
Engineering application of structural strain method of low cycle fatigue in railway freight carbody
-
摘要:
为了开展铁路货车车体焊接结构的低周疲劳寿命预测,详细推导了理想弹塑性结构应变计算理论,基于计算理论进行了程序设计,并通过焊接接头试验进行了验证. 进一步开展了平面应变焊接接头模型的仿真计算结果和结构应变法计算结果的对比,探讨结构应变法的使用条件. 最后,将虚拟台架与结构应力变结合开展了快捷货车的低周疲劳寿命分析的工程应用. 结果表明:提出的低周疲劳的结构应变方法及其计算程序,当结构应力与屈服强度的差值在150 MPa以内时,理想弹塑性结构应变计算结果与实际结果一致,能够解决铁路货车低周疲劳寿命预测问题;当结构应力与屈服强度差值超过150 MPa后,随着结构应力的增加,误差也增加. 该文的研究为低周疲劳的结构应变法工程推广应用提供了良好的技术支撑.
Abstract:In order to solve the problem of low cycle fatigue life prediction of welded structure of railway freight car body, firstly, the structural strain calculation theory of low cycle fatigue under different yield states is derived, and the program is designed based on the calculation theory. and the theoretical verification is completed through the welded joint test. Secondly, in order to further illustrate the applicability of structural strain method calculation theory of low cycle fatigue, the plane strain finite element model and structural strain theory are compared; finally, the engineering application of low cycle fatigue life analysis of express freight car is carried out by combining virtual bench with structural stress strain. The results show that the structural strain method and program based on low cycle fatigue can solve the problem of low cycle fatigue of railway freight cars when the stress of welded structure is higher than the yield strength 150 MPa, and the result of plane strain model is consistent with that of structural strain theory, but after exceeding the yield strength 150 MPa, the error increases with the increase of structural stress. The research in this paper provides a good technical support for the popularization and application of structural strain method in low cycle fatigue.
-
Keywords:
- railway freight car /
- low cycle fatigue /
- structural strain method /
- virtual test rig
-
0. 序言
铝合金因其特有的质量轻、塑性好、耐腐蚀性强等优点,被普遍应用于各种加工制造和船舶、航空、航天等领域. 而钢是一种最常用的金属材料,在制造行业中的霸主地位不可动摇. 随着越来越多的铝合金结构件在制造业中的广泛应用,钢与铝的异种材料连接成了人们目前所关心的焦点问题. 由于钢/铝两种材料之间的热物理性能差异巨大,铝在钢中的溶解度非常低,且钢/铝焊接过程中极易产生金属间化合物(intermetallic compounds, IMCs),都会降低钢/铝接头的综合力学性能[1-3]. 近几年来,很多焊接研究学者专注于焊接材料、焊接工艺和界面层方面的研究,并取得较为明显的进步,推动了钢/铝异种金属焊接[4]在许多行业领域上的应用. 邱哲睿等人[5]提出钢/铝异种焊接是实现汽车与船舶轻量化的有效措施,具有很高的研究意义与价值,但是目前常用的爆炸焊、搅拌摩擦焊等焊接方式得到的焊接接头中IMCs含量高,导致接头性能不佳. Matteis 等人[6]提出采用过渡接头的方式焊接铝合金和钢板从而提高焊缝组织的质量与接头性能,减少IMCs的生成,为钢/铝异种焊接提供了新思路,但是接头强度还有待提高. 钢/铝组合构件除用于汽车轻量化中,在制冷行业也应用广泛,制冷行业中铝管和钢制供液管等不能直接焊接,而使用法兰连接会导致密封性较差,因此寻求一种有效连接铝管和钢管的过渡接头尤为重要[7].
将半固态钎焊技术和电磁脉冲成形技术相结合,提出一种钢/铝管磁脉冲辅助半固态钎焊工艺,该工艺的焊接时间短(数百微秒到几毫秒),焊接过程中温度低(钎料半固态温度),可以有效控制钎焊扩散过程,减少界面上产生金属间化合物的种类以及厚度. 文中主要研究工艺参数对钢/铝钎焊界面行为的影响,分析焊接界面处元素的扩散行为及金属间化合物的生长机理.
1. 试验方法
采用外径ϕ14 mm、壁厚2 mm的Q235镀锌钢管作为试验内管,外径ϕ17 mm、壁厚为1 mm的1060铝合金挤压管作为试验外管. 为使铝合金管在电磁力的作用下易于塑性成形且避免变形过程中的表面龟裂,需对铝管进行软化退火,退火工艺为350 ℃保温2 h后随炉冷却. 焊前需要钢管表面电镀锌处理. 钎料为带状Zn-15Al,尺寸规格为42 mm × 5 mm × 0.4 mm,化学成分如表1所示. 由Zn-Al合金相图可知该钎料固相线线为380 ℃,液相线为450 ℃[8].
表 1 Zn-15Al钎料的化学成分(质量分数,%)Table 1. Chemical compositions of Zn-15Al solderAl Cu Fe Si Mg Pb Zn 14. 95 0. 521 0. 012 0. 031 0. 01 0. 002 余量 钢/铝管磁脉冲辅助半固态钎焊工艺大致分为以下步骤:①清理试验管待焊表面;②截取适当长度的钎料带,将内管、外管、钎料带按图1所示进行安装;③通过电磁成形机的线圈对内外管件所形成的重叠区域进行电磁脉冲预成形,获得机械套接;④加热内外管件的套接区域至不同的的半固态温度(390 ℃固相体积分数为80%,410 ℃固相体积分数为60%,425 ℃固相体积分数为40%[7]);⑤采用适当的工艺参数(放电电压7 kV,充电电容550 µF)进行电磁脉冲成形,使半固态钎料中的固体颗粒对母材表面进行径向和轴向剪切,从而去除铝合金母材表面致密的氧化膜,且能提高钎料在母材表面的润湿性,利于元素之间的相互扩散.
![]() 图 1 钢/铝管件的电磁脉冲搭接钎焊原理Figure 1. schematic diagram of EMP lap brazing for steel and aluminum pipe fittings. (a) fixing and positioning;(b) first clamping shock;(c) heating shock brazing;(d) magnetic pulse brazing cross-section view
图 1 钢/铝管件的电磁脉冲搭接钎焊原理Figure 1. schematic diagram of EMP lap brazing for steel and aluminum pipe fittings. (a) fixing and positioning;(b) first clamping shock;(c) heating shock brazing;(d) magnetic pulse brazing cross-section view利用线切割机在钎焊接头处沿着轴向切取一定长度和宽度的圆弧状试样,镶嵌后打磨、抛光,硝酸酒精腐蚀后制得金相试样. 采用JSM-7500F型扫描电镜 (scanning electron microscopy, SEM) 研究其界面处组织形态、界面结合情况以及焊缝处组织分布情况. 采用JXA-8320型电子探针显微分析仪和INCA X-Act型能谱仪进一步分析组织成分以及扩散层的厚度,探究界面间金属化合物形成机理,分析其界面行为.在NSTRON1341型电液伺服材料试验机上进行拉伸试验.
2. 试验结果及分析
2.1 整体界面分析
在放电电压7 kV、充电电容550 µF的电磁脉冲工艺参数下,分别进行了不同温度下的钎焊试验(390,410,425 ℃),其扫描电子显微形貌如图2所示,其中最左侧处颜色较深是铝母材,最右侧处是钢母材. 焊接温度为390 ℃时,焊缝的晶粒细小,铝合金母材与焊缝界面区域有明显的扩散层,如图2a所示. 而钢侧母材与焊缝界面部分区域可见扩散层,但部分位置存在未结合缝隙(孔洞). 焊接温度410 ℃时,焊缝区的晶粒明显长大,铝侧与钢侧均有明显的扩散层,整个焊缝焊接情况较好,如图2b所示. 当温度继续升高到425 ℃时,由于此时钎料的固相率为40%,60%的液相使钎料具有非常好的流动性[7],在电磁力和铝合金外管的强烈挤压作用下,大部分钎料被挤出焊缝区,造成焊缝缺少钎料,如图2c所示. 此时晶粒严重长大呈树枝状,并垂直于铝母材向钢侧生长.
![]() 图 2 不同焊接温度下焊缝SEM形貌Figure 2. SEM microstructure at solder joint under different soldering temperature. (a) 390 ℃;(b) 410 ℃;(c) 425 ℃
图 2 不同焊接温度下焊缝SEM形貌Figure 2. SEM microstructure at solder joint under different soldering temperature. (a) 390 ℃;(b) 410 ℃;(c) 425 ℃2.2 铝侧界面分析
图3为不同焊接温度下获得的铝侧界面组织形貌.在390,410,425 ℃的情况下,Al侧均有明显扩散层,实现了冶金结合. α-Al晶粒在温度升高的过程中,也逐渐长大,由390 ℃时的近球状晶(图3a)长大到425 ℃时的粗大树枝晶(图3c),主要原因是425 ℃时提供了较大的过冷度,促进了α-Al晶粒的生长. 界面处扩散层也随温度的增加而不断变厚,390 ℃时扩散层厚度为2 μm,410 ℃时扩散层厚度增加到3 μm,当温度达到425 ℃扩散层的厚度增加到6 μm.
![]() 图 3 不同焊接温度下铝侧的SEM组织形貌Figure 3. SEM microstructure at Al side at different soldering temperatures. (a) 390 ℃;(b) 410 ℃;(c) 425 ℃
图 3 不同焊接温度下铝侧的SEM组织形貌Figure 3. SEM microstructure at Al side at different soldering temperatures. (a) 390 ℃;(b) 410 ℃;(c) 425 ℃分析Al侧母材与焊缝界面处成分,线扫描的结果如图4所示,从Al母材到焊缝内部,Al元素浓度在焊缝界面处并没有陡降,而是随着距离的增加逐渐降低,形成明显的浓度梯度,说明铝侧母材与钎料已形成一定厚度的扩散层,实现了冶金结合.
为了进一步确定扩散层的组成,对试样不同位置(图3)进行能谱仪(energy dispersive spectromt-er, EDS)点扫描,各点成分如表2所示. 根据相关的文献研究成果,结合各点的成分可推测出,铝母材与焊缝界面层组织主要为α-Al,焊缝中的灰色球状颗粒为溶解了一定Zn原子的α-Al,球状颗粒周围白色相为富锌相[9-10],富锌相分布于α-Al晶粒之间. 对3种不同温度扩散层处各点扫描分析发现,不同温度下的扩散层中氧元素很少,与Al元素均不成比例,可以确定没有大片的Al2O3氧化膜存在,而残存的氧元素主要是破碎后Al2O3残留或焊后空气氧化导致. 说明放电电压7 kV,加热温度为390,410,425 ℃时均可以有效地去除铝母材表面的氧化膜. 在电磁力的作用下,半固态的固相颗粒对氧化膜表面的挤压促使氧化膜破碎,液相潜入破碎氧化膜,在流动中对母材表面进行轴向剪切,有效去除了氧化膜. 同时,钎料具有良好的流动性,能够在固相颗粒去除母材表面氧化膜后液相润湿新鲜Al母材,促进扩散实现冶金结合.
表 2 不同温度下铝侧特征点能谱分析成分与相组成Table 2. Compositions and phase compositions of marked points on aluminum side at different soldering temperatures温度T/℃ 位置 元素含量(原子分数,%) 相组成 Al Zn O 390 1 79.33 16.68 3.99 α-Al 2 73.81 22.53 3.66 α-Al 3 60.35 36.13 3.53 富锌相 4 70.56 26.66 2.78 α-Al 410 5 52.07 43.76 3.89 α-Al 6 55.12 39.18 5.7 α-Al 425 7 51.09 45.82 3.09 α-Al 8 55.58 42.34 2.09 α-Al 9 10.81 84.87 4.71 富锌相 2.3 钢侧界面分析
选取钢侧界面中存在明显扩散层划线位置进行EDS线扫描,如图5所示. 分析研究Al,Fe,Zn 3种元素在垂直界面层方向上的浓度分布,发现该位置存在Fe,Al原子的浓度梯度变化(图6),钎料与母材钢发生反应生成了一定厚度且连续分布的Fe-Al系IMCs层[11-12],IMCs层厚度约为3 μm. 上端A位置的IMCs层的厚度较薄仅为1 μm. 钢侧界面不均匀,部分位置扩散明显,而有些位置IMCs层较薄,甚至存在明显的间隙(孔洞),主要是由于390 ℃时温度较低,Fe-Al之间的原子运动并不剧烈,不利于原子间的相互扩散.
![]() 图 5 不同焊接温度下钢侧的SEM组织形貌Figure 5. SEM microstructure at Fe side at different soldering temperatures. (a) 390 ℃; (b) 410 ℃; (c) 425 ℃
图 5 不同焊接温度下钢侧的SEM组织形貌Figure 5. SEM microstructure at Fe side at different soldering temperatures. (a) 390 ℃; (b) 410 ℃; (c) 425 ℃从表3可知,点1、点3、点4、点6、点7处Fe和Al原子比基本为1∶3,由于Fe2Al5一般依附于表层向焊缝中生长且呈针状,而FeAl3不呈现明显的针状组织且比较致密,因此结合金相形貌与点的位置可以确认该处组织为FeAl3.
表 3 不同温度钢侧特征点能谱分析成分与相组成Table 3. Composition and phase composition of marked points on steel side at different soldering temperatures温度T/℃ 位置 元素含量(原子分数,%) 相组成 Al Zn Fe O 390 1 68.97 5.08 21.7 4.25 FeAl3 2 61.18 23.52 1.47 13.21 α-Al 410 3 58.5 15.87 22.1 3.53 FeAl3 4 55.69 14.01 21.5 6.99 FeAl3 5 65.72 27.15 0.99 6.14 α-Al 425 6 63.69 10.01 19.5 5.89 FeAl3 7 61.28 14.36 16.23 7.01 FeAl3 钢侧镀锌层经过各种温度焊接后均消失,由于390,410 ℃的焊接温度,并未达到锌的熔点(419 ℃),不足以使镀锌层熔化或蒸发. 镀锌层消失主要是镀锌层的Zn元素与焊缝中的Zn-15Al钎料之间存在明显的浓度梯度,在加热的过程中,镀锌层中的Zn原子会大量向焊缝中发生扩散. O元素主要来源于ZnO. 镀锌层在空气中加热会发生氧化成ZnO,且在扩散层内Zn与O元素的比例接近1∶1(点1),说明Zn氧化会变成ZnO,而Fe,Al也相互结合生成金属间化合物.
根据钢/铝结合界面的金属间化合物生成情况,对加热温度为410 ℃、放电电压为7 kV、镀层厚度为5 μm时得到的钎焊接头进行拉伸试验,并用直接冲击得到的机械咬合接头进行对比,结果表明磁脉冲半固态钎焊接头试样的抗剪强度为119 MPa,与铝合金母材的强度(120 MPa)相当,机械咬合接头的抗拉强度为34 MPa.
2.4 界面Fe/Al扩散行为以及IMC生长机理
Fe-Al金属间化合物的种类大致分为FeAl,FeAl2,Fe2Al5,FeAl3等. 根据图7中Fe-Al金属间化合物的吉布斯自由能(ΔG)变化[13],可以看出,形成FeAl相所需要的吉布斯自由能最大,当温度在300 ~ 1 500 K时,ΔGFeAl>0. 所以在试验条件下未发现FeAl金属间化合物,但其它Al-Fe金属间化合物则可能存在. FeAl2是一种不稳定的亚稳相,这种相在文中铝/钢焊接试验过程中也未发现. Fe3Al则是在温度介于900 K左右时(温度范围很小接近于0)才可能在界面处形成Fe3Al. 由于试验温度大致为390 ~ 425 ℃,所以只需要分析Fe2Al5以及FeAl3这两种金属间化合物的形成.从图7可知,生成Fe2Al3的自由能比FeAl3的小很多,由于吉布斯自由能值的绝对值越大,说明反应的自发性越强,一般而言Fe2Al5在吉布斯自由能上可以看出比FeAl3更容易生成.
![]() 图 7 Fe-Al金属间化合物的吉布斯自由能变化Figure 7. Gibbs free energy change of Fe-Al intermetallic compounds
图 7 Fe-Al金属间化合物的吉布斯自由能变化Figure 7. Gibbs free energy change of Fe-Al intermetallic compounds陈云等人[14]的试验研究发现,Fe/Al的低熔共晶点为655 ℃,Al的熔点为660 ℃,试验温度在600 ℃以下时,Fe/Al焊接所产生的金属间化合物为FeAl3;试验温度在700 ℃以上时,所得到的金属间化合物为Fe2Al5. 这说明试验温度在600 ℃以下时,Fe/Al之间的扩散状态基本为固相扩散,并且由于Fe原子在此温度下的扩散速率远小于Al原子,导致Fe/Al焊接界面处主要是通过Al原子向Fe晶界进行扩散,并与Fe反应生成FeAl3金属间化合物,且金属间化合物的厚度随着保温时间的增加而变宽,Al原子由所形成的金属间化合物通过晶界向Fe晶粒进行扩散并与晶粒内的Fe原子反应生成金属间化合物,最后得出Al扩散示意图,如图8所示.
虽然Fe2Al5的吉布斯自由能高于FeAl3,但是不能证明Fe2Al5生成的优先级高于FeAl3,具体先生成哪种金属间化合物取决于试验温度,当温度在600 ℃以下时,会先生成FeAl3金属间化合物. 由于试验温度为390 ~ 425 ℃,远低于600 ℃,所得到的金属间化合物产物为FeAl3,Fe/Al为固相扩散状态,由Al原子向Fe界面进行扩散并产生FeAl3金属间化合物. 试验结果也较好地证实了金属间化合物的种类只有FeAl3,未检测到产生Fe2Al5.
3. 结论
(1) 钢/铝管磁脉冲辅助半固态Zn-15Al钎料钎焊,在410 ℃(相应的固相率为60%)温度下的铝/钢焊缝钎料填充完美,焊缝组织密集细小呈颗粒状,并且焊缝两侧界面处冶金结合情况良好,钢侧金属间化合物厚度较薄(平均3 μm),不容易产生应力集中现象.
(2) 焊缝组织主要为α-Al以及富锌相,铝侧界面处的冶金结合好,Al2O3氧化膜破碎与清除良好.
(3) 不同条件下界面元素的分布情况不同,焊缝组织中由于α-Al组织的生长而变得粗大从而抑制富锌相的生长,即界面处的Zn元素减少,Al,Fe元素在界面处集中并形成扩散层. 钢侧界面处钎料中Al原子向钢基体进行扩散,且只生成FeAl3金属间化合物.
-
![]()
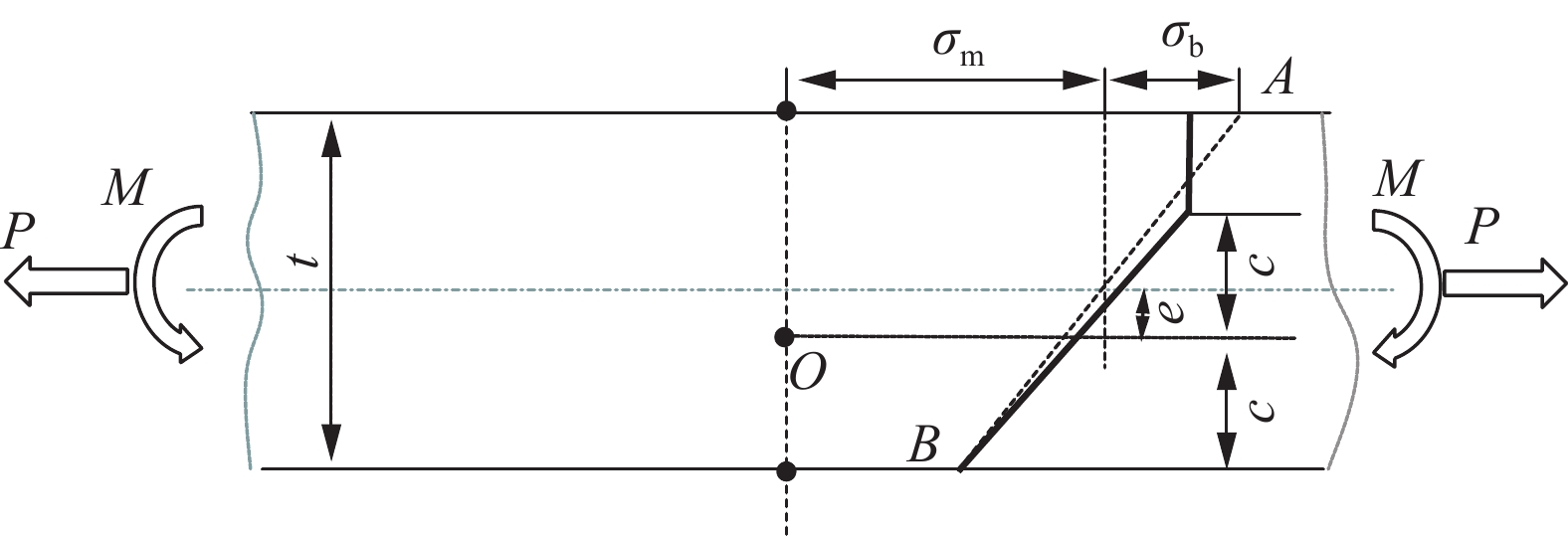
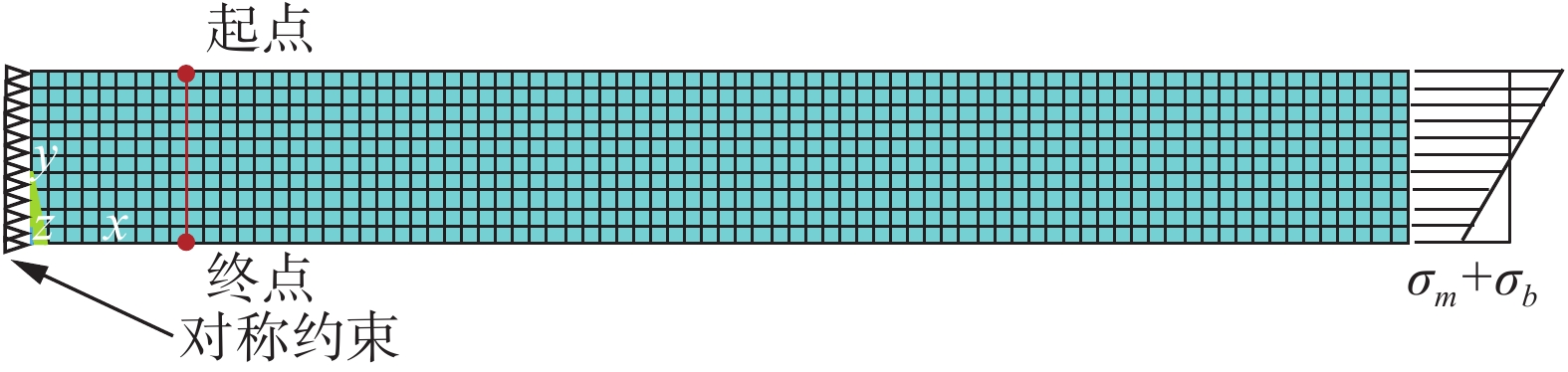
图 4 上表面发生屈服示意图
Figure 4. Schematic diagram of yield on the upper surface relation of deformation
![]()
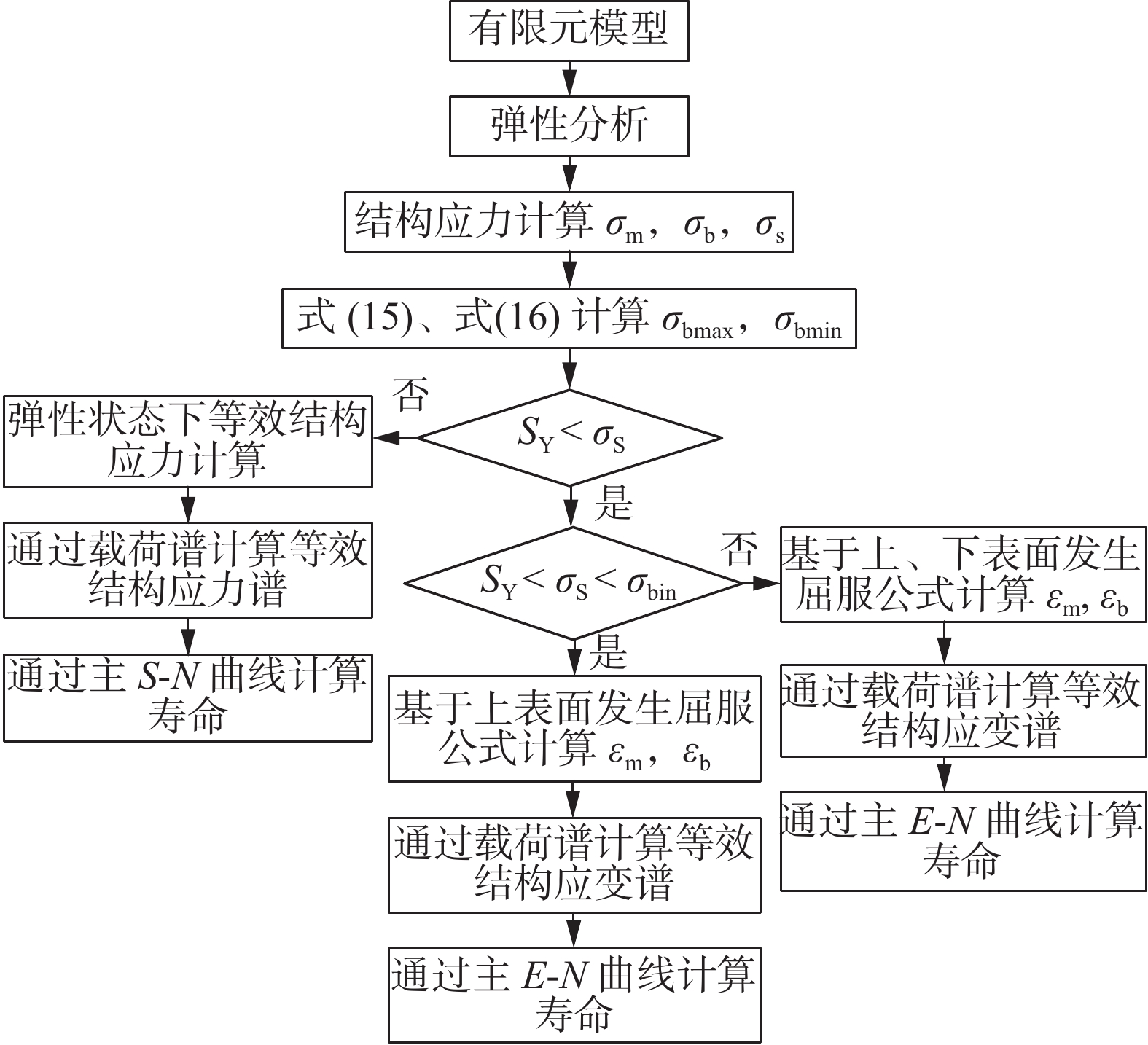
图 5 焊接结构高、低周疲劳实施流程
Figure 5. Calculation process of high and low cycle fatigue of welded structures
![]()
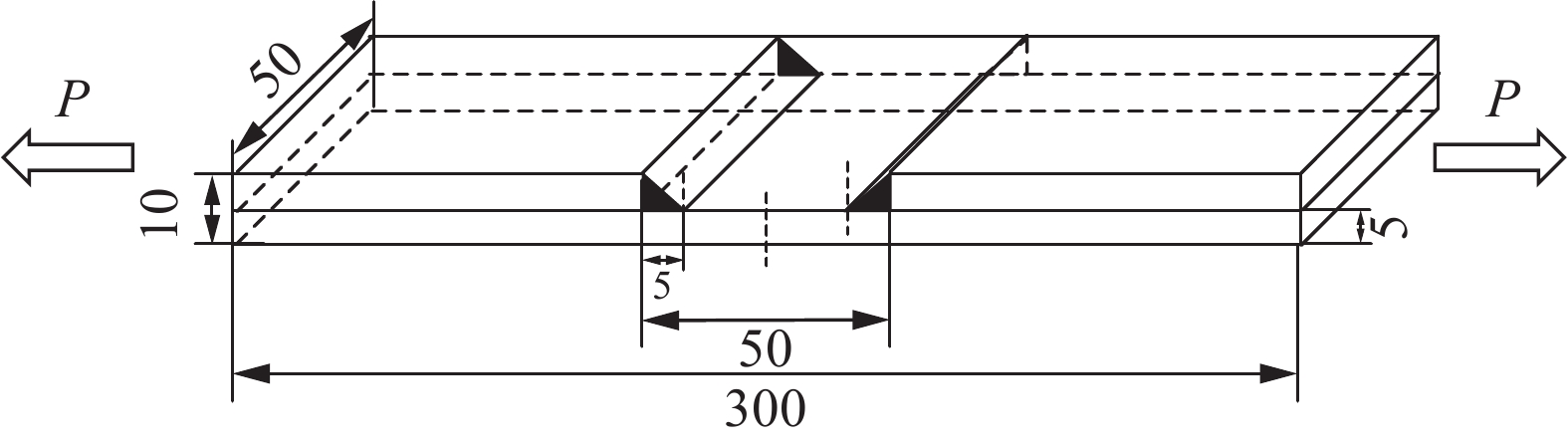
图 6 焊接接头宽板试样示意图(mm)
Figure 6. Schematic diagram of wide plate specimen of welded joint
![]()
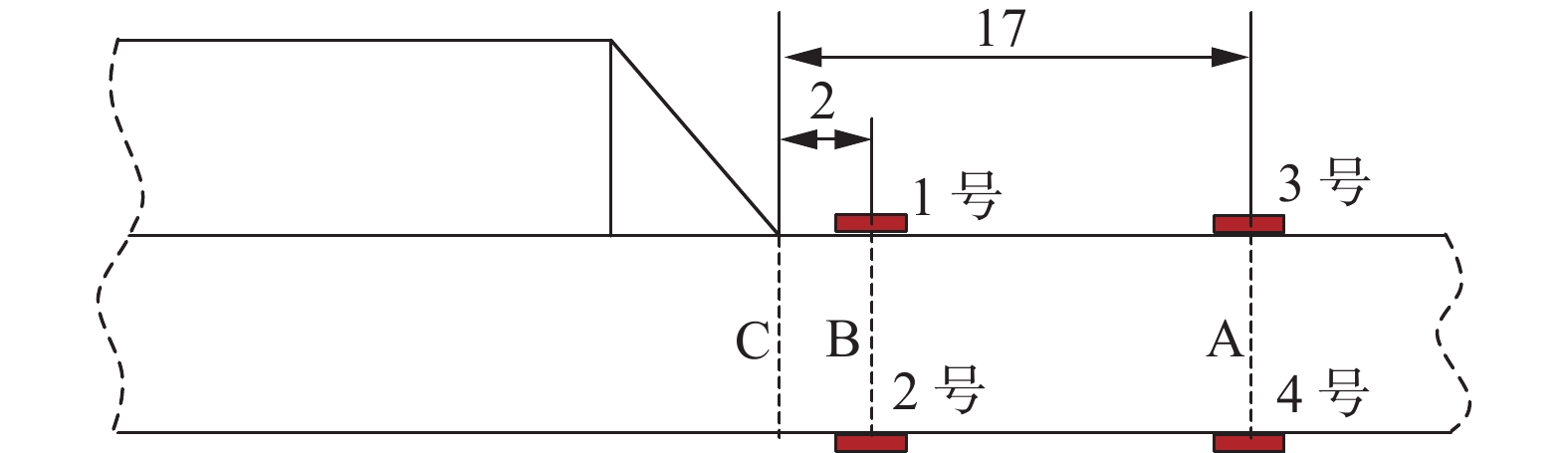
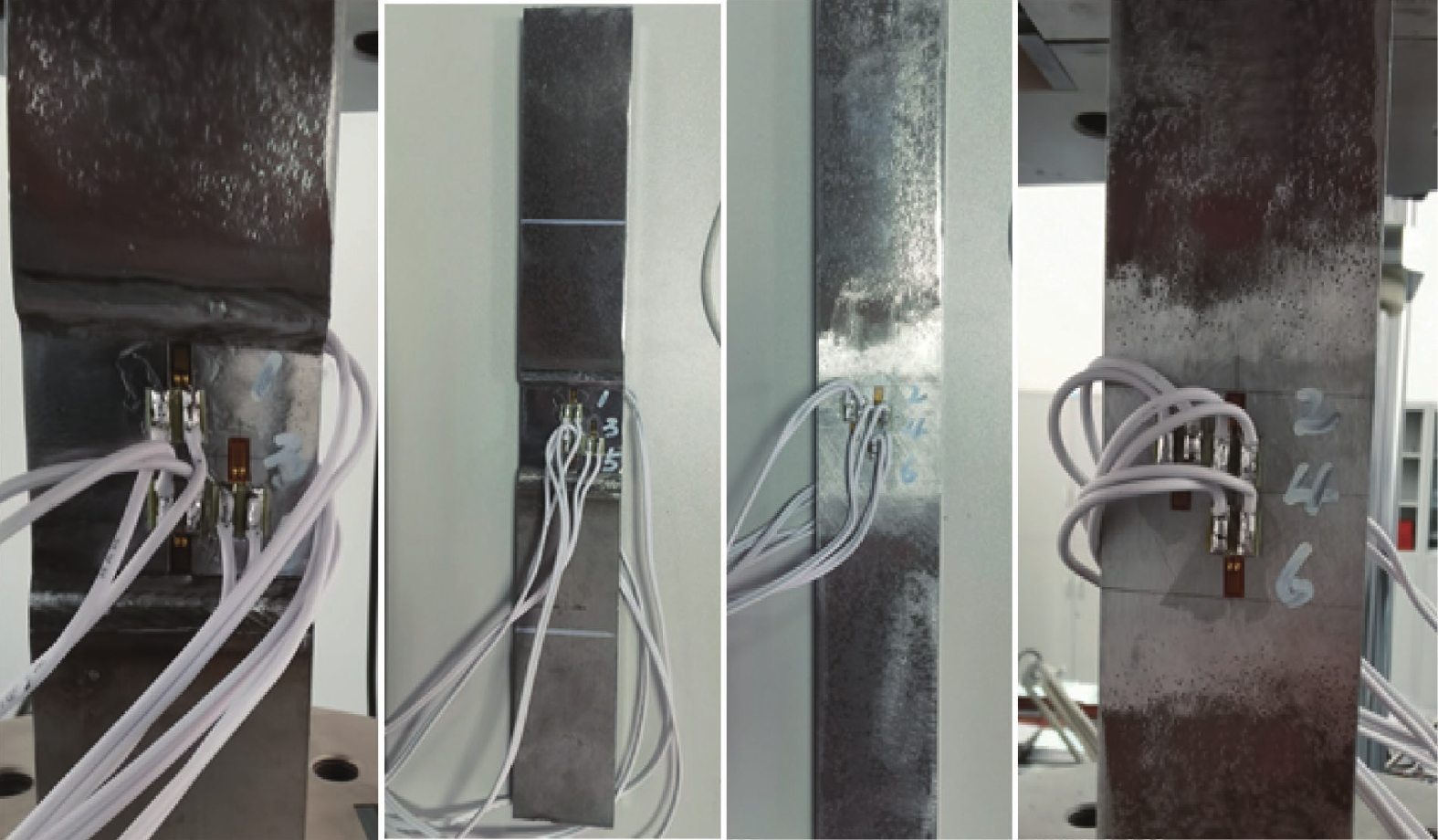
图 8 焊接接头应变片布置及应变测试
Figure 8. Strain gauge arrangement and strain testing of welded joints
![]()
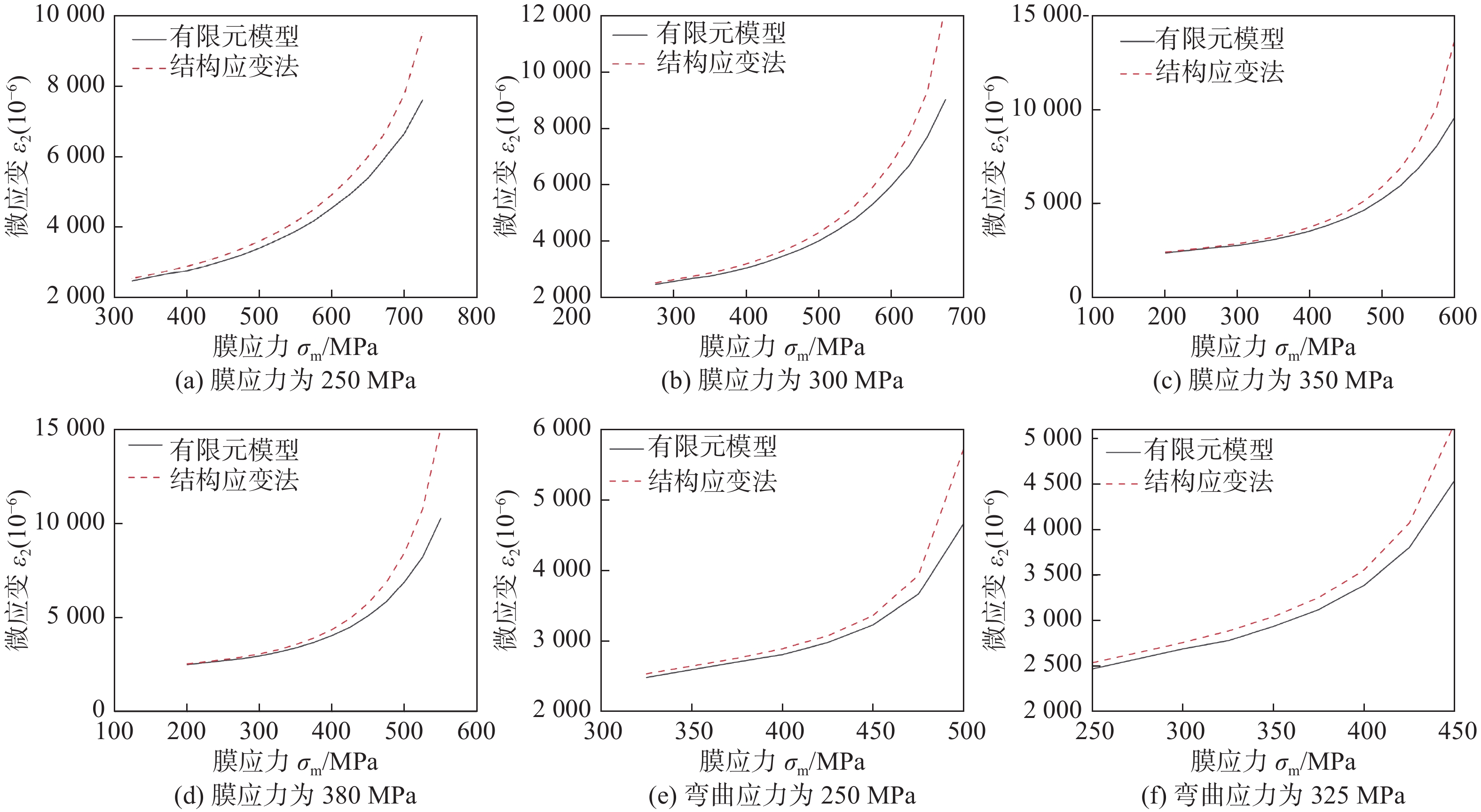
图 11 理论算法和平面应变的有限元模型对比
Figure 11. Comparison between theoretical algorithm and plane strain finite element model. (a) the membrane stress is 250 MPa; (b) the membrane stress is 300 MPa; (c) the membrane stress is 350 MPa; (d) the membrane stress is 380 MPa; (e) the bending stress is 250 MPa; (f) the bending stress is 325 MPa
![]()
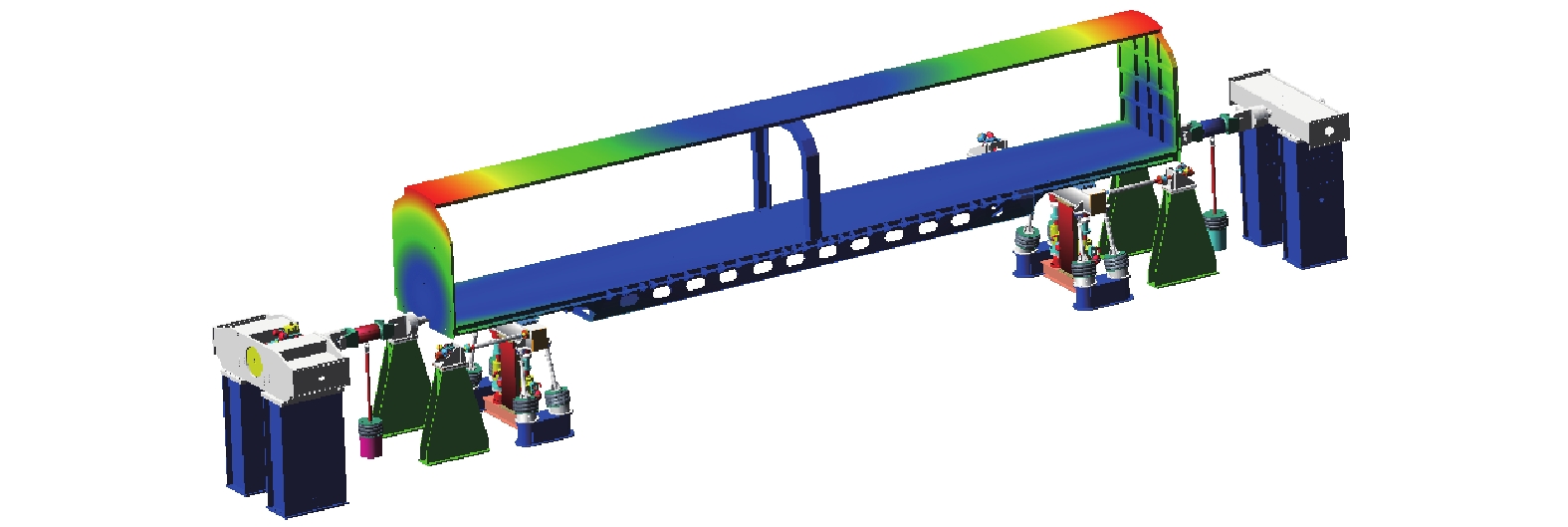
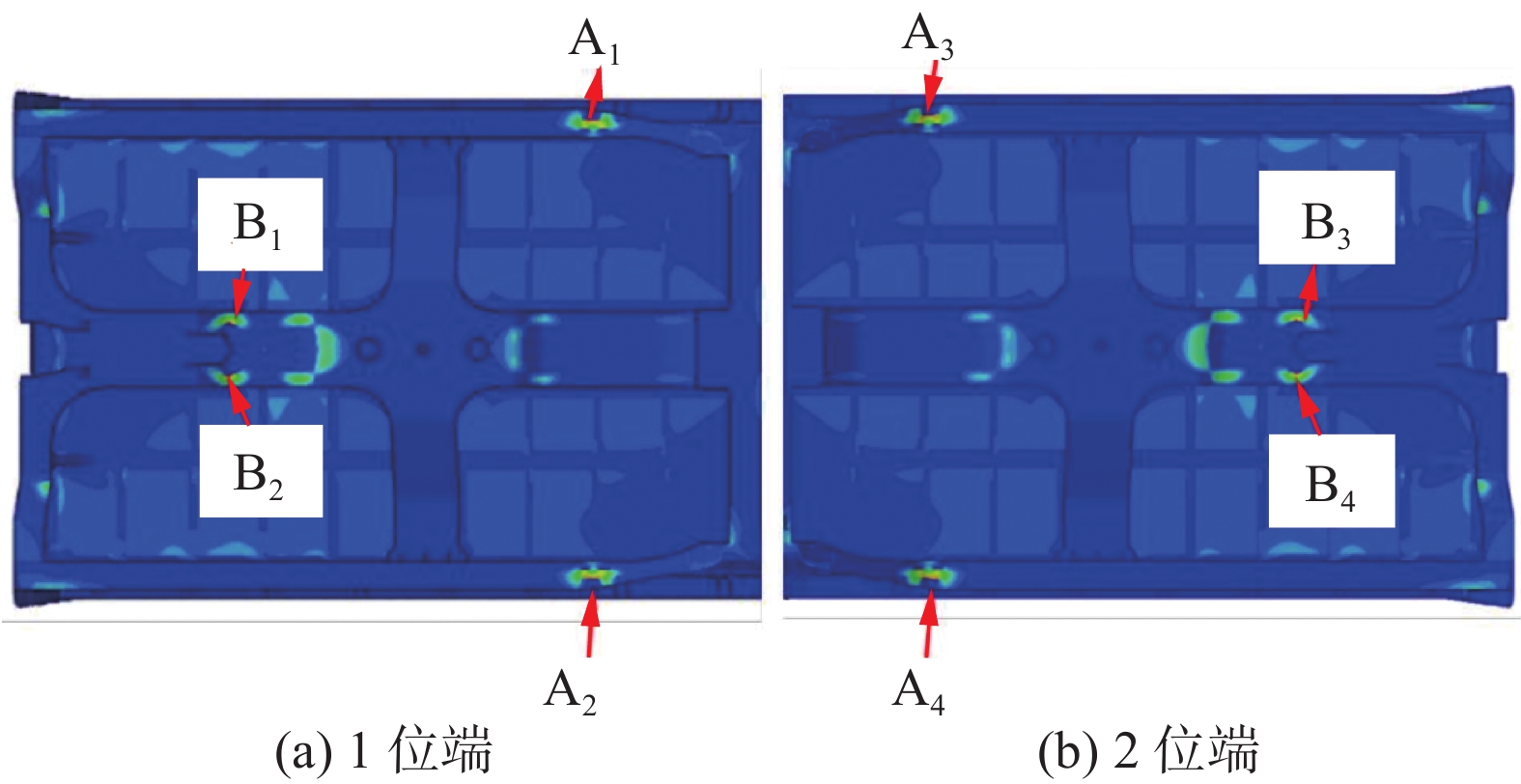
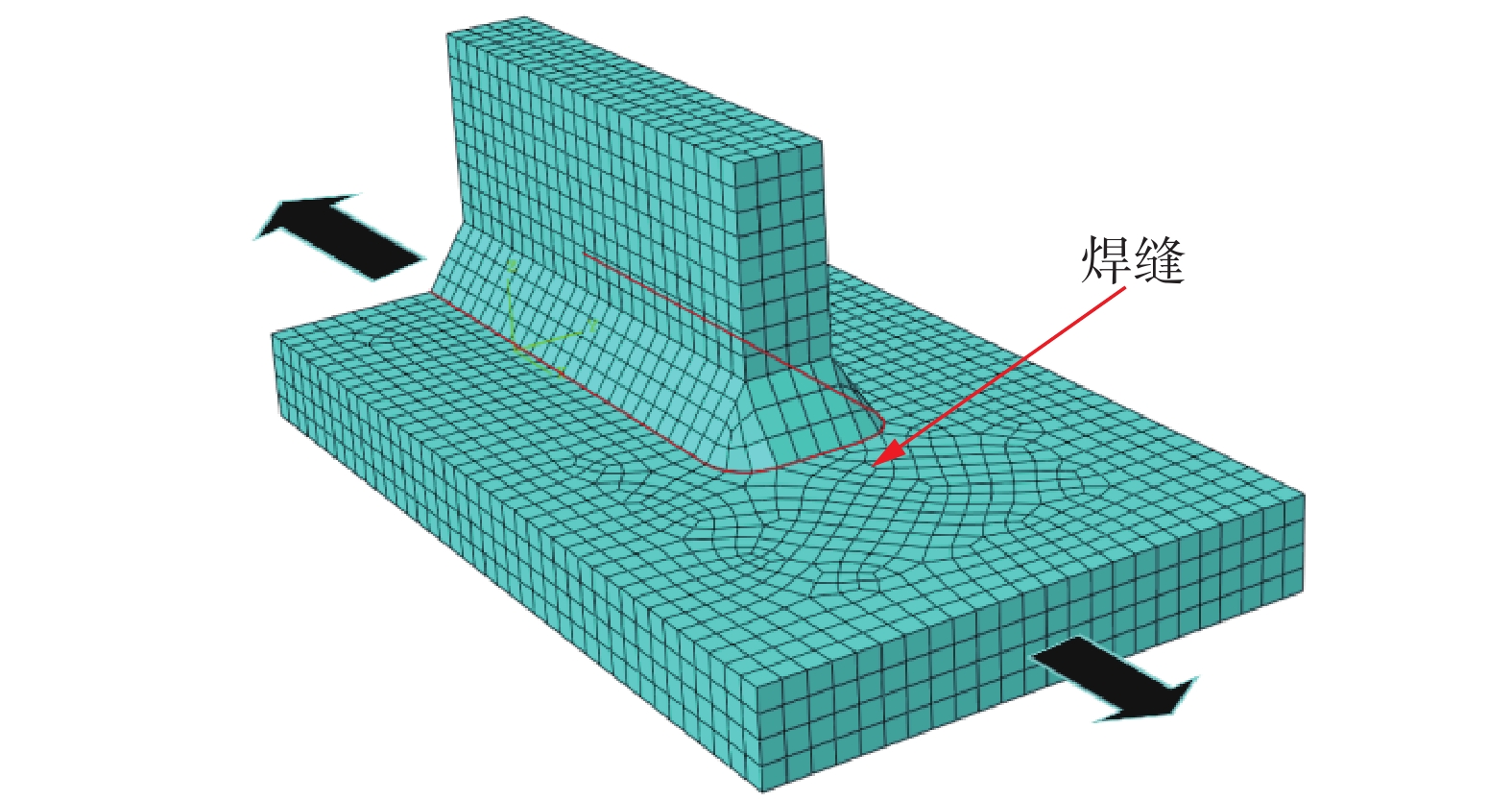
图 13 变形及最大主应力云图
Figure 13. Cloud map of deformation and maximum principal stress. (a) first side of car body; (b) second side of car body
![]()
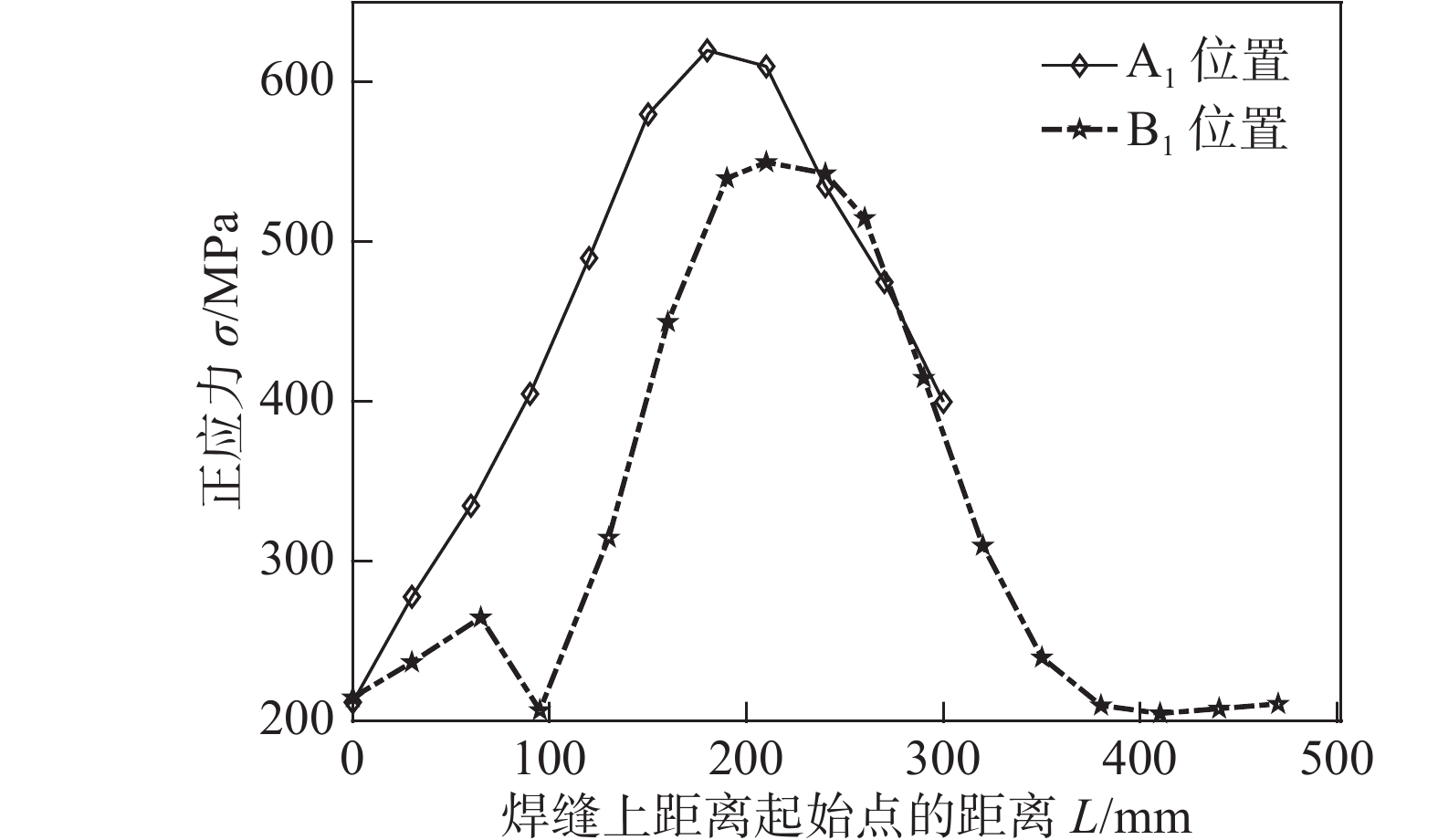
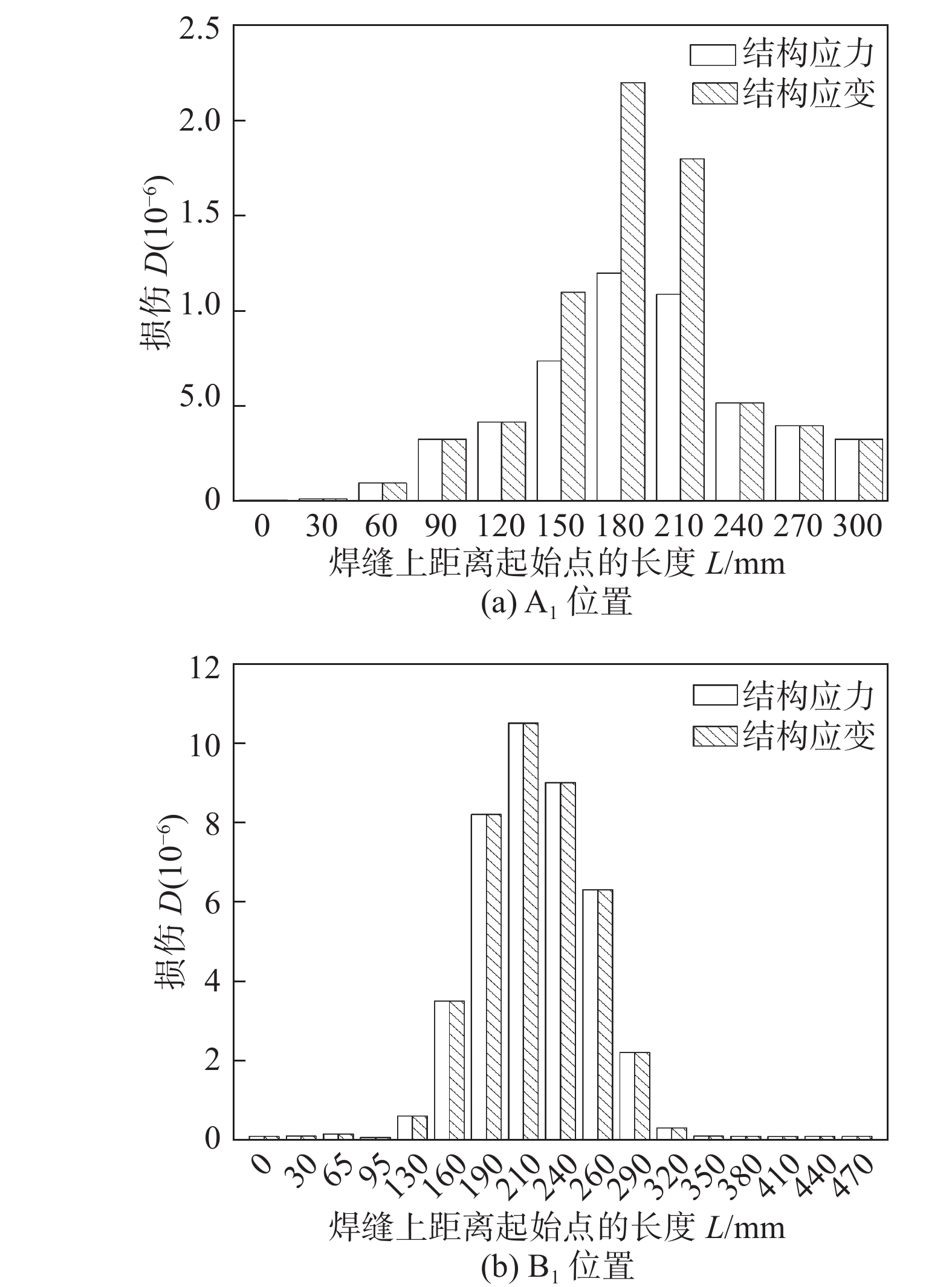
图 15 基于结构应力和结构应变所得损伤对比
Figure 15. Comparison of damage based on structural stress and structural strain. (a) The position of A1; (b) The position of B1
表 1 主E-N曲线
Table 1 Main E-N curve
统计依据 试验常数 $ C $ 试验常数 $ h $ 中值 0.10868 0.3195 $ + 2\sigma $ 0.13025 ${{ - } }2\sigma$ 0.06313 $ + 3\sigma $ 0.15610 ${{ - } }3\sigma$ 0.05268  下载: 导出CSV
下载: 导出CSV
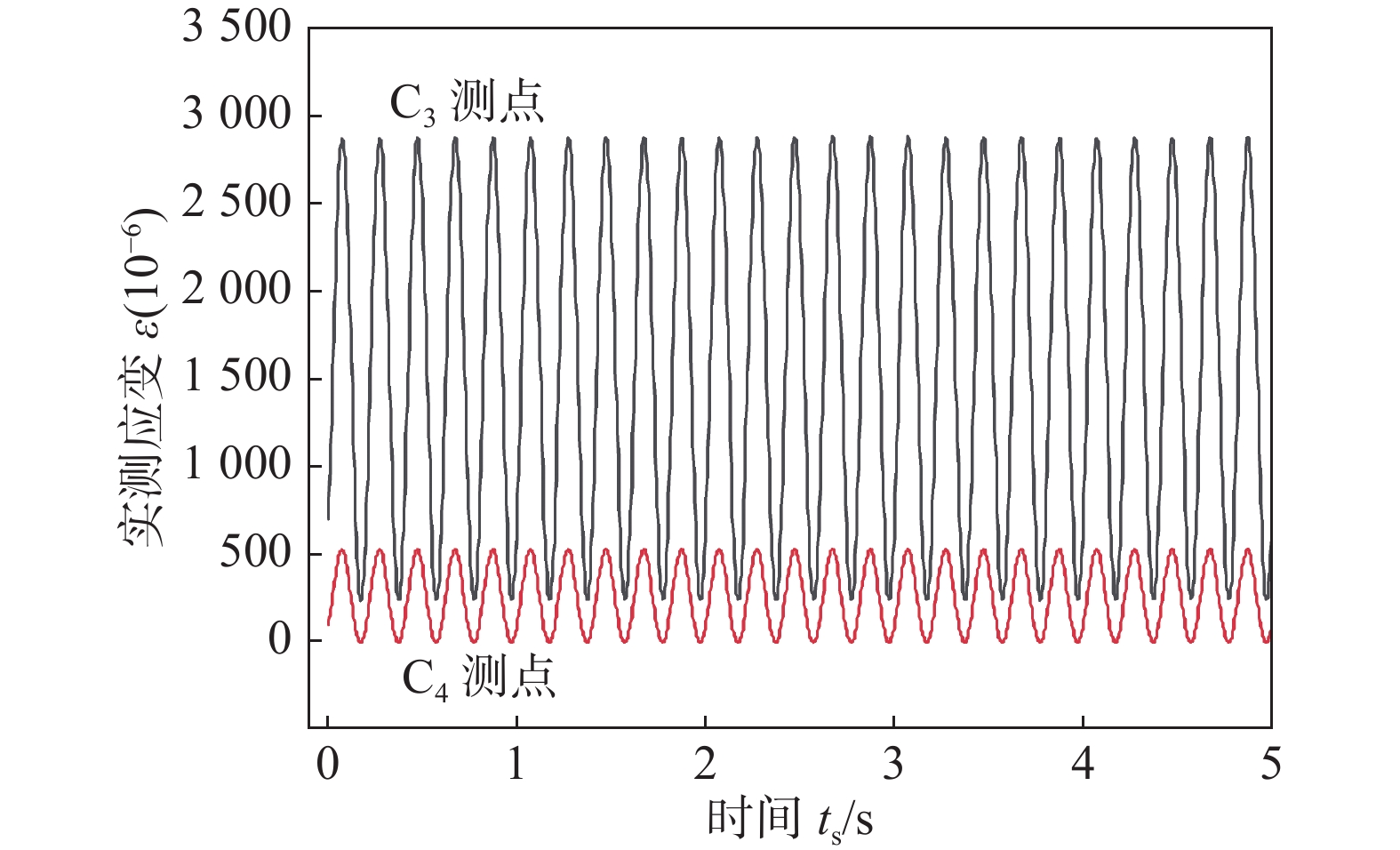
表 2 弹性加载下的应变测试
Table 2 strain test under elastic loading
载荷类型 加载次数n/次 载荷值P/kN 实测应变 ε(10−6) 1号 2号 3号 4号 5号 6号 拉伸 1 25 714 251 1342 −14 1593 45 2 25 771 198 802 112 814 122 3 25 771 197 785 115 811 123 压缩 1 10 330 −61 −320 −37 −336 −35 2 25 −859 −140 −818 −86 −852 −87 3 25 −803 −163 −790 −100 −820 −107
下载: 导出CSV
表 3 寿命计算
Table 3 Life calculation
寿命计算值(次) 寿命试验值
(次)中值 ( + 2σ) (−2σ) ( + 3σ) (−3σ) 34780 149984 8065 646779 1870 24201
下载: 导出CSV
-
[1] 周韶泽, 郭硕, 陈秉智, 等. 焊接结构超高周疲劳主S-N曲线拟合及寿命预测方法[J]. 焊接学报, 2022, 43(5): 76 − 82. doi: 10.12073/j.hjxb.20211116002 Zhou Shaoze, Guo Shuo, Chen Bingzhi, et al. Master S-N curve fitting and life prediction method for very high cycle fatigue of welded structures[J]. Transactions of the China Welding Institution, 2022, 43(5): 76 − 82. doi: 10.12073/j.hjxb.20211116002
[2] 谢素明, 周晓坤, 李向伟, 等. 基于美国ASME标准的重载货车车体焊缝疲劳寿命预测[J]. 计算力学学报, 2012, 29(1): 129 − 134. Xie Suming, Zhou Xiaokun, Li Xiangwei, et al. Fatigue life prediction for weld line in heavy freight carbody based on ASME standard[J]. Chinese Journal of Computational Mechanics, 2012, 29(1): 129 − 134.
[3] Gan S M, Liu H Y, Zhai Z P, et al. A review of welding residual stress test methods[J]. China Welding, 2022, 31(2): 45 − 55.
[4] 李向伟, 方吉, 赵尚超. 焊接结构主S-N曲线拟合方法及软件开发[J]. 焊接学报, 2020, 41(1): 80 − 85. Li Xiangwei, Fang Ji, Zhao Shangchao. Master S-N curve fitting method of welded structure and software development[J]. Transactions of the China Welding Institution, 2020, 41(1): 80 − 85.
[5] 王苹, 裴宪军, 钱宏亮, 等. 焊接结构抗疲劳设计新方法与应用[J]. 机械工程学报, 2021, 57(16): 349 − 360. doi: 10.3901/JME.2021.16.349 Wang Ping, Pei Xianjun, Qian Hongliang, et al. Unique fatigue design method of welded structures and application[J]. Journal of Mechanical Engineering, 2021, 57(16): 349 − 360. doi: 10.3901/JME.2021.16.349
[6] 杨广雪, 刘志明, 李广全, 等. 基于等效结构应力法的焊接构架疲劳损伤评估[J]. 铁道学报, 2020, 42(7): 73 − 79. Yang Guangxue, Liu Zhiming, Li Guangquan, et al. Fatigue damage assessment of welded frame on equivalent structural stress method[J]. Journal of the China railway Society, 2020, 42(7): 73 − 79.
[7] 李向伟, 方吉, 李文全, 等. 重载货车车体疲劳台架试验技术研究[J]. 铁道学报, 2021, 43(4): 33 − 41. Li Xiangwei, Fang Ji, Li Wenquan, et al. Research on fatigue bench test technology for heavy haul vehicle body[J]. Journal of the China Railway Society, 2021, 43(4): 33 − 41.
[8] 王欣, 岳增可, 蔡福海, 等. 基于结构应力法的起重机焊缝多轴疲劳寿命研究[J]. 机械强度, 2022, 44(5): 1226 − 1231. Wang Xin, Yue Zengke, Cai Fuhai, et al. Research on multi-axial fatigue life of crane weld based on structural stress method[J]. Journal of Mechanical Strength, 2022, 44(5): 1226 − 1231.
[9] 曹蕾蕾, 王留涛, 王严, 等. 基于等效结构应力法的挖掘 机工作装置疲劳寿命评估[J]. 华南理工大学学报, 2022, 50(8): 62 − 70. Cao Leilei, Wang Liutao, Wang Yan, et al. Fatigue life evaluation of excavator working device based on equivalent structural stress method[J]. Journal of South China University of Technology, 2022, 50(8): 62 − 70.
[10] 高一迪, 董平沙, 余杨, 等. 结构应变法在焊件低周疲劳中的应用研究[J]. 中国造船, 2019, 60(3): 92 − 104. Gao Yidi, Dong Pingsha, Yu Yang, et al. Investigation of structural strain method in low-cycle fatigue for weldments[J]. Shipbuilding of China, 2019, 60(3): 92 − 104.
[11] Pei X J, Li X W, Zhao S C, et al. Low cycle fatigue evaluation of welded structures with arbitrary stress-strain curve considering stress triaxiality effect[J]. International Journal of Fatigue, 162(3): 106969.
[12] 于跃斌, 赵尚超, 李向伟, 等. 铁路货车车体线路动态响应仿真与验证[J]. 西南交通大学学报, 2019, 54(3): 626 − 632. Yu Yuebin, Zhao Shangchao, Li Xiangwei, et al. Simulation and verification of dynamic response of railway wagon on railway track[J]. Journal of Southwest Jiaotong University, 2019, 54(3): 626 − 632.
[13] 赵尚超, 王东坡, 李向伟, 等. 焊接结构模态结构应力法程序开发及工程应用[J]. 焊接学报, 2023, 44(3): 1 − 7. doi: 10.12073/j.hjxb.20220414001 Zhao Shangchao, Wang Dongpo, Li Xiangwei, et al. Development and engineering application of modal structural stress method for welded structures[J]. Transactions of the China Welding Institution, 2023, 44(3): 1 − 7. doi: 10.12073/j.hjxb.20220414001
[14] 赵尚超. 基于主S-N曲线法的铁路货车车体虚拟台架试验[J]. 华东交通大学学报, 2022, 39(3): 110 − 117. doi: 10.3969/j.issn.1005-0523.2022.3.hdjtdxxb202203013 Zhao Shangchao. Virtual test of railway freight car body based on main S-N curve method[J]. Journal of East China Jiaotong University, 2022, 39(3): 110 − 117. doi: 10.3969/j.issn.1005-0523.2022.3.hdjtdxxb202203013
-
期刊类型引用(1)
1. 韩念梅,冯迪,陈家劲,吴彤,张保玲,唐建国. 焊前状态对7055铝合金焊接接头组织与性能的影响. 材料热处理学报. 2025(03): 226-238 .  百度学术
百度学术
其他类型引用(0)








计量
- 文章访问数: 108
- HTML全文浏览量: 10
- PDF下载量: 14
- 被引次数: 1
