
Effect of post-welding aging on the microstructure and mechanical properties of high-strength Al-6.7Zn-1.8Mg-0.2Cu aluminum alloy joints prepared by friction stir welding
-
摘要:
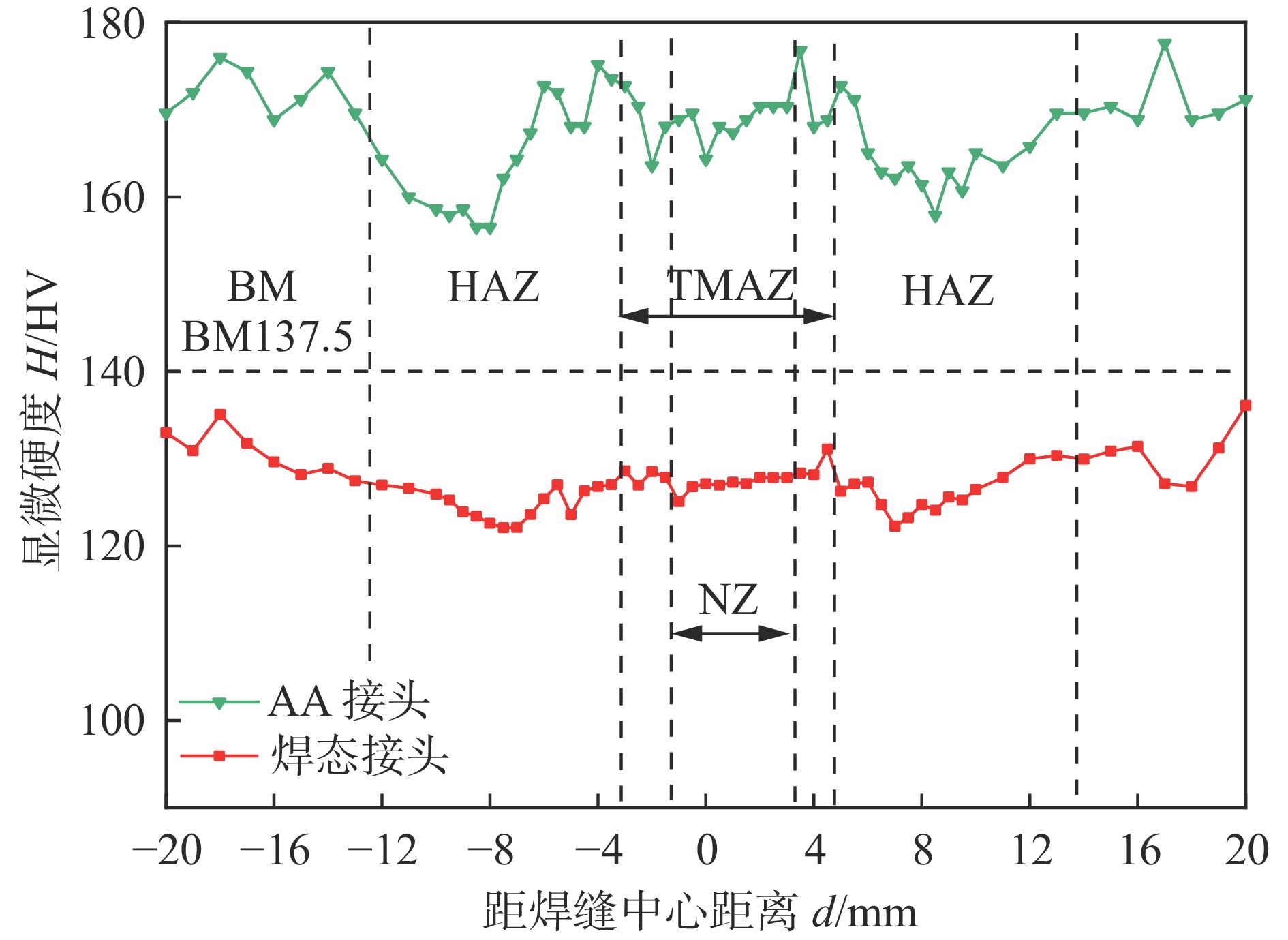
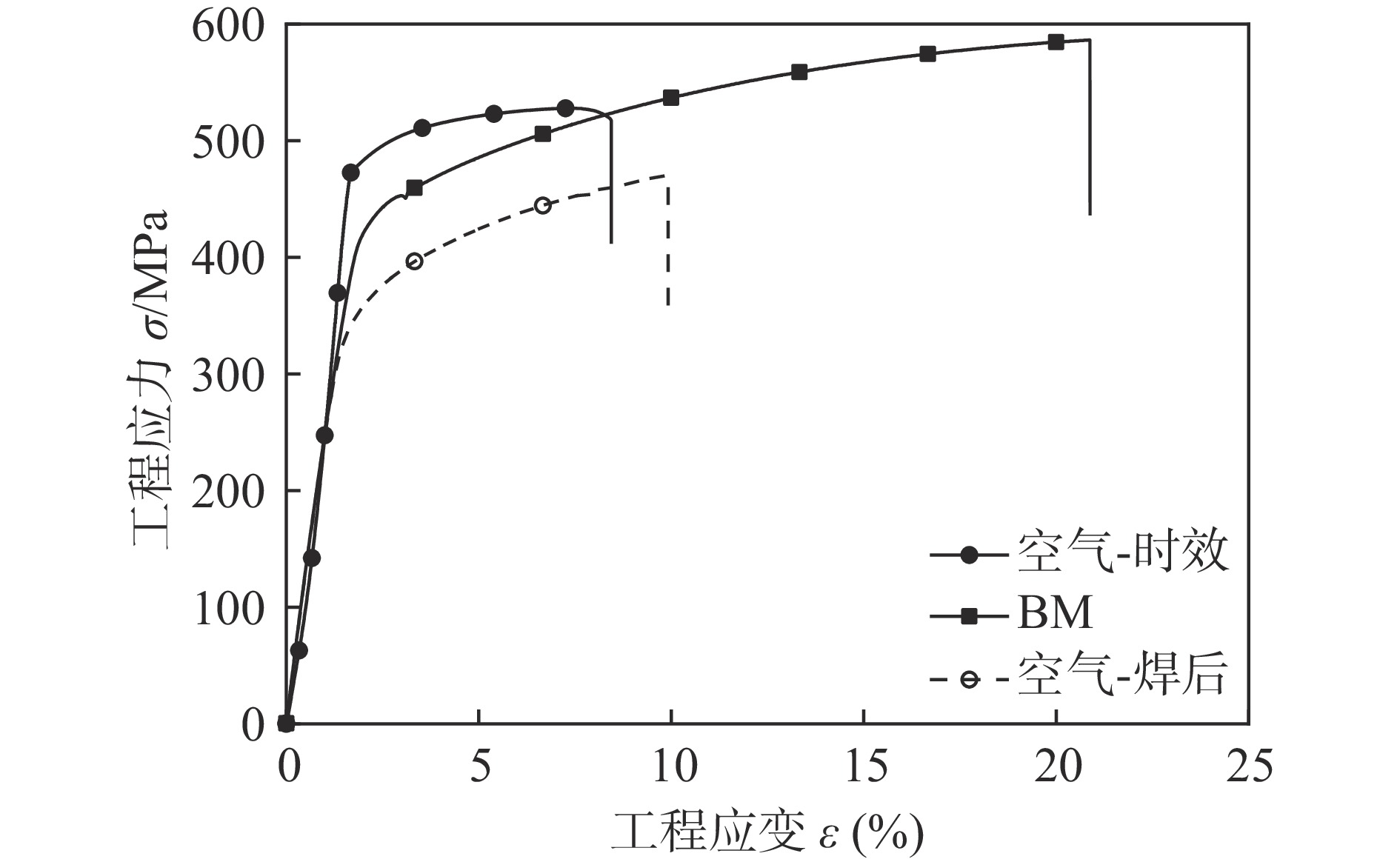
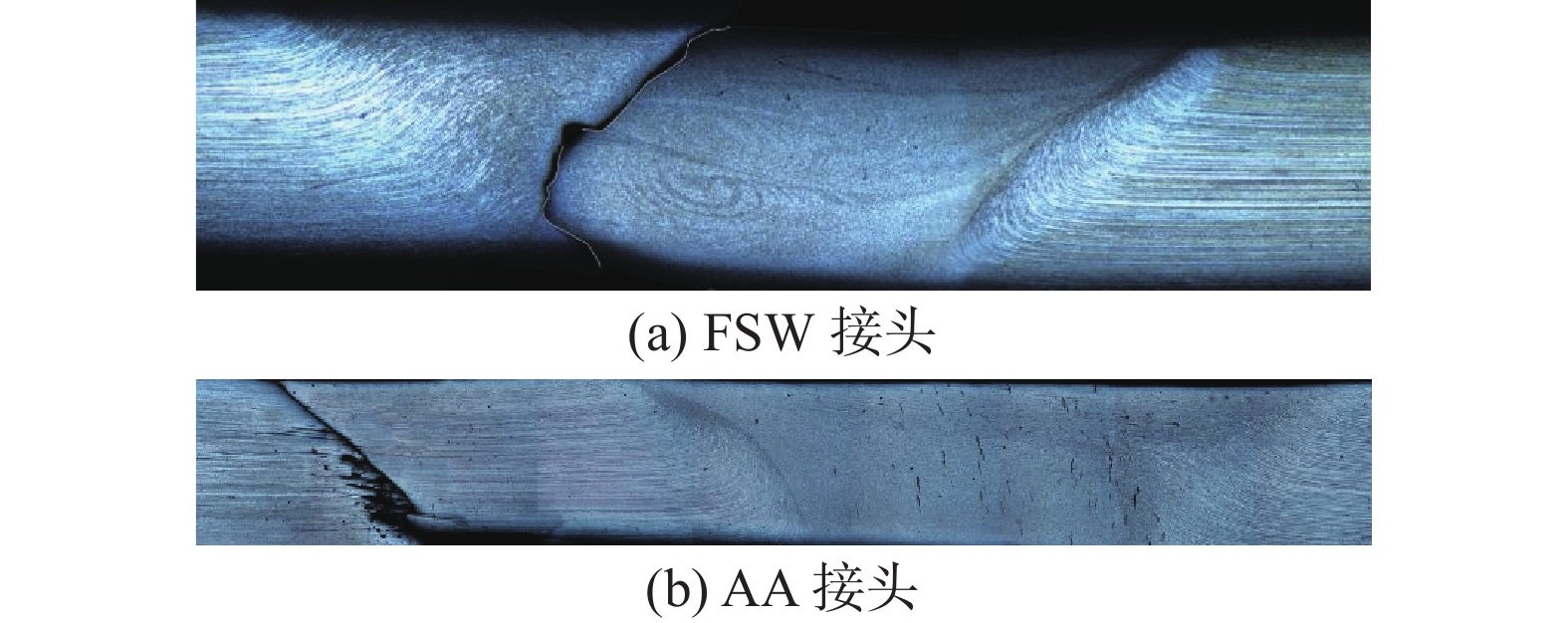
采用搅拌摩擦焊(friction stir welding,FSW)对3.2 mm厚度的Al-6.7Zn-1.8Mg-0.2Cu铝合金挤压板材进行焊接,并对焊接接头进行焊后时效热处理,即人工时效 ( artificial ageing, AA) 120 ℃ × 24 h. 采用扫描电子显微镜(scanning electron microscopy, SEM)、透射电子显微镜(transmission electron microscopy, TEM)、硬度试验和拉伸试验等对焊后接头和时效接头进行研究. 结果表明,Al-6.7Zn-1.8Mg-0.2Cu高强铝合金FSW接头抗拉强度为470 MPa,焊接系数为80.0%,断后伸长率为10.1%. 采用焊后AA能有效提高接头的强度,其抗拉强度为525 MPa,相比焊态接头提高11.8%,达到母材( base material, BM)的89.6%,断后伸长率为8.5%. FSW过程中受摩擦热影响热力影响区(thermo-mechanically affected zone, TMAZ)和焊核区(nugget zone, NZ)的析出相溶解随后冷却再析出,其中析出相主要是η'相,在热影响区(heat-affected zone, HAZ)主要发生GP区(Guinier-Preston zone)的溶解和η'相的粗化,在不同热输入下析出相逐渐由溶解转变为粗化. 焊后时效使得GP区析出和发生GP区向η'相的转变,在HAZ处已存的η'相转变成粗大的η相. 接头硬度曲线呈明显W形,FSW接头断裂在NZ,焊后时效接头断裂在HAZ.
-
关键词:
- 搅拌摩擦焊 /
- Al-6.7Zn-1.8Mg-0.2Cu铝合金 /
- 焊后热处理 /
- 微观组织 /
- 力学性能
Abstract:Friction stir welding (FSW) is used to weld Al-6.7Zn-1.8Mg-0.2Cu aluminum alloy sheet with 3.2 mm thickness, and the welded joint is subjected to post-welding aging heat treatment, and that is artificial ageing (AA) 120 ℃ × 24 h. The welded and aged joints are studied by scanning electron microscopy (SEM), transmission electron microscopy (TEM), hardness test and tensile test. The results show that the tensile strength of the joint is 470 MPa, the welding coefficient is 80.0%, and the elongation is 10.1%. AA could effectively improve the tensile strength of the joint, which is 525 MPa, 89.6% of the base material (BM). Compared to as-welded joint increases 11.8%. And the elongation is 8.5%. In the FSW process, the precipitated phases in thermo-mechanically affected zone (TMAZ) and nugget zone (NZ) are dissolved and then precipitated after cooling, in which the precipitated phase is mainly η' phase, and the dissolution of GP zone (Guinier-Preston zone) and coarsening of η' phase mainly occurred in the heat-affected zone (HAZ) , and the precipitated phase gradually changed from dissolution to coarsening under different heat input. After welding ageing, GP zone precipitates and GP zone transforms to η' phase, and the existing η' phase at HAZ transforms into coarse η phase. The hardness curve of the joint is obviously W-shaped, the fracture of the FSW joint is in the NZ, and the fracture of the post-welding aging joint is in the HAZ.
-
0. 序言
随着核电、压力容器和石油管道等重型行业的飞速发展,厚板焊接开始广泛的应用在上述行业中[1-2]. 然而,现在厚板焊接不成熟导致生产效率低,焊接成本高;较大填充量产生焊后变形;热输入量大对焊接接头造成破坏等问题[3-4].
窄间隙焊接技术相比其他焊接方法,坡口形式大多数为U形或I形,比角度坡口的填充量减小了数倍,提升了焊接效率,降低了焊接成本,在厚板焊接方面具有广阔的应用前景[5-6]. 窄间隙TIG因无焊接飞溅、焊接过程稳定,易于实现焊接热输入精确控制和无氧气氛,有利于获得高质量焊接接头以及全位置焊接,而被广泛应用[7-9]. 然而,窄间隙TIG过程中容易产生侧壁未熔合的缺陷,侧壁未熔合是影响窄间隙TIG质量的首要因素[10-11].
对于解决窄间隙TIG焊接中侧壁未熔合的问题,已有许多学者提出了多种焊接方法. 例如双电弧技术、旋转电弧技术、摆动电弧技术和磁控电弧技术[12-15]等,这些技术提高了对侧壁的热输入,对于促进侧壁熔合都起到了一定效果. 然而,要进一步提高侧壁熔合质量,需要进一步减小旋转电弧技术、摆动电弧技术和磁控电弧技术电弧中心与侧壁的距离,电弧中心与侧壁距离过小容易导致侧壁起弧和焊枪损坏等问题;双电弧技术直接增大了能量输入,在大幅度提高焊接成本的同时,会使焊缝产生热裂纹等焊接缺陷. 因此不能一味靠增大能量输入、减小电弧中心与侧壁的距离来解决侧壁未熔合问题.
基于近些年来对于空心钨极的研究[16-17],文中通过空心钨极中心通气的方式来扩展电弧,提高电弧外围能量分布,增加电弧的有效加热区域,进一步改善侧壁熔合质量. 为解决窄间隙TIG过程中侧壁未熔合的难题提供了新思路.
1. 试验方法
选择牌号为Q235的低碳钢为母材进行试验,选择常用于碳钢焊接的ER50-6为焊材,焊材直径为1.2 mm. 母材化学成分,如表1所示. 焊材化学成分,如表2所示. 钨极选用实心钨极和1 mm的空心钨极,钨极结构如图1所示. 坡口尺寸如图2所示. 设计了空心钨极中心通气窄间隙焊枪,从空心钨极内孔送入气流至电弧中心,强化电弧等离子体径向扩展行为,增加电弧有效加热区域,从而达到侧壁熔合良好的目的.
表 1 Q235化学成分(质量分数, %)Table 1. Chemical compositions of Q235C Mn Si S P Fe ≤0.22 ≤1.4 ≤0.35 ≤0.050 ≤0.045 余量 表 2 ER50-6化学成分(质量分数, %)Table 2. Chemical compositions of ER50-6C Mn Si S P Ni Cr Mo Fe 0.06~0.15 1.40~1.85 0.80~1.15 ≤0.025 ≤0.025 ≤0.15 ≤0.15 ≤0.15 余量 ![]() 图 1 钨极结构示意图(mm)Figure 1. Schematic structure of tungsten electrode. (a) solid tungsten electrode;(b) hollow tungsten electrode
图 1 钨极结构示意图(mm)Figure 1. Schematic structure of tungsten electrode. (a) solid tungsten electrode;(b) hollow tungsten electrode![]() 图 2 焊接试样坡口尺寸示意图(mm)Figure 2. Schematic diagram of welded specimen bevelling dimensions
图 2 焊接试样坡口尺寸示意图(mm)Figure 2. Schematic diagram of welded specimen bevelling dimensions空心钨极中心通气窄间隙焊接系统示意图,如图3所示. 焊接系统主要由TIG电源、焊接平台、空心钨极窄间隙焊枪、通气控制装置、焊接工件、送丝机构和高速摄像系统构成. 其中通气控制装置由中心通气氩气瓶、减压阀、精密流量计、气动接头和空心钨极组成,通过调节精密流量计来实现对钨极中心气流量的精确控制;高速摄像机、微距镜头、滤光片和计算机构成高速摄像系统,使用该高速摄像系统可实现对焊接过程的高质量拍摄,能清晰观测到中心通气窄间隙TIG电弧. 焊接时使用填丝机构来稳定送丝,焊丝与基板形成15°,焊丝抵到熔池前端. 保护气及空心钨极中心气体使用纯氩气,外部保护气气体流量为30 L/min,送丝速度为150 mm/min,焊接速度为190 mm/min,焊接电流为380 A,电弧高度为4 mm. 采用的焊接工艺参数,如表3所示. 焊接试验完成后,采用线切割在焊接试件上截取金相试样,经镶嵌、研磨和抛光后,选用4% HNO3酒精进行腐蚀,使用体式显微镜观察试件焊缝的宏观形貌.
![]() 图 3 空心钨极中心通气窄间隙焊接系统示意图Figure 3. Schematic diagram of hollow tungsten electrode centre vent narrow gap welding system表 3 焊接工艺参数Table 3. Paraments of welding proccess
图 3 空心钨极中心通气窄间隙焊接系统示意图Figure 3. Schematic diagram of hollow tungsten electrode centre vent narrow gap welding system表 3 焊接工艺参数Table 3. Paraments of welding proccess钨极结构 焊接电流
I/A电弧高度
H0/mm中心气流量
Q/ (L·min−1)实心钨极 380 4 — 空心钨极 380 4 — 空心钨极中心通气 380 4 0.2 空心钨极中心通气 380 4 0.4 空心钨极中心通气 380 4 0.8 2. 试验结果与分析
2.1 不同钨极结构下的焊缝成形
实心钨极、空心钨极及空心钨极中心通气获得的焊缝成形及焊缝截面形貌,如图4所示. 其中图4(c)的中心通气量为0.4 L/min. 从图4中看出实心钨极和空心钨极获得的焊缝易于偏向一侧,出现侧壁未熔合缺陷;空心钨极中心通气获得的焊缝均匀,两侧熔深明显. 通过对3种结构下的熔宽、熔深进行测量,得出不同钨极结构下的焊缝熔宽、熔深.
![]() 图 4 不同钨极结构下的焊缝表面成形及焊缝截面形貌Figure 4. Morphology of welds surface forming and welds cross-section with different tungsten electrode structures. (a) solid tungsten electrode; (b) hollow tungsten electrode; (c) hollow tungsten electrode central ventilation
图 4 不同钨极结构下的焊缝表面成形及焊缝截面形貌Figure 4. Morphology of welds surface forming and welds cross-section with different tungsten electrode structures. (a) solid tungsten electrode; (b) hollow tungsten electrode; (c) hollow tungsten electrode central ventilation不同钨极结构下的焊缝熔宽和熔深,如图5所示. 图5中实心钨极焊缝熔宽为9.32 mm,焊缝熔深为2.75 mm;空心钨极不通气时获得的熔宽和熔深分别为9.91 mm和2.36 mm,中心通气后其熔宽增加到11.02 mm,而熔深则减小至2.34 mm. 可以得出,空心钨极中心通气结构的焊缝熔宽较大,两侧熔深明显,焊缝成形最好,但是其焊缝熔深相对较小.
![]() 图 5 不同钨极结构下的焊缝熔宽和熔深Figure 5. Melt width and melt depth of welds with different tungsten electrode structures. (a) weld width (b) weld depth
图 5 不同钨极结构下的焊缝熔宽和熔深Figure 5. Melt width and melt depth of welds with different tungsten electrode structures. (a) weld width (b) weld depth2.2 中心气流量对焊缝成形的影响
不同中心气流量下的焊缝截面形貌,如图6所示. 不同气流量下的焊缝熔宽、焊缝熔深和侧壁熔深,如图7所示. 当中心气流量为0.2 L/min时,焊缝侧壁熔合但出现略微不均匀的情况,焊缝熔宽为10.73 mm,焊缝熔深为2.52 mm;当气流量为0.4 L/min时,电弧扩展最大并且较为稳定,焊缝形貌美观、侧壁熔合良好,焊缝熔宽为11.25 mm,焊缝熔深为2.38 mm;当气流量为0.8 L/min时,电弧趋于不稳定状态偏转严重,焊缝分布不均匀且出现了侧壁未熔合缺陷,焊缝熔宽为9.99 mm,焊缝熔深为3.56 mm. 可以得出,当中心气流量为0.4 L/min时,焊缝熔宽较大.
![]() 图 6 不同中心气流量下的焊缝截面形貌Figure 6. Morphology of welds cross-sectional with different central gas flow rates. (a) 0.2 L/min; (b) 0.4 L/min; (c) 0.8 L/min
图 6 不同中心气流量下的焊缝截面形貌Figure 6. Morphology of welds cross-sectional with different central gas flow rates. (a) 0.2 L/min; (b) 0.4 L/min; (c) 0.8 L/min![]() 图 7 不同气流量下的焊缝熔宽和焊缝熔深Figure 7. Weld width and weld depth at different gas flow rates. (a) weld width; (b) weld depth
图 7 不同气流量下的焊缝熔宽和焊缝熔深Figure 7. Weld width and weld depth at different gas flow rates. (a) weld width; (b) weld depth2.3 结果分析
基于上文建立的空心钨极中心通气窄间隙焊接系统,进行了空心钨极中心通气窄间隙焊接试验,在窄间隙送丝焊时利用高速摄像机拍摄了不同中心气流量下空心钨极电弧的宏观形态,并与实心钨极、空心钨极电弧形态进行了比较. 不同钨极结构下电弧的宏观形态,如图8所示. 从图8可以看出,传统实心钨极电弧的作用范围较小,在窄间隙坡口加工精度存在误差的情况下,电弧会寻找最小路径,明显往一侧发生偏转,稳定性较差;与实心钨极电弧相比,空心钨极电弧作用范围略大,有向外扩展的趋势,稳定性略微提升,但是还是会出现一侧电弧略大一侧电弧略小的情况;空心钨极中心通气电弧作用范围较大,扩展较为明显,稳定性强.
![]() 图 8 不同钨极结构下电弧的宏观形态Figure 8. Macroscopic morphology of arcs with different tungsten electrode structures. (a) solid tungsten electrode; (b) hollow tungsten electrode; (c) hollow tungsten electrode central ventilation
图 8 不同钨极结构下电弧的宏观形态Figure 8. Macroscopic morphology of arcs with different tungsten electrode structures. (a) solid tungsten electrode; (b) hollow tungsten electrode; (c) hollow tungsten electrode central ventilation这主要是因为当空心钨极中心通气时,中心处的中性气体粒子密度增大,更多的中性粒子会往四周扩散,将热量带向四周. 并且送入的中心气体温度低于电弧温度,导致电弧及钨极中心温度下降,无法使中性粒子电离,中间的电阻增大,电弧的电子通道由内向外转移,电弧向外扩展. 所以中心通气后空心钨极电弧外部向侧壁的作用增大,电弧内部向坡口底部的作用变小,焊缝的熔宽增大,熔深减小. 因此空心钨极中心通气电弧较其他两种电弧作用面积更大,在焊接过程中产生的焊缝熔宽大于实心钨极、空心钨极电弧产生的焊缝熔宽,产生的焊缝熔深小于实心钨极、空心钨极电弧产生的焊缝熔深.不同气流量下空心钨极电弧的宏观形态,如图9所示. 从图9可以看出,当中心气流量为0.2 L/min时,空心钨极电弧有一侧略微偏转未能完全展开,电弧较为稳定;中心气流量由0.2 L/min增大到0.4 L/min时,空心钨极电弧完全展开并且形态良好,电弧稳定性强;当中心气流量增大到0.8 L/min时,空心钨极电弧发生严重偏转,电弧稳定性差. 随着气流量的增大,中心处中性气体的密度越来越大,使得电弧中心的温度逐渐降低,电弧外部的温度逐渐升高,使得电弧扩展明显,对侧壁的作用提升明显,对坡口底部作用减小. 当中心气流量过大时,气流与钨极形成一定的偏转角,气流进入电弧时的区域不固定,易发生电离的区域不固定在某处,各个位置都有可能得到较大的电流密度,使得电弧中的热量分布不均,导致电弧不断发生偏转且侧壁熔合不良的效果明显. 因此空心钨极中心通气电弧随着气流量的增大,电弧作用范围逐渐增大,稳定性增强,焊接过程中能够产生较大的焊缝熔宽;当气流量增大超过临界值时,电弧稳定性差,作用到坡口侧壁的能量较小,焊接过程中产生的焊缝熔宽较小.
![]() 图 9 不同气流量下空心钨极电弧的宏观形态Figure 9. Macroscopic morphology of hollow tungsten electrode arcs under different gas flow rates. (a) 0.2 L/min;(b) 0.4 L/min;(c) 0.8 L/min
图 9 不同气流量下空心钨极电弧的宏观形态Figure 9. Macroscopic morphology of hollow tungsten electrode arcs under different gas flow rates. (a) 0.2 L/min;(b) 0.4 L/min;(c) 0.8 L/min3. 结论
(1) 为了改善窄间隙TIG焊接中侧壁熔合不良的问题,文中提出向空心钨极中心通气来扩展电弧的方法,并阐述了其电弧作用原理. 搭建了空心钨极中心通气窄间隙焊接系统,并对系统的构成进行了说明.
(2) 在空心钨极中心通气窄间隙焊接系统下进行了不同参数的对比试验,对焊接接头的焊缝形貌进行了分析,与实心钨极、空心钨极相比,在焊缝形貌上,空心钨极中心通气结构下所对应焊接接头的焊缝熔宽大、焊缝熔深略小,焊缝成形美观,侧壁熔合良好.
(3)利用高速摄像机拍摄的电弧形态解释了不同钨极结构、中心气流量对焊缝成形的影响. 与实心钨极、空心钨极电弧相比,空心钨极中心通气电弧有着更大的作用范围,对侧壁的作用增大,促进了侧壁的熔合;随着中心气流量的增大,电弧的稳定性增强,作用范围逐渐增大,对侧壁的作用明显,促进了侧壁的熔合,当气流量增大超过临界值时,电弧稳定性变差,无法促进侧壁的熔合,降低了焊接质量.
-
![]()
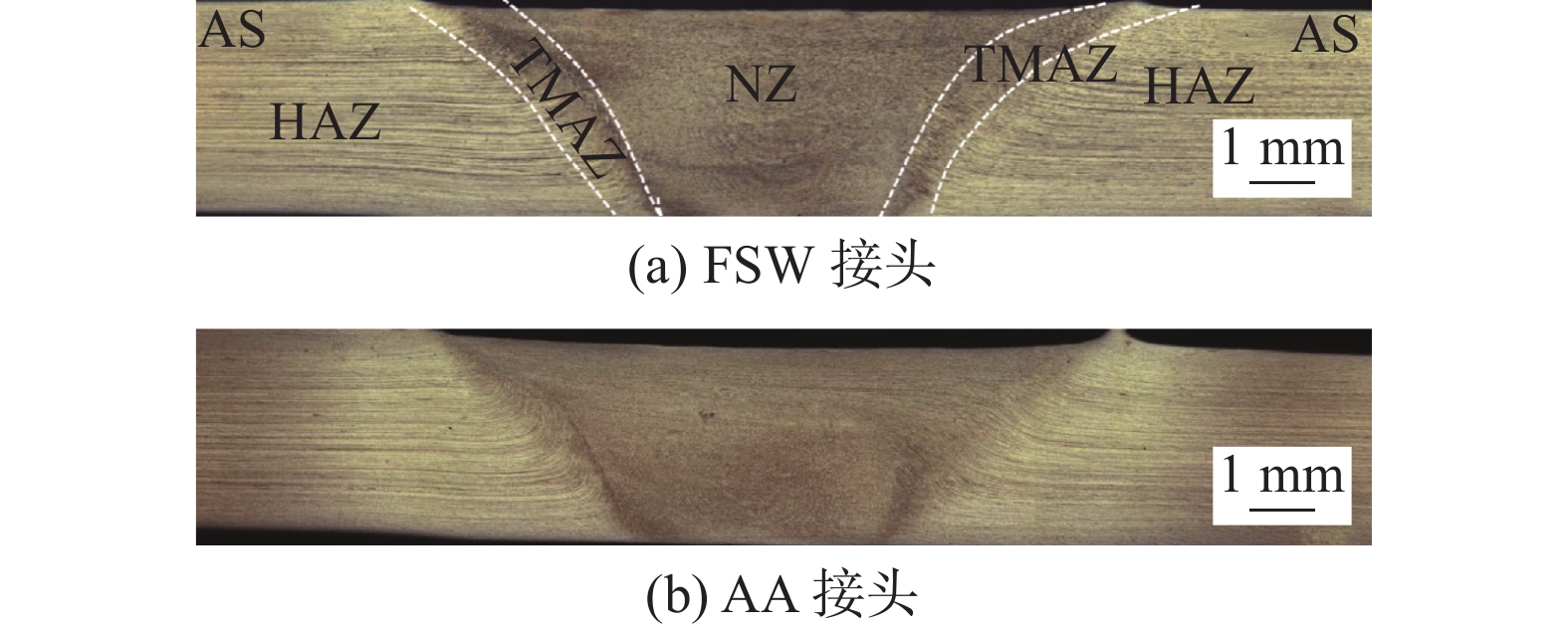
图 1 接头截面宏观形貌
Figure 1. Macroscopic appearance of cross section of joints. (a) FSW joint; (b) AA joint
![]()
图 2 不同接头NZ微观组织
Figure 2. Microstructure of NZ of different joints. (a) FSW joint; (b) AA joint; (C) EBSD of FSW joint; (d) EBSD of AA joint
![]()
图 3 BM沉淀相的TEM
Figure 3. TEM of precipitated phases in BM. (a) TEM; (b) high-resolution image
![]()
图 4 接头不同区域的TEM
Figure 4. TEM of different regions of joints. (a) HAZ of FSW joints; (b) TMAZ of FSW joints; (c) NZ of FSW joints; (d) HAZ of AA joints; (e) TMAZ of AA joints; (f) NZ of AA joints
![]()
图 7 不同接头的断裂位置
Figure 7. Fracture locations of different joints. (a) FSW joint; (b) AA joint
表 1 Al-6.7Zn-1.8Mg-0.2Cu铝合金的化学成分(质量分数,%)
Table 1 Chemical compositions of Al-6.7Zn-1.8Mg-0.2Cu aluminum alloy
Si Fe Cu Mn Mg Cr Zn Ti Zr V Al 0.07 0.11 0.24 0.28 1.77 0.01 6.72 0.03 0.15 0.01 余量  下载: 导出CSV
下载: 导出CSV
表 2 不同焊接参数接头力学性能
Table 2 Mechanical properties of joints with different welding parameters
转速
n/(r·min−1)焊接速度
v/(mm·min−1)抗拉强度
Rm/MPa屈服强度
Rel/MPa焊接系数
φ(%)断后伸长率
A(%)2000 25 438 294 74.6 8.8 2000 50 462 323 78.7 11.6 2000 100 470 334 80.0 10.1 1800 100 457 316 77.8 13.0 2200 100 455 296 77.5 8.5
下载: 导出CSV
-
[1] Dai Y X, Yan L M, Hao J P. Review on micro-alloying and preparation method of 7xxx series aluminum alloys: progresses and prospects[J]. Materials, 2022, 15(3): 1216. doi: 10.3390/ma15031216
[2] Mehdi H, Mishra R S. Effect of friction stir processing on mechanical properties and heat transfer of TIG welded joint of AA6061 and AA7075[J]. Defence Technology, 2021, 17(3): 715 − 727. doi: 10.1016/j.dt.2020.04.014
[3] 胡秀华, 李龙, 夏承东, 等. 高强铝合金TIG和MIG焊接接头组织与耐腐蚀性能的研究[J]. 热加工工艺, 2020, 49(13): 24 − 27 + 31. Hu Xiuhua, Li Long, Xia Chengdong, et al. Microstructure and corrosion resistance property of welded joint of high-strength aluminum alloy welded by TIG and MIG[J]. Hot Working Technology, 2020, 49(13): 24 − 27 + 31.
[4] Zhou B, Liu B, Zhang S G. The advancement of 7xxx series aluminum alloys for aircraft structures: a review[J]. Metals, 2021, 11(5): 718. doi: 10.3390/met11050718
[5] 张香云, 刘通, 耿家源. 7075铝合金搅拌摩擦焊工艺及性能研究[J]. 特种铸造及有色合金, 2024, 44(8): 1114 − 1118. Zhang Xiangyun, Liu Tong, Geng Jiayuan. Process and performance of 7075 aluminum alloy friction stir welding[J]. Special Casting & Nonferrous Alloy, 2024, 44(8): 1114 − 1118.
[6] 张兵宪, 陈聪, 刘丰刚, 等. 7050-T7451铝合金搅拌摩擦焊接头组织和性能[J]. 材料导报, 2023, 37(24): 187 − 191. Zhang Bingxian, Chen Cong, Liu Fenggang, et al. Microstructure and properties of friction stir welding 7050-T7451 aluminum alloy[J]. Materials Reports, 2023, 37(24): 187 − 191.
[7] 孟遥, 夏佩云, 尹玉环, 等. 7085-T7452铝合金搅拌摩擦焊接头组织及性能研究[J]. 电焊机, 2019, 49(8): 55 − 59. Meng Yao, Xia Peiyun, Yin Yuhuan, et al. Research on microstructure and properties of friction stir welding welded joint for 7085-T7452 aluminum alloy[J]. Electric Welding Machine, 2019, 49(8): 55 − 59.
[8] Heidarzadeh A, Mironov S, Kaibyshev R, et al. Friction stir welding/processing of metals and alloys: a comprehensive review on microstructural evolution[J]. Progress in Materials Science, 2021, 117: 100752.
[9] El-Moayed M H, Shash A Y, Rabou M A, et al. A detailed process design for conventional friction stir welding of aluminum alloys and an overview of related knowledge[J]. Engineering Reports, 2021, 3(2): e12270.
[10] Hoyos E, Serna M C. Basic tool design guidelines for friction stir welding of aluminum alloys[J]. Metals, 2021, 11(12): 2042. doi: 10.3390/met11122042
[11] 廖泽鑫, 李承波, 刘胜胆, 等. 焊后时效对7046铝合金搅拌摩擦焊接头力学性能的影响[J]. 材料研究学报, 2021, 35(7): 543 − 552. Liao Zexin, Li Chengbo, Liu Shengdan, et al. Effect of post aging on mechanical properties of friction stir welded 7046 aluminum alloy[J]. Chinese Journal of Materials Research, 2021, 35(7): 543 − 552.
[12] Jiang F Q, Huang J W, Jiang Y G, et al. Effects of quenching rate and over-aging on microstructures, mechanical properties and corrosion resistance of an Al–Zn–Mg(7046A) alloy[J]. Journal of Alloys and Compounds, 2021, 854: 157272. doi: 10.1016/j.jallcom.2020.157272
[13] Hammad A S, Ahmed M M Z, Lu H, et al. An investigation on mechanical and microstructural evolution of stationary shoulder friction stir welded aluminum alloy AA7075-T651[J]. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2022, 236(12): 6665 − 6676. doi: 10.1177/09544062211070716
[14] Tao Y, Ni D R, Xiao B L, et al. Origin of unusual fracture in stirred zone for friction stir welded 2198-T8 Al-Li alloy joints[J]. Materials Science & Engineering A, 2017, 693: 1 − 13.
[15] 董家亮. 7003/6060异种铝合金搅拌摩擦焊接头的组织特征与力学性能研究[D]. 广州: 华南理工大学, 2020. Dong Jialiang. Microstructure characteristics and mechanical properties of dissimilar friction stir welded 7003/6060 aluminum alloy joints[D]. Guangzhou: South China University of Technology, 2020.
-
期刊类型引用(3)
1. 姜自昊,曾才有,杨清福,张权,齐铂金,从保强. 2219中厚铝合金VPTIG深熔焊接熔池行为与组织性能. 航天制造技术. 2024(03): 34-40+78 .  百度学术
百度学术
2. 王彦龙,曹旭武,丁正祥,闫德俊,彭卫华. 船用新型TA3钛合金深熔TIG焊接头组织与力学性能研究. 电焊机. 2024(12): 56-61 . 百度学术
3. 唐君才,陈和,魏占静. 304不锈钢K-TIG焊接工艺. 机械制造文摘(焊接分册). 2022(03): 37-40 . 百度学术
其他类型引用(0)












计量
- 文章访问数: 75
- HTML全文浏览量: 9
- PDF下载量: 27
- 被引次数: 3
