
Laser deposition of Ti65 titanium alloy microstructure and fatigue properties
-
摘要:
采用单一变量法研究了激光功率和温度对激光沉积制造Ti65钛合金高周疲劳性能的影响,通过光学显微镜、超声波探测仪和扫描电镜(scanning electron microscope,SEM)对试样的显微组织、内部缺陷和断口形貌进行了分析. 结果表明,不同功率试样的显微组织均为网篮组织,α相的含量明显高于β相的含量,高温下网篮组织中的α相发生粗化,晶粒内部出现一些块状α相,组织的均匀性下降. 室温和高温条件下高功率和低功率试样的疲劳极限分别为454,398.5,371.5 MPa和336.25 MPa,同一温度下,高功率试样的疲劳极限要比低功率试样的疲劳极限高10%以上;同一功率下,室温试样的疲劳极限要比高温试样的疲劳极限高18%以上,温度对于高周疲劳的影响更大. 激光沉积制造Ti65钛合金试样内部存在气孔缺陷,低功率试样中气孔的数目多且直径大,其疲劳源均形核于气孔缺陷处,气孔直径越大,距离表面距离越近,裂纹萌生的越快,疲劳寿命越低,高功率试样中气孔的数目少且直径小,其疲劳源均萌生于表面裂纹,缺陷的存在对裂纹的萌生存在很大影响.
Abstract:The effects of laser power and temperature on the high-cycle fatigue properties of Ti65 titanium alloy fabricated by laser deposition are studied by single variable method, and the microstructure, internal defects and fracture morphology of the samples are analyzed by optical microscope, ultrasonic detector and scanning electron microscope (SEM). The results show that the microstructure of the samples with different power is the basket structure, and the content of the α phase is significantly higher than that of the β phase, and the α phase in the basket structure is coarsenized at high temperature, and some massive α phases appear inside the grain, and the uniformity of the structure decreases. The fatigue limits of high-power and low-power samples at room temperature and high temperature are 454, 398.5, 371.5 MPa and 336.25 MPa, respectively, and the fatigue limits of high-power samples are more than 10% higher than those of low-power samples at the same temperature. At the same power, the fatigue limit of the room temperature sample is more than 18% higher than that of the high temperature sample, and the temperature has a greater influence on the high cycle fatigue. There are porosity defects in Ti65 titanium alloy specimens made by laser deposition, and the number of pores in low-power specimens is large and the diameter is large, and the fatigue source is homogeneously nucleated at the porosity defects. The larger the diameter of the pores, the closer the distance from the surface, the faster the crack initiation, the lower the fatigue life, the number of pores in the high-power sample is small and the diameter is small, the fatigue source is germinated in the surface crack, and the existence of defects has a great impact on the germination of cracks.
-
Keywords:
- laser deposition /
- Ti65 titanium alloy /
- high-cycle fatigue /
- crack eruption
-
0. 序言
TC11是一种α + β型热强钛合金,由于其良好的耐腐蚀性、热稳定性、抗蠕变性和高强度而被应用于航空发动机的压气机盘、叶片、环形件和紧固件中[1-4],而钛合金高昂的原材料成本限制了其应用范围. 选区激光熔化(selective laser melting,SLM)技术利用激光逐层熔化金属粉末,能够实现复杂几何外形金属零件的近净尺寸成形[5-7],具有成形精度高、试样表面质量好、适应性强、材料利用率和制造效率高等一系列优点[8-9]. 另外,SLM一般在惰性气氛舱或真空环境条件下进行,能够避免金属零件受到空气的污染,十分适合于钛合金零件的建造[10].
SLM技术可建造的零件尺寸受限于气氛舱和真空舱室的体积,无法实现超大几何尺寸零部件一体成形,可能需要通过焊接技术实现SLM零件间的连接. 另外,SLM零件在实际应用过程中可能需要与锻造基体进行连接. 然而,钛合金SLM试样的组织特征是粗大的原始β柱状晶粒,内部由细小的马氏体α相组成[11-13],与锻造钛合金的组织存在明显差异,影响其焊接性能.
有关学者已经开展了增材制造钛合金的焊接性能研究. Chen等人[14]研究了40 mm厚激光沉积TC11合金电子束焊接接头的组织和力学性能,结果表明,焊缝组织为细小的针状马氏体α′,增材制造基体组织为片层状α相,因此,焊缝的显微硬度高于基体,且拉伸试验的断裂位置均出现在基体处. 另外,原始β晶粒存在明显的建造织构,建造方向的拉伸试样抗拉强度高于水平方向的拉伸试样. 同样,TC4作为α + β型钛合金,是目前应用最广泛、研究最充分的钛合金. Yu等人[15]研究了不同工艺下TC4激光焊接接头的力学性能,结果表明,选区激光熔化TC4(TC4-SLM)/TC4-SLM焊缝与TC4-SLM/锻造TC4(TC4-R)焊缝的显微硬度、强度和疲劳裂纹扩展速率接近. Xu等人[16]开展了电子束焊接方向对增材制造TC4(TC4-AM)/TC4-R接头性能的影响研究,结果表明,拉伸试样断裂位置均在增材试样处,且水平方向增材制造与锻造钛合金的焊接接头强度高于建造方向增材与锻造钛合金的强度. Sun等人[17]研究了TC4-AM/TC4-R激光焊接接头的力学性能,结果表明,TC4-AM/TC4-R合金激光焊接接头的力学性能取决于增材制造TC4合金的性能.另外,焊接方向与电子束熔化TC4建造方向的夹角由0°增加至45°时,接头断后伸长率由9.0%降低至6.0%. Qin等人[18]研究了电子束熔化TC4合金摩擦焊接头的微观组织和力学性能,结果表明,与增材TC4基体粗大的柱状晶粒不同,焊缝为等轴α晶粒;基体的抗拉强度和断后伸长率分别为1 046 MPa ± 13 MPa和10.0% ± 1.0%,接头抗拉强度和断后伸长率分别为1034 MPa ± 9 MPa和13.0% ± 1.0%.
目前的研究主要集中于增材制造/锻造钛合金焊接接头的微观组织和力学性能,锻造/锻造钛合金焊接接头和增材制造/增材制造钛合金焊接接头微观组织和力学性能的差异需开展深入研究. 因此,开展了TC11-R/TC11-R,TC11-AM/TC11-AM和TC11-AM/TC11-R的激光焊接,结合电子背散射衍射技术表征了焊接接头不同位置组织,并对比研究了不同焊接接头的微观组织、显微硬度和抗拉强度,为钛合金增材件与锻造件的应用提供理论和数据支撑.
1. 试验方法
1.1 试验材料
利用SLM-260型选区激光熔化设备增材制造尺寸为100 mm × 50 mm × 1.6 mm的TC11合金试样,激光波长为1 070 nm,光斑直径为60 μm. SLM工艺参数如表1所示.
表 1 SLM工艺参数Table 1. Process parameters of SLM激光功率
P/W扫描速度
v/(mm·s−1)填充间距
d/mm层厚
δ/mm350 1000 0.10 0.03 SLM TC11试样,即增材试样的致密度为99.7%,试样表面形貌如图1所示,表面存在大量部分熔化的TC11粉末,表面不平度为49.06 μm.其组织特征是粗大的原始β柱状晶粒,内部由相互交叉的细小马氏体α′组成,如图2所示.锻造TC11合金的微观组织为典型的等轴组织,由等轴α相和转变β组织组成如图3所示.
![]() 图 2 TC11-AM合金的组织形貌Figure 2. Microstructure morphologies of TC11-AM alloy. (a) low magnification; (b) high magnification
图 2 TC11-AM合金的组织形貌Figure 2. Microstructure morphologies of TC11-AM alloy. (a) low magnification; (b) high magnification增材制造和锻造TC11合金的力学性能如表2所示.SLM增材制造TC11合金抗拉强度为1691 MPa,断后伸长率为5.0%. 相比锻造TC11合金,强度提高了15.2%,塑性降低了50.0%.
表 2 TC11-R和TC11-AM 合金的力学性能Table 2. Mechanical properties of TC11-R and TC11-AM alloy材料 屈服强度
Rp0.2/MPa抗拉强度
Rm/MPa断后伸长率
A(%)TC11-R 1 380 1 468 10.0 ± 1.0 TC11-AM 1 565 1 691 5.0 ± 1.0 1.2 试验步骤
采用由IPG-8000型光纤激光器、ABB 6轴机器人和局部惰性气体保护装置组成的激光焊接系统,激光波长为1070 nm,光斑直径为200 μm. 利用砂纸和酒精打磨、清洗焊接坡口. TC11-R/TC11-R接头、TC11-AM/TC11-AM接头和TC11-AM/TC11-R接头采用激光焊工艺参数,即激光功率为1022 W、焊接速度为15 mm/s、离焦量为0 mm.
焊后利用电火花线切割机切取金相试样. 试样经过不同颗粒度的砂纸打磨和SiO2抛光液抛光后,利用keller试剂(HF∶HNO3∶H2O = 1∶3∶10)腐蚀.使用ZEISS Observer.Z1m型光学显微镜表征焊接接头的微观组织.使用扫描电子显微镜(scanning electron microscope, SEM)和牛津HKL-Channel5数据采集软件进行电子背散射衍射(electron backscattered diffraction, EBSD)试验.将试样置于温度为20 ℃,且25 V的电压下在由6%高氯酸、30%正丁醇和64%甲醇组成的电解液中电抛光40 s. 将处理好的试样进行EBSD数据采集和数据分析试验,步长为0.5 μm.
在XHVT-1000Z型显微硬度计上进行维氏硬度试验,加载载荷为5 N,加载时间为10 s,加载速度为30 μm/s. 利用电火花线切割机切取拉伸试样,拉伸试样尺寸如图4所示. 根据标准GB/T 2651—2008《焊接接头拉伸试验方法》在Instron万能试验机上进行拉伸试验,拉伸速率为0.2 mm/min. 为了保证数据的准确性,每组拉伸试验切取3个试样,结果取其平均值. 利用超声波清洗断口30 min后使用SU8230型扫描电子显微镜观察拉伸试样断口形貌.
2. 试验结果与分析
2.1 组织特征
图5、图6和图7分别为TC11-R/TC11-R接头、TC11-AM/TC11-AM接头和TC11-AM/TC11-R接头TC11合金焊接接头组织. 从图5a接头横截面可以明显分辨出焊缝区和热影响区,其宽度分别约为2.0 mm和0.8 mm. 焊缝区微观组织为粗大的柱状晶粒,柱状晶以母材为基体,沿着最佳散热方向,即垂直于焊接方向联生生长、竞争结晶(图5c),晶粒内部为相互交错的细小针状马氏体α′. 由于热影响区散热条件良好,冷却过程中形成等轴β晶粒,这些等轴晶粒为焊缝区域晶粒的生长提供了形核基点[15]. 图6a为TC11-AM/TC11-AM接头横截面宏观形貌,可以根据原始β晶粒尺寸明显的区分出焊缝区域,但热影响区并不明显. 由于增材制造TC11试样表面存在大量分布不均匀的部分熔化粉末,粉末中间存在缝隙,这导致焊接接头外貌出现起伏,因此焊接接头出现明显的不对称现象. TC11-AM/TC11-AM接头焊缝微观组织与TC11-R/TC11-R接头类似,晶粒以热影响区晶粒为基体向焊缝中心生长,热影响区出现了等轴晶粒.图7a为TC11合金TC11-AM/TC11-R激光焊接头宏观形貌,接头的增材部分区域组织特征与图6a特征类似,锻造TC11部分区域组织特征与图5a特征类似. 增材部分和锻造部分的焊缝组织特征没有明显差异,说明母材的原始组织特征对焊缝组织无明显的影响.
![]() 图 5 TC11-R/TC11-R 接头的宏观和微观组织Figure 5. Macro-morphology and micro-structure of TC11-R/TC11-R joint. (a) macro-morphology of joint; (b) enlargement of area a1 in Fig. 5a; (c) enlargement of area a2 in Fig. 5a; (d) enlargement of area a3 in Fig. 5a
图 5 TC11-R/TC11-R 接头的宏观和微观组织Figure 5. Macro-morphology and micro-structure of TC11-R/TC11-R joint. (a) macro-morphology of joint; (b) enlargement of area a1 in Fig. 5a; (c) enlargement of area a2 in Fig. 5a; (d) enlargement of area a3 in Fig. 5a![]() 图 6 TC11-AM/TC11-AM接头的宏观和微观组织Figure 6. Macro-morphology and micro-structure of TC11-AM/TC11-AM joint. (a) macro-morphology of joint; (b) enlargement of area a1 in Fig. 6a; (c) enlargement of area a2 in Fig. 6a; (d) enlargement of area a3 in Fig. 6a
图 6 TC11-AM/TC11-AM接头的宏观和微观组织Figure 6. Macro-morphology and micro-structure of TC11-AM/TC11-AM joint. (a) macro-morphology of joint; (b) enlargement of area a1 in Fig. 6a; (c) enlargement of area a2 in Fig. 6a; (d) enlargement of area a3 in Fig. 6a![]() 图 7 TC11-AM/TC11-R 接头的宏观形貌和微观组织Figure 7. Macro-morphology and micro-structure of TC11-AM/TC11-R joint. (a) macro-morphology of joint; (b) enlargement of area a1 in Fig. 7a; (c) enlargement of area a2 in Fig. 7a; (d) enlargement of area a3 in Fig. 7a
图 7 TC11-AM/TC11-R 接头的宏观形貌和微观组织Figure 7. Macro-morphology and micro-structure of TC11-AM/TC11-R joint. (a) macro-morphology of joint; (b) enlargement of area a1 in Fig. 7a; (c) enlargement of area a2 in Fig. 7a; (d) enlargement of area a3 in Fig. 7a2.2 显微硬度
图8为不同焊接接头的维氏硬度. 为了更加清晰地分辨不同接头维氏硬度分布的趋势,利用多项式拟合接头显微硬度,如图9所示. TC11-AM/TC11-AM接头不同区域维氏硬度分布较为均匀,焊缝和热影响区维氏硬度均值分别为449 HV和450 HV,相比母材分别增加了2.6%和3.0%. TC11-R/TC11-R接头不同区域维氏硬度存在明显差异,焊缝和热影响区维氏硬度均值分别是457 HV和434 HV,相比母材分别增加了16.0%和10.2%. TC11-AM/TC11-R接头中,增材侧和锻造侧焊缝维氏硬度值分别为452 HV和457 HV,差异不明显,说明母材的原始组织状态不影响焊缝的微观组织和力学性能.
![]() 图 9 不同焊接接头的硬度分布趋势Figure 9. Microhardness distribution trends of different welded joints
图 9 不同焊接接头的硬度分布趋势Figure 9. Microhardness distribution trends of different welded joints图10为TC11-AM/TC11-AM接头不同区域组织反极图(IPF). 母材、热影响区和焊缝区域α相的平均宽度分别是1.34,1.38 μm和1.21 μm. 相比母材,焊缝区域α′相宽度降低了9.7%,这是因为增材试样的α′相受到后续沉积层的反复热处理,导致α′相长大[19]. 焊缝内更加细小的α′相增加了维氏硬度.热影响区维氏硬度的增加是α′相内位错密度增加引起的,母材、热影响区和焊缝中α′相的几何必要位错密度分别是3.34 × 1014,3.46 × 1014 m−2和3.26 × 1014 m−2.这可能是因为热影响区组织不均匀,冷却过程中较大的应力导致内部位错密度增加.图11为TC11-R/TC11-R接头不同区域IPF. 母材、热影响区和焊缝区域α′相的平均宽度分别是18.31,8.70 μm和1.18 μm. 焊缝区存在大量过饱和固溶体,针状马氏体α′相引起固溶强化. 另外,相比母材中的等轴α相,α′相尺寸小、位错密度高. 热影响区作为焊缝和母材的过渡区域,存在一定数量的针状马氏体α′相,使其硬度值升高. 图12为TC11-AM/TC11-R接头不同区域IPF.焊缝区中α′相的平均宽度为1.23 μm,增材制造TC11一侧热影响区中α′相的平均宽度为1.39 μm;锻件TC11一侧热影响区中α′相的平均宽度为7.94 μm;增材和锻造侧热影响区维氏硬度值分别为438 HV和415 HV,母材的原始组织状态是影响热影响区组织和性能的重要因素.
![]() 图 10 TC11-AM/TC11-AM接头的IPFFigure 10. IPF of TC11-AM/TC11-AM joint. (a) weld; (b) heat affected zone; (c) base metal
图 10 TC11-AM/TC11-AM接头的IPFFigure 10. IPF of TC11-AM/TC11-AM joint. (a) weld; (b) heat affected zone; (c) base metal![]() 图 11 TC11-R/TC11-R接头的IPFFigure 11. IPF of TC11-R/TC11-R joint. (a) weld; (b) heat affected zone; (c) base metal
图 11 TC11-R/TC11-R接头的IPFFigure 11. IPF of TC11-R/TC11-R joint. (a) weld; (b) heat affected zone; (c) base metal![]() 图 12 TC11-AM/TC11-R接头的IPFFigure 12. IPF of TC11-AM/TC11-R joint. (a) weld; (b) heat affected zone at the TC11-AM side; (c) heat affected zone at the TC11-R side
图 12 TC11-AM/TC11-R接头的IPFFigure 12. IPF of TC11-AM/TC11-R joint. (a) weld; (b) heat affected zone at the TC11-AM side; (c) heat affected zone at the TC11-R side2.3 拉伸性能
图13为TC11合金激光焊接接头抗拉强度. TC11-R/TC11-R接头的抗拉强度均值为1 593 MPa,断裂在母材位置;相比母材,接头的抗拉强度增加了6.3%;TC11-AM/TC11-AM接头其中一个拉伸试样的抗拉强度为1710 MPa,断于焊缝位置,另外两个拉伸试样的抗拉强度分别是1 660 MPa和1 692 MPa,断裂在母材位置;接头的抗拉强度均值为1 687 MPa,与增材件母材抗拉强度(1691 MPa)差异不明显,说明增材件母材强度和焊缝强度相当. 焊缝中马氏体α′相尺寸更小,能够一定程度上强化焊缝.但是焊缝中的原始β晶粒更加粗大,接头不同区域微观组织根据伯格斯关系重建的原始β晶粒如图14所示,焊缝、热影响区和母材的原始β晶粒宽度分别是48.5,32.9 μm和21.3 μm,母材区域原始β晶界更多,晶界能够起到强化作用. 因此,在更细小的马氏体α′相和更粗大的原始β晶粒的共同作用下,焊缝强度与母材强度接近;TC11-AM/TC11-R接头抗拉强度均值为1575 MPa,断裂均发生在增材母材位置.相比TC11-R/TC11-R接头和TC11-AM/TC11-AM接头,强度分别下降了1.2%和6.6%.
![]() 图 14 TC11-AM/TC11-AM接头重建的原始β晶粒Figure 14. Reconstruction prior β grains of TC11-AM/TC11-AM joint. (a) weld; (b) heat affected zone; (c) base metal
图 14 TC11-AM/TC11-AM接头重建的原始β晶粒Figure 14. Reconstruction prior β grains of TC11-AM/TC11-AM joint. (a) weld; (b) heat affected zone; (c) base metal图15、图16和图17为不同接头的断口形貌,断口可以分为纤维区和剪切唇区[20].在纤维区和剪切唇区能够观察到大量的韧窝,展现了韧性断裂特征.相比纤维区,剪切唇区域的韧窝小且浅. TC11-R/TC11-R接头试样的韧窝尺寸更大、更深,同时在纤维区发现了二次裂纹(图15b). 另外,TC11-R/TC11-R接头为断裂在母材的试样,出现了明显的颈缩,说明锻造TC11合金良好的塑性变形能力. 相比TC11-AM/TC11-R接头的纤维区(图17b),TC11-AM/TC11-AM接头纤维区中的韧窝小且浅(图16b).在TC11-AM/TC11-AM接头断裂在增材母材部分的试样上发现了部分熔化粉末,如图16a所示,这些位置可能会是应力集中区域,拉伸过程中可能成为裂纹萌生点,造成综合力学性能下降.另外,在TC11-AM/TC11-R接头拉伸试样断口上也发现部分熔化粉末(图17a).
![]() 图 15 TC11-R/TC11-R接头的断口形貌Figure 15. Fracture morphology of TC11-R/TC11-R joint. (a) macro-morphology of fracture; (b) enlargement of area a1 in Fig.15a; (c) enlargement of area a2 in Fig.15a
图 15 TC11-R/TC11-R接头的断口形貌Figure 15. Fracture morphology of TC11-R/TC11-R joint. (a) macro-morphology of fracture; (b) enlargement of area a1 in Fig.15a; (c) enlargement of area a2 in Fig.15a![]() 图 16 TC11-AM/TC11-AM接头的断口形貌Figure 16. Fracture morphology of TC11-AM/TC11-AM joint. (a) macro-morphology of fracture; (b) enlargement of area a1 in Fig.16a; (c) enlargement of area a2 in Fig.16a
图 16 TC11-AM/TC11-AM接头的断口形貌Figure 16. Fracture morphology of TC11-AM/TC11-AM joint. (a) macro-morphology of fracture; (b) enlargement of area a1 in Fig.16a; (c) enlargement of area a2 in Fig.16a![]() 图 17 TC11-AM/TC11-R接头的断口形貌Figure 17. Fracture morphology of TC11-AM/TC11-R joint. (a) macro-morphology of fracture; (b) enlargement of area a1 in Fig.17a; (c) enlargement of area a2 in Fig.17a
图 17 TC11-AM/TC11-R接头的断口形貌Figure 17. Fracture morphology of TC11-AM/TC11-R joint. (a) macro-morphology of fracture; (b) enlargement of area a1 in Fig.17a; (c) enlargement of area a2 in Fig.17a3. 结论
(1) TC11-AM/TC11-AM,TC11-R/TC11-R和TC11-AM/TC11-R 3种接头焊缝区均无明显气孔缺陷. 母材的组织状态对焊缝微观组织无明显影响,均为粗大的柱状晶粒,晶粒内部为相互交叉的马氏体α′相;母材为TC11-AM时,试样表面的粉末间存在缝隙,会导致焊接接头外貌出现起伏和不对称现象;母材的组织状态直接影响焊接接头热影响区等轴晶粒的尺寸,母材为TC11-AM时,热影响区等轴晶粒尺寸更大.
(2)母材的组织状态显著影响焊接热影响区的力学性能,对焊缝的力学性能影响不明显. 因此TC11-AM/TC11-AM焊缝与TC11-R/TC11-R焊缝维氏硬度接近,而热影响区域维氏硬度差异明显. 由于TC11-AM/TC11-R接头中不同区域微观组织存在明显差异,拉伸过程中试样整体协调变形能力差,导致接头强度最低. 3种接头形式的拉伸试样均展现了韧性断裂特征,断裂面均发现大量韧窝.
-
![]()
图 1 高周疲劳试样
Figure 1. High-cycle fatigue sample. (a) sampling direction; (b) specimen size (mm)
![]()
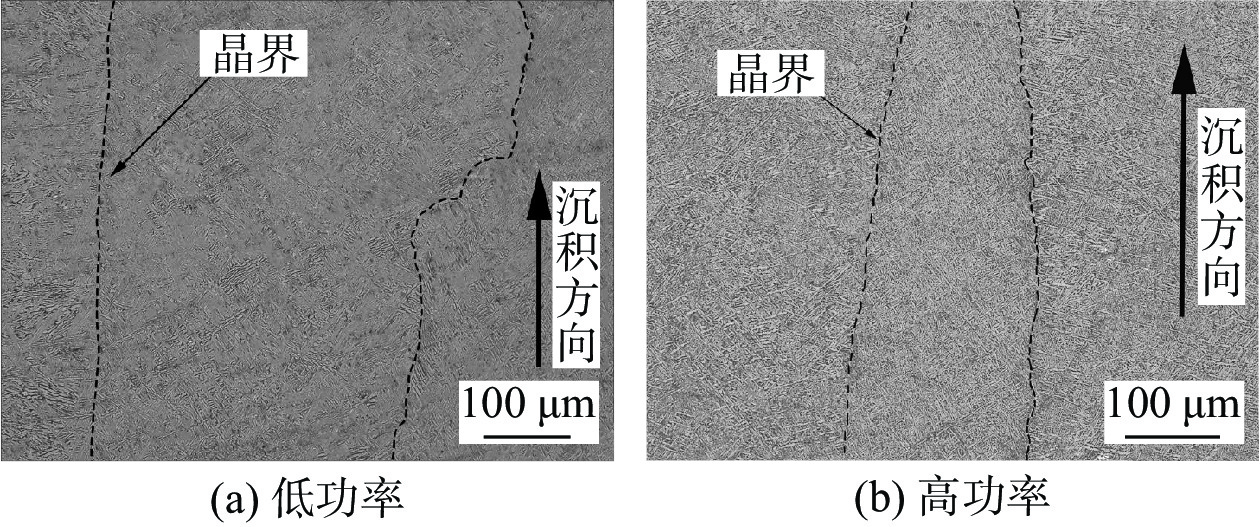
图 2 激光沉积制造Ti65钛合金β柱状晶形貌
Figure 2. β columnar crystal morphology of laser deposition manufacturing Ti65 titanium alloy. (a) low power; (b) high power
![]()
图 3 激光沉积制造Ti65钛合金网篮组织形貌
Figure 3. Laser deposition manufacturing Ti65 titanium alloy basket structure. (a) room temperature low power; (b) room temperature high power; (c) high temperature low power; (d) high temperature high power
![]()
图 4 高功率和低功率试样的S-N曲线
Figure 4. S-N curves of high power and low power samples. (a) room temperature; (b) high temperature
![]()
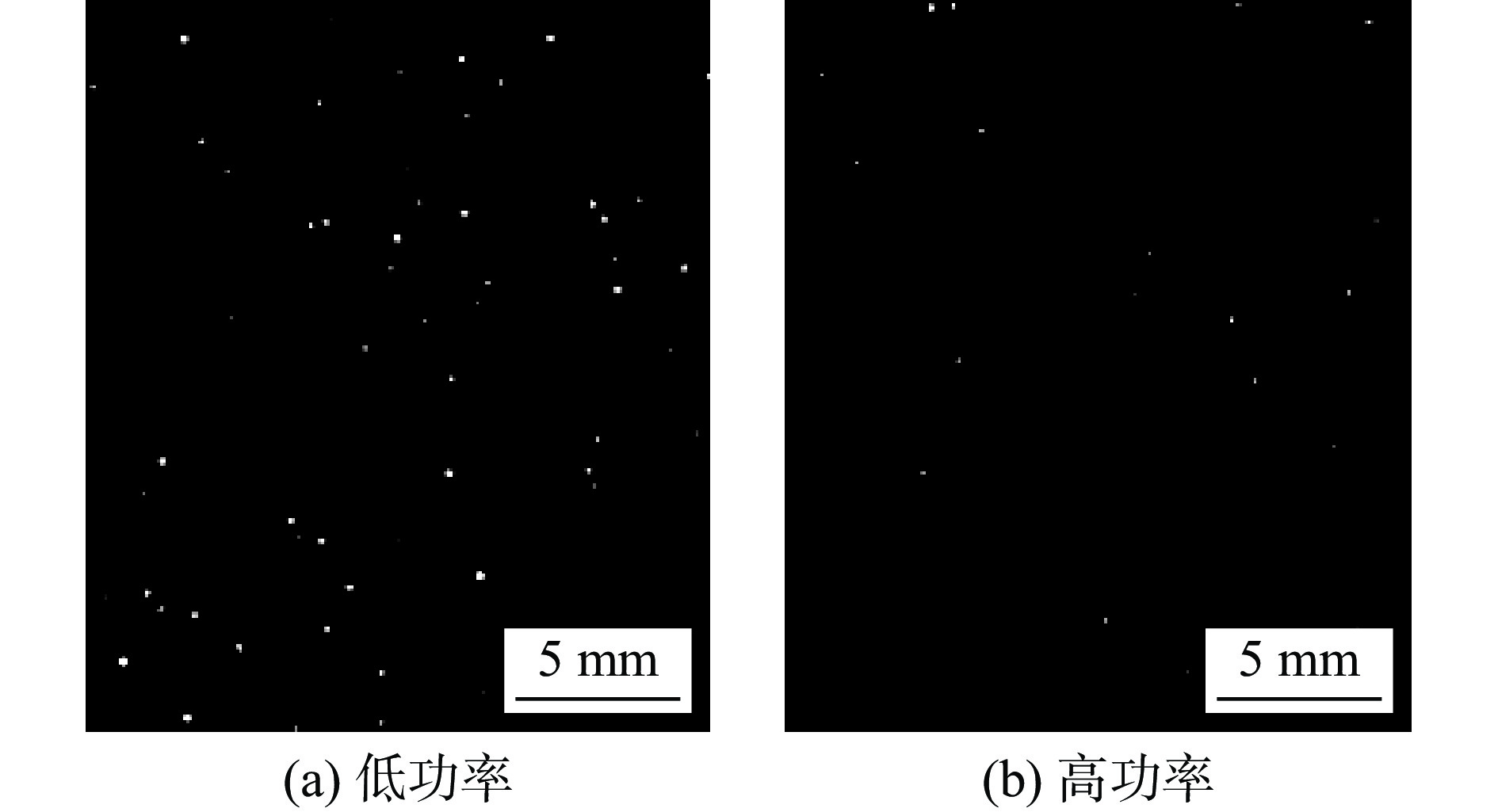
图 5 不同功率试样的的无损检测结果
Figure 5. Non-destructive testing results of samples with different power. (a) low power; (b) high power
![]()
图 6 激光沉积制造Ti65钛合金内部缺陷
Figure 6. Internal defects in Ti65 titanium alloy produced by laser deposition manufacturing. (a) low power; (b) high power
![]()
图 7 疲劳断口表面形貌
Figure 7. Fatigue fracture surface micrographs. (a) fatigue source region and crack propagation region; (b) crack propagation region and rupture region
![]()
图 8 疲劳源区的SEM形貌
Figure 8. SEM micrographs of fatigue source region. (a) surface pores; (b) internal pores; (c) surface cracks
![]()
图 9 裂纹扩展区疲劳条带SEM形貌
Figure 9. SEM micrographs of fatigue bands in crack propagation region. (a) low power; (b) high power
![]()
图 10 裂纹扩展区二次裂纹SEM形貌
Figure 10. SEM micrographs of secondary crack in crack propagation region
![]()
图 11 裂纹瞬断区SEM形貌
Figure 11. SEM micrographs of crack rupture region. (a) low power; (b) high power
表 1 Ti65钛合金粉末的化学成分(质量分数,%)
Table 1 Chemical compositions of Ti65 titanium alloy powder
Al Sn Zr Mo Si Ta Nb W Fe O N H Ti 5.52 3.89 3.37 0.5 0.39 0.98 0.29 0.85 0.03 0.14 0.040 0.0035 余量  下载: 导出CSV
下载: 导出CSV
-
[1] Shi C, Nouri N, Schulze V, et al. High cycle fatigue behaviour of AISI 4140 steel manufactured by laser-powder bed fusion[J]. International Journal of Fatigue, 2023, 168: 107469. doi: 10.1016/j.ijfatigue.2022.107469
[2] Wang C D, Wang Y P, Bao Z L, et al. Characterization of microstructure and mechanical properties of titanium-based bioactive ceramics laser-deposited on titanium alloy[J]. Ceramics International, 2022, 48(19): 28678 − 28691. doi: 10.1016/j.ceramint.2022.06.182
[3] 杨胶溪, 柯华, 崔哲, 等. 激光金属沉积技术研究现状与应用进展[J]. 航空制造技术, 2020, 63(10): 14 − 22. Yang Jiaoxi, Ke Hua, Cui Zhe, et al. Research and application progress of laser metal deposition[J]. Aeronautical Manufacturing Technology, 2020, 63(10): 14 − 22.
[4] 常坤, 梁恩泉, 张韧, 等. 金属材料增材制造及其在民用航空领域的应用研究现状[J]. 材料导报, 2021, 35(3): 3176 − 3182. doi: 10.11896/cldb.19100153 Chang Kun, Liang Enquan, Zhang Ren, et al. Status of metal additive manufacturing and its application research in the field of civil aviation[J]. Materials Reports, 2021, 35(3): 3176 − 3182. doi: 10.11896/cldb.19100153
[5] 李晓丹, 殷俊, 倪家强, 等. 一种激光直接沉积Ti65钛合金的热处理方法: CN114959531A[P]. 2022-08-30. Li Xiaodan, Yin Jun, Ni Jiaqiang, et al. A heat treatment method for direct laser deposition of Ti65 titanium alloy: CN114959531A[P]. 2022-08-30.
[6] 冯叶. Ti65钛合金板材的高温循环氧化和变形行为研究[D]. 合肥: 中国科学技术大学, 2022. Feng Ye. High temperature cyclic oxidation and deformation behavior of Ti65 titanium alloy plate [D]. Hefei: University of Science and Technology of China, 2022.
[7] 王清江, 刘建荣, 杨锐. 高温钛合金的现状与前景[J]. 航空材料学报, 2014, 34(4): 1 − 26. doi: 10.11868/j.issn.1005-5053.2014.4.001 Wang Qingjiang, Liu Jianrong, Yang Rui. High temperature titanium alloys: status and perspective[J]. Journal of Aeronautical Materials, 2014, 34(4): 1 − 26. doi: 10.11868/j.issn.1005-5053.2014.4.001
[8] 侯金健, 高强强, 安晓婷. 国内外高温钛合金研究及应用的最新发展[J]. 热加工艺, 2014, 43(10): 11 − 15. Hou Jinjian, Gao Qiangqiang, An Xiaoting. Latest development of domestic and international research of high-temperature titanium alloy and its application[J]. Hot Working Technology, 2014, 43(10): 11 − 15
[9] 李晓丹, 倪家强, 殷俊, 等. 激光沉积Ti65钛合金的显微组织与各向异性研究[J]. 中国激光, 2023, 50(8): 209 − 216. Li Xiaodan, Ni Jiaqiang, Yin Jun, et al. Microstructure and anisotropy of laser-deposited Ti65 titanium alloy[J]. Chinese Journal of Lasers, 2023, 50(8): 209 − 216.
[10] 谭海兵, 臧健, 梁弼宁, 等. 中温热处理对Ti65合金淬火组织及室温拉伸性能的影响[J]. 材料研究学报, 2023, 37(12): 881 − 888. Tan Haibing, Zang Jian, Liang Bining, et al. Effect of medium heat treatment on quenched microstructure and tensile properties of Ti65 alloy[J]. Chinese Journal of Materials Research, 2023, 37(12): 881 − 888.
[11] Zhang Z X, Fan J K, Li R F, et al. Orientation dependent behavior of tensile-creep deformation of hot rolled Ti65 titanium alloy sheet[J]. Journal of Materials Science & Technology, 2021, 75: 265 − 275. Zhang Z X, Fan J K, Li R F, et al. Orientation dependent behavior of tensile-creep deformation of hot rolled Ti65 titanium alloy sheet[J]. Journal of Materials Science & Technology, 2021, 75: 265 − 275.
[12] 岳颗. Ti65合金显微组织及关键高温力学性能[D]. 合肥: 中国科学技术大学, 2019. Yue Ke. Study on microstructure and key high temperature mechanical properties of Ti65 alloy[D]. Hefei: University of Science and Technology of China, 2019.
[13] Du X, Wu Q, Zhang T, et al. Microstructure and mechanical properties of laser butt welds of selective laser melted Ta10W alloy plates with different forming directions[J]. Journal of Materials Research and Technology, 2023, 26: 8097 − 8110. doi: 10.1016/j.jmrt.2023.09.126
[14] 王华明, 张述泉, 汤海波, 等. 大型钛合金结构激光快速成形技术研究进展[J]. 航空精密制造技术, 2008, 44(6): 28 − 30. doi: 10.3969/j.issn.1003-5451.2008.06.008 Wang Huaming, Zhang Shuquan, Tang Haibo, et al. Progress in laser rapid prototyping technology for large titanium alloy structures[J]. Aviation Precision Manufacturing Technology, 2008, 44(6): 28 − 30. doi: 10.3969/j.issn.1003-5451.2008.06.008
[15] Guo W S, Zhang H, Zhou Q J, et al. Microstructure evolution and corrosion behavior of TC11 laser melt deposition additive components after post-heat treatment[J]. Materials Characterization, 2024, 207: 113509. doi: 10.1016/j.matchar.2023.113509
[16] Singh N S, Deoghare B A. Microstructure, microhardness, tensile and fatigue investigation on laser shock peened Ti6Al4V manufactured by high layer thickness directed energy deposition additive manufacturing[J]. Optics & Laser Technology, 2024, 177: 111132.
[17] 钱远宏, 谭华, 李静, 等. 高功率激光立体成形Ti-6Al-4V合金组织研究[J]. 稀有金属材料与工程, 2014, 43(9): 2162 − 2166. Qian Yuanhong, Tan Hua, Li Jing, et al. Microstructure characterization of laser solid forming Ti-6Al-4V alloy by high power[J]. Rare Metal Materials and Engineering, 2014, 43(9): 2162 − 2166.
[18] 衡钊, 舒林森. 激光功率对27SiMn钢激光熔覆力学性能的影响[J]. 中国激光, 2022, 49(8): 118 − 126. Heng Zhao, Shu Linsen. Effect of laser power on mechanical properties of laser cladded 27SiMn steel[J]. Chinese Journal of Lasers, 2022, 49(8): 118 − 126.
[19] Lü H, Zhang Z L, Chen Y R, et al. The anisotropy of high cycle fatigue property and fatigue crack growth behavior of Ti-6Al-4V alloy fabricated by high-power laser metal deposition[J]. Materials Science & Engineering A, 2022, 853: 143745.
[20] 杨光, 刘佳蓬, 钦兰云, 等. 激光沉积TA15钛合金高周疲劳性能研究[J]. 稀有金属, 2018, 42(11): 1134 − 1142. Yang Guang, Liu Jiapeng, Qin Lanyun, et al. High cycle fatigue properties of laser deposited TA15 titanium alloy[J]. Chinese Journal of Rare Metals, 2018, 42(11): 1134 − 1142.
[21] Zhou S , Yu H Y , An J L, et al. Study on fatigue crack growth behavior of the TA15 titanium alloy repaired by laser deposition[J]. Engineering Failure Analysis, 2024, 161: 108276.
[22] 李发智. 激光直接成形氧化铝基陶瓷气孔形成机理及控制研究[D]. 长沙: 湖南大学, 2019. Li Fazhi. Formation mechanism and control of porosity during laser direct forming of Al2O3-based eramic[D]. Changsha: Hunan University, 2019
[23] Wu Y J, Zhou J, Wen Y, et al. Investigation on transport phenomena and molten pool dynamics during laser melting deposition of Ti-6Al-4V[C]//The 2nd International Conference on Smart Energy and New Power Systems, October 5- December 5, 2024, Zhuzhou, China. London: IOP Publishing Ltd, 2795: 012021.
[24] He B, Sun J F, Yang G, et al. Microstructure and mechanical properties of laser-deposited Ti65 near-alpha titanium alloy[J]. Applied Physics A, 2022, 128(9): 825. doi: 10.1007/s00339-022-05955-6
-
期刊类型引用(5)
1. 王永红,赵本勇,王少飞,姜向东,胡博. 可区分应力集中和缺陷的双线圈共磁芯式梯度测磁传感装置设计. 传感技术学报. 2024(06): 974-979 .  百度学术
百度学术
2. 郭政伟,龙伟民,王博,祁婷,李宁波. 焊接残余应力调控技术的研究与应用进展. 材料导报. 2023(02): 148-154 . 百度学术
3. 马彪,宫春艳,王明明,赵磊,盛楠. 乙烯裂解炉汽包接管裂纹产生原因分析及处理. 压力容器. 2023(09): 69-73 . 百度学术
4. 汪宇宸,周帼彦,蒋文春,涂善东. 考虑焊接残余应力的含缺陷结构安全评定方法评价. 压力容器. 2021(09): 55-65 . 百度学术
5. 桂晓燕,张艳喜,游德勇,高向东. 激光电弧复合焊接顺序对304不锈钢T形接头影响的模拟试验分析. 焊接学报. 2021(12): 34-39+98-99 . 本站查看
其他类型引用(8)


























计量
- 文章访问数: 89
- HTML全文浏览量: 9
- PDF下载量: 43
- 被引次数: 13
