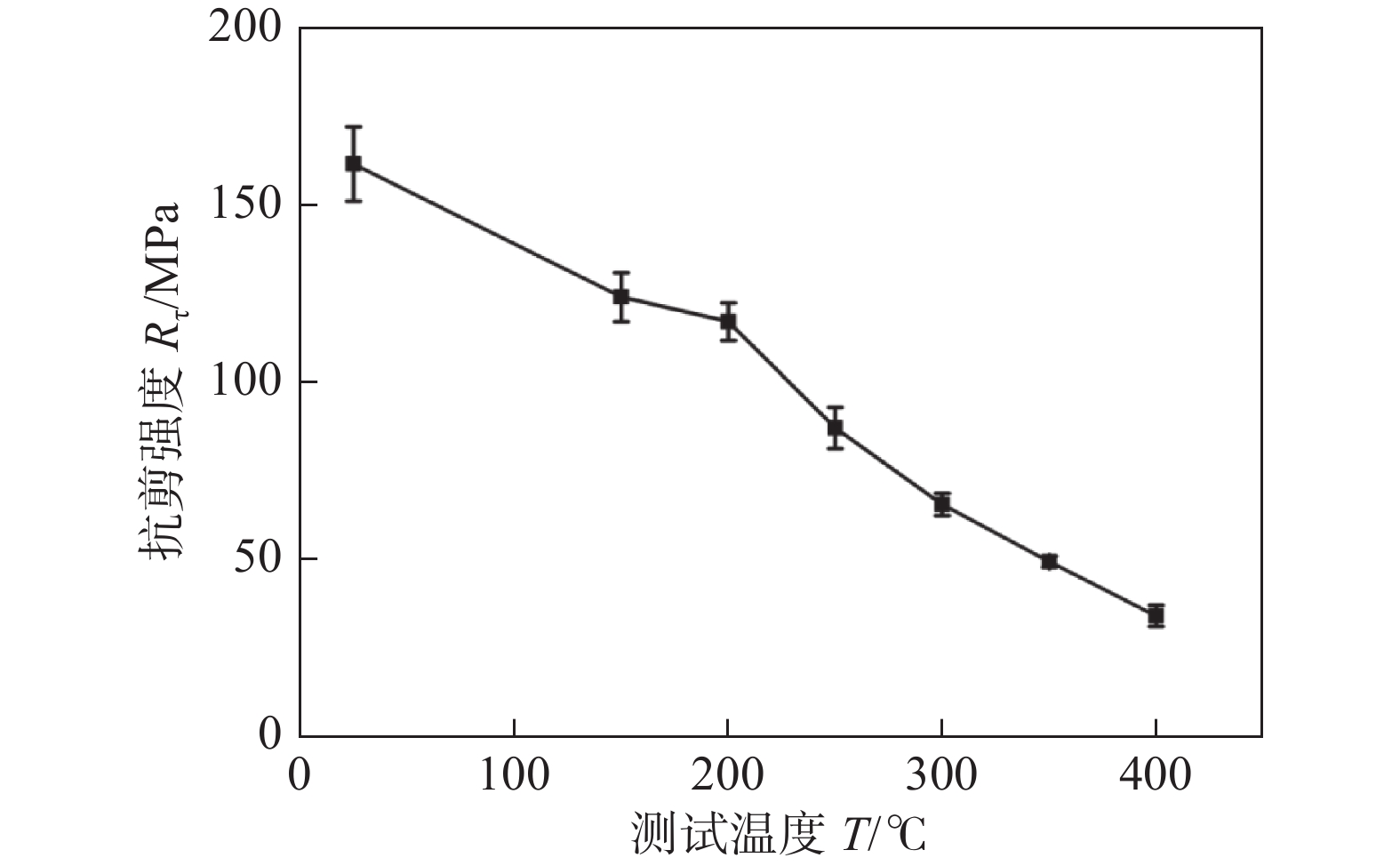
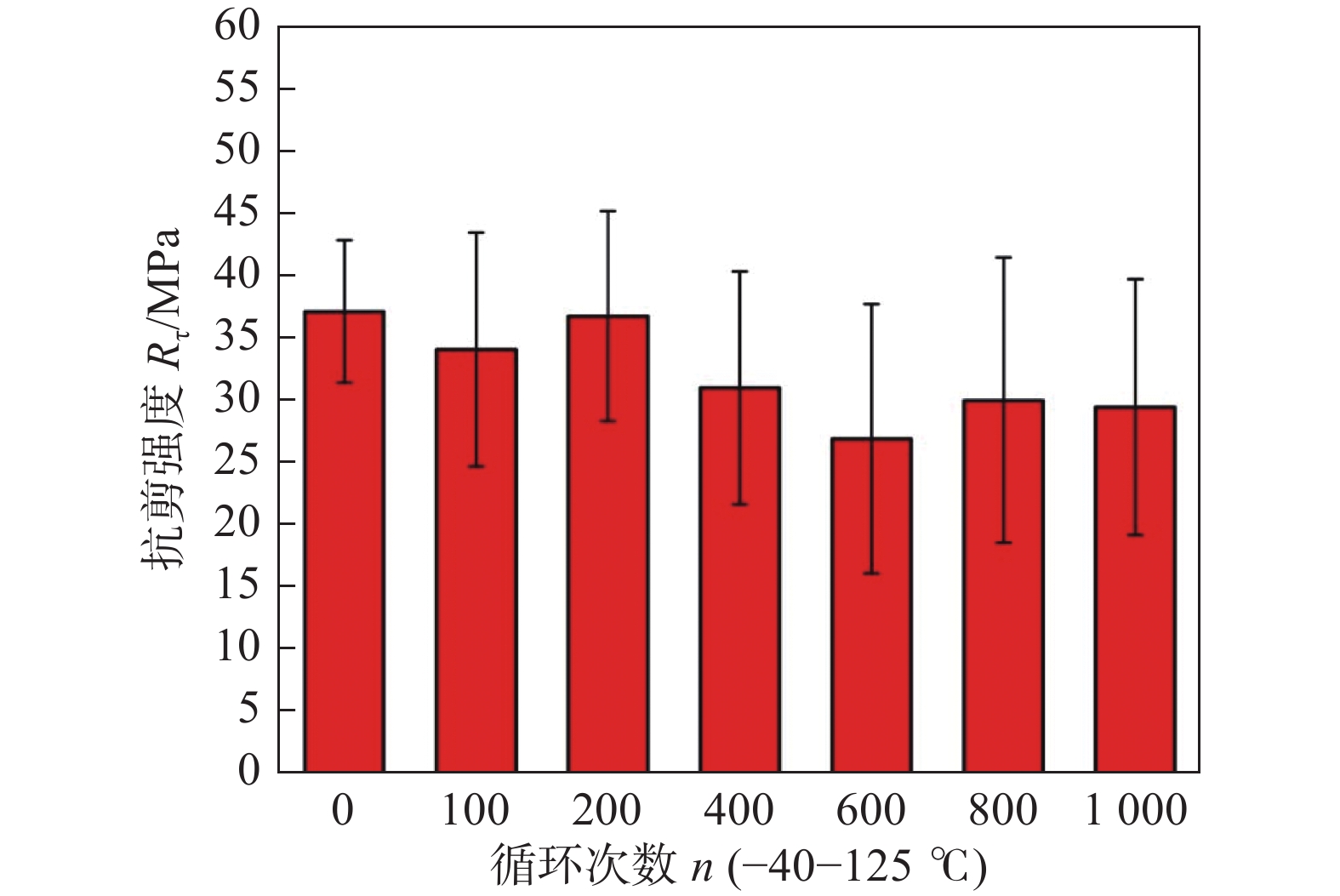
图 18 接头的抗剪强度与温度循环次数的关系[30]
Figure 18. Shear strength of joints versus number of temperature cycles
![]()
图 19 烧结银的粗化机制示意图[32]
Figure 19. Schematic diagram of coarsening behavior of sintered Ag. (a) microstructure of sintered-Ag; (b) structure of grain boundary; (c) formation of Ag2O; (d) decomposition of Ag2O; (e) grain coarsening
![]()
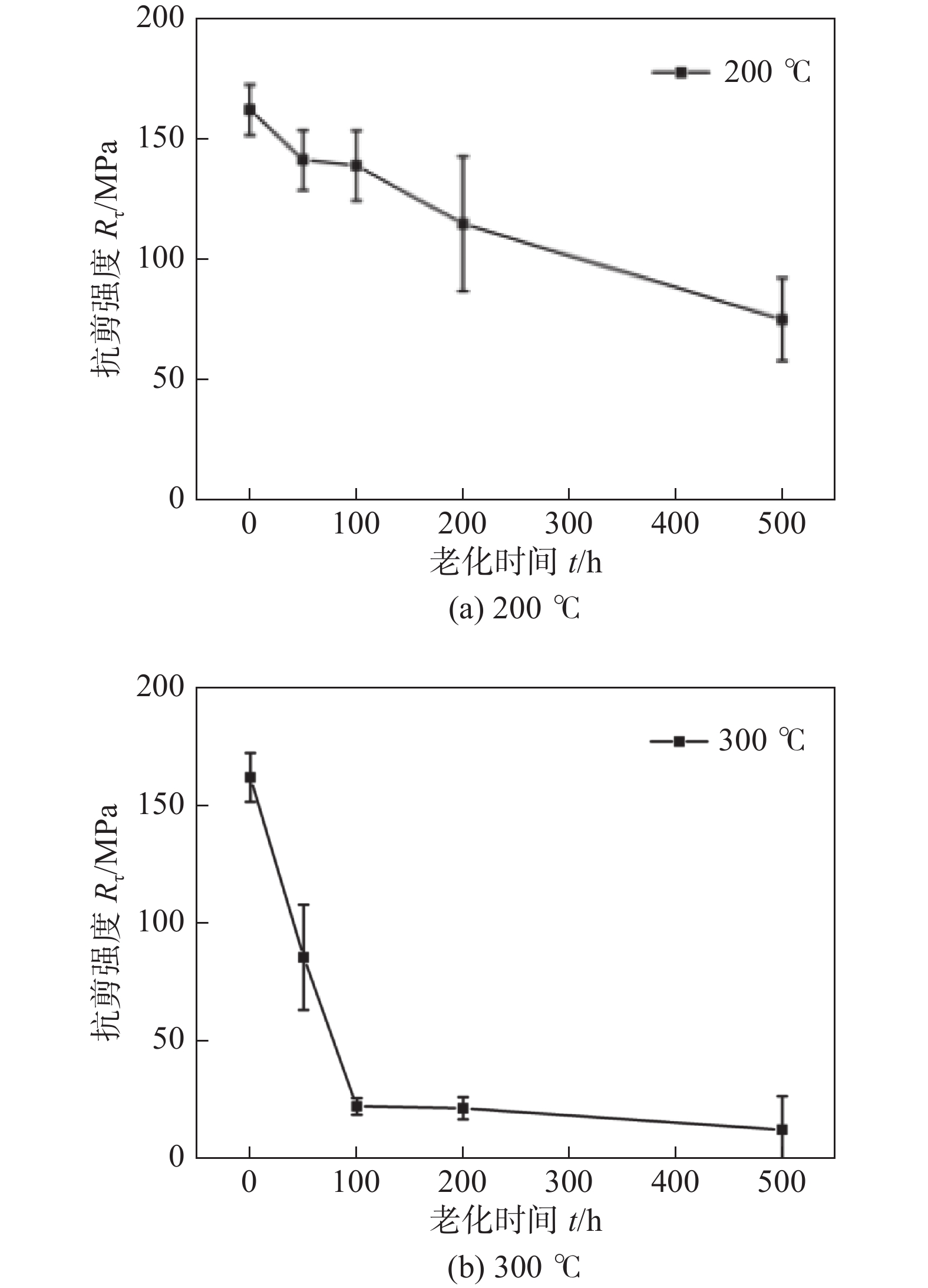
图 20 老化过程中抗剪强度与老化时间的关系[33]
Figure 20. Variation of shear strengths of sintered joints versus ageing time during ageing test. (a) 200 ℃; (b) 300 ℃
-
[1] Watson J, Castro G. High-temperature electronics pose design and reliability challenges[J]. Analog Dialogue, 2012, 46(2): 3 − 9.
[2] Chen Chuantong, Zhang Hao, Jiu Jingting, et al. Thermal fatigue behaviors of SiC power module by Ag sinter joining under harsh thermal shock test[J]. China Welding, 2022, 31(1): 15 − 21.
[3] Johnson R W, Evans J L, Jacobsen P. The changing automotive environment: high-temperature electronic[J]. IEEE Transactions on Electronics Packaging Manufacturing, 2004, 27(3): 164 − 176. doi: 10.1109/TEPM.2004.843109
[4] Yang J. A silicon carbide wireless temperature sensing system for high temperature applications[J]. Sensors, 2013, 13(2): 1884 − 1901. doi: 10.3390/s130201884
[5] Lea M C. Allotropic forms of silver[J]. American Journal of Science, 1889, 37(222): 476 − 491.
[6] Schwarzbauer H, Kuhnert R. Novel large area joining technique for improved power device performance[J]. IEEE Transactions on Industry Applications, 1991, 27(1): 93 − 95. doi: 10.1109/28.67536
[7] Vitos L, Ruban A V, Skriver H L, et al. The surface energy of metals[J]. Surface Science, 1998, 411(1-2): 186 − 202.
[8] Manikam V R. Die-attach materials for high temperature applications in microelectronics packaging[M]. Switzerland: Springer, 2019.
[9] Ide E, Angata S, Hirose A, et al. Metal–metal bonding process using Ag metallo-organic nanoparticles[J]. Acta Materialia, 2005, 53(8): 2385 − 2393. doi: 10.1016/j.actamat.2005.01.047
[10] Alarifi H, Hu A M, Yavuz M, et al. Silver nanoparticle paste for low-temperature bonding of copper[J]. Journal of Electronic Materials, 2011, 40(6): 1394 − 1402. doi: 10.1007/s11664-011-1594-0
[11] Wang S, Ji H J, Li M Y, et al. Fabrication of interconnects using pressureless low temperature sintered Ag nanoparticles[J]. Materials Letters, 2012, 85: 61 − 63. doi: 10.1016/j.matlet.2012.06.089
[12] Hu A, Guo J Y, Alarifi H, et al. Low temperature sintering of Ag nanoparticles for flexible electronics packaging[J]. Applied Physics Letters, 2010, 97(15): 153117. doi: 10.1063/1.3502604
[13] Tobita M, Yasuda Y, Ide E, et al. Optimal design of coating material for nanoparticles and its application for low-temperature interconnection[J]. Journal of Nanoparticle Research, 2010, 12(6): 2135 − 2144. doi: 10.1007/s11051-009-9775-y
[14] Jiang D, Xie J, Chen M, et al. Facile route to silver submicron-sized particles and their catalytic activity towards 4-nitrophenol reduction[J]. Journal of Alloys and Compounds, 2011, 509(5): 1975 − 1979. doi: 10.1016/j.jallcom.2010.10.107
[15] Park K, Seo D, Lee J. Conductivity of silver paste prepared from nanoparticles[J]. Colloids and Surfaces A:Physicochemical and Engineering Aspects, 2008, 313: 351 − 354.
[16] Liu J, Li X, Zeng X. Silver nanoparticles prepared by chemical reduction-protection method, and their application in electrically conductive silver nanopaste[J]. Journal of Alloys and Compounds, 2010, 494(1): 84 − 87.
[17] Bell N B, Antonio C B, Dimos D B. Development of conductivity in low conversion temperature silver pastes via addition of nanoparticles[J]. Journal of Materials Research, 2002, 17(9): 2423 − 2432. doi: 10.1557/JMR.2002.0354
[18] Wang X, Lin Y, Gu F, et al. A facile route to well-dispersed single-crystal silver nanoparticles from AgSO3 in water[J]. Journal of Alloys and Compounds, 2011, 509(27): 7515 − 7518. doi: 10.1016/j.jallcom.2011.04.106
[19] Nagasawa H, Maruyama M, Komatsu T, et al. Physical characteristics of stabilized silver nanoparticles formed using a new thermal-decomposition method[J]. Physica Status Solidi A-Applied Research, 2002, 191(1): 67 − 76. doi: 10.1002/1521-396X(200205)191:1<67::AID-PSSA67>3.0.CO;2-M
[20] Asoro M A, Kovar D, Ferreira P J. Effect of surface carbon coating on sintering of silver nanoparticles: in situ TEM observations[J]. Chemical Communications, 2014, 50(37): 4835. doi: 10.1039/C4CC01547A
[21] Wang S, Li M Y, Ji H J, et al. Rapid pressureless low-temperature sintering of Ag nanoparticles for high-power density electronic packaging[J]. Scripta Materialia, 2013, 69(11-12): 789 − 792.
[22] Li M Y, Xiao Y, Zhang Z H, et al. Bimodal sintered silver nanoparticle paste with ultrahigh thermal conductivity and shear strength for high temperature thermal interface material applications[J]. ACS Applied Materials and Interfaces, 2015, 7(17): 9157 − 9168. doi: 10.1021/acsami.5b01341
[23] Lee P C, Meisel D. Adsorption and surface-enhanced raman of dyes on silver and gold sols[J]. The Journal of Physical Chemistry, 1982, 86(17): 3391 − 3395. doi: 10.1021/j100214a025
[24] Hu B, Yang F, Peng Y, et al. Effect of SiC reinforcement on the reliability of Ag nanoparticle paste for high-temperature applications[J]. Journal of Materials Science: Materials in Electronics, 2019, 30(3): 2413 − 2418. doi: 10.1007/s10854-018-0514-y
[25] Yan J, Zou G, Wu A P, et al. Pressureless bonding process using Ag nanoparticle paste for flexible electronics packaging[J]. Scripta Materialia, 2012, 66(8): 582 − 585. doi: 10.1016/j.scriptamat.2012.01.007
[26] 吴炜祯, 杨帆, 胡博, 等. 用于大面积芯片互连的纳米银膏无压烧结行为[J]. 焊接学报, 2021, 42(1): 83 − 90. doi: 10.12073/j.hjxb.20201016002 Wu Weizhen, Yang Fan, Hu Bo, et al. Pressureless sintering behavior of nano-silver paste for large area chip interconnection[J]. Transactions of the China Welding Institution, 2021, 42(1): 83 − 90. doi: 10.12073/j.hjxb.20201016002
[27] Li Y, Jing H, Han Y, et al. Microstructure and joint properties of nano-silver paste by ultrasonic-assisted pressureless sintering[J]. Journal of Electronic Materials, 2016, 45(6): 3003 − 3012. doi: 10.1007/s11664-016-4394-8
[28] Xie Y J, Wang Y J, Mei Y H, et al. Rapid sintering of nano-Ag paste at low current to bond large area (> 100 mm2) power chips for electronics packaging[J]. Journal of Material Processing and Technology, 2018, 255(8): 644 − 649.
[29] Bai J G, Zhiye Z Z, Calata J N, et al. Low-temperature sintered nanoscale silver as a novel semiconductor device-metallized substrate interconnect material[J]. IEEE Transactions on Components and Packaging Technologies, 2006, 29(3): 589 − 593. doi: 10.1109/TCAPT.2005.853167
[30] Zheng H, Ngo K D, Lu G Q. Temperature cycling reliability assessment of die attachment on bare copper by pressureless nanosilver sintering[J]. IEEE Transactions on Device and Materials Reliability, 2015, 15(2): 214 − 219. doi: 10.1109/TDMR.2015.2417114
[31] Li Jiang. Thermo-mechanical reliability of sintered-silver joint versus lead-free solder for attaching large-area devices[D]. Virginia Polytechnic Institute and State University, Blacksburg, Virginia, 2010.
[32] Chen C, Choe C, Kim D, et al. Effect of oxygen on microstructural coarsening behaviors and mechanical properties of Ag sinter paste during high-temperature storage from macro to micro[J]. Journal of Alloys and Compounds, 2020, 834: 155173. doi: 10.1016/j.jallcom.2020.155173
[33] 杨帆. 低温烧结纳米银焊点互连行为及可靠性研究. [D]. 哈尔滨: 哈尔滨工业大学, 2021. Yang Fan. Study on interconnection behavior and reliability of low temperature sintering nano-silver joints[D]. Harbin: Harbin Institute of Technology, 2021.
[34] Paknejad S A, Dumas G, West G, et al. Microstructure evolution during 300 °C storage of sintered Ag nanoparticles on Ag and Au substrates[J]. Journal of Alloys and Compounds, 2014, 617: 994 − 1001. doi: 10.1016/j.jallcom.2014.08.062
[35] Chen C, Suganuma K, Iwashige T, et al. High-temperature reliability of sintered microporous Ag on electroplated Ag, Au, and sputtered Ag metallization substrates[J]. Journal of Materials Science: Materials in Electronics, 2017, 29(3): 1785 − 1797.
[36] Chua S T, Siow K S. Microstructural studies and bonding strength of pressureless sintered nano-silver joints on silver, direct bond copper (DBC) and copper substrates aged at 300 ℃[J]. Journal of Alloys and Compounds, 2016, 687: 486 − 498. doi: 10.1016/j.jallcom.2016.06.132
-
期刊类型引用(6)
1. 张宇轩,张明军,李河清,张健,程波,毛聪,成双银. 动力电池用铝/铜异种金属红外—蓝激光复合焊接试验. 焊接学报. 2025(01): 87-94 .  本站查看
本站查看
2. 史颖杰,崔泽琴,丁正祥,郝晓虎,王文先,李卫国. 铝/铜蓝-红激光复合焊接头组织及性能. 焊接学报. 2024(03): 54-60+131-132 . 本站查看
3. 杜道忠,张超,周宇浩. 激光功率对铝/铜激光熔钎焊接头组织及性能的影响. 机械工程材料. 2024(05): 26-32 . 百度学术
4. 王佳杰,宋晓国,武鹏博,胡佩佩,滕彬,黄瑞生,于久灏. 铝/钛异种金属激光/激光-CMT复合熔钎焊工艺及其组织与力学性能. 焊接学报. 2023(02): 54-60+132 . 本站查看
5. 孙茜,王佳乐,周兴汶,王晓南. 镍/铜箔回流焊与激光钎焊界面显微组织与性能. 焊接学报. 2023(12): 35-40+139 . 本站查看
6. 于江,潘俊林,苗惺林,张洪涛,高建国,苏昭方. 铝/铜异种金属电阻热辅助超声波缝焊工艺特性. 焊接学报. 2022(07): 76-81+117-118 . 本站查看
其他类型引用(7)

 下载:
下载:

















计量
- 文章访问数: 784
- HTML全文浏览量: 626
- PDF下载量: 247
- 被引次数: 13
