
Influence of layer thickness on the microstructure and mechanical properties of selective laser melting processed GH3625
-
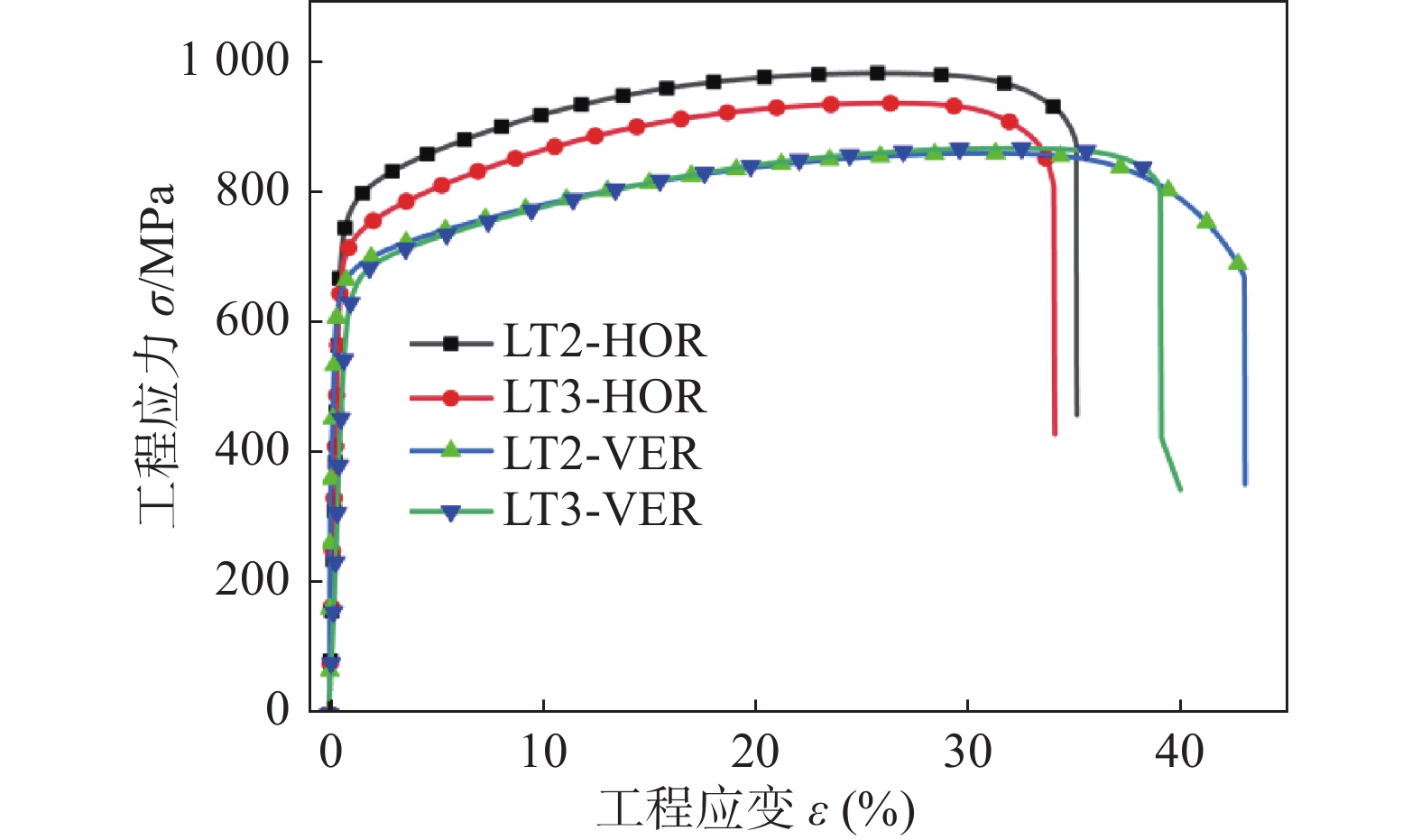
摘要: 在不同铺粉厚度下使用相同的激光工艺参数制备GH3625合金,并对选区激光熔化GH3625的组织与力学性能的进行了分析. 结果表明,在较大的工艺窗口内,铺粉厚度由0.02 mm增加至0.03 mm不会影响打印质量,并且在优化的工艺参数窗口下均能制备得到致密度99.9%以上的块体. 铺粉厚度的增加会导致熔池形态发生改变,也会明显改变晶粒形态. 当铺粉厚度为0.02 mm 时,晶粒多为细长形,平均晶粒尺寸约为18.128 μm,晶粒有明显的择优取向. 此时,相邻的熔池形态差别较大,呈现一道次较深较宽,另一道次较浅较窄的现象. 而铺粉厚度增加至0.03 mm 后温度梯度差异减少,相邻熔池形态差别较小,组织中细长形晶粒减少,平均晶粒尺寸降低至11.921 μm,晶粒的择优取向也相应减弱. 由于晶粒形态的改变,在垂直方向上,铺粉厚度为0.03 mm的样品的屈服强度相比于铺粉厚度为0.02 mm的屈服强度提高了5%,有效抑制了打印态样品的各向异性程度.Abstract: To investigate the influence of layer thickness on the microstructure and mechanical properties of laser powder bed fusion processed GH3625, specimens were prepared with different layer thickness while other parameters remained unchanged before they were studied in aspect of microstructure and tensile properties. It is shown that the density of specimens has not been influenced by layer thickness under a wide range of processing parameters. Besides, with optimized processing parameters, specimens with a density over 99.9% can be fabricated by 0.02 mm and 0.03 mm layer thickness at the same time. The increase of the layer thickness will lead to the change of molten pool morphology, and also significantly change the grain morphology. When the thickness of powder bed was 0.02 mm, the average grain size was about 18.128 μm, and the grain had obvious preferential orientation. At this time, the adjacent molten pools differ greatly in shape, showed the phenomenon that one secondary was deeper and wider, and the other secondary was shallow and narrow. When the layer thickness increased to 0.03 mm, the temperature gradient difference decreased, the morphology difference of adjacent molten pools was small, the elongated grains in the microstructure decreased, the average grain size decreased to 11.921 μm, and the preferred orientation of grains also weakened. Due to changes in grain structure and grain size, the yield strength was increased by about 5% in the 0.03 mm specimen than that of the 0.02 mm specimen in vertical direction, contributing to less anisotropy in mechanical property.
-
Keywords:
- selective laser melting /
- layer thickness /
- microstructure /
- tensile properties
-
0. 序言
纯铜作为有色金属材料在人类生活和工业生产中扮演着重要的角色,因其具有优良的导电、导热性及塑性,在航空航天、微电子等领域得到了广泛的应用[1-3]. 然而,纯铜存在强度低、硬度低、耐磨性能较差等缺点,尤其是在比较苛刻条件下使用的结构部件,耐磨性能难以满足使用工况,因此,提高纯铜的耐磨性能成为研究的热点问题[4-6]. 通过合金化的方法增强铜基体,会导致组织产生晶格畸变,使其整体性能有所下降[7].目前,常采用表面改性技术对铜及其合金表面进行改性[8-10]. 郭晓琴等人[11]在纯铜表面原位合成了Cu-TiB2涂层,TiB2颗粒细小,均匀分布在基体上,显微硬度及耐磨性较纯铜有很大的提高. 姜圆博[12]采用激光熔覆技术在纯铜表面制备了TiB2增强Ni基复合涂层,随着TiB2含量增加,涂层的耐磨性显著提高. 刘芳等人[13]在铜基体上利用激光烧结技术制备镍基涂层,提高了铜表面的显微硬度. 但是,激光在铜及其合金表面的反射率高,在进行激光重熔处理时会产生较多的缺陷,而以铜作为基体材料,能够与其具有良好润湿性的熔覆材料种类较少,因此,激光熔覆技术在铜合金表面的应用由于上述的问题而受到限制[14].
近年来,氩弧熔覆技术作为一种新兴的表面改性技术,热量相对集中,能量密度较高,氩气作为熔覆过程中的保护气体,进一步防止金属涂层加热及冷却过程中的氧化现象,与价格昂贵、操作复杂且应用受限的激光熔覆技术相比,氩弧熔覆具有更广阔的前景[15]. 通过试验研究表明,氩弧熔覆原位自生陶瓷颗粒可以极大提高材料耐磨性能[16-17]. 因此,文中以纯铜为基体材料,利用氩弧熔覆技术制备了原位自生陶瓷颗粒TiB2增强镍基复合涂层,研究了不同(Ti+B)质量分数对熔覆层组织与性能的影响规律,为低成本和操作简单的氩弧熔覆技术在铜表面改性方面的应用,提供理论基础.
1. 试验方法
1.1 涂层制备
选用工业纯铜板为基体材料,含铜量大于99.50%.将其加工成尺寸为100 mm × 30 mm × 8 mm的长方体,表面用水磨砂纸打磨后,利用丙酮和无水乙醇进行超声波清洗. 钛粉、硼粉和镍粉作为熔覆材料,其中钛粉纯度为99.9%,平均粒度为30 μm;硼粉纯度为99.5%,平均粒度为50 μm;镍粉纯度为99%,平均粒度不大于20 μm;选择钛粉和硼粉的摩尔比为1∶2,按照表1所示的配比采用BS-224S型分析天平称量粉体,各组熔覆涂层中的涂覆粉末总质量为20.0 g;称量后的粉末置于行星式球磨机中混合120 min;然后利用黏结剂将混合后的粉末调匀,涂覆于经处理后的纯铜表面,厚度控制在1.0 ~ 1.5 mm;利用RX841Y型电热鼓风干燥箱将涂覆后的试样在150 ℃下烘干240 min;纯铜的导热性能好,熔覆时导热过快容易出现气孔、无法润湿等缺陷,因此,试验前将预置涂层试样预热,预热温度为200 ℃. 熔覆设备选用福尼斯焊接技术有限公司生产的MW3000型数字化焊机,具体熔覆工艺参数如表2所示. 将制备好的涂覆试样边缘打磨,露出金属光泽,在打磨部位进行引弧,并按照表2的工艺参数由右向左进行熔覆试验,弧长控制在1.5 ~ 2 mm,待试样冷却后获得熔覆涂层.
表 1 氩弧熔覆涂层材料配比Table 1. Argon arc cladding coating material ratio组别 (Ti+B)质量分数w1(%) Ni质量分数w2(%) Ti粉质量m1/g B粉质量m2/g Ni粉质量m3/g 1 5.0 95.0 0.688 8 0.311 2 19.00 2 10.0 90.0 1.377 5 0.622 5 18.00 3 15.0 85.0 2.001 5 0.988 5 17.00 表 2 氩弧熔覆工艺参数Table 2. Argon arc cladding process parameters熔覆电流
I/A熔覆电压
U/V熔覆速度
v/(mm·min−1)氩气流量
Q/(L·min−1)氩气纯度
wp(%)150 15.5 120 12 99.99 1.2 显微组织观察及性能测试
采用100目砂纸打磨熔覆后的涂层表面,用酒精清洗后,用Bruker D8 Advance 型X射线衍射仪对打磨后的涂层表面进行物相分析. 用400号 ~ 1200号水砂纸对熔覆层进行金相试样的制备,之后采用金刚石研磨膏进行抛光处理,使用浓硝酸浓盐酸混合溶液(体积比1∶3)对抛光后的熔覆层横截面进行腐蚀,腐蚀时间为3 ~ 5 s;然后采用BX53M金相显微镜,FEI SIRION型扫描电子显微镜以及Tecnai G2 F30S型透射电子显微镜分析显微组织结构. 透射电镜试样制备过程首先是在熔覆涂层表面进行选区后,采用线切割对选区位置进行切割,尺寸为5 mm × 5 mm × 1 mm,将切割的涂层薄片研磨至厚度为20 μm左右,冲压制成直径为3 mm的圆盘,进行离子减薄观察. 利用MHV2000型显微硬度仪对熔覆试样进行显微硬度测试,施加载荷为2.94 N,加载时间为10 s. 采用MMS-2B型摩擦磨损试验机测试不同(Ti+B)含量熔覆涂层室温下的耐磨性能;磨损试验参数为:转速200 r/min、施加载荷200 N、时间10 min;摩擦副采用平均硬度为58 HRC的GCr15钢;使用BS-224S型分析天平(精度为0.000 1 g)称量基体及涂层磨损前后的质量,计算得出磨损量.
2. 试验结果及分析
2.1 涂层物相组成
图1为纯铜表面氩弧熔覆 (Ti+B)涂层的X射线衍射图谱. 从X射线衍射的物相分析结果可知,不同(Ti+B)质量分数下的复合涂层均由γ(Ni,Cu)和TiB2组成. 随着(Ti+B)质量分数的增加,TiB2 的(101),(110),(001)和(002) 峰明显增强且面积增加,说明生成的TiB2含量增多. 图2为(Ti+B)质量分数为10%时的熔覆涂层截面组织形貌. 从图2a可以看出,熔覆涂层的厚度约为2.5 mm,熔覆层内部及界面处均无裂纹,夹渣和气孔等缺陷,在熔覆层与基体结合区有明亮带存在,这表明熔覆层与基体呈现出良好的冶金结合[15];涂层底部存在一定的细晶区,这是由于基体具有良好导热性,使金属熔液过冷形成;从图2b可以看出,细晶区主要是由柱状晶构成,这是由于沿着铜基体方向的散热速度最快,造成竖直方向温度梯度大于熔覆方向的温度梯度,满足了凝固时晶体生长的基本条件,且在固液界面前沿具有高的温度梯度,晶体前沿大致呈平面状向前生长,最终晶体将沿着散热最快的反方向生长,其它方向生长受到抑制[18];同时,在凝固过程中,原位生成的颗粒在柱状晶生长的过程中起到钉扎作用,使晶粒的生长发生弯曲、偏转或者降低了晶粒在这个方向上的生长速度[19]. 观察发现在接近界面处的组织为粗大的胞状晶,这是因为底部合金成分被铜稀释,使得合金结晶温度降低造成.
![]() 图 1 不同(Ti+B)质量分数的氩弧熔覆涂层的X射线衍射图谱Figure 1. X-ray diffraction pattern of different mass fraction of (Ti+B) coating by argon arc cladding
图 1 不同(Ti+B)质量分数的氩弧熔覆涂层的X射线衍射图谱Figure 1. X-ray diffraction pattern of different mass fraction of (Ti+B) coating by argon arc cladding![]() 图 2 熔覆涂层横截面形貌Figure 2. Cross-section morphology of cladding coating. (a) cross-section morphology of 10%(Ti+B) coating; (b) tissue morphology of identified area 1 in Fig. 2a
图 2 熔覆涂层横截面形貌Figure 2. Cross-section morphology of cladding coating. (a) cross-section morphology of 10%(Ti+B) coating; (b) tissue morphology of identified area 1 in Fig. 2a2.2 涂层显微组织
图3为不同(Ti+B)质量分数下氩弧熔覆涂层的SEM形貌. 从图3可以看出,随着(Ti+B)质量分数的增加,熔覆涂层中的白色颗粒相的数量逐渐增多. 图3a中仅存在较少的颗粒相组织,图3b中白色颗粒细小均匀,具有六边形和四方形的典型特征,颗粒尺寸分布在1 ~ 2 μm之间. 图3c中生成的颗粒相更多,并在晶界处聚集;图3d为图3c区域1位置高倍组织形貌,从图3d中可以体现出团聚的颗粒相组织特征;对白色颗粒相及黑色基体部位进行能谱分析,如表3所示. 通过判断可知白色颗粒相主要是由Ti元素和B元素组成,而黑色基体中含有Ni元素、Cu元素以及少量的Ti和B元素,结合XRD分析结果可知,利用氩弧熔覆技术,可以在铜表面原位合成白色颗粒相TiB2,尤其是当(Ti+B)质量分数为10%时,可以生成均匀细小的颗粒. 在氩弧熔覆凝固过程中以异质形核为核心生成的颗粒会在晶界处起到钉扎作用,阻碍溶质的进一步扩散,抑制晶粒长大,细化晶粒,异质形核的数量随着(Ti+B)含量的增多而增加,形核率将提高,组织细化明显,细小的颗粒的形成有助于提高材料的力学性能[14]. 但当(Ti+B)质量分数较高(达到15%),容易产生团聚现象,影响涂层的性能.
![]() 图 3 不同(Ti+B)质量分数熔覆涂层的SEM截面形貌Figure 3. SEM cross-sectional morphology of cladding coatings with different mass fraction of (Ti+B). (a) 5%(Ti+B) coating; (b) 10%(Ti+B) coating; (c) 15%(Ti+B) coating; (d) tissue morphology of identified area 1 in Fig. 3c
图 3 不同(Ti+B)质量分数熔覆涂层的SEM截面形貌Figure 3. SEM cross-sectional morphology of cladding coatings with different mass fraction of (Ti+B). (a) 5%(Ti+B) coating; (b) 10%(Ti+B) coating; (c) 15%(Ti+B) coating; (d) tissue morphology of identified area 1 in Fig. 3c能谱位置 Cu Ti B Ni 1 — 68.38 31.62 — 2 25.69 3.42 0.65 70.24 3 24.76 2.74 0.82 71.68 4 — 67.78 32.22 — 2.3 颗粒相结构分析
根据试验要求选择的合金粉末有Ti粉、B粉和Ni60A粉. 在涂层的制备过程中,涉及多种元素之间的反应问题,可能生成Cr4C,Fe2B,Fe2B,NiTi,Ni3Ti,Cr7C3,TiC,TiB,TiB2,TiSi2,SiC等化合物. 根据热力学数据计算,温度在600 ~ 1 800 K之间,TiB2的吉布斯自由能最低,为−272 ~ −247 kJ/mol,说明形成TiB2物相的形核驱动力大于其它相[20-21]. 图4为TiB2颗粒相明场TEM图像和选区衍射图. 从图4a可以看出,TiB2颗粒为六角形近等轴晶,且TiB2颗粒与基体之间的界面非常干净没有界面反应. 图4b所示TiB2的选区电子衍射花样,经标定可知衍射斑对应晶面分别为(0001),
$(10\overline 1 0) $ 和$(10\overline 1 1) $ ;增强相的形状与其晶体结构有关,TiB2 属于六方晶系,其结构为C32-AlB2,这种晶体结构显示Ti和B原子之间的化学键具有高度的几何对称性,表明TiB2将以几乎相同的生长速度向各个方向和形状生长等轴或近等轴形状[22].![]() 图 4 熔覆涂层的TEM图像Figure 4. TEM image of cladding coating. (a) bright field TEM image of TiB2; (b) diffraction spot of particle phase
图 4 熔覆涂层的TEM图像Figure 4. TEM image of cladding coating. (a) bright field TEM image of TiB2; (b) diffraction spot of particle phase2.4 熔覆涂层显微硬度及摩擦磨损性能分析
图5为不同(Ti+B)质量分数下熔覆涂层横截面显微硬度分布. 从图5可以看出,纯铜基体的平均显微硬度仅为68 HV,而不同(Ti+B)质量分数氩弧熔覆涂层的显微硬度较基体均有较大幅度提高;5%(Ti+B) 熔覆涂层的平均显微硬度达到569.3 HV;10%(Ti+B) 熔覆涂层的平均显微硬度达到781.3 HV;15%(Ti+B) 熔覆涂层的平均显微硬度达到了839.8 HV,但硬度值有较大波动;熔覆层的显微硬度随 (Ti+B) 质量分数的增加而增加. 结合熔覆层组织形貌可知(图3),在氩弧热的作用下,熔覆层中原位生成了TiB2颗粒,随着(Ti+B)质量分数的增加,TiB2颗粒逐渐增多,当(Ti+B)质量分数为10%时,在熔覆层中原位合成了均匀、细小、弥散分布的TiB2颗粒,TiB2陶瓷颗粒具有较高的硬度(可达25 ~ 35 GPa),在γ(Cu, Ni)固溶体中生成的硬质颗粒会阻碍位错运动,在其周围会产生较高的位错密度,形成应力场,变形阻力增加,从而使材料得到强化,提高涂层的强度和硬度. 而当(Ti+B)质量分数为15%时,生成的TiB2聚集在晶界处,且分布不均匀,导致硬度高低起伏波动较大.
![]() 图 5 熔覆涂层在不同含量(Ti+B)涂层截面的硬度分布Figure 5. Hardness distribution of cladding coating in different content (Ti+B) coating section
图 5 熔覆涂层在不同含量(Ti+B)涂层截面的硬度分布Figure 5. Hardness distribution of cladding coating in different content (Ti+B) coating section图6为在相同摩擦条件下纯铜基体与熔覆涂层的摩擦系数的关系. 从图6可以看出,在相同摩擦条件下,纯铜基体表面的平均摩擦系数达到0.68,而氩弧熔覆TiB2/Ni涂层的摩擦系数较基体材料要小的多,且随(Ti+B)质量分数的增加,摩擦系数先减小后增大;(Ti+B)质量分数为5%,10%和15%时,所对应的平均摩擦系数分别为0.31,0.21和0.55;这与涂层形成的组织有关,文献[23]表明在复合材料中增强颗粒均匀分布且与基体界面具有良好的结合时,可有效的降低复合材料的摩擦系数. 10%(Ti+B)颗粒相组织分布最均匀,因此摩擦系数最小;随着(Ti+B)质量分数的增加,熔覆层中原位生成的颗粒相发生聚集,导致硬度分布不均匀,在摩擦磨损过程中,硬质颗粒相与基体无法形成良好的强韧性配合,使得摩擦系数增加且波动大.
![]() 图 6 纯铜基体与熔覆涂层的摩擦系数的关系Figure 6. Friction coefficient relationship between pure copper substrate and cladding coating
图 6 纯铜基体与熔覆涂层的摩擦系数的关系Figure 6. Friction coefficient relationship between pure copper substrate and cladding coating图7为不同(Ti+B)质量分数熔覆涂层与纯铜基体的磨损量. 在相同磨损条件下,纯铜基体的磨损量为0.1803 g,(Ti+B)质量分数分别为5%,10%,15%时,熔覆层的磨损量分别为0.051 7,0.009 3,0.058 9 g,可以看出随着(Ti+B)质量分数的增加,熔覆层磨损量先减小后增大,这与相同熔覆条件下形成的组织有关. 在(Ti+B)质量分数为10%时,熔覆层组织中获得了大量的弥散分布的硬质颗粒相TiB2,涂层具有较高且均匀的硬度分布. 在磨损过程中,硬质颗粒相与生成的γ(Ni,Cu)固溶体达到一种强韧性配合,进一步提高涂层的耐磨性能. 若增强颗粒聚集或分布不均匀,则会导致在磨损过程中颗粒的剥落,从而产生严重的磨粒磨损[14]. 因此,当(Ti+B)质量分数达到15%时,通过组织及硬度分布可知,在涂层中没有形成均匀分布的硬质颗粒,硬度偏差较大,磨损失重增加.
![]() 图 7 基体和不同(Ti+B)配比的试样磨损量Figure 7. Wear of the matrix and the samples with different (Ti+B) ratios
图 7 基体和不同(Ti+B)配比的试样磨损量Figure 7. Wear of the matrix and the samples with different (Ti+B) ratios图8为不同(Ti+B)质量分数熔覆涂层与纯铜基体的磨损形貌. 图8a为纯铜基体的磨损形貌,从图8a可以明显看出产生了严重的粘着磨损,且磨损犁沟较宽. 图8b ~ 图8d为不同(Ti+B)质量分数下熔覆涂层的磨损形貌, 熔覆涂层的粘着程度随着(Ti+B)质量分数增加而减小. 在(Ti+B)质量分数为10%时,熔覆层的磨损表面最为光滑,仅有深度较浅的犁沟,粘着磨损程度最小;但当(Ti+B)质量分数达到15%时,熔覆层表面出现较宽的犁沟,磨损变得严重,这与涂层组织有关,该质量分数下的熔覆涂层产生的硬质颗粒出现团聚现象(图3d),且分布不均匀,团聚的颗粒在磨损的过程中更容易脱落[14],从而造成严重的磨粒磨损,这与磨损量结果一致[24].
![]() 图 8 不同(Ti+B)质量分数熔覆涂层与纯铜基体的磨损形貌Figure 8. Surface morphologies of the matrix and samples with different (Ti+B) ratios. (a) pure copper matrix; (b) 5%(Ti+B) coating; (c) 10%(Ti+B) coating;(d) 15%(Ti+B) coating
图 8 不同(Ti+B)质量分数熔覆涂层与纯铜基体的磨损形貌Figure 8. Surface morphologies of the matrix and samples with different (Ti+B) ratios. (a) pure copper matrix; (b) 5%(Ti+B) coating; (c) 10%(Ti+B) coating;(d) 15%(Ti+B) coating3. 结论
(1) 利用氩弧熔覆技术,以钛粉,硼粉和镍粉为原料,在纯铜表面可以制备出TiB2增强镍复合熔覆涂层,涂层与基体呈冶金结合,无裂纹、气孔等缺陷;熔覆涂层物相主要由γ(Ni,Cu)和TiB2组成.
(2) 为保证熔覆层获得均匀的组织,需要选择适当的(Ti+B)质量分数,随(Ti+B)质量分数的增加,熔覆层中颗粒相逐渐增多,颗粒相TiB2以六边形状分布于γ(Ni,Cu)固溶体中,TiB2颗粒尺寸细小,当(Ti+B)质量分数达到15%,颗粒相产生聚集.
(3) 经氩弧熔覆获得的涂层,随(Ti+B)质量分数的增加,力学性能呈现先上升后下降的趋势,当(Ti+B)质量分数为10%时,达到最佳的力学性能.
-
![]()
图 2 不同样品的致密度与体能量密度
Figure 2. Density and volume energy density of different samples. (a) density distribution; (b) volume energy density distribution
![]()
图 3 LT3和LT2样品的金相组织
Figure 3. OM morphology of LT3 specimen and LT2 specimen. (a) LT3 specimen; (b) LT2 specimen
![]()
图 4 LT3和 LT2样品的IPF
Figure 4. IPF of LT3 and LT2 specimens. (a) LT3 specimen; (b) LT2 specimen
![]()
图 5 LT3和LT2样品的极图
Figure 5. Pole figures of LT3 and LT2 specimens. (a) LT3 specimen; (b) LT2 specimen
![]()
图 7 LT3和LT2样品的断口形貌
Figure 7. Fracture morphologies of LT3 and LT2 samples. (a) LT3-HOR; (b) LT2-HOR; (c) LT3-VER; (d) LT2-VER
表 1 GH3625粉末的化学成分(质量分数,%)
Table 1 Chemical compositions of GH3625 powder
Cr Mo Nb Fe O N Ni 21.890 0 8.880 0 3.570 0 2.030 0 0.0241 0.0111 余量  下载: 导出CSV
下载: 导出CSV
表 2 工艺参数
Table 2 Laser process parameters
层厚
t/mm激光功率
P/W激光速度
v/(mm·s−1)扫描间距
h/mm0.03,0.02 165,175,185,195 800 0.09
下载: 导出CSV
-
[1] Zhang C, Feng K, Kokawa H, et al. Correlation between microstructural heterogeneity and anisotropy of mechanical properties of laser powder bed fused CoCrFeMnNi high entropy alloy[J]. Materials Science & Engineering A, 2022, 855: 143920.
[2] Zhang C, Feng K, Kokawa H, et al. On the origin and evolution of cellular structures in CoCrFeMnNi high entropy alloy fabricated by laser powder bed fusion[J]. Materials Characterization, 2023, 196: 112586. doi: 10.1016/j.matchar.2022.112586
[3] Cieslak M, Headley T, Romig A, et al. A melting and solidification study of alloy 625[J]. Metallurgical Transactions A, 1988, 19(9): 2319 − 2331. doi: 10.1007/BF02645056
[4] Floreen S, Fuchs G E, Yang W J. The metallurgy of alloy 625[J]. Superalloys, 1994, 718(625): 13 − 37.
[5] 吴树雄, 尹士科, 路勇超. 镍基耐蚀合金及其焊接特性概述[J]. 焊接技术, 2019(7): 1 − 6. doi: 10.13846/j.cnki.cn12-1070/tg.2019.07.001 Wu Shuxiong, Yin Shike, Lu Yongchao. Nickel-based corrosion-resistant alloy and its welding characteristics[J]. Welding Technology, 2019(7): 1 − 6. doi: 10.13846/j.cnki.cn12-1070/tg.2019.07.001
[6] Zhu J, Shao C, Lu F, et al. Origin of the anisotropic ductility and the dynamic recrystallization-like deformation behavior of laser powder bed fusion Inconel 625 at elevated temperature[J]. Scripta Materialia, 2022, 221: 114945. doi: 10.1016/j.scriptamat.2022.114945
[7] Zhang F, Levine L E, Allen A J, et al. Effect of heat treatment on the microstructural evolution of a nickel-based superalloy additive-manufactured by laser powder bed fusion[J]. Acta Materialia, 2018, 152: 200 − 214. doi: 10.1016/j.actamat.2018.03.017
[8] Keller T, Lindwall G, Ghosh S, et al. Application of finite element, phase-field, and CALPHAD-based methods to additive manufacturing of Ni-based superalloys[J]. Acta Materialia, 2017, 139: 244 − 253. doi: 10.1016/j.actamat.2017.05.003
[9] 张宇, 姜云, 胡晓安. 选区激光熔化成形Inconel 625合金的激光焊接头组织及高温蠕变性能[J]. 焊接学报, 2020, 41(5): 78 − 84. Zhang Yu, Jiang Yun, Hu Xiaoan. Microstructure and high temperature creep properties of Inconel 625 alloy by selective laser melting[J]. Transactions of the China Welding Institution, 2020, 41(5): 78 − 84.
[10] Mishurova T, Artzt K, Haubrich J, et al. New aspects about the search for the most relevant parameters optimizing SLM materials[J]. Additive Manufacturing, 2019, 25: 325 − 334. doi: 10.1016/j.addma.2018.11.023
[11] Arisoy Y M, Criales L E, Ozel T, et al. Influence of scan strategy and process parameters on microstructure and its optimization in additively manufactured nickel alloy 625 via laser powder bed fusion[J]. The International Journal of Advanced Manufacturing Technology, 2017, 90(5-8): 1393 − 1417. doi: 10.1007/s00170-016-9429-z
[12] Brown C U, Jacob G, Stoudt M, et al. Interlaboratory study for nickel alloy 625 made by laser powder bed fusion to quantify mechanical property variability[J]. Journal of Materials Engineering and Performance, 2016, 25(8): 3390 − 3397. doi: 10.1007/s11665-016-2169-2
[13] Criales L E, Arisoy Y M, Lane B, et al. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis[J]. International Journal of Machine Tools & Manufacture, 2017, 121: 22 − 36.
[14] Liu J W, Song Y A, Chen C Y, et al. Effect of scanning speed on the microstructure and mechanical behavior of 316L stainless steel fabricated by selective laser melting[J]. Materials & Design, 2020, 186: 108355. doi: 10.1016/j.matdes.2019.108355
[15] Pauza J, Rollett A. Simulation study of hatch spacing and layer thickness effects on microstructure in laser powder bed fusion additive manufacturing using a texture-aware solidification potts model[J]. Journal of Materials Engineering and Performance, 2021, 30(9): 7007 − 7018. doi: 10.1007/s11665-021-06110-7
[16] Wan H Y, Zhou Z J, Li C P, et al. Effect of scanning strategy on grain structure and crystallographic texture of Inconel 718 processed by selective laser melting[J]. Journal of Materials Science & Technology, 2018, 34(10): 1799 − 1804.
[17] Zhou Y H, Zhang Z H, Wang Y P, et al. Selective laser melting of typical metallic materials: An effective process prediction model developed by energy absorption and consumption analysis[J]. Additive Manufacturing, 2019, 25: 204 − 217. doi: 10.1016/j.addma.2018.10.046
















计量
- 文章访问数: 233
- HTML全文浏览量: 52
- PDF下载量: 79
