
Liquid bridge blasting evolution behavior of rail AC flash welding
-
摘要:
钢轨闪光焊接过程中焊件的加热、端面的保护、氧化物及污物的清除等都是由液桥的形成和爆破过程完成的. 该文分析液桥在焊接过程中的演化行为,对于理解钢轨闪光焊接过程,深入研究焊接加热与保护机理有重要作用. 通过特殊设计的钢轨接头和常规钢轨接头的闪光焊接试验,利用高速摄影采集钢轨交流闪光焊的液桥形成与爆破过程图像,并对图形进行计算与分析. 结果表明,液桥的形成和爆破时间处于毫秒级范围,产生大量有利于端面保护和液桥爆破的高压金属蒸气,爆破后的高温金属射流速度超过90 m/s;液桥在形成长大过程中在钢轨端面上动态移动,影响钢轨端面均匀加热;液桥爆破并不是在液桥初始形成的位置;焊接过程中熔体会出现“二次爆破”现象;不仅动端钢轨的送进能够形成液桥,端面熔融金属层的震荡也有利于形成液桥.
Abstract:The heating of the weldment, the protection of the end face, the removal of oxides and dirt during the rail flash welding process are all caused by the formation and blasting process of the liquid bridge. This paper analyzing the evolution behavior of the liquid bridge during the welding process plays an important role in understanding the rail flash welding process and further studying the welding heating and protection mechanism. Through the flash welding test of specially designed rail joints and conventional rail joints, the liquid bridge formation and blasting process images of rail AC flash welding process were collected by high-speed photography, and the obtained graphics were calculated and analyzed. The research results show that the formation and blasting time of the liquid bridge is millisecond, which will generate a large amount of high-pressure metal vapor beneficial to the end face protection and liquid bridge blasting, and the high temperature metal jet velocity after blasting can reach more than 90 m/s; During the formation and growth of the liquid bridge, there will be dynamic movement on the rail end face that will affect the uniform heating of the rail end face. The liquid bridge blasting is not at the initial formation position of the liquid bridge; During the welding process, the melt can appear the phenomenon of "secondary explosion"; Not only can the rail at the moving end form a liquid bridge, but also the vibration of the molten metal layer at the end is conducive to the formation of a liquid bridge.
-
0. 序言
在世界各地的铁路运输系统中,无缝钢轨正在取代螺栓连接的钢轨接头, 闪光对焊技术广泛用于无缝线路的焊接,尤其是高速铁路[1]. 在钢轨闪光焊接过程中容易出现诸如未焊合、灰斑和疏松等焊接缺陷[2-4],因此研究闪光焊接过程对于优化与开发闪光焊接工艺,形成更好的加热温度场和高温金属保护,从而提升焊接接头质量有重要意义.
现在的钢轨闪光焊工艺,大多是在成熟的工艺基础上通过大量试验得到的. 为了让工艺调试更加科学,需要更加深入地研究钢轨闪光焊接过程. 目前,钢轨闪光焊焊接工艺主要有连续闪光焊、预热闪光焊、脉动闪光焊以及脉冲电流闪光焊技术. 总体上,可以把钢轨闪光焊焊接工艺过程分为3个阶段:
(1)温度场累积阶段,在钢轨两端形成均匀且梯度合适的温度场.
(2)端面平整阶段,利用闪光尽可能地使端面平整,并清理端面.
(3)顶锻推瘤阶段.
液桥爆破是前两个阶段最重要的影响因素. 钢轨闪光焊接过程中钢轨端面温度场的形成,端面金属的保护,端面金属的烧化,以及端面状态的改变都是由液桥爆破来完成. 因此研究液桥爆破至关重要. 而对闪光过程的研究,有理论方法、数值模拟方法和以高速摄影技术为主的试验方法.
高速摄影技术被广泛用于观测焊接过程中的焊缝成形、焊接电弧[5]、熔池流动和熔滴过渡[6]等. 现阶段对钢轨闪光焊的数值模拟研究中,有通过“生死单元”来模拟钢轨的物质烧损[7];通过电热耦合来模拟闪光过程的产热[8];两种方法都忽视了液桥爆破过程本身,只是对液桥加热过程的近似模拟,还存在很多不足. 张琪[9]、宋宏图[10]等人采用高速摄影技术对闪光过程进行分析,获得了闪光频次、闪光烈度、闪光加热因子和闪光均匀度等用于对闪光过程进行定量评定的数据,而由于数据分析过程中引入的假设条件,势必会造成统计结果的较大误差. 王莹莹[11]则采用高速摄影技术对冷态、脉动、预热和连续闪光阶段的闪光过梁爆破特征进行了分析,主要侧重于解释每个阶段过梁爆破的形式,而并未对液桥的演化行为、交互作用等进行针对性研究分析. 钢轨闪光焊有很多工艺参数,比如电流、电压、送进回拉速度等,这些工艺参数实际上都是对液桥爆破过程的控制,而液桥爆破过程看似随机实则每次的爆破都是与当时的端面状态、焊接电流电压以及钢轨的送进回拉速度相关.
研究液桥的演化行为对精确控制液桥爆破过程有重要意义,有利于开发更加优质的闪光焊控制方法和焊接工艺. 该文利用高速摄影技术对钢轨闪光焊接过程液桥的演化行为进行研究,通过对拍摄到的图像进行计算与分析,归纳了液桥爆破过程的演化行为,研究了液桥爆破后金属熔体的4种行为,以及端面状态对液桥爆破的影响.
1. 试验方法
钢轨是展开型截面,该截面厚度各不相同,液桥爆破过程大多都发生在钢轨内部,暂无有效手段对其进行观测. 为了避免焊机空间的限制和顶锻轴等的遮挡,相机从斜上方往下进行拍摄. 考虑到闪光过程极其迅速,为了能够更清晰地观察到液桥爆破过程,采用Photron公司FASTCAM SA4 model 500K-M2型高速摄影机对轨头部分的焊接过程进行拍摄,试验所用的拍摄帧率为3600帧/s、5000帧/s和6000帧/s. 其中,拍摄帧率为5000帧/s的拍摄起始时刻为t1~t6,帧率为3600帧/s的起始时刻为t7,t10~t13,帧率为6000帧/s的起始时刻为t8.
为了观察液桥爆破过程,除了准备常规的60 kg/m的U75V钢轨外,还将ϕ10 mm × 60 mm的Q235钢短棒焊接在轨头制成特殊设计的钢轨焊接试样如图1所示. 其中短棒端部直径为2 mm,高度为15 mm. 使用成都艾格科技有限公司生产的UN5-150ZB1型移动式闪光焊轨机进行焊接.
2. 结果与讨论
2.1 特殊设计的钢轨焊接试验结果与分析
2.1.1 典型的液桥形成爆破过程
对试验结果进行分析时,可以根据拍摄帧率,和图像中金属熔体移动的距离来计算金属熔体的移动速度. 图2是典型的液桥形成爆破过程,图2的过程共经历46帧,即占9.2 ms. 拍摄速度为5000帧/s即每帧占0.2 ms,铁棒的直径为10 mm,可根据图中金属熔体的位移量,计算得到液桥爆破过程不同时刻金属熔体的速度.
![]() 图 2 液桥形成爆破过程(5000帧/s)Figure 2. Formation and blasting process of liquid bridge (5000 fps)
图 2 液桥形成爆破过程(5000帧/s)Figure 2. Formation and blasting process of liquid bridge (5000 fps)在从t1 + 6.2 ms到t1 + 6.4 ms的过程中金属熔体速度为30 m/s,在从t1 + 6.4 ms到t1 + 6.6 ms的过程中速度为44 m/s,在从t1 + 7.8 ms到t1 + 8 ms的过程中速度为50 m/s. 可以观察到从端面上形成液桥到端面上无液桥存在,这段过程共发生了两次液桥爆破,将其称为一次液桥爆破和二次液桥爆破. 这是由于第2次的液桥是在第1次液桥爆破的基础上形成的. 在该文的后续描述中,将由第1次液桥爆破形成的多次新液桥连续爆破,称为二次液桥,三次液桥,等等.
整个过程为:在略成弧形凸出的两个端面,可以清晰地观察到端面之间的间隙. 随着焊接的进行,端面中间凸出的部分熔融金属结合形成液桥. 液桥在长大的过程中发生动态移动,随温度的升高体积不断增加. 金属由于剧烈的加热而不断地熔化,产生金属蒸气,液桥的体积随之不断增加,液膜呈白炽色,当t1 + 6.2 ms时液桥直径达到2.22 mm如图2所示. 随后液桥瞬间爆掉,可以看到有液滴伴随着金属蒸气羽辉飞射而出. 由于试样的截面尺寸较小,可以清晰地看到有大量金属从上方爆出,但仍有少量金属从下方爆出. 值得注意的是爆破主要在上方出口进行,此时的间隙中下部仍有液桥存在焊接区域中形成导电通道,并在其移动过程中被加热引发第2次猛烈的,向下方的爆破. 同时发现金属蒸气羽辉的形状并不均匀,这与它离开时端面的凹凸状态存在一定关系. 液桥形成爆破过程中的动态移动,电流持续作用于液桥,液桥也会对端面起持续的热作用,可以提高钢轨端面加热的均匀性.
2.1.2 端面与液桥的交互作用
图3是紧跟着图2进行的爆破过程. 图3中在从t1 + 11.2 ms到t1 + 20.0 ms的过程中可以清晰地看到端面有1层液态金属层覆盖,并波浪式流动;到t1 + 21.0 ms时两个端面熔融金属相互接触形成液桥,随后膨胀扩展,液桥的温度不断提高爆破而出. 从t1 + 27.0 ms到t1 + 27.6 ms的过程可知,爆破后的液桥将端面的部分熔融金属向外部挤压. 当t1 + 28.0 ms时,视口背面出现明显的金属蒸气羽辉和金属射流,而视口正面仅能观察到亮光,几乎不能观察到金属射流. 推测原因是两个耦合端面的凹凸,阻止液桥向正面发展导致液桥向背面发展,从而让液桥的爆破点靠近端面的背面出口,大部分的熔融金属以及金属蒸气都从背面飞射而出.
![]() 图 3 多次液桥形成爆破过程(5000帧/s)Figure 3. Multiple liquid bridge formation and blasting process (5000 fps)
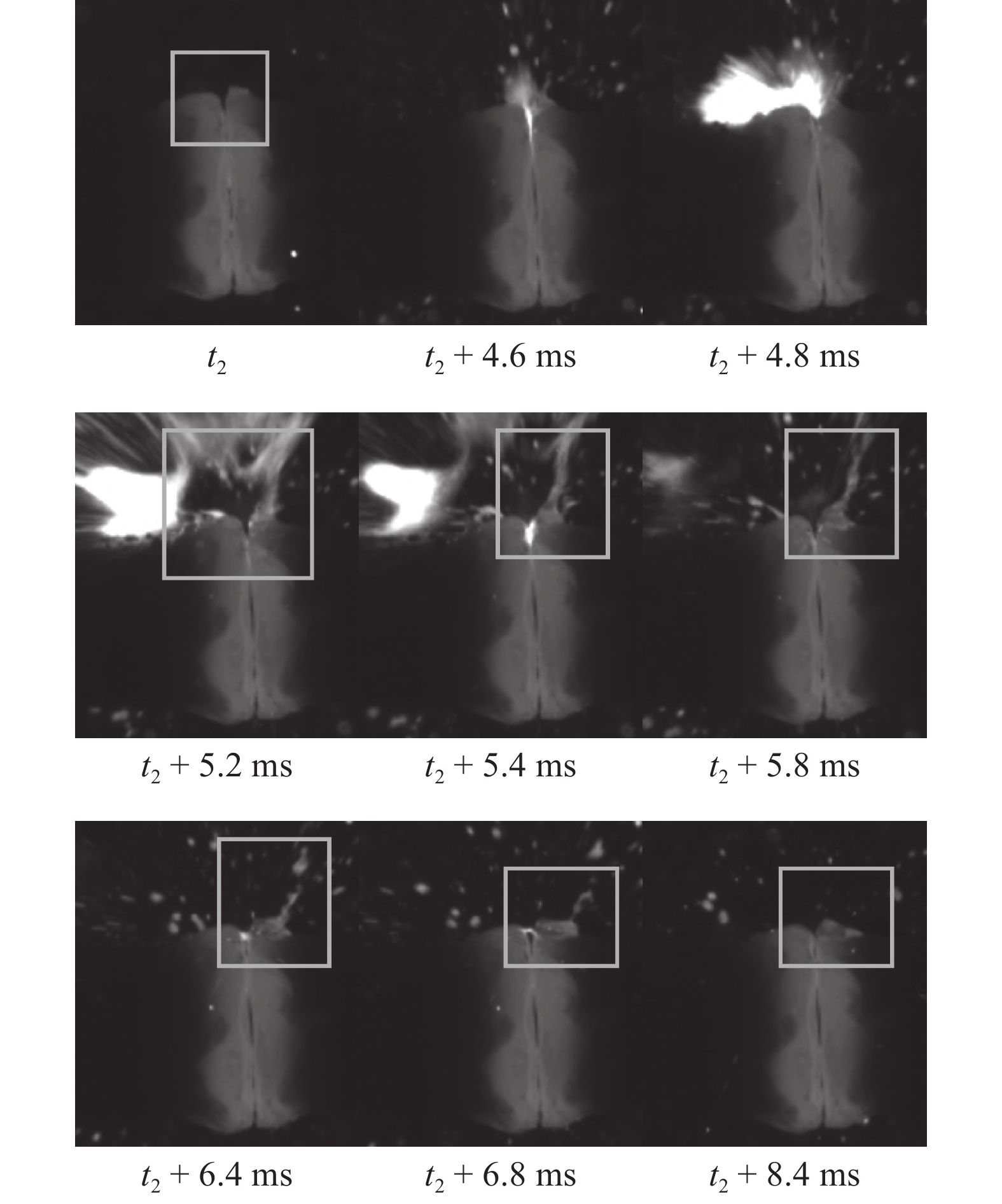
图 3 多次液桥形成爆破过程(5000帧/s)Figure 3. Multiple liquid bridge formation and blasting process (5000 fps)从图3也可以观察到,从t1 + 31.6 ms到t1 + 35.8 ms的过程,清晰地展示了上次爆破的冲击导致的端面熔融金属层的震荡,形成两端面间的液桥,随后再次产生的液桥爆破,仍然是以向视口背面进行爆破为主要方式. 在从t1 + 38.0 ms到t1 + 39.0 ms的过程中,在此次爆破未完全结束之时,残留在端面的熔融金属形成二次液桥并爆破,而该爆破方向则是朝向视口正面,并与端面出口处边缘的形状相关. 这3次爆破,从背面到正面的发展过程是将端面闪平的过程. 该爆破过程说明了熔融金属层的震荡,有助于形成液桥. 同时钢轨液桥爆破的方向并不是直接向四周扩展,而是具有倾向性地沿易于爆破的方向进行,并且爆破反冲压力也作用于端面,既使爆破通路更畅通,又使端面更为平整. 可以观察到端面与液桥相互影响,液桥的爆破影响着端面的状态,端面状态也影响液桥的形成、长大与爆破过程,使其具有明显的倾向性,它倾向于向阻力更小的方向运动、长大并爆破. 不仅如此,当在端面出口处爆破的液桥,它的爆破形状和方向与出口处两端边缘形貌也有很大关系.图4为典型的端面出口处的液桥爆破. 当t2时方框中左侧端面比右侧端面高度较低,且具有圆弧状过渡,即在爆破时右侧端面会给液桥一定的阻力.
观察后续的爆破过程,当t2 + 4.8 ms时左侧金属蒸气量相对右侧更多,当t2 + 5.2 ms和t2 + 5.4 ms时左侧形成的空洞体积比右侧大,左侧端面的液桥部分爆破更加猛烈. 可注意到,从t2 + 5.4 ms到t2 + 8.4 ms的过程中液桥在端面出口爆破时与右端面发生连接,熔融金属在表面张力的作用下会积累在端面出口附近. 这说明,在两个工件端面边缘形成的液桥阻力较小,爆破较激烈,形成的缺口较大,不利于后续液桥形成与爆破. 该情况如果出现在顶锻前,那么就非常容易形成缺陷,因此应适当提高顶锻前电压、降低送进速度,从而避免边缘大液桥爆破.
2.1.3 端面内部的液桥爆破过程
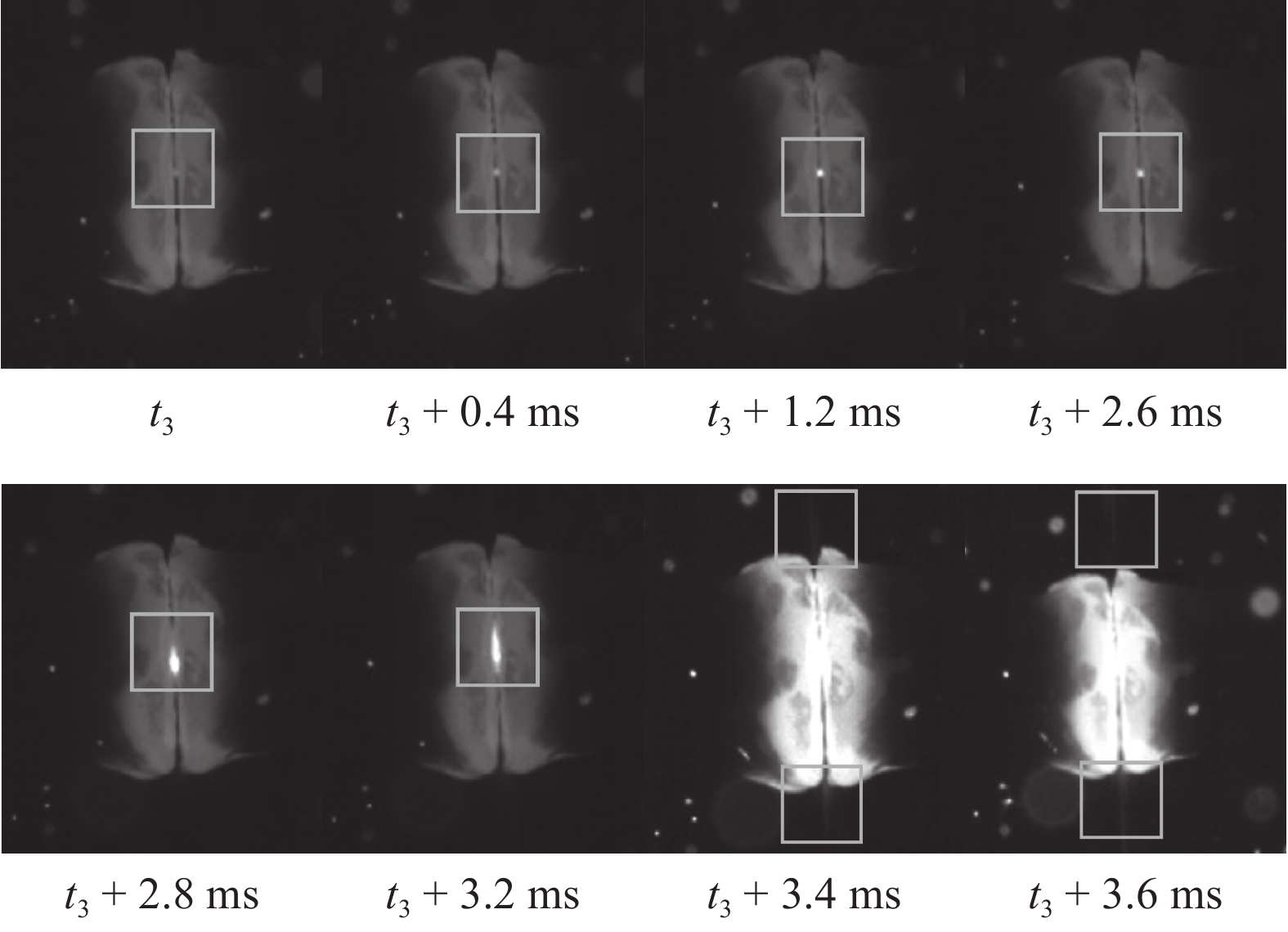
液桥爆破除了会在端面出口处进行外,还经常在端面内部发生. 如图5所示,在端面内部先是形成1个很小的液桥然后不断向两侧发展,最后在端面间隙中部发生爆破.
![]() 图 5 端面内部液桥爆破过程(5000帧/s)Figure 5. Liquid bridge blasting process inside the end face (5000 fps)
图 5 端面内部液桥爆破过程(5000帧/s)Figure 5. Liquid bridge blasting process inside the end face (5000 fps)图5中,从t3 + 3.4 ms到t3 + 3.6 ms的过程中,增亮处理过的视口上方和下方有少量金属射流产生. 该爆破由于完全在端面内部进行,只有少量金属熔体才能从间隙中飞出,也无明显可见的金属蒸气羽辉. 当对厚度较大的大工件实施闪光焊时,工件中心部位形成的有害物质,通过液桥爆破将其去除的难度比边缘部位更大,并且通过顶锻也很难挤出.适当增加顶锻前的烧化量是去除大而厚的工件中心有害物质的最佳方法.
2.1.4 液桥爆破具有连续性
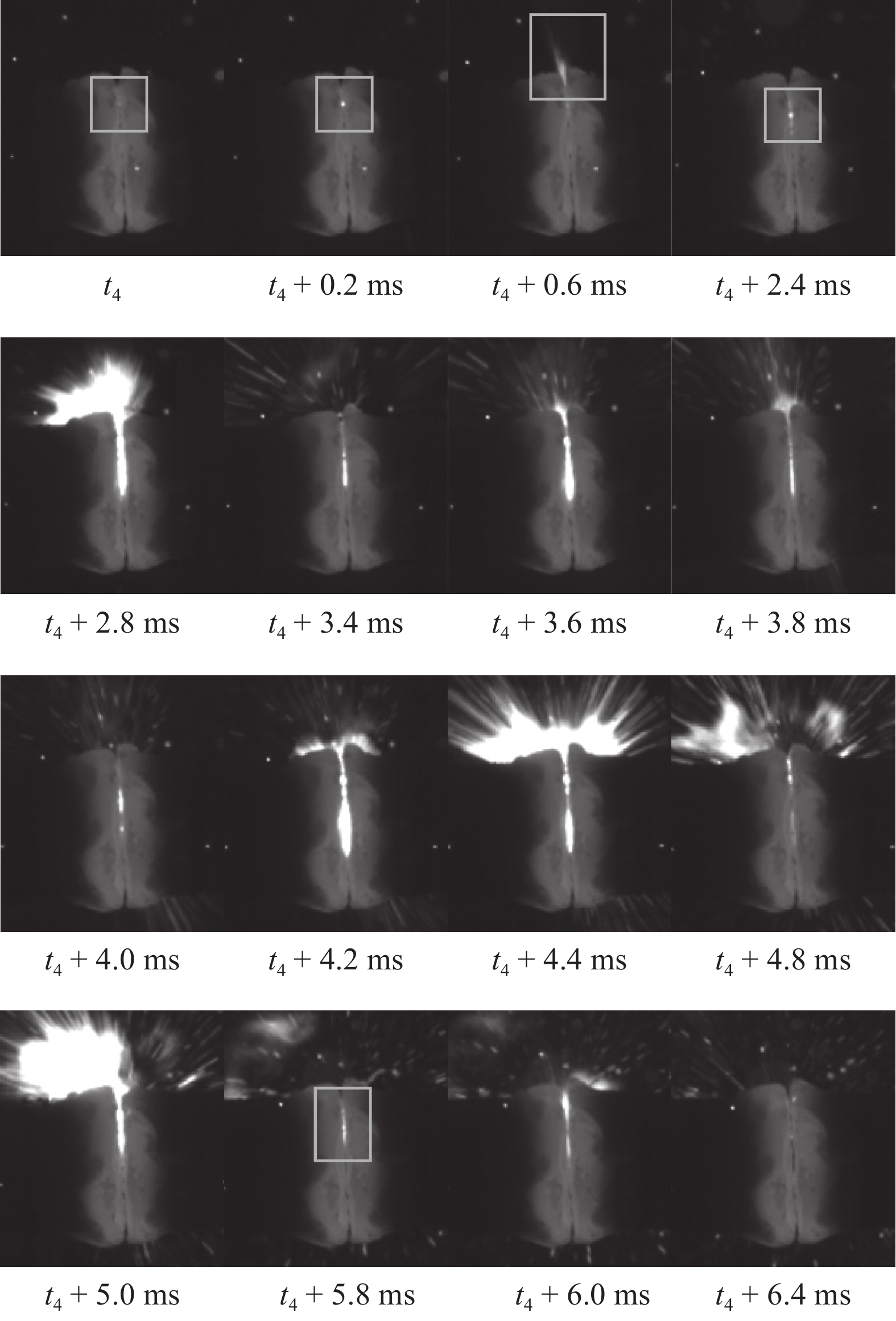
如图6所示,连续液桥爆破过程共经历了32帧,共观察到6次液桥爆破分别为:从t4到t4 + 0.6 ms,从t4 + 2.4 ms到t4 + 2.8 ms,从t4 + 3.4 ms到t4 + 3.8 ms,从t4 + 4.0 ms到t4 + 4.4 ms,从t4 + 4.8 ms到t4 + 5.0 ms以及从t4 + 5.8 ms到t4 + 6.4 ms.一次液桥形成并爆破后,只要间隙中存在熔融金属连接,便会形成二次、三次液桥甚至更多次液桥爆破,且图6中每次液桥存在时间极短,平均不到1 ms. 这种连续的液桥爆破可以使端面间隙的氧气大量消耗,提供高压的金属蒸气氛围,有利于端面保护和端面的平整,非常适合顶锻前的连续和加速烧化阶段. 但由于液桥存在时间极短,不适合热量在钢轨上的积累,因此不适合在钢轨的初期阶段. 适当降低回路上施加的电压,可延长液桥存在的时间,使焊件两端积累足够的热量,形成一定宽度的温度场.
2.1.5 无金属蒸气羽辉的液桥爆破
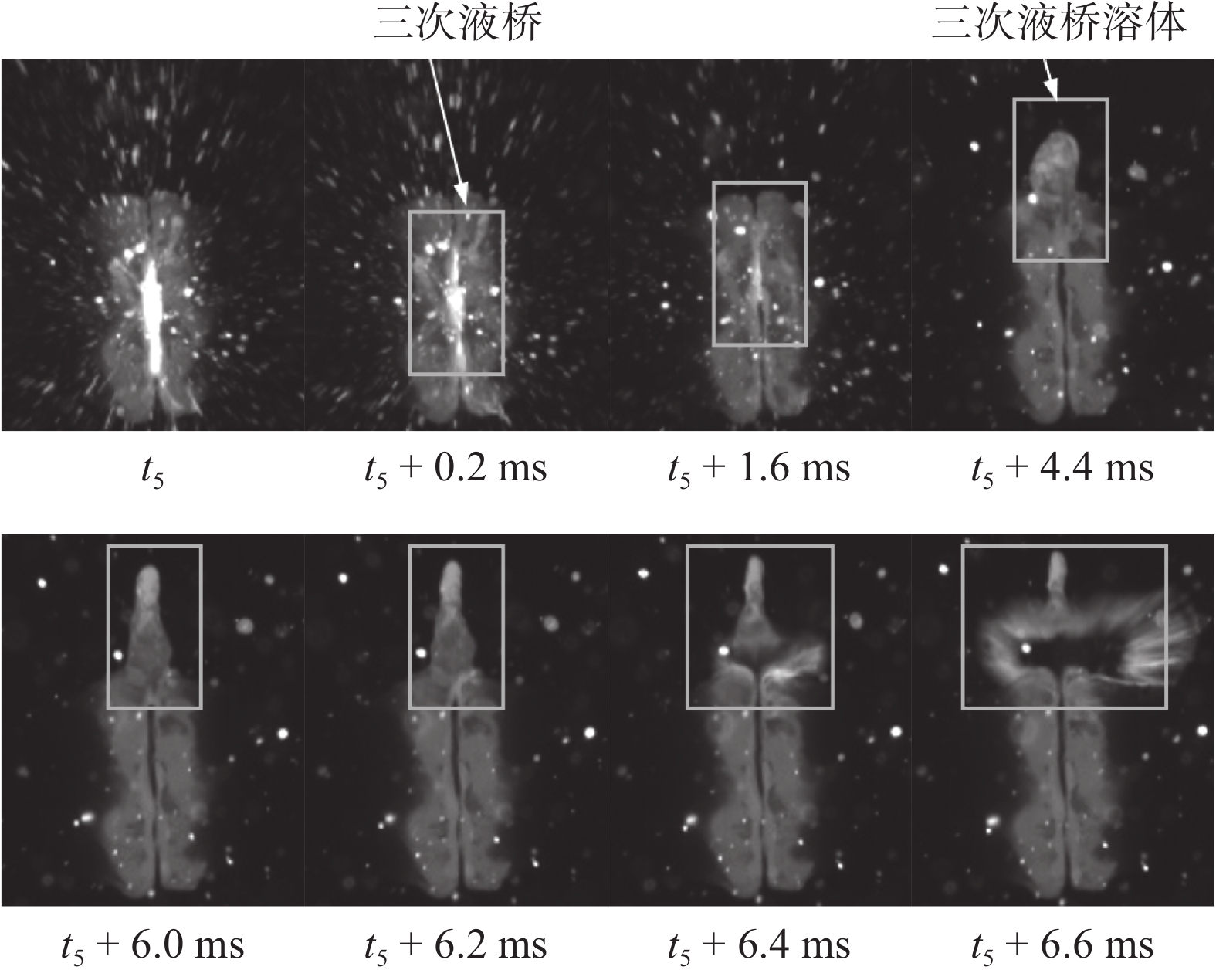
前文的液桥爆破都是因为自身的加热而膨胀,并在内部产生大量金属蒸气,在爆破时可以观察到大量的金属蒸气羽辉. 图7展示了1个与前文不同的液桥爆破形式,即外力驱动下的液桥爆破.在该段液桥形成之前,端面还经历了两次连续液桥爆破. 在从t5 + 0.2 ms到t5 + 6.2 ms的过程中可以观察到,三次液桥熔体被二次液桥爆破后形成的蒸气推到了端面出口. 当熔体脱离了端面的束缚作用后,在金属蒸气的作用下使得刚离开出口的液桥部分爆破,向四周飞溅而去. 据此可以发现不断发生地液桥爆破让端面间隙充满了金属蒸气氛围,空气难以进入端面间隙,体现了液桥爆破可以保护端面金属,防止端面被氧化的作用.
![]() 图 7 无金属蒸气羽辉的液桥爆破(5000帧/s)Figure 7. Liquid bridge blasting without metal vapor plume (5000 fps)
图 7 无金属蒸气羽辉的液桥爆破(5000帧/s)Figure 7. Liquid bridge blasting without metal vapor plume (5000 fps)2.1.6 液桥间的相互作用
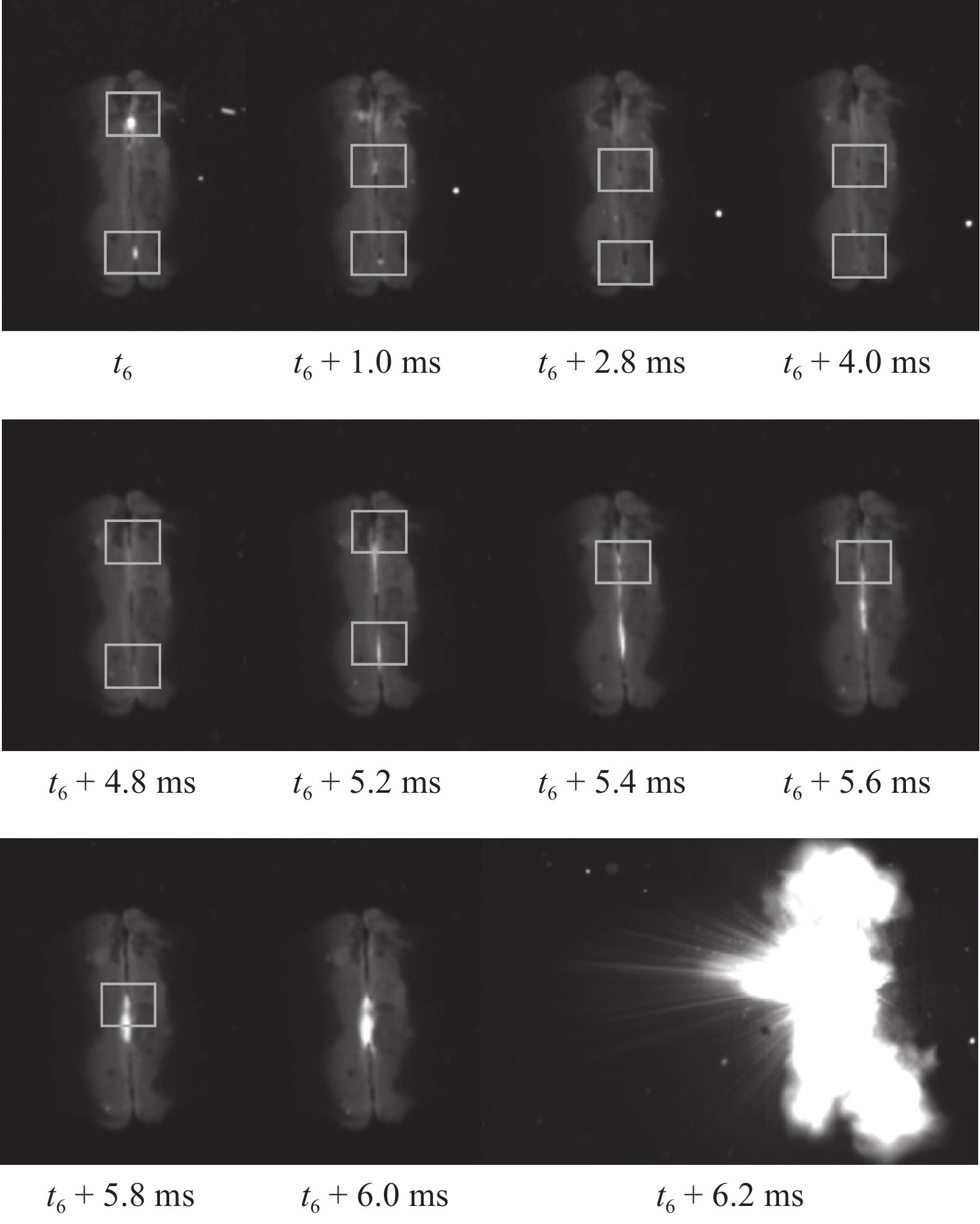
前文观察到的液桥爆破,大多是同一时间只有1个液桥存在的情况,而在实际过程中必然会有多个液桥同时存在的情况,对多个液桥之间的相互作用的探索更具现实意义. 图8为两个液桥合并成1个液桥并爆破的过程. 在从t6 + 0.2 ms到t6 + 2.8 ms的过程中,方框中的液桥在向下运动. 在从t6 + 4.0 ms到t6 + 5.4 ms的过程中,在相互吸引的电磁力作用下,两个液桥相向运动合并成1个液桥. 在电阻热的作用下,液桥的温度,亮度逐渐升高,随后爆破产生大量金属蒸气羽辉. 剧烈的爆破所产生的金属射流速度超过了90 m/s. 这种同时存在的液桥之间的交互作用,在钢轨焊接的前期,有利于焊接接头整个端面的均匀加热. 为了避免顶锻前期的连续烧化和加速烧化,防止合并爆破后形成大坑,应当降低液桥存在时间,促使其靠近前爆破.
2.2 钢轨焊接试验结果与分析
使用高速摄影机分别拍摄钢轨闪光焊接过程和特殊设计的钢轨闪光焊接过程,发现液桥的演化行为基本一致. 然而,因为钢轨端面截面积大等原因,所以还需对钢轨闪光焊接过程中的一些相对显著的现象进行分析.
2.2.1 “二次爆破”现象
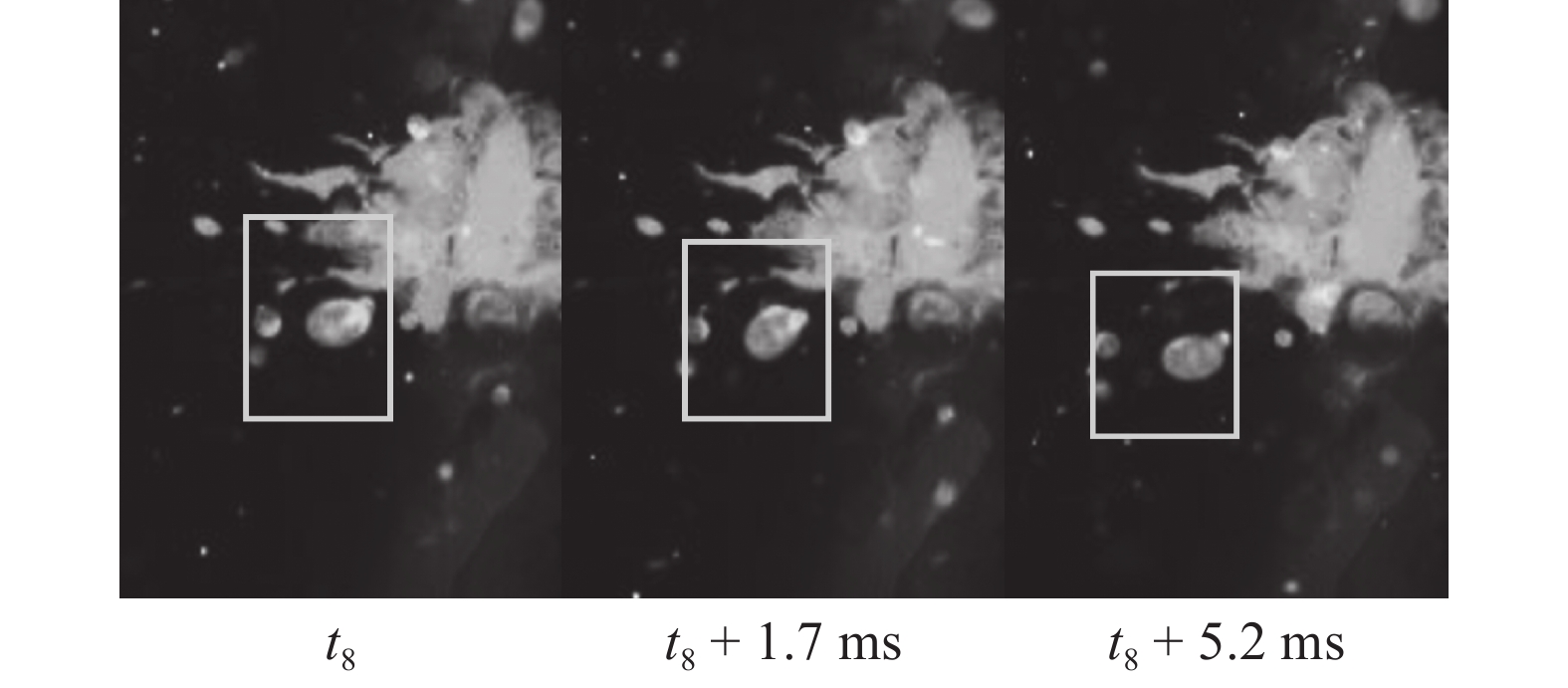
图9为未加减光片下的闪光焊接过程,拍摄速度为3600帧/s,图9的高亮部分为焊接区域.在液桥爆破后,方框中的金属熔滴离开端面间隙不久又发生了爆破. 因为镜头聚焦位置在轨头附近,所以图像并不清晰,不过依然能观察到熔滴发生破裂并形成飞溅四射的过程. 而在特殊设计的钢轨焊接试样焊接过程中,“二次爆破”现象出现的次数较少且发生“二次爆破”金属熔体体积较小而不易观察. 出现这种现象,是由于高温金属飞溅通过变形作用,即分裂成体积较小的子熔滴来释放其内部积蓄的能量[12],从而使得能量降低而熵增加,亦或是由于其内部温度高,仍存在一定的氧化原反应,形成气体膨胀,熔滴表面张力平衡被打破,形成“二次爆破”. 在高温金属飞溅形成“二次爆破”后,可以增大飞溅与周围气体的接触,更多地消耗钢轨接头附近的氧气,保护焊接接头.
2.2.2 典型的液桥爆破过程
图10为钢轨闪光焊接过程中的典型液桥爆破过程.在端面形成熔融金属层后,当有液桥形成长大并爆破时,便将向外挤压液桥周围的液态金属. 在端面出口处,金属熔体首先从端面离开,随后液桥爆开产生金属蒸气羽辉和大量的金属射流. 与特殊设计的焊接试样不同,钢轨端面截面积较大,端面内部的液桥形成后不易直接爆破,激烈膨胀先将一部分熔融金属挤出后再爆破. 当钢轨端面比较平整或液桥形成位置离端面出口处较近时,液桥能很快爆破,产生大量金属射流和金属蒸气羽辉.
![]() 图 10 钢轨闪光焊液桥爆破过程(3600帧/s)Figure 10. Rail flash welding liquid bridge blasting process (3600 fps)
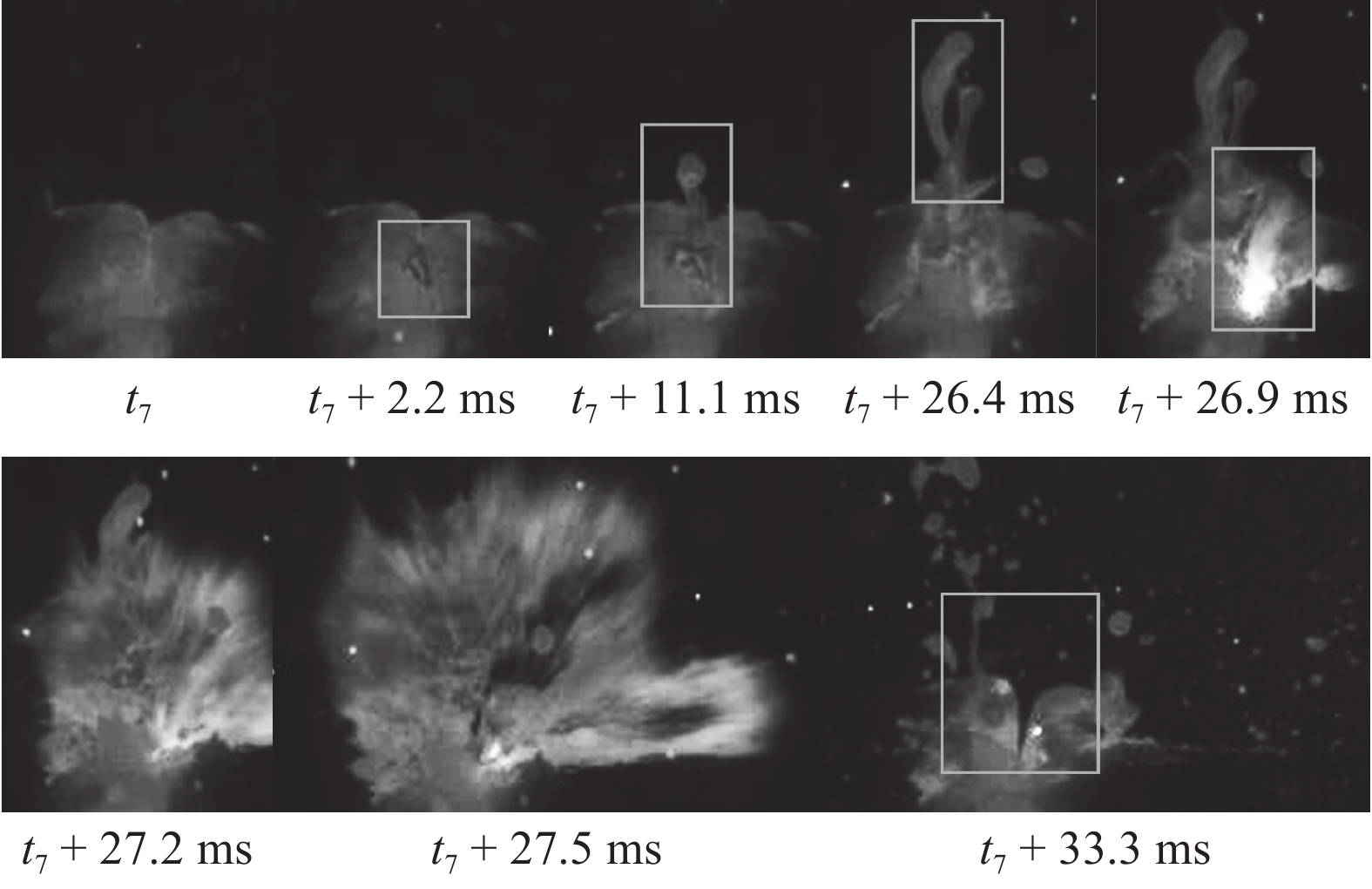
图 10 钢轨闪光焊液桥爆破过程(3600帧/s)Figure 10. Rail flash welding liquid bridge blasting process (3600 fps)2.2.3 液桥爆破后金属熔体行为
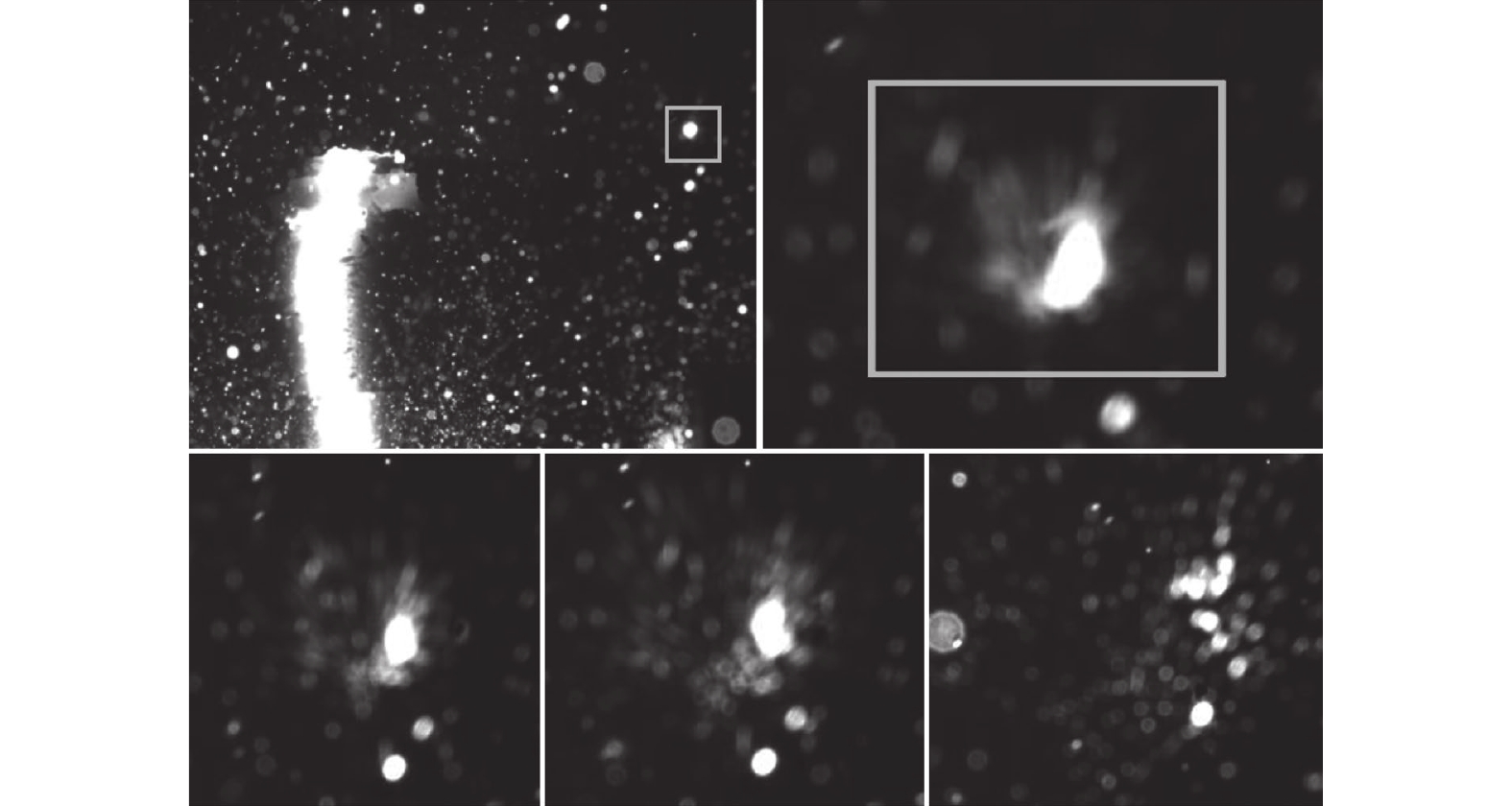
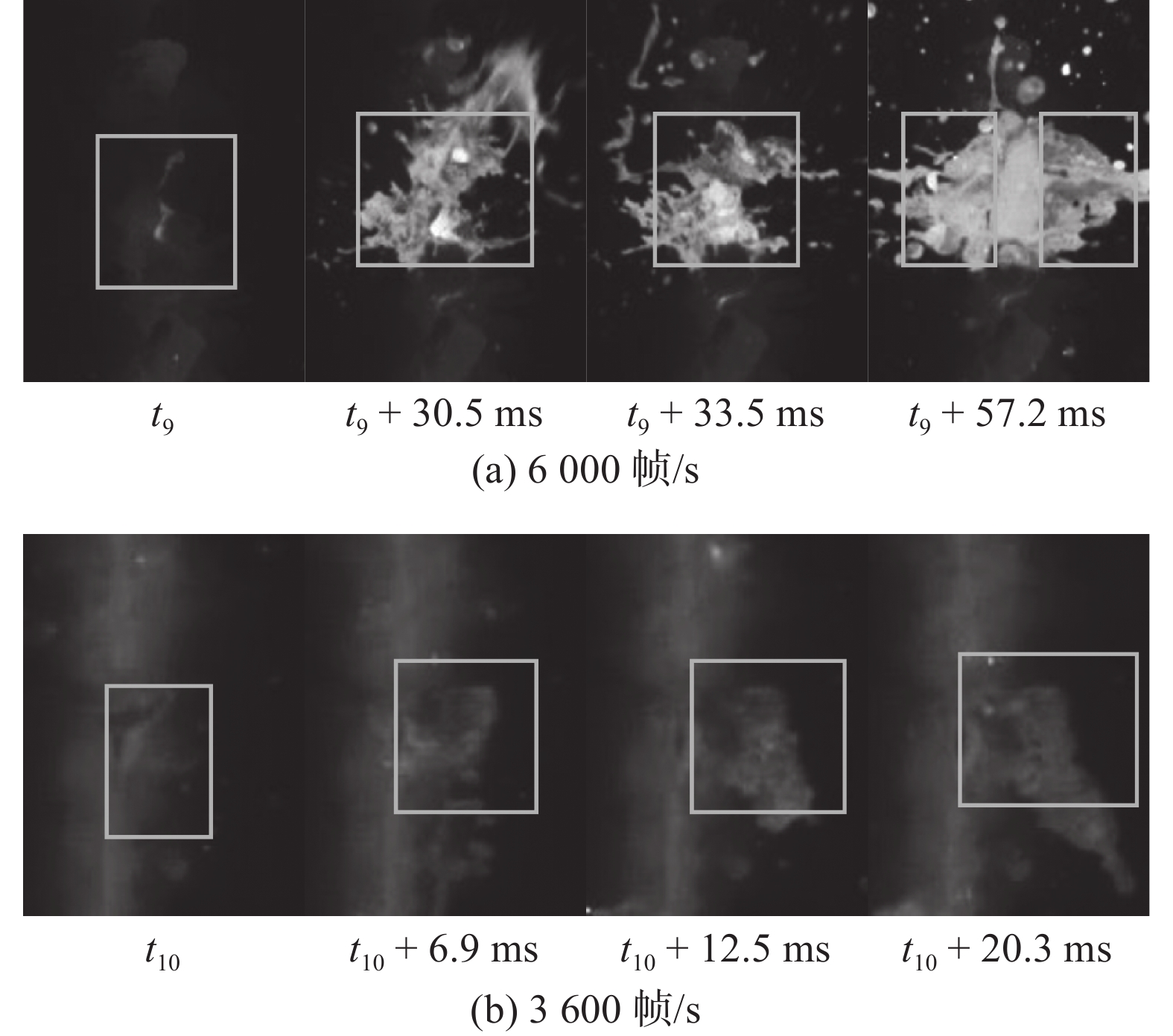
通过对大量钢轨闪光焊高速摄影图片的分析,液桥爆破后金属熔体的行为主要有4种:做“旋球”运动;形成金属射流;发生“二次爆破”;残留在端面出口. “旋球”运动指金属熔滴从端面喷出后在空气中既向外运动又旋转的行为,如图11所示.
液桥爆破后金属熔体在飞出端面时,有时会与端面出口边缘粘结在一起,随后冷却形成焊瘤,如图12所示. 其余两种情况在前文已有描述.
![]() 图 12 端面边缘焊瘤形成过程Figure 12. Formation process of weld overlap on the edge of end face. (a) 6000 fps ; (b) 3600 fps
图 12 端面边缘焊瘤形成过程Figure 12. Formation process of weld overlap on the edge of end face. (a) 6000 fps ; (b) 3600 fps2.2.4 多个液桥演化行为
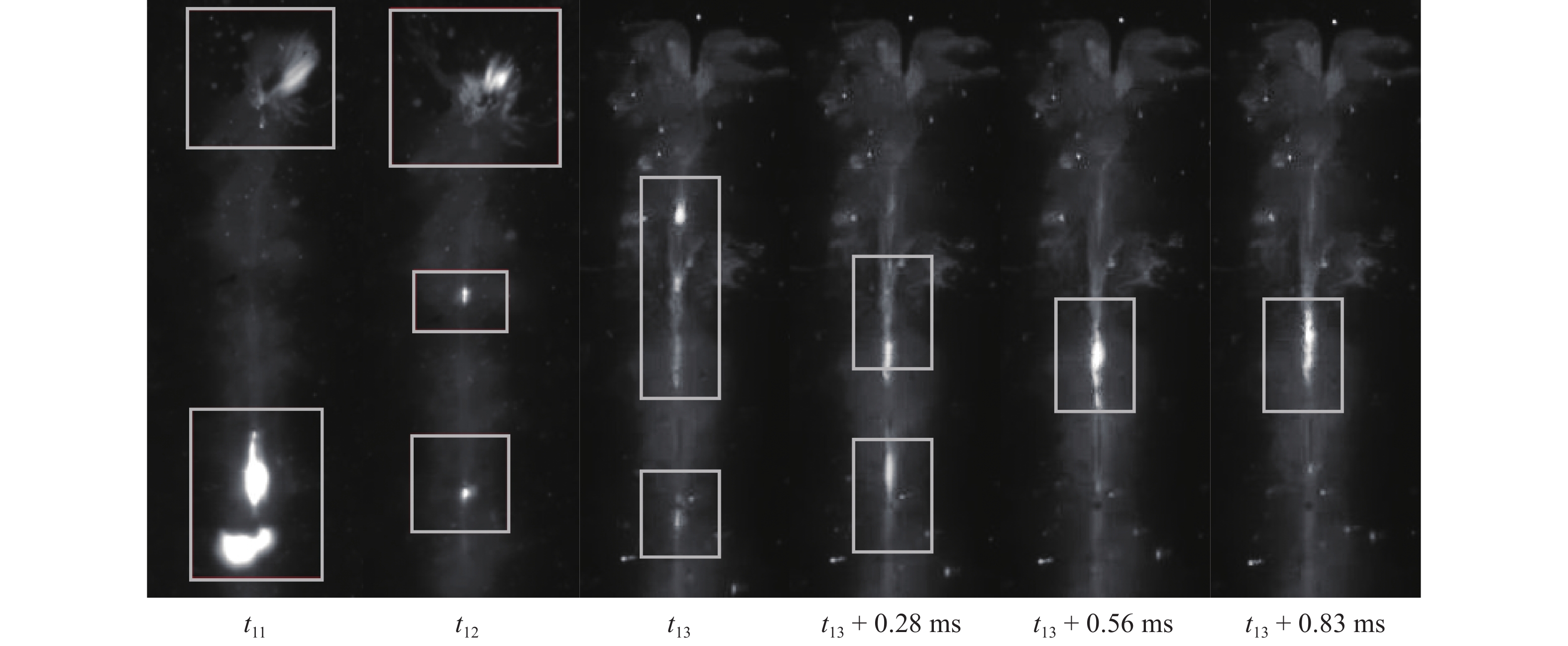
与特殊设计的试样焊接不同,钢轨焊接时,因其截面积大,同一时间经常会有多个液桥同时存在并爆破的情况,因此它们之间必然会有相互作用. 然而,液桥对液桥的影响,暂无有效测量分析手段. 图13为多个液桥同时存在的爆破过程.对于距离比较远的多个液桥,当t11和t12时爆破过程相对独立,而相邻近的液桥可能在电磁力、重力以及表面张力的作用下发生合并现象. 如图13所示,从t13到t13 + 0.83 ms的过程首先发生了t13时高亮的区域出现的两个液桥的情况,且两个液桥相互靠近,最后在从t13 + 0.56 ms到t13 + 0.83 ms的过程中形成了1个液桥. 此处发生了液桥合并的现象,在合并过程中,由于热效应,会对经过的钢轨端面起加热作用,在钢轨闪光焊初期对钢轨的加热更加均匀.
3. 结论
(1)通过该试验观察到了液桥爆破过程,液桥的形成和爆破会产生大量金属蒸气. 高压金属蒸气的存在是液桥发生爆破形成闪光飞溅的主要动力. 从液桥形成到爆破形成飞溅的时间维持在毫秒级范围,且爆破后的金属射流速度很快,超过90 m/s.
(2)液桥在形成和长大过程中受电磁力、重力及表面张力的影响,在钢轨端面动态移动. 移动影响钢轨端面的加热及平整度,可通过焊接工艺参数的设置加以控制.
(3) 一次液桥爆破产生的高温液态金属端面残留易动态地生成液桥,形成连续的液桥爆破,影响钢轨端面热量积累与端面平整度.
(4)促进液桥形成的因素不但包括动端钢轨送进,而且也包括端面熔融金属层的震荡,液桥爆破的方向与焊接端面状态有关.
-
![]()
图 2 液桥形成爆破过程(5000帧/s)
Figure 2. Formation and blasting process of liquid bridge (5000 fps)
![]()
图 3 多次液桥形成爆破过程(5000帧/s)
Figure 3. Multiple liquid bridge formation and blasting process (5000 fps)
![]()
图 5 端面内部液桥爆破过程(5000帧/s)
Figure 5. Liquid bridge blasting process inside the end face (5000 fps)
![]()
图 7 无金属蒸气羽辉的液桥爆破(5000帧/s)
Figure 7. Liquid bridge blasting without metal vapor plume (5000 fps)
![]()
图 10 钢轨闪光焊液桥爆破过程(3600帧/s)
Figure 10. Rail flash welding liquid bridge blasting process (3600 fps)
![]()
图 12 端面边缘焊瘤形成过程
Figure 12. Formation process of weld overlap on the edge of end face. (a) 6000 fps ; (b) 3600 fps
-
[1] Ghazanfari M, Tehrani P H. Experimental and numerical investigation of the characteristics of flash-butt joints used in continuously welded rails[J]. Proceedings of the Institution of Mechanical Engineers, 2020, 234(1): 65 − 79. doi: 10.1177/0954409719830189
[2] Zhang J, Zhang X, Li D, et al. Extrusion behavior of impurities in upsetting process of rail flash butt welding based on finite element method[J]. Journal of Materials Research, 2019, 34(19): 3351 − 3360. doi: 10.1557/jmr.2019.221
[3] Stone H, Iwand C, Kristan J, et al. Flash butt rail weld vertical fractures[J]. Journal of Failure Analysis and Prevention, 2015, 15: 33 − 38. doi: 10.1007/s11668-014-9916-1
[4] Ozakgul K, Piroglu F, Caglayan O. An experimental investigation on flash butt welded rails[J]. Engineering Failure Analysis, 2015, 57: 21 − 30. doi: 10.1016/j.engfailanal.2015.07.009
[5] Han Y Q, Han J, Chen Y, et al. Stability of fiber laser-MIG hybrid welding of high strength aluminum alloy[J]. China Welding, 2021, 30(3): 7 − 11.
[6] 吴开源, 陈梓威, 黄浩, 等. 低频相位对双丝双脉冲GMAW熔滴过渡和焊缝成形的影响[J]. 焊接学报, 2022, 43(7): 43 − 48. Wu Kaiyuan, Chen Ziwei, Huang Hao, et al. Effect of low frequency phase on droplet transfer and weld formation of twin wire double-pulse GMAW[J]. Transactions of the China Welding Institution, 2022, 43(7): 43 − 48.
[7] 何顺鹏, 张曦, 李达, 等. U75V钢轨闪光焊闪光过程有限元分析[J]. 热加工工艺, 2019, 48(7): 233 − 236. He Shunpeng, Zhang Xi, Li Da, et al. Finite element analysis of flash welding process of U75V rail flash welding[J]. Hot Working Technology, 2019, 48(7): 233 − 236.
[8] Wang X, Liu X, Zhang J, et al. Numerical simulation of end face heating in alternating current flash butt welding based on electrical–thermal bidirectional coupling[J]. The International Journal of Advanced Manufacturing Technology, 2022, 120(1-2): 173 − 183. doi: 10.1007/s00170-021-08599-7
[9] 张琪. 基于数字成像技术的闪光过梁爆破机制及焊接接头性能相关性研究[D]. 北京: 中国铁道科学研究院, 2017. Zhang Qi. Research on mechanism of flash beam blasting based on digital imaging technology and pertinence of welded joint property [D]. Beijing: China Academy of Railway Sciences, 2017.
[10] 宋宏图. 钢轨交流闪光焊接过程过梁爆破特征分析[J]. 焊接学报, 2018, 39(3): 120 − 123. doi: 10.12073/j.hjxb.2018380082 Song Hongtu. Study of flash beam blasting characteristics in the AC flash butt welding of rail[J]. Transactions of the China Welding Institution, 2018, 39(3): 120 − 123. doi: 10.12073/j.hjxb.2018380082
[11] 王莹莹. 钢轨闪光焊接头灰斑和微裂纹缺陷形成机理研究[D]. 北京: 中国铁道科学研究院, 2018. Wang Yingying. Research on formation mechanism of flat spots and micro-crack defects in rail welded joints[D]. Beijing: China Academy of Railway Sciences, 2018.
[12] 曲睿智, 黄良沛, 肖冬明. 选择性激光熔化过程中熔池演变与金属飞溅特性数值模拟[J]. 航空学报, 2022, 43(4): 405 − 424. Qu Ruizhi, Huang Liangpei, Xiao Dongming. Numerical simulation of melt pool evolution and metal spattering characterization during selective laser melting processing[J]. Acta Aeronautica et Astronautica Sinica, 2022, 43(4): 405 − 424.
-
期刊类型引用(1)
1. 谭锦红,张新平,曹姗姗,王鹏,曾庆瑞,陈斌. U71Mn钢闪光-摩擦复合焊接头组织性能. 焊接学报. 2024(09): 62-68 .  本站查看
本站查看
其他类型引用(0)
 下载:
下载:



计量
- 文章访问数: 105
- HTML全文浏览量: 8
- PDF下载量: 13
- 被引次数: 1
