
Forming behavior of friction pull plug welding for 2219 aluminum alloy and its effect on interfacial bonding quality
-
摘要:
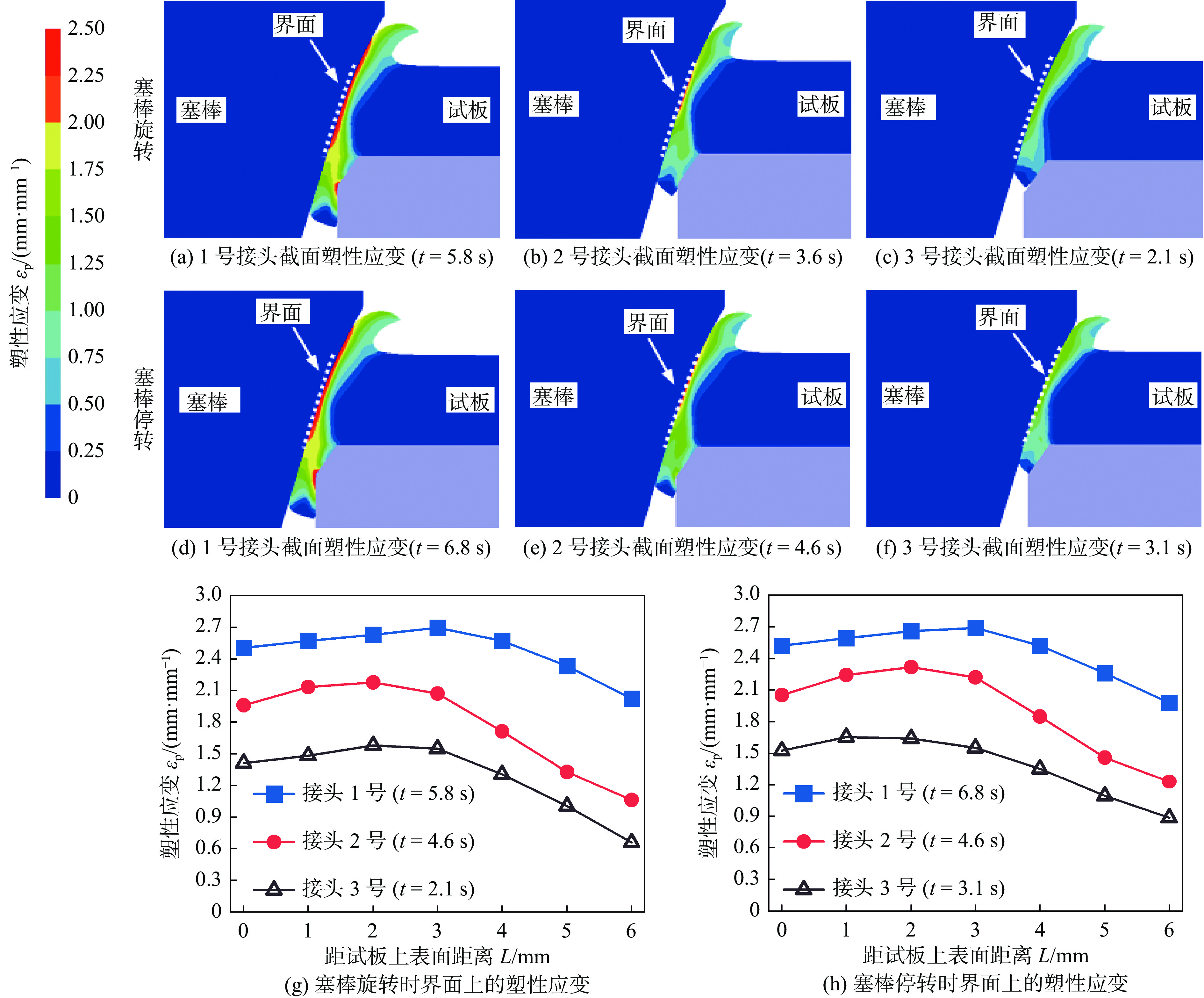
针对2219铝合金拉拔式摩擦塞补焊(friction pull plug welding, FPPW)接头界面结合质量提升的问题,基于FPPW试验和仿真分析了接头成形过程中温度场、应变场和正应力场演变规律,及这些因素对界面结合质量的影响. 结果表明,在焊接过程中,当塞棒旋转进给时,摩擦界面上的峰值温度可达到约525 ℃,周围材料产生剧烈的塑性变形. 分析界面上的正应力场可知,沿板厚方向正应力的分布不均匀,呈现先上升后下降的趋势;当塞棒停转后,界面上的温度降低,塑性变形没有明显增加,上部界面的正应力增加,显著大于下部界面的正应力. 分析认为,相对于温度和塑性应变,正应力对界面结合质量的影响更加显著. 通过调整界面附近发生塑性流动的材料体积,可以增大正应力并改善其分布均匀性,将更多新鲜金属挤入氧化膜破碎的区域,增加新鲜金属实际接触面积,进而显著提高界面结合质量和接头拉伸性能.
Abstract:Aiming at improving the interfacial bonding quality of friction pull plug welding (FPPW) joints for 2219 aluminum alloy, the evolutions of temperature, plastic strain, and normal stress field during forming of joints were investigated on the basis of both experimental and simulation results, as well as their influence on interfacial bonding quality. The results indicate that during the welding process, when the rotating plug rotates and feeds, the interfacial temperature increases to about 525 ℃, and the material around the interface experiences severe plastic deformation. It can be analyzed that the interfacial normal stress shows non-uniformity throughout the thickness of the plate, exhibiting an initial increase followed by a subsequent decrease. When the plug stops rotating, the interfacial temperature decreases and plastic strain shows no obvious increase. The normal stress at the upper interface increases and exceeds that at the lower interface. It can be analyzed that the normal stress shows more obvious effect on the interfacial bonding quality compared with temperature and plastic strain. By adjusting the volume of plastic flow material near the interface, the normal stress increases and exhibits uniform, resulting in more fresh metal being extruded into the broken area of oxide film, and increasing the real contact area of fresh metal. The interfacial bonding quality and tensile property of joints can be effectively improved.
-
Keywords:
- friction pull plug welding /
- aluminum alloy /
- joint forming /
- tensile property
-
-
![]()
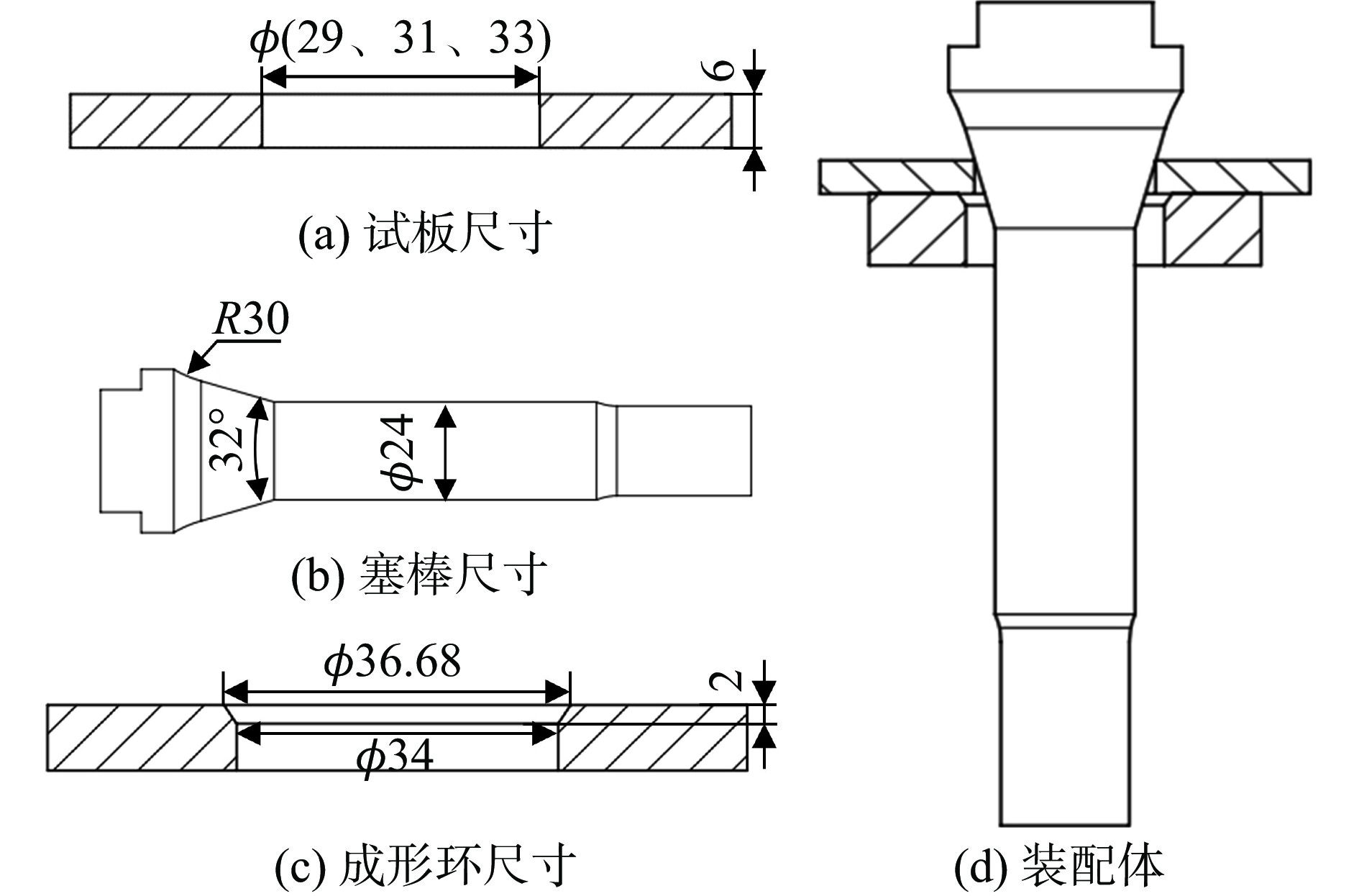
图 1 试板、塞棒和成形环尺寸及装配体示意图(mm)
Figure 1. Geometric dimensions of plate, plug, supporting frame and schematic diagram of assembly. (a) plate; (b) plug; (c) supporting frame; (d) assembly
![]()
图 2 FPPW接头对应的转速曲线示意图
Figure 2. Schematic diagram of rotation speed curves for different FPPW joints
![]()
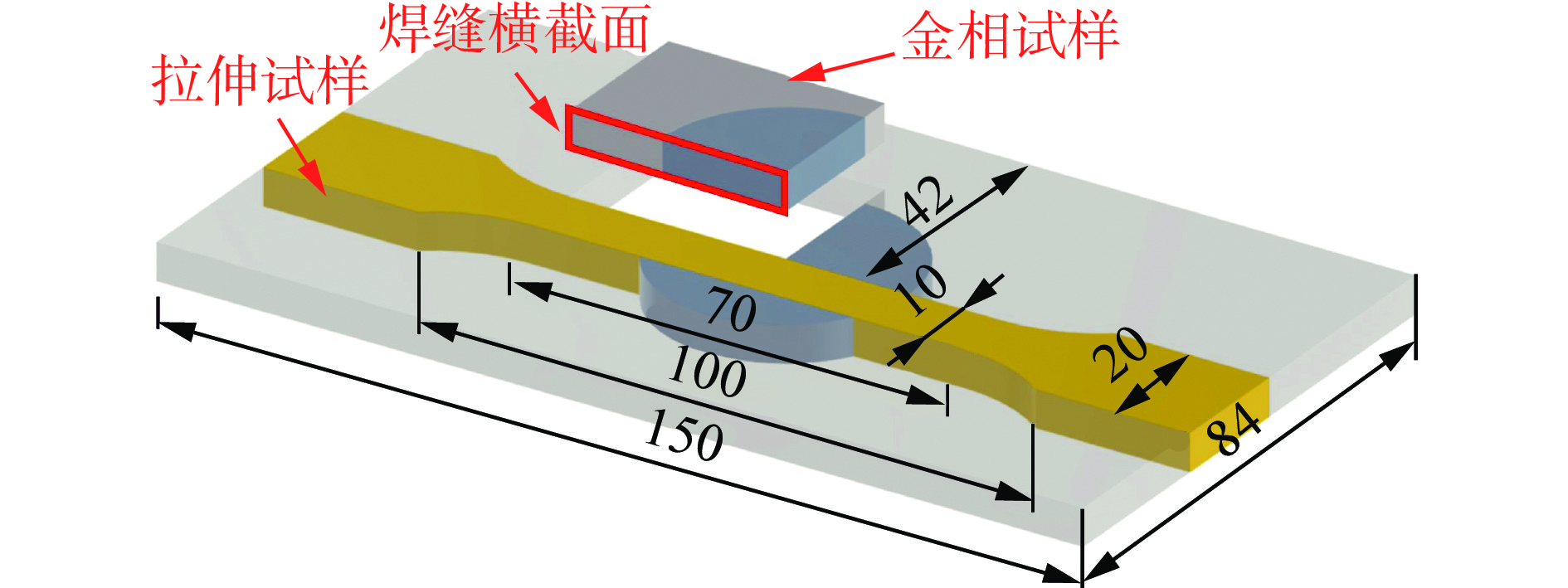
图 3 金相和拉伸试样取样位置示意图(mm)
Figure 3. Schematic diagram of metallographic and tensile specimens
![]()
图 5 FPPW接头横截面与模拟宏观成形
Figure 5. Cross-section appearance of FPPW joint from the experiment and the model
![]()
图 6 塞棒实际与模拟进给量曲线
Figure 6. Curves of displacement of plug from the experiment and the model
![]()
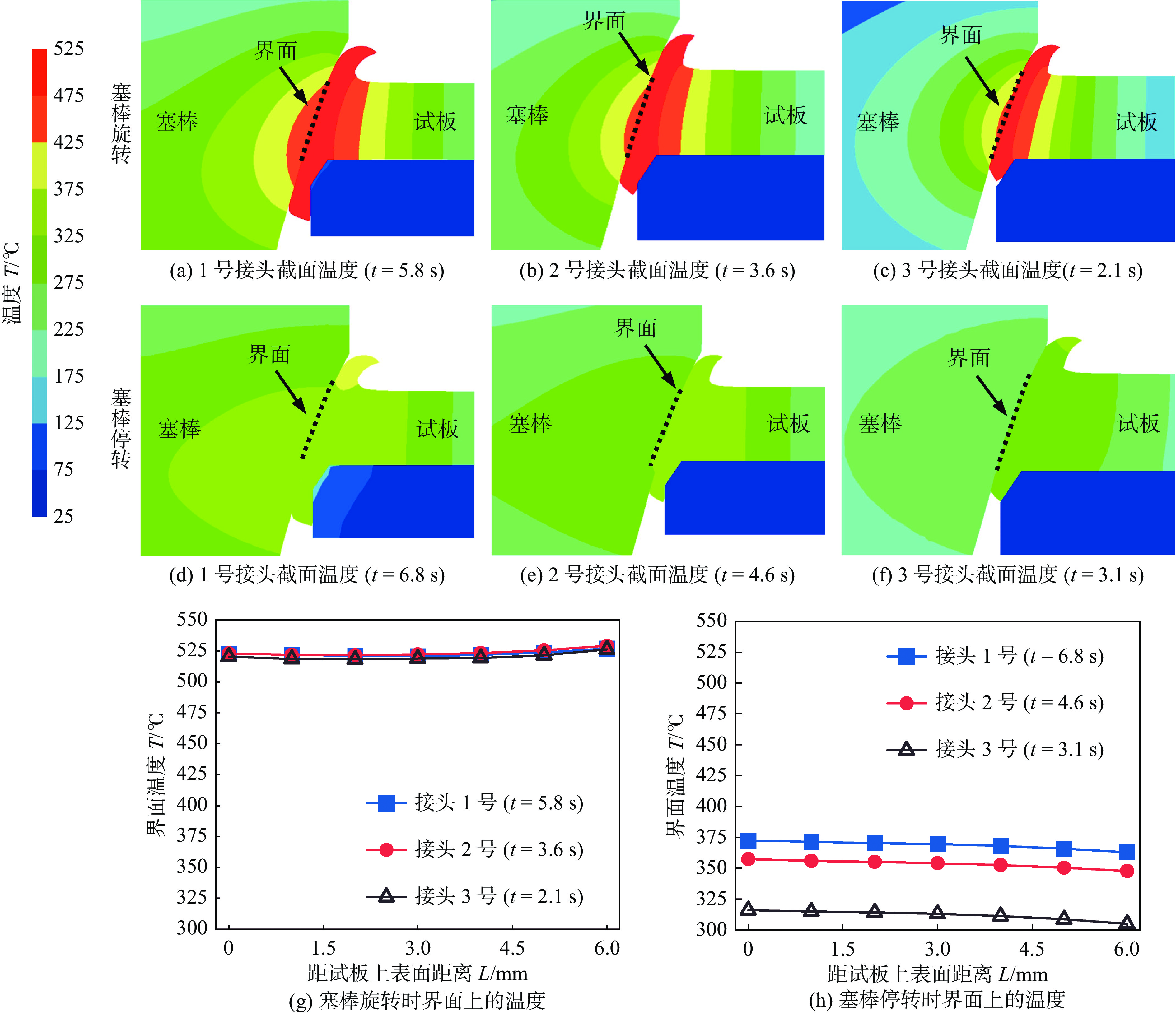
图 7 不同时刻下FPPW接头的温度场分布
Figure 7. Distribution of temperature field at different instances in FPPW joints. (a) cross-sectional temperature in joint 1(t = 5.8 s); (b) cross-sectional temperature in joint 2(t = 3.6 s);(c) cross-sectional temperature in joint 3(t = 2.1 s);(d)cross-sectional temperature in joint 1(t = 6.8 s);(e)cross-sectional temperature in joint 2(t = 4.6 s);(f) cross-sectional temperature in joint 3(t = 3.1 s);(g) interfacial temperature when the plug is rotating; (h) interfacial temperature when the plug stops rotating
![]()
图 8 不同时刻下FPPW接头的塑性应变场分布
Figure 8. Distribution of plastic strain field at different instances in FPPW joints. (a) cross-sectional plastic strain in joint 1(t = 5.8 s); (b)cross-sectional plastic strain in joint 2(t = 3.6 s); (c)cross-sectional plastic strain in joint 3(t = 2.1 s); (d) cross-sectional plastic strain in joint 1(t = 6.8 s);(e)cross-sectional plastic strain in joint 2(t = 4.6 s);(f)cross-sectional plastic strain in joint 3(t = 3.1 s);(g) interfacial plastic strain when the plug is rotating; (h) interfacial plastic strain when the plug stops rotating
![]()
图 9 不同时刻下FPPW接头的正应力场分布
Figure 9. Distribution of normal stress field at different instances in FPPW joints. (a) cross-sectional normal stress in joint 1(t = 5.8 s); (b)cross-sectional normal stress in joint 2(t = 3.6 s); (c)cross-sectional normal stress in joint 3(t = 2.1 s); (d) cross-sectional normal stress in joint 1(t = 6.8 s);(e)cross-sectional normal stress in joint 2(t = 4.6 s);(f)cross-sectional normal stress in joint 3(t = 3.1 s);(g) interfacial normal stress when the plug is rotating; (h) interfacial normal stress when the plug stops rotating
![]()
图 10 不同时刻下FPPW接头的材料流动速度分布
Figure 10. Distribution of material flow velocity field at different instances in FPPW joints. (a) cross-sectional material flow velocity in joint 1(t = 5.8 s); (b) cross-sectional material flow velocity in joint 2(t = 3.6 s); (c) cross-sectional material flow velocity in joint 3(t = 2.1 s); (d) cross-sectional material flow velocity in joint 1(t = 6.8 s);(e) cross-sectional material flow velocity in joint 2(t = 4.6 s);(f) cross-sectional material flow velocity in joint 3(t = 3.1 s);(g) interfacial material flow velocity when the plug is rotating; (h) interfacial material flow velocity when the plug stops rotating
![]()
图 11 FPPW接头结合界面附近宏观形貌与微观组织
Figure 11. Macro-morphology and micro-morphology of bonding interface in FPPW joints. (a) macro-morphology of joint 1; (b) macro-morphology of joint 2; (c) macro-morphology of joint 3; (d) micro-morphology of joint 1 in region Ⅰ; (e) micro-morphology of joint 2 in region Ⅰ; (f) micro-morphology of joint 3 in region Ⅰ; (g) micro-morphology of joint 1 in region Ⅱ; (h) micro-morphology of joint 2 in region Ⅱ; (i) micro-morphology of joint 3 in region Ⅱ
![]()
图 14 FPPW接头断口形貌
Figure 14. Morphology of fracture in FPPW joints. (a) joint 1; (b) joint 2; (c) joint 3
表 1 2219铝合金热物理参数[16]
Table 1 Thermo-physical properties of 2219 aluminum alloy
温度
T /K密度
ρ/(kg·m−3)比热容
c/(J·kg−1·K−1)热导率
λ/(W·m−1·K−1)298 2 840 726.3 138.6 373 2 840 801.3 142.7 573 2 840 957.3 154.2 773 2 840 1 049.0 166.6  下载: 导出CSV
下载: 导出CSV
表 2 Arrhenius模型多项式系数取值
Table 2 Coefficients of polynomial function of Arrhenius model
α Q n lnA B0 = 0.0196 C0 = 2.94 × 105 D0 = 5.61 E0 = 49.4 B1 = − 0.0776 C1 = −6.81 × 105 D1 = −4.44 E1 = −128.04 B2 = 0.458 C2 = 3.21 × 106 D2 = 30.7 E2 = 613.59 B3 = −0.920 C3 = −6.56 × 106 D3 = −73.31 E3 = − 1226 B4 = 0.652 C4 = 4.81 × 106 D4 = 57.95 E4 = 846.21
下载: 导出CSV
-
[1] 李德福, 王希靖, 赵早龙, 等. 轴肩辅助加热6082铝合金摩擦塞补焊接头组织及力学性能[J]. 焊接学报, 2022, 43(1): 36 − 41. Li Defu, Wang Xijing, Zhao Zaolong, et al. Microstructure and mechanical properties of friction plug repair welding joint by shoulder auxiliary heating for 6082 aluminum alloy[J]. Transactions of the China Welding Institution, 2022, 43(1): 36 − 41.
[2] Dong J H, Huang Y M, Zhu J L, et al. Quality assessment of friction-stir-welded aluminum alloy welds via three-dimensional force signals[J]. Advances in Manufacturing, 2024, 12(1): 61 − 75. doi: 10.1007/s40436-023-00452-2
[3] 李书新, 孙转平, 刘旭, 等. 7075-T651铝合金摩擦塞补焊接头的组织与性能[J]. 焊接学报, 2023, 44(7): 95 − 101. Li Shuxin, Sun Zhuanping, Liu Xu, et al. Microstructure and properties of 7075-T651 aluminum alloy friction plug welding joint[J]. Transactions of the China Welding Institution, 2023, 44(7): 95 − 101.
[4] Cui L, Lu P, Li W K, et al. Influence of axial force parameters to the quality of friction pull plug welding for 2219-T87 aluminum alloy sheets[J]. Science and Technology of Welding and Joining, 2018, 24(1): 27 − 35.
[5] Du B, Sun Z P, Yang X, et al. Characteristics of friction plug welding to 10 mm thick AA2219-T87 sheet: weld formation, microstructure and mechanical property[J]. Material Science and Engineering A, 2016, 654: 21 − 29. doi: 10.1016/j.msea.2015.12.019
[6] 蒋常铭. 6082-T6铝合金摩擦塞补焊工艺优化及数值模拟[D]. 兰州: 兰州理工大学, 2023. Jiang Changming. Optimization and numerical simulation of welding process for 6082-T6 aluminum alloy friction plug welding[D]. Lanzhou : Lanzhou University of Technology, 2023.
[7] Du B, Yang X Q, Tang WS, et al. Numerical analyses of material flows and thermal processes during friction plug welding for AA2219 aluminum alloy[J]. Journal of Materials Processing Technology, 2020, 278: 116466. doi: 10.1016/j.jmatprotec.2019.116466
[8] Du B, Cui L, Yang X Q, et al. Weakening mechanism and tensile fracture behavior of AA 2219-T87 friction plug welds[J]. Materials Science and Engineering A, 2017, 693: 129 − 135. doi: 10.1016/j.msea.2017.03.093
[9] Gao J Y, Yang L J, Cui L, et al. Improving the weld formation and mechanical properties of the AA-5A06 friction pull plug welds by axial force control[J]. Acta Metallurgica Sinica (English letters), 2020, 33: 828 − 838. doi: 10.1007/s40195-020-01015-1
[10] 卢鹏, 崔雷, 王惠苗, 等. 2219铝合金拉锻式摩擦塞补焊工艺研究[J]. 航空制造技术, 2019, 62(12): 55 − 64. Lu Peng, Cui Lei, Wang Huimiao, et al. Friction pull plug welding process of 2219 aluminum alloy[J]. Aeronautical Manufacturing Technology, 2019, 62(12): 55 − 64.
[11] 邵震, 崔雷, 王东坡, 等. 轴向拉力对铝合金拉拔式摩擦塞焊接头组织及力学性能的影响[J]. 机械工程学报, 2021, 57(20): 117 − 125. doi: 10.3901/JME.2021.20.117 Shao Zhen, Cui Lei, Wang Dongpo, et al. Influence of axial force on the microstructure and mechanical properties of 2A70 aluminum alloy friction pull plug welding[J]. Journal of Mechanical Engineering, 2021, 57(20): 117 − 125. doi: 10.3901/JME.2021.20.117
[12] 邵震, 崔雷, 王东坡, 等. 几何参数对2219铝合金拉拔式摩擦塞补焊接头微观组织及力学性能的影响[J]. 材料工程, 2022, 50(1): 25 − 32. Shao Zhen, Cui Lei, Wang Dongpo, et al. Influence of geometric parameters on microstructure and mechanical properties of friction pull plug welding joints for 2219 aluminum alloy[J]. Journal of Materials Engineering, 2022, 50(1): 25 − 32.
[13] 梁鑫裕. 大厚度2219铝合金拉拔式摩擦塞补焊工艺优化[D]. 天津: 天津大学, 2023. Liang Xinyu. The friction pull plug welding process optimization of AA2219 with large thickness[D]. Tianjin : Tianjin University, 2023.
[14] 邓越, 崔雷, 王东坡, 等. 铝合金拉拔式摩擦塞补焊成形及其对界面结合行为的影响[J]. 中国有色金属学报, 2023, 33(9): 2825 − 2838. Deng Yue, Cui Lei, Wang Dongpo, et al. Forming of aluminum alloy friction pull plug welding and its influence on interfacial bonding behavior[J]. The Chinese Journal of Nonferrous Metals, 2023, 33(9): 2825 − 2838.
[15] 邓越, 刘正武, 浦岩昊, 等. 2219铝合金拉拔式摩擦塞补焊接头界面缺陷研究[J]. 航天制造技术, 2023(4): 30 − 35. Deng Yue, Liu Zhengwu, Pu Yanhao, et al. Study on interfacial defects of 2219 aluminum alloy friction pull plug welding[J]. Aerospace Manufacturing Technology, 2023(4): 30 − 35.
[16] Wang H X, Wei Y H, Yang C L. Numerical calculation of variable polarity keyhole plasma arc welding process for aluminum alloys based on finite difference method[J]. Computational Materials Science, 2007, 40(2): 213 − 225. doi: 10.1016/j.commatsci.2006.12.006
[17] Geng P H, Qin G L, Chen L, et al. Effect of tool revolutionary pitch on heat transfer and material flow in Al/steel friction stir lap welding[J]. Journal of Materials Processing Technology, 2024, 325: 118306. doi: 10.1016/j.jmatprotec.2024.118306
[18] Saad B Aziz, Mohammad W Dewan, Daniel J Huggett, et al. A fully coupled thermomechanical model of friction stir welding (FSW) and numerical studies on process parameters of lightweight aluminum alloy joints[J]. Acta Metallurgica Sinica (English letters), 2018, 31: 1 − 18. doi: 10.1007/s40195-017-0658-4
[19] 陈永亮, 杨子超, 林恒利, 等. 拉锻式摩擦塞焊的热力耦合解析模型和试验验证[J]. 中国机械工程, 2020, 31(17): 2118 − 2127. Chen Yongliang, Yang Zichao, Lin Hengli, et al. Analytical model of thermo-mechanics coupling and experimental verification for friction pull plug welding[J]. China Mechanical Engineering, 2020, 31(17): 2118 − 2127.
[20] Xu S B, Zhao G Q, Ren G. Numerical simulation and experimental investigation of pure copper deformation behavior for equal channel angular pressing/extrusion process[J]. Computational Materials. Science, 2008, 44(2): 247 − 252. doi: 10.1016/j.commatsci.2008.03.032
[21] Chen H, Zhao G Q, Zhang C S, et al. Numerical simulation of extrusion process and die structure optimization for a complex aluminum multicavity wallboard of high-speed train[J]. Materials and Manufacturing Processes, 2011, 26(12): 1530 − 1538. doi: 10.1080/10426914.2011.551950
[22] Yu J Q, Zhao G Q. Interfacial structure and bonding mechanism of weld seams during porthole die extrusion of aluminum alloy profiles[J]. Materials Characterization, 2018, 138: 56 − 66. doi: 10.1016/j.matchar.2018.01.052
[23] Chen H Y, Fu L, Zhang W Y, et al. Radial distribution characteristics of microstructure and mechanical properties of Ti-6Al-4V butt joint by rotary friction welding[J]. Acta Metallurgica Sinica (English letters), 2015, 28(10): 1291 − 1298. doi: 10.1007/s40195-015-0325-6
[24] Cui D C, Wu Q F, Jin F, et al. Heterogeneous deformation behaviors of an inertia friction welded Ti2AlNb joint: an in-situ study[J]. Acta Metallurgica Sinica (English letters), 2023, 36: 611 − 622. doi: 10.1007/s40195-022-01477-5
[25] 杜随更, 王喜锋, 高漫. 单晶DD3与细晶GH4169高温合金摩擦焊接界面表征[J]. 金属学报, 2015, 51(8): 951 − 956. Du Suigeng, Wang Xifeng, Gao Man. Characteristics of the friction welding interface between single crystal super alloy DD3 and fine grained superalloy GH4169[J]. Acta Metallurgica Sinica, 2015, 51(8): 951 − 956.
[26] Cooper D R, Allwood J M. The influence of deformation conditions in solid-state aluminium welding processes on the resulting weld strength[J]. Journal of Materials Processing Technology, 2014, 214(11): 2576 − 2592. doi: 10.1016/j.jmatprotec.2014.04.018
[27] Shao Z, Cui L, Yang L J, et al. Microstructure and mechanical properties of friction pull plug welding for 2219-T87 aluminum alloy with tungsten inert gas weld[J]. International Journal of Minerals, Metallurgy and Materials, 2022, 29(6): 1216 − 1224. doi: 10.1007/s12613-020-2222-x
[28] Liang X Y, Wang Z J, Cui L, et al. High-quality friction pull plug welding of AA2219-T87 plate with a thickness of 18 mm: experimental characterization on shaping, microstructure and mechanical properties[J]. Materials Characterization, 2022, 194: 112448. doi: 10.1016/j.matchar.2022.112448
-
期刊类型引用(6)
1. 龙伟民,乔瑞林,秦建,宋晓国,李鹏远,樊喜刚,刘代军. 异质材料钎焊技术与应用研究进展. 焊接学报. 2025(04): 1-21 .  本站查看
本站查看
2. 杨振文,吴钰洁,雍臻,王颖. 钎焊温度对SiC陶瓷低温接头组织和性能的影响. 天津大学学报(自然科学与工程技术版). 2025(05): 510-519 . 百度学术
3. 黄赞军,张龙戈,车洪艳,王铁军,董浩,曹睿. MHC/GH4099热等静压扩散焊接头组织演化及断裂机制. 粉末冶金工业. 2024(01): 60-69 . 百度学术
4. 于心泷,马志鹏,张妍,夏杨嘉雯,张茗瑄. SOFC中YSZ与金属的钎焊封接技术研究进展. 兵器材料科学与工程. 2021(01): 120-126 . 百度学术
5. 刘炘城,邵海成,乔冠军,陆浩杰,于刘旭,张相召,刘桂武. 氧化铝陶瓷表面连续导电金膜的制备工艺及性能. 材料导报. 2021(08): 8076-8081 . 百度学术
6. 甘贵生,江兆琪,陈仕琦,许乾柱,刘聪,黄天,唐羽丰,杨栋华,许惠斌,徐向涛. 电子封装异质材料连接研究进展. 重庆理工大学学报(自然科学). 2021(12): 94-106 . 百度学术
其他类型引用(5)








计量
- 文章访问数: 107
- HTML全文浏览量: 33
- PDF下载量: 38
- 被引次数: 11
