
Research progress and prospects of ODS steel welding technology
-
摘要:
氧化物弥散强化钢(oxide dispersion strengthened steel,ODS钢)因优异的高温力学性能、抗辐照性能和抗热蠕变性能等,被认为是最有潜力的下一代核反应堆包壳候选材料之一,ODS钢的优异性能主要归因于基体中弥散分布的纳米氧化物颗粒. 抑制及避免焊接过程中纳米氧化物的析出、长大、团聚是选择焊接方法的重要依据,目前核燃料元件用ODS钢结构(大长厚比包壳)及极端服役条件(高温、高压、强辐照)对焊接方法提出了更高的技术指标要求,焊接技术已成为制约ODS钢作为核燃料元件包壳材料的最重要因素.因此,文中详细阐述了不同焊接方法对ODS钢进行焊接时,焊接接头微观结构特别是纳米氧化物颗粒以及力学性能的演变. 结果表明,尽管熔焊和钎焊都适用于超长薄壁管件的焊接,但是熔焊容易导致接头处晶粒长大以及纳米氧化物团聚,而钎焊中钎料引入形成的异质界面在中子辐照中会产生开裂,相比之下,压力焊则能获得强度较高的焊接接头,最后还对焊接方法的未来发展方向进行了展望.
Abstract:ODS steel is considered as one of the most promising candidate materials for the next-generation nuclear reactor cladding due to its excellent high-temperature mechanical properties, irradiation resistance, and thermal creep resistance. The excellent performance of ODS steel is mainly attributed to the dispersed nano oxide particles in the matrix. Inhibiting and avoiding the precipitation, growth, and agglomeration of nano oxides during the welding process is the most important basis for selecting welding methods. However, the current ODS steel structure for nuclear fuel elements (large aspect ratio cladding) and extreme service conditions (high temperature, high pressure, strong irradiation) require higher technical indicators for welding methods. Currently, welding technology has become the most important factor restricting ODS steel as a cladding material for nuclear fuel elements. Based on this, the characteristics of different welding methods including fusion welding, brazing, and pressure welding, as well as the evolution of the microstructure, especially nano oxide particles, and mechanical properties of welded joints when using different welding methods to weld ODS steel, are elaborated in detail in this paper. Through comparison and summary, it is found that although both fusion welding and brazing are suitable for welding ultra long thin-walled pipe fittings, fusion welding can easily lead to grain growth and aggregation of nano oxides at the joint, while in brazing welding, the heterogeneous interface formed by the introduction of brazing material will crack under neutron irradiation. In comparison, pressure welding can obtain welded joints with higher strength. Finally, the future development direction of welding methods is also discussed in the paper.
-
0. 序言
为实现轻量化生产,铝/钢复合结构被广泛应用在汽车和船舶制造领域[1-2]. 然而目前进行铝/钢过渡接头的生产主要依靠熔化焊、爆炸焊等方法[3]. 在铝/钢过渡接头焊接中,容易生成脆性金属间化合物,因此具有低热输入的固相制备方法逐渐被人们应用于铝/钢过渡接头的焊接中.
Lin等人[4]在5A06铝合金和321奥氏体不锈钢的TIG接头中发现了3 ~ 5 μm厚的金属间化合物,拉伸测试中接头断裂于金属间化合物与钢基体间,表明金属间化合物的调控对铝/钢接头的性能起到重要作用. 通常认为界面金属间化合物厚度小于5 μm时获得高质量接头[5]. 李广等人[6]发现在铝/钢过渡接头的焊接中,激光毛化处理能增加比表面积,提高原子扩散程度,同时增强机械咬合作用、阻断裂纹的扩展,提高了接头的力学性能. 铝/钢异种金属连接难点在于二者之间巨大的物理差异和金属间化合物的生成[7-8],而固态焊接技术在异种金属的连接过程中存在明显的优势[9–12]. Chen等人[13-14]提出了连续送丝搅拌摩擦增材制造方法,设计了带有螺纹结构的搅拌头和静止轴肩,通过进给材料在静止轴肩内与搅拌头的摩擦和塑性变形产热实现热塑化,并通过螺纹结构的传输,实现沉积过程. 由于该方法是固相增材制造方法,能够避免熔化凝固过程产生的热裂纹和气孔等缺陷,并且由于其低热输入的特点,能够有效控制界面金属间化合物厚度,有利于获得界面可靠连接. 此外,该方法实现“逐点逐层”的制造过程,具有灵活性与可控性,能够制备各种形式的铝/钢过渡接头,适用范围广.
以直径1.6 mm 5B06铝合金丝材为增材原料,表面激光毛化处理的316L不锈钢板为基板,采用连续送丝搅拌摩擦增材制造的方法制备铝/钢过渡接头. 对接头进行组织的观察和力学性能的测试,验证了该方法对于制备铝/钢过渡接头的可行性,为铝/钢过渡接头的生产提供了新的思路和方法.
1. 试验方法
试验采用直径1.6 mm的5B06铝合金丝材作为增材原料,以3 mm厚的316L不锈钢板作为基板.丝材及板材的化学成分分别见表1和表2.
表 1 5B06铝合金化学成分表(质量分数,%)Table 1. Composition of 5B06 aluminum alloysMg Mn Ti Fe Si Al 7.55 0.57 0.18 0.17 0.24 余量 表 2 316L不锈钢板化学成分表(质量分数,%)Table 2. Composition of 316L stainless steel platesC Si Mn P S Cr Ni Mo Fe <0.08 <1.00 <2.00 <0.05 <0.03 16.00 ~ 18.00 10.00 ~ 14.00 99.70 余量 光纤激光打标机能够利用小功率光纤激光在焦点上形成高功率密度,使材料瞬间蒸发并形成孔、槽等表面构型. 试验采用功率15 W,道数为5的参数在不锈钢表面激光刻蚀宽度0.05 mm,线间距为0.5 mm的高密度网格. 增大界面处的冶金结合面积,增加机械互锁结构,提高界面结合质量. 利用连续送丝搅拌摩擦增材制造方法,实现5B06铝合金在316L钢板表面的沉积过程,工艺示意图如图1所示. 搅拌针长度选用1.2 mm,第一层选用转速600 r/min,行进速度100 mm/min,单层高度1.3 mm以及沉积效率1 kg/h的参数并控制搅拌针距钢板0.1 mm,避免搅拌针的磨损. 后续增材过程参数为转速600 r/min,行进速度400 mm/min,单层高度1.0 mm以及沉积效率3 kg/h.
![]() 图 1 工艺原理示意图Figure 1. Schematic of the process. (a) additive manufacturing of transition joints; (b) shearing process; (c) thermo-plasticizing and depositing process
图 1 工艺原理示意图Figure 1. Schematic of the process. (a) additive manufacturing of transition joints; (b) shearing process; (c) thermo-plasticizing and depositing process不锈钢板表面激光毛化后进行酸洗去除生成的氧化物,用凯视迈KC-H030对钢板表面形貌进行观察. 使用电火花数控切割机沿接头截面切取厚度5 mm的试样,采用Olympus-MPG3光学显微镜(optical microscope,OM)观察界面结合情况以及激光刻蚀槽填充情况,利用Quanta 200F扫描电子显微镜的背散射电子(back scattered electron,BSE)成像模式观测界面金属间化合物的生成情况,利用线扫描确定金属间化合物厚度并利用其配备的能谱仪(energy dispersive spectroscopy ,EDS)进行元素分析. 利用X射线衍射仪(XRD, PANalytical X'PERT)分析断口的相组成,CuKα 放射源,衍射角范围 2θ = 20° ~ 90°.
采用HX-1000维氏显微硬度测试仪分析增材组织表面不同区域的硬度,沿垂直增材方向截取硬度测试试样. 硬度试验过程中,从界面位置分布向两侧每隔0.5 mm进行取点和硬度测量,得到显微硬度值沿增材高度方向上的变化. 沿基板侧面切取拉剪试件,对其增材区两侧连接处进行处理,使有效连接区域长度为12 mm,宽度为8 mm. 由于试件形状的特殊性,设计专用装配夹具进行拉伸剪切测试,测试时需将试件置入夹具,使用3个顶压螺钉进行约束和固定,拉伸机分别夹取夹具拉伸端和试件拉伸端. 专用夹具及试件形状与装配方法如图2所示,测试采用设备为SHIMADZU EHF-UV200K2型液压伺服试验机进行拉剪性能测试,拉伸速度为2 mm/min.
2. 试验结果及分析
2.1 表面激光毛化及增材宏观形貌
经激光刻蚀后钢板表面形貌如图3(a)所示,刻蚀线间距0.5 mm. 刻蚀槽轮廓如图3(b)所示,刻蚀深度约为80 μm,刻蚀宽度约为50 μm. 在刻蚀槽两侧有约35 μm的突起. 经过激光刻蚀处理,钢板表面的粗糙度得到了显著的提高,能够有效增加和铝合金的冶金结合面积,并形成机械互锁结构,有利于提升界面结合强度. 此外,提高钢板表面粗糙度有利于铝合金在沉积过程中在不锈钢板上的粘滞堆覆过程.
![]() 图 3 不锈钢表面形貌Figure 3. Surface morphology of the stainless steel plate. (a) the three-dimensional morphology image; (b) the profile line of groove
图 3 不锈钢表面形貌Figure 3. Surface morphology of the stainless steel plate. (a) the three-dimensional morphology image; (b) the profile line of groove利用连续送丝搅拌摩擦增材制造方法获得的铝/钢过渡接头宏观形貌如图4所示. 增材层长140 mm,宽22 mm,高25 mm,共25层,单层厚度1 mm,增材层表面未观察到缺陷. 铝合金增材层成形稳定均匀,说明该工艺能实现增材原料稳定的热塑化、传输及沉积过程,体现工艺的连续性和稳定性,具有实现大尺寸铝/钢过渡接头的制备和生产的潜力. 该工艺特征为“化整为零,逐层堆积”具有更高的灵活性和可控性,适用范围更广.
2.2 接头微观组织分析
增材件横截面形貌如图5所示. 接头截面如图5(a)所示,由于该工艺为全固相的增材制造方法,能够避免铝合金在熔化—凝固过程中产生的气孔裂纹等缺陷,在5B06铝合金增材层内部及铝/钢界面处均未观察到孔洞裂纹等缺陷. 未腐蚀时观测不到增材层之间的界面,说明在搅拌针的作用下增材层之间实现了良好的结合. 界面处金相照片如图5(b)所示,5B06铝合金在热—机耦合作用下实现了完全热塑化并良好地填充进激光刻蚀槽内. 利用表面构型实现了机械连接,为铝/钢界面的可靠连接提供了保障.
![]() 图 5 增材件横截面形貌Figure 5. Morphology of the cross-section of the joint. (a) macro morphology; (b) morphology of the interface
图 5 增材件横截面形貌Figure 5. Morphology of the cross-section of the joint. (a) macro morphology; (b) morphology of the interface利用扫描电镜铝/钢接头界面组织进行观察,如图6所示. 图6(a)为平直界面处的扫描电镜形貌,根据图6(b)所示的线扫描结果可知,金属间化合物厚度约为1.8 μm. 由于搅拌针在界面处带来的热—机耦合作用,形成了大量点缺陷和线缺陷促进了Al原子和Fe原子之间的扩散,加速了金属间化合物的形核,而该工艺作为固相增材制造方法,具有较低的热输入,能有效控制金属间化合物的长大. 工艺获得的界面具有连续且较薄的金属间化合物层. 适当厚度的金属间化合物有利于提升界面强度,同时连续的金属间化合物有利于提升气密性[15].
![]() 图 6 界面SEM图像及线扫描结果Figure 6. SEM image and the line scanning results of the interface. (a) SEM image; (b) line scanning result
图 6 界面SEM图像及线扫描结果Figure 6. SEM image and the line scanning results of the interface. (a) SEM image; (b) line scanning result刻蚀槽内部填充情况如图7(a)所示,热塑化的5B06铝合金充分填充激光刻蚀槽. 界面紧密,无缺陷,在刻蚀槽内部铝/钢界面结合良好. 元素线扫描结果如图7(b)所示,在刻蚀槽底部形成了厚度约为0.3 μm的金属间化合物层,其厚度小于平直界面处的金属间化合物层. 这是由于该处受到的形变作用较弱,金属间化合物的形核和生长速度较慢. 金属间化合物的形成以及激光刻蚀槽的填充能兼顾冶金和机械连接,实现高质量的接头.
![]() 图 7 刻蚀槽内SEM图像及线扫描结果Figure 7. SEM image and the line scanning results of the groove. (a) SEM image;(b) line scanning result
图 7 刻蚀槽内SEM图像及线扫描结果Figure 7. SEM image and the line scanning results of the groove. (a) SEM image;(b) line scanning result2.3 力学性能
在垂直于铝/钢界面方向中间位置进行硬度测试,结果如图8所示. 可以看出增材层沿垂直于界面方向上硬度分布表现出高度的均匀性,硬度值达到97.9 HV ± 3.2 HV,显微硬度值在铝/钢界面处显微硬度发生突变,说明沉积态的5B06铝合金沿增材高度方向具有均匀的力学性能. 底部增材层并未受到后续增材过程中多重热循环的影响而出现性能降低. 钢侧硬度同样表现均匀,说明铝合金的沉积过程中,由于固相增材过程热输入较低,未对钢侧的组织和性能造成显著影响.
进一步探究接头界面力学性能,对其进行拉剪测试分析. 测试曲线如图9所示,表面未处理的接头界面抗剪强度为94.0 MPa ± 6.3 MPa,而表面经过激光刻蚀处理的样品接头抗剪强度达到110.0 MPa ± 4.7 MPa,提升了18%. 说明利用激光刻蚀处理辅助的连续送丝搅拌摩擦增材制造方法能够获得兼顾机械连接与冶金连接的高可靠铝/钢过渡接头,具有出色的力学性能. 另一方面,通过表面激光刻蚀处理,有利于改变接头应力分布,降低界面残余应力,提升接头性能[16].
利用SEM对接头断口进行观察. 由如图10(a)和图10(c)可知,二者表面均匀黏附铝合金,说明界面均实现了良好冶金连接. 由图10(b)可知,刻蚀槽内有断裂的铝合金,说明裂纹扩展至激光刻蚀槽时,受到机械互锁结构以及应力分布的影响,向刻蚀槽内铝合金扩展并受到阻碍,而使得接头抗剪强度提升,说明获得了兼顾机械和冶金连接的接头,阻碍裂纹扩展,提升了接头强度,强化机制如图11所示. 接头的断裂模式均为韧—脆混合型断裂模式,激光刻蚀处理的接头断口呈现更好的韧性,可能与界面残余应力降低有关.
![]() 图 10 断口SEM图像Figure 10. SEM images of the fractures. (a) the macro morphology of the joint with the treated surface; (b) the magnified image (high); (c) the macro morphology of the joint with the untreated surface; (d) the magnified image (high)
图 10 断口SEM图像Figure 10. SEM images of the fractures. (a) the macro morphology of the joint with the treated surface; (b) the magnified image (high); (c) the macro morphology of the joint with the untreated surface; (d) the magnified image (high)![]() 图 11 断裂过程示意图Figure 11. Schematic diagram of the fracture mechanism. (a) crack propagation of the joint with untreated surface; (b) crack propagation of the joint with treated surface
图 11 断裂过程示意图Figure 11. Schematic diagram of the fracture mechanism. (a) crack propagation of the joint with untreated surface; (b) crack propagation of the joint with treated surface利用XRD分析断口金属间化合物的类型. 如图12所示,在断口中检测到了Fe2Al5和Fe4Al13,这是由于Fe2Al5和Fe4Al13具有较低的生成焓(ΔH),因此在界面原子扩散实现冶金反应时会优先形成这两种金属间化合物. 固相增材过程的温度显著低于二者共晶反应的温度,说明在搅拌头带来的剧烈的热—机耦合作用促进了Al和Fe原子的相互扩散,加速了金属间化合物的形核过程. XRD结果证实了该工艺中形变诱导快扩散机制实现冶金连接的机制.
3. 结论
(1) 提出了连续送丝搅拌摩擦增材制备铝/钢过渡接头的方法,并获得了成形良好的构件,通过激光毛化辅助,实现兼顾机械和冶金连接的可靠界面.
(2) 增材原料在热—机耦合作用下热塑化,良好填充激光刻蚀槽,界面无缺陷,固相增材制造方法有效的控制了金属间化合物的厚度为1.8 μm.
(3) 界面抗剪强度达到了110.0 MPa ± 4.7 MPa,相对表面未处理的接头性能提升了18%,钢侧断口均匀黏附铝合金,并发现有金属化合物Fe2Al5和Fe4Al13.
-
![]()
图 1 1% Zr填充金属TIG焊MGH956合金焊缝组织形貌和XRD结果[15]
Figure 1. Microstructure and XRD results of the MGH956 alloy weld seam containing 1% Zr by TIG welding. (a) metallographic microstructure; (b) SEM morphology; (c) XRD
![]()
图 2 含填充材料的ODS钢焊接接头形态[19]
Figure 2. Morphologies of the ODS steel weld seam with filler material. (a) SEM morphology of the weld seam; (b) fusion zone; (c) fusion line; (d) enlarged fusion zone; (e) enlarged heat-affected zone
![]()
图 3 激光焊ODS钢的EBSD[19]
Figure 3. EBSD of laser welded ODS steel. (a) base metal; (b) fusion zone; (c) heat-affected zone
![]()
图 4 辐照强度与位错环关系[26]
Figure 4. Relationship between irradiation intensity and dislocation ring. (a) 2.6 dpa; (b) 7.9 dpa; (c) 13.0 dpa; (d) relationship between the diameter and number of dislocation rings and irradiation intensity
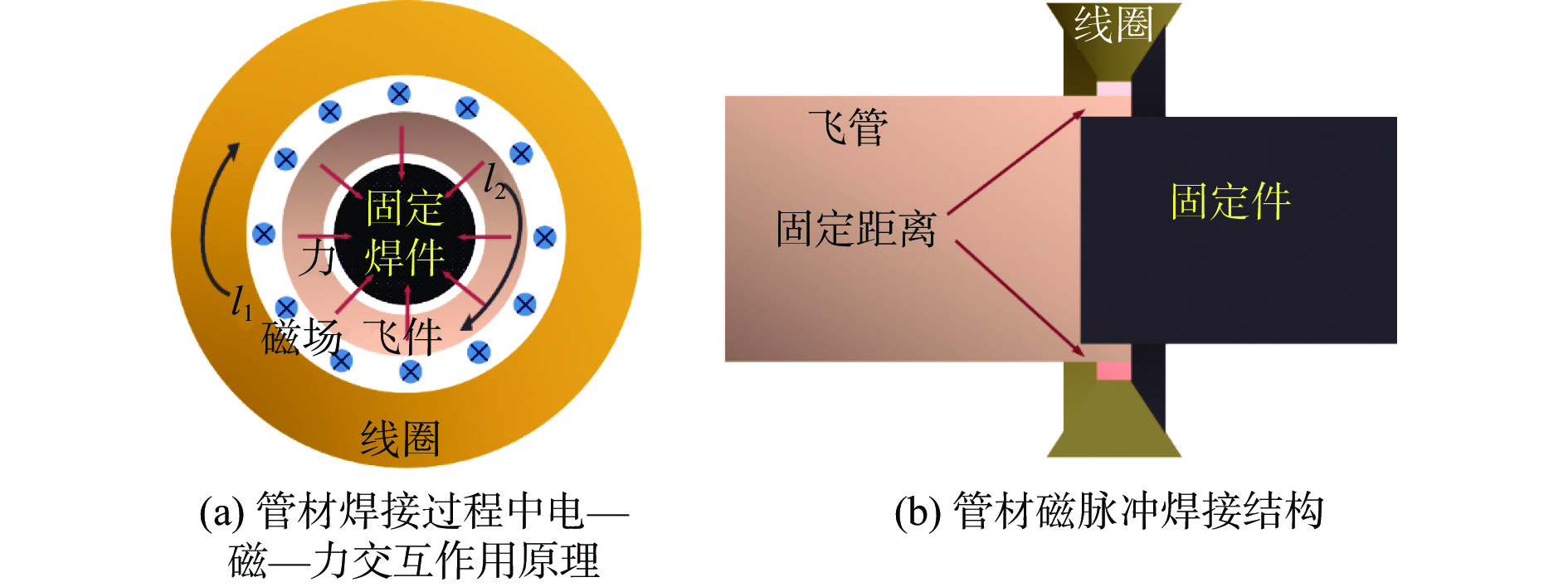
![]()
图 5 磁脉冲焊接原理
Figure 5. Principle of magnetic pulse welding. (a) principle of electric magnetic force interaction during pipe welding process; (b) magnetic pulse welding structure for pipes
![]()
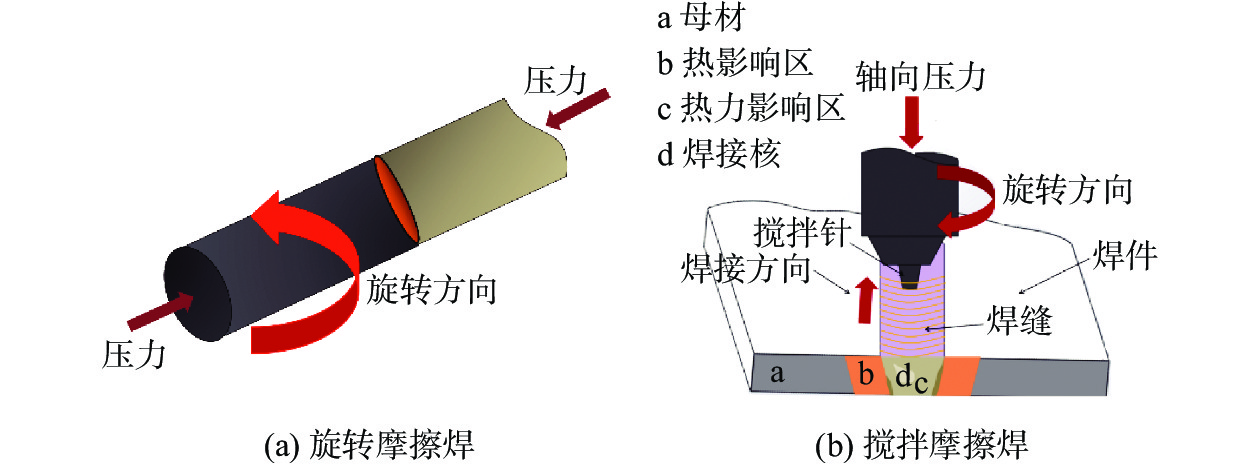
图 7 摩擦焊示意图
Figure 7. Schematic diagram of friction welding. (a) rotating friction welding; (b) friction stir welding
![]()
图 8 9Cr-ODS和CLF-1钢(光学显微镜)焊接接头的微观结构[44]
Figure 8. Microstructure of the welded joint between 9Cr-ODS and CLF-1 steel (OM). (a) lateral view; (b) vertical view
![]()
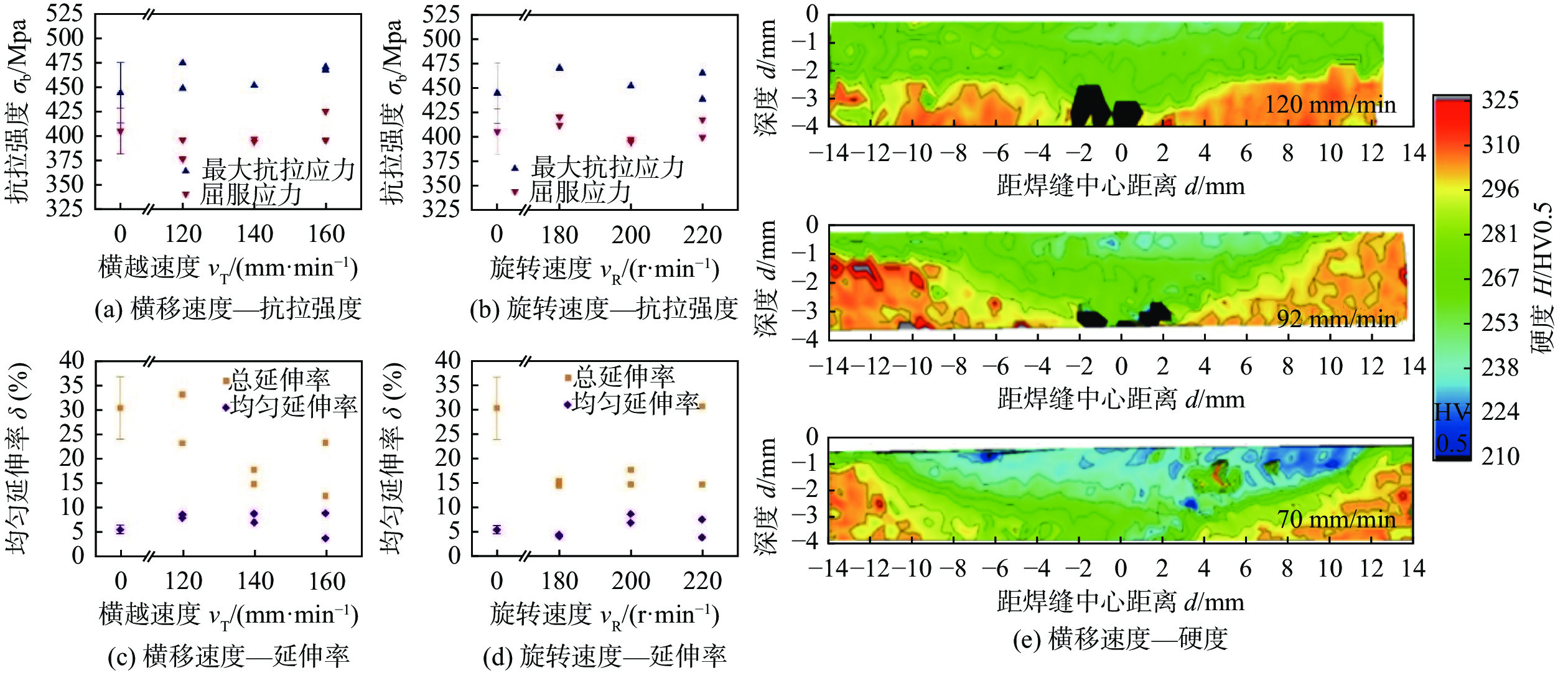
图 9 速度对接头性能影响[47]
Figure 9. Effect of speed on joint performance. (a) traverse speed-tensile strength; (b) rotation speed -tensile strength; (c) traverse speed-elongation; (d) rotation speed-elongation; (e) traverse speed-hardness
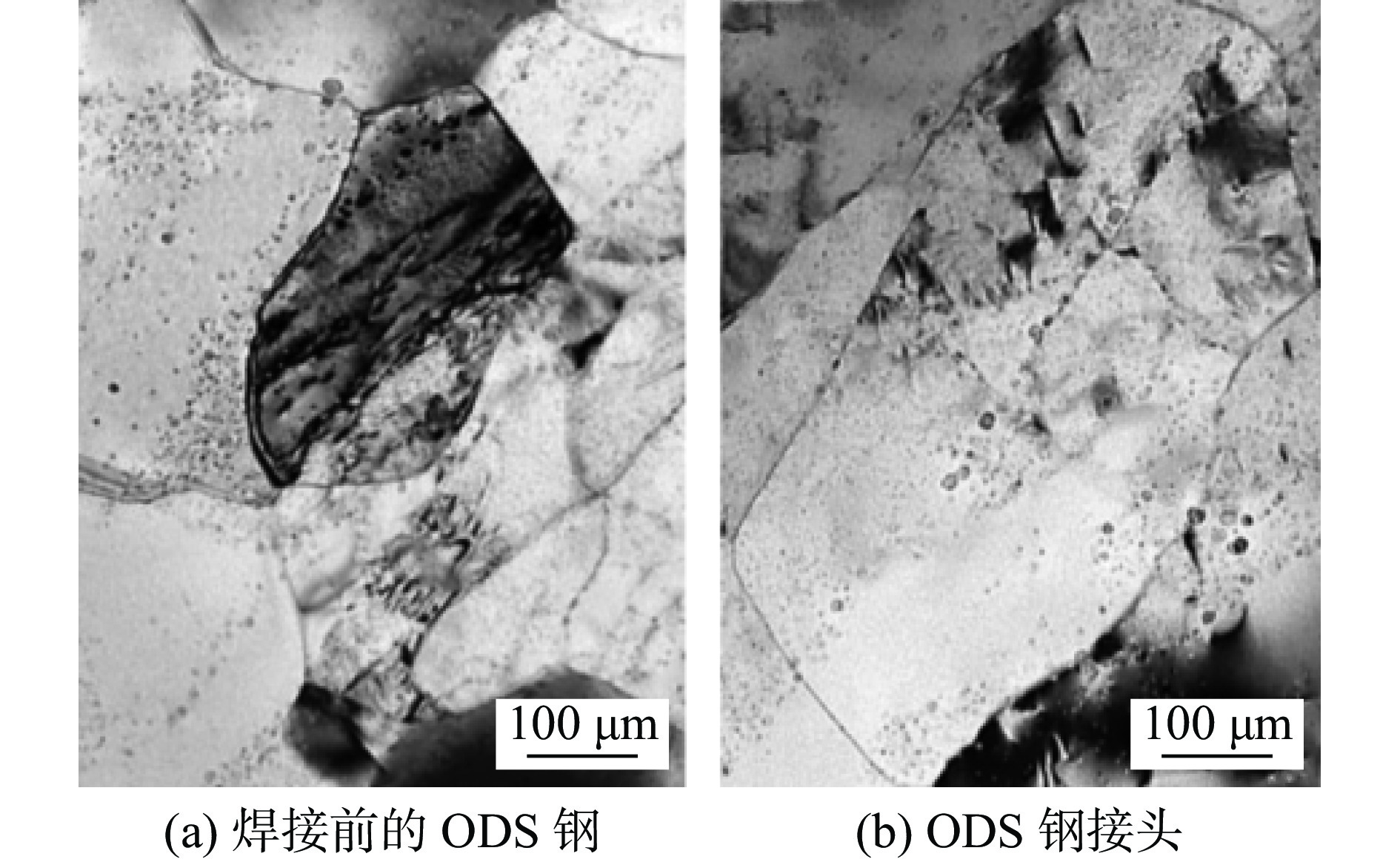
![]()
图 10 氧化物颗粒分布的TEM[52]
Figure 10. TEM of oxide particle distribution. (a) ODS steel before welding; (b) ODS steel joint
![]()
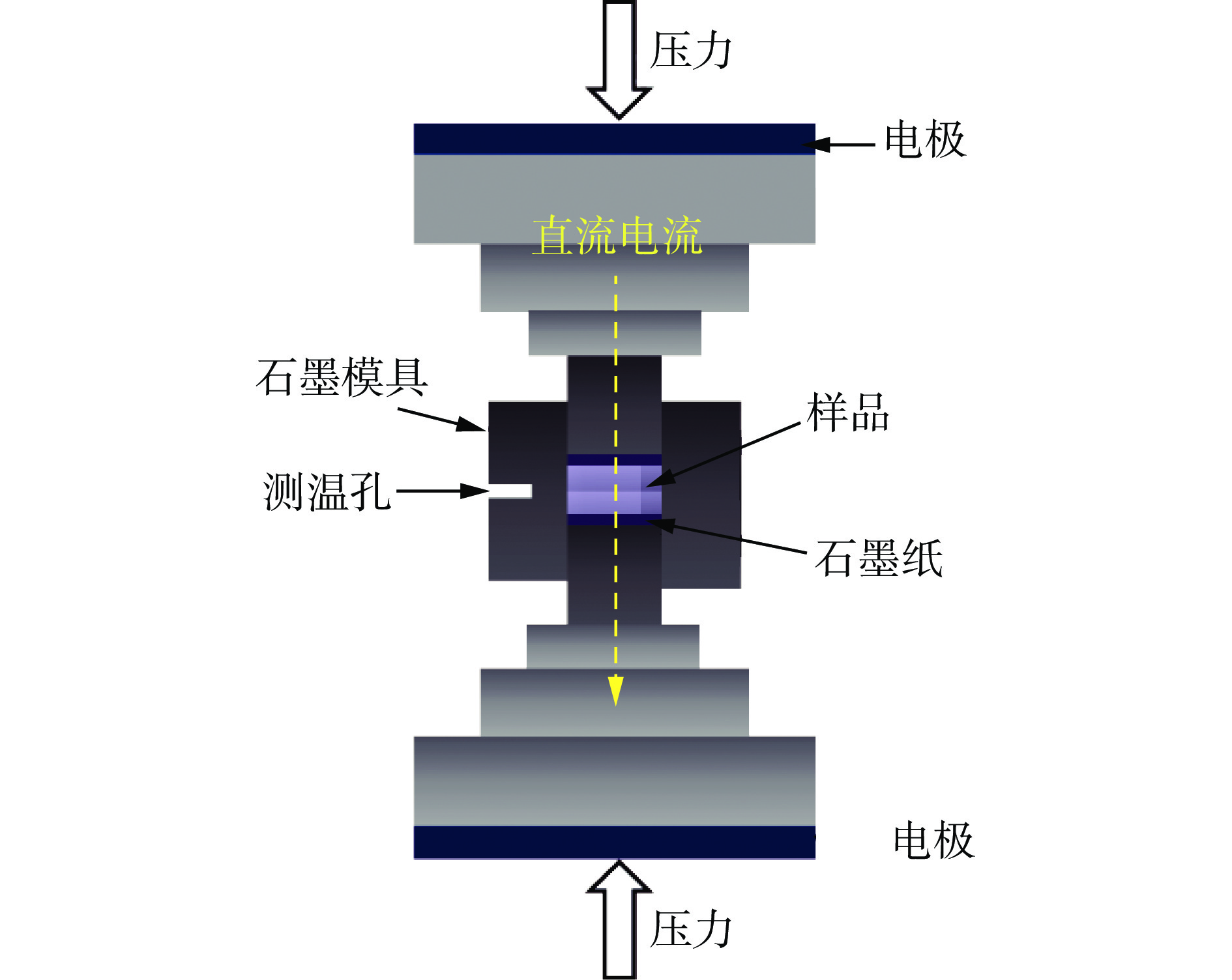
图 11 脉冲电流辅助扩散焊示意图[58]
Figure 11. Schematic diagram of pulse current assisted diffusion welding
![]()
图 12 ODS钢脉冲电流辅助扩散焊试样和回火试样接头的EBSD和TEM[59]
Figure 12. EBSD and TEM of ODS steel pulse current assisted diffusion welding specimen and tempered specimen joints. (a) EBSD of diffusion welding joint; (b) EBSD of tempered sample joint; (c) TEM of diffusion welded joint; (d) TEM of tempered sample joint
表 1 接头不同区域的晶粒尺寸[19]
Table 1 Grain size in different regions of the joint
区域 晶粒尺寸d/μm 母材 2.08 ± 1.31 熔合区 4.33 ± 2.89 热影响区 1.64 ± 1.25  下载: 导出CSV
下载: 导出CSV
表 2 不同压焊方法焊接ODS钢接头组织和性能汇总表
Table 2 Summary of microstructure and properties of ODS steel joints welded by different pressure welding methods
连接方式 材料型号 氧化物颗粒分布 评价方法 接头强度 断裂位置 磁脉冲焊 FM ODS钢 均匀分布 爆破断裂 高于母材 母材 电阻焊 PM2000 ODS钢 团聚 —— —— —— 电阻焊 EP450 ODS钢 均匀分布 高温蠕变 —— 母材 旋转摩擦焊 9Cr ODS钢 团聚 拉伸 650 MPa 母材 搅拌摩擦焊 20Cr ODS钢 团聚 拉伸 616 MPa 母材 搅拌摩擦焊 15Cr ODS钢 略微聚集 拉伸 974 MPa —— 热压扩散焊 FM ODS钢 均匀分布 拉伸 1330 MPa母材 热压扩散焊 15Cr ODS钢 均匀分布 拉伸 1250 MPa母材 脉冲电流辅助扩散焊 Eurofer ODS钢 均匀分布 拉伸 1342.3 MPa母材 脉冲电流辅助扩散焊 PM2000 ODS钢 均匀分布 拉伸 534 MPa 母材
下载: 导出CSV
-
[1] 王晓丁, 李太斌, 孙磊, 等. 低碳经济下我国新能源产业的现状及展望[J]. 新型工业化, 2021, 11(5): 20 − 21. Wang Xiaoding, Li Taibin, Sun Lei, et al. The current situation and prospects of China's new energy industry under the low carbon economy[J]. The Journal of New Industrialization, 2021, 11(5): 20 − 21.
[2] 郭天超, 孙善星, 张文娟, 等. “碳中和”目标下核能积极有序发展策略研究[J]. 中国能源, 2021, 43(5): 44 − 50. doi: 10.3969/j.issn.1003-2355.2021.05.007 Guo Tianchao, Sun Shanxing, Zhang Wenjuan, et al. Research on the active and orderly development strategy of nuclear energy under the goal of "Carbon Neutrality"[J]. China Energy, 2021, 43(5): 44 − 50. doi: 10.3969/j.issn.1003-2355.2021.05.007
[3] 李明洋. 通过调控纳米析出相制备新型核聚变堆用热沉材料和结构材料[D]. 北京: 北京科技大学, 2021. Li Mingyang. Preparation of novel heat sink materials and structural materials for nuclear fusion reactors by regulating nanoprecipitates[D]. Beijing: Beijing University of Science and Technology, 2021.
[4] 程心雨, 刘荣正, 刘马林, 等. 碳化物陶瓷材料在核反应堆领域应用现状[J]. 科学通报, 2021, 66(24): 3154 − 3170. Cheng Xinyu, Liu Rongzheng, Liu Malin, et al. Application status of carbide ceramic materials in the field of nuclear reactors[J]. Science Bulletin, 2021, 66(24): 3154 − 3170.
[5] Hoffelner W. Damage assessment in structural metallic materials for advanced nuclear plants[J]. Journal of Materials Science, 2010, 45(9): 2247 − 2257. doi: 10.1007/s10853-010-4236-7
[6] Murty K L, Charit I. Structural materials for Gen-IV nuclear reactors: challenges and opportunities[J]. Journal of Nuclear Materials, 2008, 383(1-2): 189 − 195. doi: 10.1016/j.jnucmat.2008.08.044
[7] Kurtz R J, Odette G R. Overview of reactor systems and operational environments for structural materials in fusion reactors[M]. 2019.
[8] Kim T K, Noh S, Kang S H, et al. Current status and future prospective of advanced radiation resistant oxide dispersion strengthened steel (ARROS) development for nuclear reactor system applications[J]. Nuclear Engineering & Technology, 2016, 48(2): 572 − 594. doi: 10.1016/j.net.2015.12.005
[9] Susila P, Sturm D, Heilmaier M, et al. Microstructural studies on nanocrystalline oxide dispersion strengthened austenitic (Fe–18Cr–8Ni–2W–0.25Y2O3) alloy synthesized by high energy ball milling and vacuum hot pressing[J]. Journal of Materials Science, 2010, 45(17): 4858 − 4865. doi: 10.1007/s10853-010-4264-3
[10] Zinkle S J, Boutard J L, Hoelzer D T, et al. Development of next generation tempered and ODS reduced activation ferritic/martensitic steels for fusion energy applications[J]. Nuclear Fusion, 2017, 57(9): 1 − 17. doi: 10.1088/1741-4326/57/9/092005
[11] Stan T, Wu Y, Ciston J, et al. Characterization of polyhedral nano-oxides and helium bubbles in an annealed nanostructured ferritic alloy[J]. Acta Materialia, 2020, 183: 484 − 492. doi: 10.1016/j.actamat.2019.10.045
[12] Yvon P, Flem M L, Cabet C, et al. Structural materials for next generation nuclear systems: challenges and the path forward[J]. Nuclear Engineering and Design, 2015, 294: 161 − 169. doi: 10.1016/j.nucengdes.2015.09.015
[13] 张静, 韩文妥, 常永勤, 等. ODS钢搅拌摩擦焊接头的微观组织及其高温力学性能[J]. 焊接学报, 2015, 36(10): 9 − 11. Zhang Jing, Han Wentuo, Chang Yongqin, et al. Microstructure and mechanical properties in friction stir welded nanostructured oxide dispersion strengthened steel joint[J]. Transactions of the China Welding Institution, 2015, 36(10): 9 − 11.
[14] 魏世同, 刘琛, 贾昕, 等. 核用ODS钢电阻点焊性能[J]. 焊接学报, 2022, 43(9): 82 − 85. doi: 10.12073/j.hjxb.20210928001 Wei Shitong, Liu Chen, Jia Xin, et al. Resistance spot weldability of nuclear ODS steel[J]. Transactions of the China Welding Institution, 2022, 43(9): 82 − 85. doi: 10.12073/j.hjxb.20210928001
[15] 雷玉成, 龚晨诚, 罗雅, 等. Zr对ODS合金MGH956原位合金化TIG焊接头组织与性能的影响[C]//中国机械工程学会焊接学会第十八次全国焊接学术会议. Lei Yucheng, Gong Chencheng, Luo Ya, et al. Effect of Zr on the microstructure and properties of in-situ alloying TIG welded joints of ODS alloy MGH956[C]//The 18th National Welding Academic Conference of the Welding Society of the Chinese Society of Mechanical Engineering.
[16] Zhu Q, Lei Y C, Wang Y, et al. Effects of arc-ultrasonic on pores distribution and tensile property in TIG welding joints of MGH956 alloy[J]. Fusion Engineering & Design, 2014, 89(12): 2964 − 2970. doi: 10.1016/j.fusengdes.2014.08.012
[17] 王维东. 2205双相不锈钢钢管激光焊焊接工艺研究[D]. 西安: 西安石油大学, 2020. Wang Weidong. Research on laser welding process of 2205 duplex stainless steel pipe [D]. Xi'an: Xi'an Shiyou University, 2020.
[18] Liang S, Lei Y, Zhu Q. The filler powders laser welding of ODS ferritic steels[J]. Journal of Nuclear Materials, 2015, 456: 206 − 210. doi: 10.1016/j.jnucmat.2014.09.041
[19] Fu J, Richardson I, Hermans M. Microstructure study of pulsed laser beam welded oxide dispersion-strengthened (ODS) eurofer steel[J]. Micromachines, 2021, 12(6): 629. doi: 10.3390/mi12060629
[20] Lemmen H J K, Sudmeijer K J, Richardson I M, et al. Laser beam welding of an oxide dispersion strengthened super alloy[J]. Journal of Materials Science, 2007, 42(13): 5286 − 5295. doi: 10.1007/s10853-006-0168-7
[21] Lindau R, Klimenkov M, Jantsch U, et al. Mechanical and microstructural characterization of electron beam welded reduced activation oxide dispersion strengthened-Eurofer steel[J]. Journal of Nuclear Materials, 2011, 416(1-2): 22 − 29. doi: 10.1016/j.jnucmat.2011.01.025
[22] Commin L, Rieth M, Widak V, et al. Characterization of ODS (Oxide Dispersion Strengthened) Eurofer/Eurofer dissimilar electron beam welds[J]. Journal of Nuclear Materials, 2013, 442(1-3): S552 − S556. doi: 10.1016/j.jnucmat.2012.11.019
[23] Havlík P, Šohaj P. Electron beam welds of austenitic stainless steels and ods steels[C]//Conference Welding, 2013.
[24] Jan V, Cupera J, Sohaj P, et al. Microstructure evaluation of heterogeneous electron beam weld between stabilised austenitic and ODS ferritic steel[J]. Materials Science Forum, 2017, 891: 185 − 189. doi: 10.4028/www.scientific.net/MSF.891.185
[25] Kavithaa S, Shaji S G, Bhandiwad V. Electron beam welding of oxide dispersion strengthened 9 Cr martensitic steel−an experimental and theoretical perspective[J]. Materials Today: Proceedings, 2020, 22(7): 2509 − 2519. doi: 10.1016/j.matpr.2020.03.379
[26] Gao J, Song P, Huang Y J, et al. Effects of neutron irradiation on 12Cr–6Al-ODS steel with electron-beam weld line[J]. Journal of Nuclear Materials, 2019, 524: 1 − 8. doi: 10.1016/j.jnucmat.2019.06.028
[27] Khan T I, Al-Badri A. Reactive brazing of ceria to an ODS ferritic stainless steel[J]. Journal of Materials Science, 2003, 38(11): 2483 − 2488. doi: 10.1023/A:1023917504820
[28] Oono N, Noh S, Iwata N, et al. Microstructures of brazed and solid-state diffusion bonded joints of tungsten with oxide dispersion strengthened steel[J]. Journal of Nuclear Materials, 2011, 417(1-3): 253 − 256. doi: 10.1016/j.jnucmat.2011.04.004
[29] Kalin B A, Fedotov V T, Sevrjukov O N, et al. Development of brazing foils to join monocrystalline tungsten alloys with ODS-EUROFER steel[J]. Journal of Nuclear Materials, 2007, 367-370: 1218 − 1222. doi: 10.1016/j.jnucmat.2007.03.222
[30] Chen Y T, Li X F, Hua P, et al. Microstructure evolution and mechanical properties of WMA956 joints by brazing[J]. International Journal of Modern Physics B, 2020, 34(5): 1 − 11. doi: 10.1142/S0217979220500253
[31] Bagnold S A. Pressure welding: US2707889[P]. 1955.
[32] Kapil A, Sharma A. Magnetic pulse welding: an efficient and environmentally friendly multi-material joining technique[J]. Journal of Cleaner Production, 2015, 100: 35 − 58. doi: 10.1016/j.jclepro.2015.03.042
[33] Lee J G, Park J J, Lee M K, et al. End closure joining of ferritic-martensitic and oxide-dispersion strengthened steel cladding tubes by magnetic pulse welding[J]. Metallurgical & Materials Transactions A, 2015, 46(7): 3132 − 3139. doi: 10.1007/s11661-015-2905-5
[34] Corpace F, Monnier A, Grall J, et al. Resistance upset welding of ODS steel fuel claddings - evolution of a process parameter range based on metallurgical observations[J]. Metals, 2017, 7(9): 1 − 11. doi: 10.3390/met7090333
[35] Seki M, Hirako K, Kono S, et al. Pressurized resistance welding technology development in 9Cr-ODS martensitic steels[J]. Journal of Nuclear Materials, 2004, 329-333(Part-B): 1534 − 1538. doi: 10.1016/j.jnucmat.2004.04.172
[36] Nikitina A A, Ageev V S, Chukanov A P, et al. R&D of ferritic-martensitic steel EP450 ODS for fuel pin claddings of prospective fast reactors[J]. Journal of Nuclear Materials, 2012, 428(1-3): 117 − 124. doi: 10.1016/j.jnucmat.2012.02.022
[37] Doyen O, Gloannec B L, Deschamps A, et al. Ferritic and martensitic ODS steel resistance upset welding of fuel claddings: weldability assessment and metallurgical effects[J]. Journal of Nuclear Materials, 2019, 518: 326 − 333. doi: 10.1016/j.jnucmat.2019.03.013
[38] Li W, Vairis A, Preuss M, et al. Linear and rotary friction welding review[J]. International Materials Reviews, 2016, 61(2): 71 − 100. doi: 10.1080/09506608.2015.1109214
[39] Uwaba T, Ukai S, Nakai T, et al. Properties of friction welds between 9Cr-ODS martensitic and ferritic-martensitic steels[J]. Journal of Nuclear Materials, 2007, 367(part-PB): 1213 − 1217. doi: 10.1016/j.jnucmat.2007.03.221
[40] Wu Q, Li M, Guo Y, et al. Microstructural evolution and mechanical properties of friction stir welded 12Cr-ODS steel[J]. Nuclear Materials and Energy, 2020, 25(12): 100804. doi: 10.1016/j.nme.2020.100804
[41] Dawson H, Serrano M, Cater S, et al. Residual stress distribution in friction stir welded ODS steel measured by neutron diffraction[J]. Journal of Materials Processing Technology, 2017, 246: 305 − 312. doi: 10.1016/j.jmatprotec.2017.03.013
[42] Chen C L, Tatlock G J, Jones A R. Microstructural evolution in friction stir welding of nanostructured ODS alloys[J]. Journal of Alloys & Compounds, 2009, 504(Supp-S1): S460 − S466. doi: 10.1016/j.jallcom.2010.02.192
[43] Han W, Liu P, Yi X, et al. Impact of friction stir welding on recrystallization of oxide dispersion strengthened ferritic steel[J]. Journal of Materials Science & Technology, 2018, 34(1): 209 − 213. doi: 10.1016/j.jmst.2017.11.032
[44] Fu H, Chai Z, Han S, et al. Effect of post-weld heat treatment on a friction stir welded joint between 9Cr-ODS and CLF-1 steel[J]. Materials Characterization, 2022, 187: 111868(1 − 9). doi: https://doi.org/10.1016/j.matchar.2022.111868
[45] Han W T, Tsuda N, Chen D S, et al, Effects of rotation speed on microstructure and hardness of friction stir welded ODS ferritic steel[C]//Proceedings of the 1st International Joint Symposium on Joining and Welding. 2013, 6-8: 81 − 85.
[46] Sunilkumar D, Muthukumaran S, Vasudevan M, et al. Tool rotational speed variant response on the evolution of microstructure and its significance on mechanical properties of friction stir welded 9Cr-1Mo steel - Science Direct[J]. Journal of Materials Processing Technology, 2020, 278: 116536. doi: 10.1016/j.jmatprotec.2019.116536
[47] Dawson H, Serrano M, Hernandez R, et al. Mechanical properties and fracture behaviour of ODS steel friction stir welds at variable temperatures[J]. Materials Science & Engineering: A, 2017, 693(2): 84 − 92. doi: 10.1016/j.msea.2017.03.090
[48] Dawson H, Serrano M, Cater S, et al. Characterization of ODS steel friction stir welds and their abnormal grain growth behaviour[J]. Fusion Engineering and Design, 2018, 135(Part A): 174 − 182. doi: https://doi.org/10.1016/j.fusengdes.2018.07.021
[49] Chen C L, Richter A, Kogler R, et al. Ion-irradiation effects on dissimilar friction stir welded joints between ODS alloy and ferritic stainless steel[J]. Journal of Alloys & Compounds, 2014, 615: S448 − S453. doi: 10.1016/j.jallcom.2013.11.123
[50] Getto E, Baker B, Tobie B, et al. Effect of friction stir welding and self-ion irradiation on dispersoid evolution in oxide dispersion strengthened steel MA956 up to 25 dpa[J]. Journal of Nuclear Materials, 2018, 515: 407 − 419. doi: 10.1016/j.jnucmat.2018.12.040
[51] Sittel W, Basuki W W, Aktaa J, et al. Diffusion bonding of the oxide dispersion strengthened steel PM2000[J]. Journal of Nuclear Materials, 2013, 443(1-3): 78 − 83. doi: 10.1016/j.jnucmat.2013.06.048
[52] Noh S, Kimura A, Kim T K, et al. Diffusion bonding of 9Cr ODS ferritic/martensitic steel with a phase transformation[J]. Fusion Engineering and Design, 2014, 89(7-8): 1746 − 1750. doi: 10.1016/j.fusengdes.2013.12.023
[53] Fu H Y, Nagasaka T, Muroga T, et al. Microstructural characterization of a diffusion-bonded joint for 9Cr-ODS and JLF-1 reduced activation ferritic/martensitic steels[J]. Fusion Engineering and Design, 2014, 89(7-8): 1658 − 1663. doi: 10.1016/j.fusengdes.2014.02.055
[54] Noh S, Kasada R, Kimura A, et al. Solid-state diffusion bonding of high-Cr ODS ferritic steel[J]. Acta Materialia, 2011, 59(8): 3196 − 3204. doi: 10.1016/j.actamat.2011.01.059
[55] Noh S, Kim B, Kasada R, et al. Diffusion bonding between ODS ferritic steel and F82H steel for fusion applications[J]. Journal of Nuclear Materials, 2012, 426(1-3): 208 − 213. doi: https://doi.org/10.1016/j.jnucmat.2012.02.024
[56] Noh Sanghoon, Kimura A, et al. Transient liquid phase bonding of ODS ferritic steel with a physical vapor deposited boron thin layer[J]. Journal of Nuclear Materials, 2020, 529: 151888. doi: 10.1016/j.jnucmat.2019.151888
[57] Noh S, Kasada R, Oono N, et al. Evaluation of microstructure and mechanical properties of liquid phase diffusion bonded ODS steels[J]. Fusion Engineering and Design, 2010, 85(7-9): 1033 − 1037. doi: 10.1016/j.fusengdes.2010.01.001
[58] Hu Z Y, Zhang Z H, Cheng X W, et al. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications[J]. Materials & Design, 2020, 191: 108662. doi: 10.1016/j.matdes.2020.108662
[59] Fu J, Brouwer J C, Richardson I M, et al. Joining of oxide dispersion strengthened Eurofer steel via spark plasma sintering[J]. Materials Letters, 2019, 256: 126670.1 − 126670.4. doi: 10.1016/j.matlet.2019.126670
[60] Naimi F, Niepce J C, Ariane M, et al. Joining of oxide dispersion-strengthened steel using spark plasma sintering[J]. Metals, 2020, 10(8): 1 − 10. doi: 10.3390/met10081040


















计量
- 文章访问数: 154
- HTML全文浏览量: 20
- PDF下载量: 103
