
Formation mechanism and influencing factors of unstable metal transfer in high current MAG welding
-
摘要:
熔滴过渡的稳定性对大电流熔化极活性气体保护焊(MAG)焊接质量至关重要.采用高速摄像系统、电信号采集系统对大电流MAG不稳定熔滴过渡过程、电弧形态及电信号进行研究,揭示不稳定熔滴过渡的形成机理,分析了影响大电流MAG不稳定熔滴过渡临界电流值的因素.结果表明,大电流MAG焊熔滴过渡为摆动过渡和混合过渡的不稳定过渡模式,液锥受强电磁力是失稳偏离焊丝轴向的直接原因,电弧旋转/摆动频率随熔滴过渡模式和电弧形态不同而不同.焊丝伸出长度为影响不稳定熔滴过渡临界电流值的主要因素,且在试验参数内随着焊丝伸出长度的增大临界电流值显著减小.
Abstract:The stability of droplet transfer is crucial for the quality of high current MAG welding. A high-speed camera system and electrical signal acquisition system were used to study the unstable droplet transfer process, arc morphology, and electrical signal of high current MAG. The formation mechanism of unstable droplet transfer was revealed, and the factors affecting the critical current value of unstable droplet transfer in high current MAG were analyzed. The results showed that the droplet transfer in high current MAG welding is an unstable transition mode consisting of swing and mixed transfer. The instability of the liquid cone due to strong electromagnetic force and deviation from the welding wire axis are the direct reasons. The arc rotation/swing frequency varies with the droplet transfer mode and arc shape. Dry elongation is the main factor affecting the critical current value of unstable droplet transfer, and the critical current value significantly decreases with the increase of dry elongation.
-
0. 序言
金刚石是集物理、化学和力学等优良性能于一身的材料[1-2],金刚石除了极高的硬度和优异的耐磨性等力学性能外,电学、光学、热学、声学等方面也十分优异,在光电子封装、光学窗口和太赫兹传输领域有着重要应用[3-5]. 在实际的应用中,金刚石往往不会单独使用,需要连接在其他金属材料上才能充分发挥其性能. 无氧铜具有高导电性、导热性和良好的韧性以及焊接性能[6-7],将金刚石与无氧铜结合使用可以实现性能上的互补. 例如,电子封装领域应用中的金刚石与无氧铜底座连接[8],微波传输领域的金刚石窗口和水冷铜环连接[9].
钎焊工艺简单、成本低、接头变形小[10],广泛应用于连接金刚石和金属材料,然而金刚石(1 × 10−6/℃)热膨胀系数与无氧铜(17.7 × 10−6/℃)相差较大,在钎焊过程中会产生很大的残余应力导致裂纹等缺陷,其次金刚石化学结构稳定,具有很高的界面能,表面几乎不与普通的钎料润湿,很难与其他金属和非金属发生化学反应,形成冶金结合,另外,在高温下钎焊金刚石表面可能会出现石墨化现象,对金刚石性能有一定的影响[11-13].
为解决上述问题,可以通过在钎料中加入活性元素(如Ti,Cr,V),利用活性元素与金刚石反应形成碳化物,来改善钎料在金刚石上的润湿性并提高结合强度[14-15]. WU等人[16]研究了AgCuTi钎料在金刚石上润湿铺展,AgCuTi/金刚石润湿体系在880 ℃保温时间40 min,平衡时润湿角约为8°. Ti与金刚石反应生成TiC界面反应层,最终润湿角和铺展动力学都由界面反应层的形成控制[17];LIU等人[14]用AgCuTi活性钎料成功钎焊了CVD(chemical vapor deposition)纳米金刚石薄膜和TC4合金,钎焊接头完整,无明显缺陷;XU等人[18]通过在AgCu基钎料中添加Ti,Sn元素,提升了钎料在金刚石上的润湿性并降低了钎焊温度,使用AgCu-10Sn-1Ti钎料钎焊金刚石和无氧铜,接头最高剪切强度达到了256.1 MPa. 此外,钎焊工艺参数和气氛对接头连接质量有非常大的影响,根据XU等人[19]试验结果显示,当钎焊温度低或保温时间短,由于钎料流动不充分以及层间流动性差,会形成一些凝固缺陷和金属间化合物簇,相反,当温度过高或保温时间过长会导致钎料流失以及生成过厚的碳化物反应层,进而影响钎焊质量;WU等人[20]研究发现在Ar气保护和真空钎焊环境下,钎料不仅能充分润湿铺展,而且金刚石石墨化程度较小. 上述研究表明可以采用活性钎焊的方法,在真空环境下调整合理的工艺参数,实现金刚石与无氧铜之间的高质量连接.
文中使用AgCuTi活性钎料在真空环境下钎焊连接金刚石与无氧铜,对无氧铜/金刚石钎焊接头界面的微观结构进行了表征,详细阐述了接头界面微观结构和组织演变的机理,分析了温度和保温时间对接头界面微观组织及力学性能的影响,最后,讨论了钎焊接头的力学性能和断裂模式.
1. 试验方法
用尺寸5 mm × 5 mm × 0.5 mm和5 mm × 5 mm × 1.5 mm的CVD多晶金刚石分别用于钎焊试验和钎焊接头剪切强度测试,对应的无氧铜选用尺寸15 mm × 15 mm × 1.5 mm用于钎焊试验,15 mm × 15 mm × 3 mm用于剪切试验. 钎料选用AgCu4.5Ti箔片(50 μm厚),熔点约为780 ℃,密度为9.9 kg/cm3,热膨胀系数为(18 × 10−6//℃).
试验前,需要用砂纸研磨基材和钎料,去除表面的氧化膜,然后在丙酮、酒精和3% ~ 5%的氢氧化钠中按顺序超声清洗10 min去除表面油污和污染物.钎焊试验在HHVC 1300真空热压炉中进行,如图1所示,钎焊金刚石无氧铜装配方案见图1(a),需要在金刚石上方搭载一块小压块,给试样提供压力防止钎焊过程中金刚石滑动并确保金刚石与钎料充分接触.剪切试验在万能拉伸实验机下进行,剪切示意图见图1(b),位移速率为1.5 mm/min,每组至少测实3个实样,取平均剪切强度.
![]() 图 1 试验图Figure 1. Test diagram. (a) schematic diagram of brazing assembly; (b) schematic diagram of shear test; (c) brazing temperature curve
图 1 试验图Figure 1. Test diagram. (a) schematic diagram of brazing assembly; (b) schematic diagram of shear test; (c) brazing temperature curve钎焊完成后,研磨实样直至露出界面,抛光后使用扫描电子显微镜(scanning electron microscope,SEM)和X射线光谱仪(energy dispersive pectrometer,EDS)分析界面组织形态、反应物的组成成分. 为确定接头中间层的反应相,进行X射线衍射(X-Ray diffractometer,XRD)分析,此外,通过光学显微镜、扫描电镜和能谱仪对钎焊接头的断裂位置和断口形貌进行分析.
2. 试验结果及分析
2.1 金刚石/AgCuTi/无氧铜钎焊接头界面微观结构
在910 ℃保温10 min金刚石/AgCuTi/无氧铜钎焊接头界面微观结构和元素分布,如图2所示. 从图中可见,接头结合良好,几乎没有如气孔、裂纹、夹杂等缺陷. 整个钎焊接头的结构为紧挨着金刚石的深灰色层,由白色相和灰色相组成的中间层,并且中间层与无氧铜基板之间没有明显的界面,白色相像树枝一样延伸至无氧铜基板内部. 图2(c)分别显示了C元素,Ti元素,Cu元素,Ag元素的分布情况,从图2(c)观察到Ti元素在金刚石一侧富集,推测这是由于Ti和C反应生成了TiC反应层,并且发现Ag元素向无氧铜基体中扩散,同时无氧铜基板中的Cu元素向钎料方向扩散.
![]() 图 2 金刚石/AgCuTi/无氧铜钎焊界面微观组织和元素分布(910 ℃、10 min)Figure 2. Microstructural and elemental distribution of diamond/AgCuTi/OFC at the brazing interface. (a) backscattered images of the joint interface; (b) magnified backscattered images of the joint interface; (c) elemental distribution
图 2 金刚石/AgCuTi/无氧铜钎焊界面微观组织和元素分布(910 ℃、10 min)Figure 2. Microstructural and elemental distribution of diamond/AgCuTi/OFC at the brazing interface. (a) backscattered images of the joint interface; (b) magnified backscattered images of the joint interface; (c) elemental distribution金刚石和无氧铜之间的钎焊接头界面结构较为简单,没有明显缺陷,并且不同元素之间的相互作用和反应,导致了元素富集和化合物形成以及AgCuTi钎料和无氧铜基板的相互溶解和扩散.
为了研究钎焊接头的界面微观组织,图2(b)中各点的主要元素原子百分比见表1,在图2(b)中观察到金刚石一侧的深灰色相,根据点B的EDS结果,该相富含Ti和C元素,并且Ti和C的原子百分比约为1∶1,因此推测深灰色相为Ti和C反应生成的TiC,TiC的形成可以降低界面张力,改善AgCuTi钎料在金刚石上的润湿性,是金刚石与无氧铜高质量钎焊连接的关键. 其中C标记的白色相以及D标记的灰色相分别为Ag(s,s)和Cu(s,s). 因此,在钎焊温度910 ℃保温10 min下得到的钎焊接头界面结构为金刚石/TiC/Cu(s,s)、Ag(s,s)/无氧铜.
表 1 图2(b)中标记区域的元素组成和可能相(质量分数,%)Table 1. Element composition and possible phases of the marked area in Fig 2 (b)位置 Ag Cu Ti C 可能存在的相 A — — 0.01 99.99 金刚石 B 1.24 1.84 45.81 41.11 TiC C 82.64 8.14 9.21 — Ag(s,s) D 9.56 78.05 12.39 — Cu(s,s) 2.2 钎焊温度和保温时间对金刚石/AgCuTi/无氧铜接头界面微观组织的影响
金刚石/AgCuTi/无氧铜接头在不同温度下保温10 min的界面微观结构,如图3所示. 结果表明,钎焊温度对钎焊接头界面微观结构有显著影响,但是无论温度如何,接头均未发现明显缺陷并且生成的反应物种类没有变化. 发现当钎焊温度870 ℃以下时,由Cu(s,s)、Ag(s,s)组成的中间层厚度分别为54 μm和57.3 μm,但当温度升至910 ℃以上时中间层厚度增加到152.5 μm和143.8 μm. 钎焊温度升高促进了钎料和无氧铜基板的互溶和扩散,同时过高的温度会导致钎料和基板之间过度溶解扩散,Ag(s,s)会相对减少见图3(d).
![]() 图 3 金刚石/AgCuTi/无氧铜接头在不同温度下保温时间10 min的界面微观结构Figure 3. Interface microstructure of diamond/AgCu Ti/OFC joint at different temperatures for 10 min. (a) 830 ℃; (b) 870 ℃; (c) 910 ℃; (d) 950 ℃
图 3 金刚石/AgCuTi/无氧铜接头在不同温度下保温时间10 min的界面微观结构Figure 3. Interface microstructure of diamond/AgCu Ti/OFC joint at different temperatures for 10 min. (a) 830 ℃; (b) 870 ℃; (c) 910 ℃; (d) 950 ℃在870 ℃下,不同保温时间钎焊接头界面,如图4所示. 可以发现随着保温时间的增加,接头的界面组织并没有明显变化,但是过长的保温时间会造成部分钎料的流失见图4(d),并且发现随着保温时间的增加,中间层的厚度没有明显变化,但是温度升高中间层的厚度会明显增加,见图3(b)和图3(c),因此,钎料与基板的互溶和扩散主要取决于温度.
![]() 图 4 在870 ℃下保温时间对金刚石/无氧铜接头界面微观组织的影响Figure 4. Effect of 870 ℃ insulation time on the microstructure of diamond/OFC joint interface. (a) 1 min; (b) 10 min; (c) 30 min; (d) 60 min
图 4 在870 ℃下保温时间对金刚石/无氧铜接头界面微观组织的影响Figure 4. Effect of 870 ℃ insulation time on the microstructure of diamond/OFC joint interface. (a) 1 min; (b) 10 min; (c) 30 min; (d) 60 min根据以上分析及相关文献,接头界面微观结构的成型可以分为3个阶段,如图5所示. 第1阶段主要涉及无氧铜基板和熔融钎料之间的原子扩散,随着温度升高,钎料开始融化,熔融钎料和无氧铜基板中的原子相互扩散;第2阶段主要发生在保温阶段,在这个阶段,无氧铜基板和熔融钎料之间的原子扩散持续进行,钎料中的Ag元素在毛细作用下向无氧铜基板中扩散,基板中的Cu元素在浓度梯度驱动下向钎料中扩散[16],造成了钎料与无氧铜基板的互溶和扩散,同时,熔融钎料中的Ti元素扩散到金刚石表面并与其反应形成TiC反应层.
![]() 图 5 接头界面微观组织演变示意图模型Figure 5. Schematic diagram of the microstructure evolution of the joint interface. (a) heating stage; (b) Insulation stage; (c) cooling and solidification stage
图 5 接头界面微观组织演变示意图模型Figure 5. Schematic diagram of the microstructure evolution of the joint interface. (a) heating stage; (b) Insulation stage; (c) cooling and solidification stage$$\mathrm{Ti}+\mathrm{C} \rightarrow \mathrm{TiC}$$ (1) 形成TiC吉布斯自由能远低于形成Ti-Cu金属间化合物(TiCu,Ti2Cu3,Ti3Cu4),因此,Ti可能更倾向于和C反应形成TiC反应层,反应层的形成可以促进润湿,并且可以和金刚石之间形成稳定的化学键和,提高了钎焊接头的强度;最后一个阶段是关于熔融钎料冷却凝固的过程,在凝固的过程中形成了Ag(s,s),Cu(s,s).
2.3 钎焊温度对接头力学性能的影响
为了评估钎焊接头的力学性能,在室温下对不同钎焊温度的试验进行剪切强度试验,如图6所示. 图6(a)为不同钎焊温度下钎焊接头的剪切强度,观察到当温度从830 ℃升高至870 ℃时,接头剪切强度先从200.8 MPa增加到峰值223.7 MPa,然而随着温度继续升高,剪切强度开始降低,当950 ℃时剪切强度最低为178 MPa.
![]() 图 6 不同温度下的强度和XRD图谱Figure 6. Strength and XRD patterns at different temperatures. (a) shear strength of brazed joints; (b) XRD patterns of OFC shear surfaces at 10 min of insulation
图 6 不同温度下的强度和XRD图谱Figure 6. Strength and XRD patterns at different temperatures. (a) shear strength of brazed joints; (b) XRD patterns of OFC shear surfaces at 10 min of insulation不同温度保温10 min无氧铜一侧剪切面的SEM断口,如图7所示.发现当钎焊温度950 ℃时,断裂表面发现大量深灰色物质见图7(d),由表2中的EDS结果和图7(b)XRD分析结果表明深灰色物质为TiC. 950 ℃时接头在TiC反应层处断裂,为脆性断裂.而在钎焊温度830 ~ 910 ℃时断裂表面成分均匀,主要由钎料以及少量的脱落金刚石组成见图7(a) ~ 图7(c),由Ag(s,s)和Cu(s,s)组成的中间层具有良好韧性,这个部位断裂表现出更高的强度,为韧性断裂.
![]() 图 7 不同温度下金刚石/AgCuTi/无氧铜接头断口形貌Figure 7. Fracture morphology of diamond/AgCuTi/OFC joint at different temperatures. (a) 830 ℃; (b) 870 ℃; (c) 910 ℃; (d) 950 ℃表 2 图7中标记区域的元素组成和可能的相(原子分数,%)Table 2. Element composition and possible phases of the marked area in Fig 7
图 7 不同温度下金刚石/AgCuTi/无氧铜接头断口形貌Figure 7. Fracture morphology of diamond/AgCuTi/OFC joint at different temperatures. (a) 830 ℃; (b) 870 ℃; (c) 910 ℃; (d) 950 ℃表 2 图7中标记区域的元素组成和可能的相(原子分数,%)Table 2. Element composition and possible phases of the marked area in Fig 7位置 Ag Cu Ti C 可能存在的相 A 0.86 9.15 13.35 76.63 金刚石 B 3.70 65.93 1.80 28.57 Cu(s,s) C 66.82 15.55 0.47 17.16 Ag(s,s) D 18.55 3.60 36.81 41.05 TiC E 64.46 8.76 6.91 19.87 Ag(s,s) F 7.94 66.23 2.97 22.86 Cu(s,s) 金刚石/无氧铜钎焊接头的剪切强度主要与以下两个因素有关,金刚石/钎料层界面结合强度,热膨胀差异引起的残余应力. 其中,TiC反应层是影响接头高强度连接的关键因素之一,一方面TiC反应层在金刚石和钎料之间形成了稳定的化学键,提高了整个接头的强度和稳定性,但另一方面,由于TiC是脆性相,过厚的反应层会降低接头的剪切强度. 温度升高会促进C和Ti的反应,生成过厚的TiC反应层,导致950 ℃时剪切强度明显降低. 残余应力也是影响接头连接强度的关键因素,AgCuTi钎料能够有效缓解金刚石和无氧铜在钎焊过程中由于热膨胀差异引起的残余应力,但是当温度在910 ℃以上时,钎料与无氧铜基板的互溶和扩散导致接头中钎料成分减小,进一步降低了接头的剪切强度.
3. 结论
(1)钎焊接头的典型界面微观结构为金刚石/TiC/Ag(s,s)+Cu(s,s)/无氧铜.
(2)钎焊温度对钎焊接头的微观结构有显著影响. 当温度在910 ℃以上时,AgCuTi钎料与无氧铜基板的互溶和扩散现象非常严重,但是在870 ℃,保温时间的增加对接头界面结构并没有明显的影响,钎料与无氧铜基板的互溶和扩散主要与温度有关.
(3)随着温度的升高,接头的剪切强度先增加后减少,在钎焊温度870 ℃保温时间10 min,剪切强度最高,可达223.6 MPa,断裂主要发生在TiC反应层和钎料层.
-
![]()
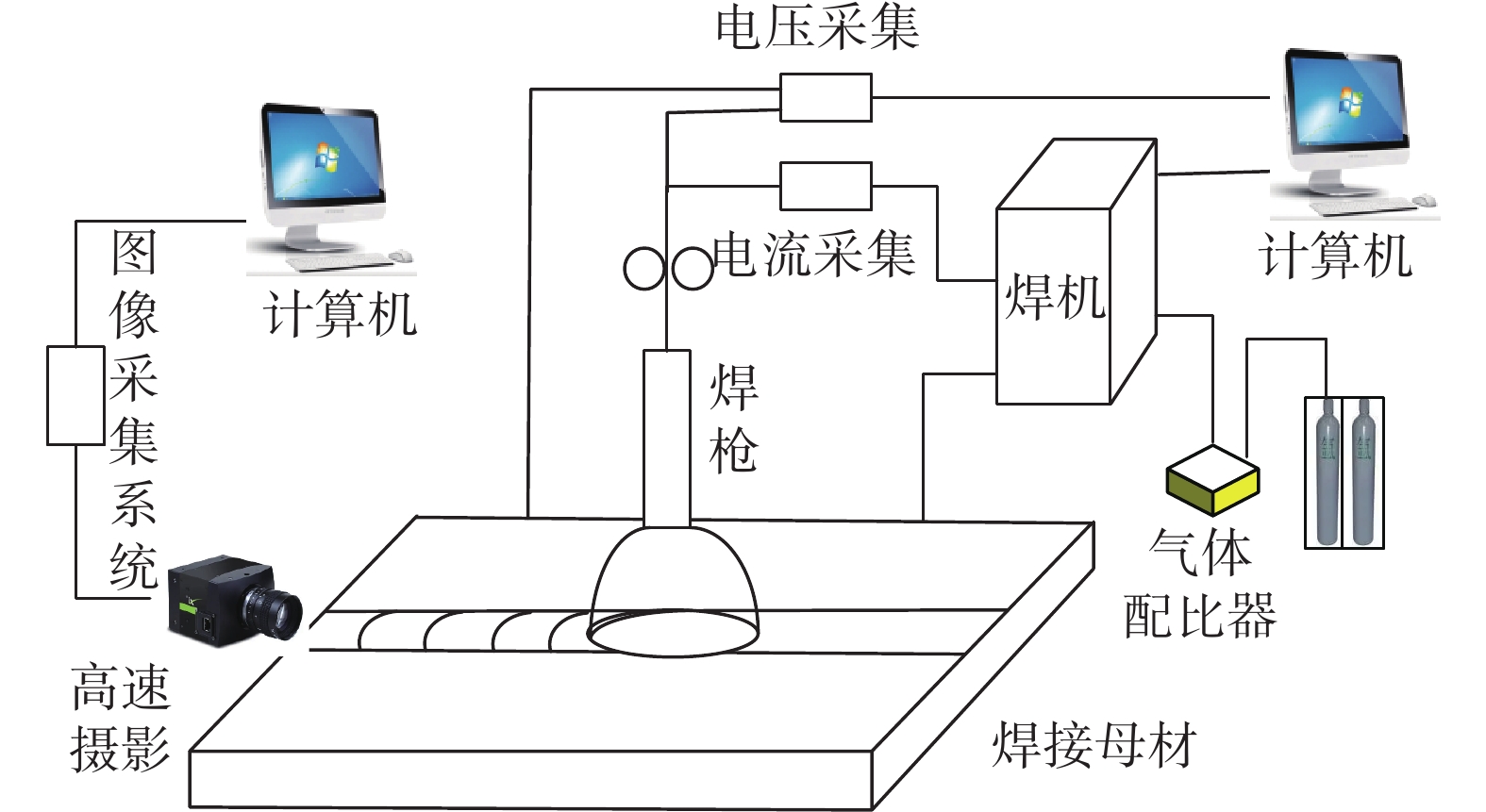
图 1 熔滴过渡信息采集系统示意图
Figure 1. Schematic diagram of droplet transfer information acquisition system
![]()
图 5 熔滴过渡行为
Figure 5. Droplet transfer behavior. (a) vf = 45 m/min,I = 492 A; (b) vf = 50 m/min,I = 519 A
![]()
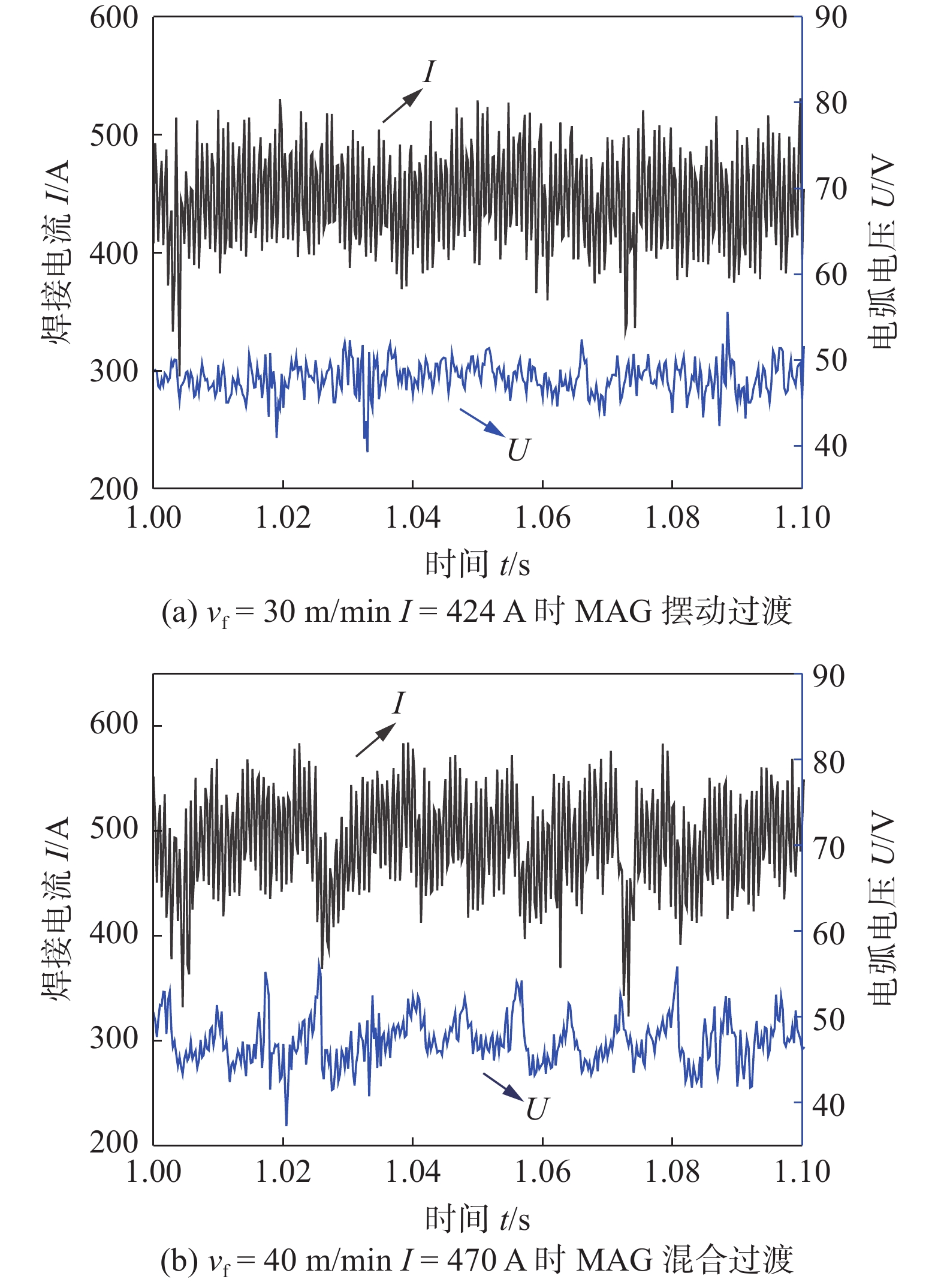
图 6 熔滴过渡电流电压波形
Figure 6. Current and voltage waveform of droplet transfer. (a) vf = 30 m/min I = 424 A MAG swing transition; (b) vf = 40 m/min I = 470 A MAG mixing transition
![]()
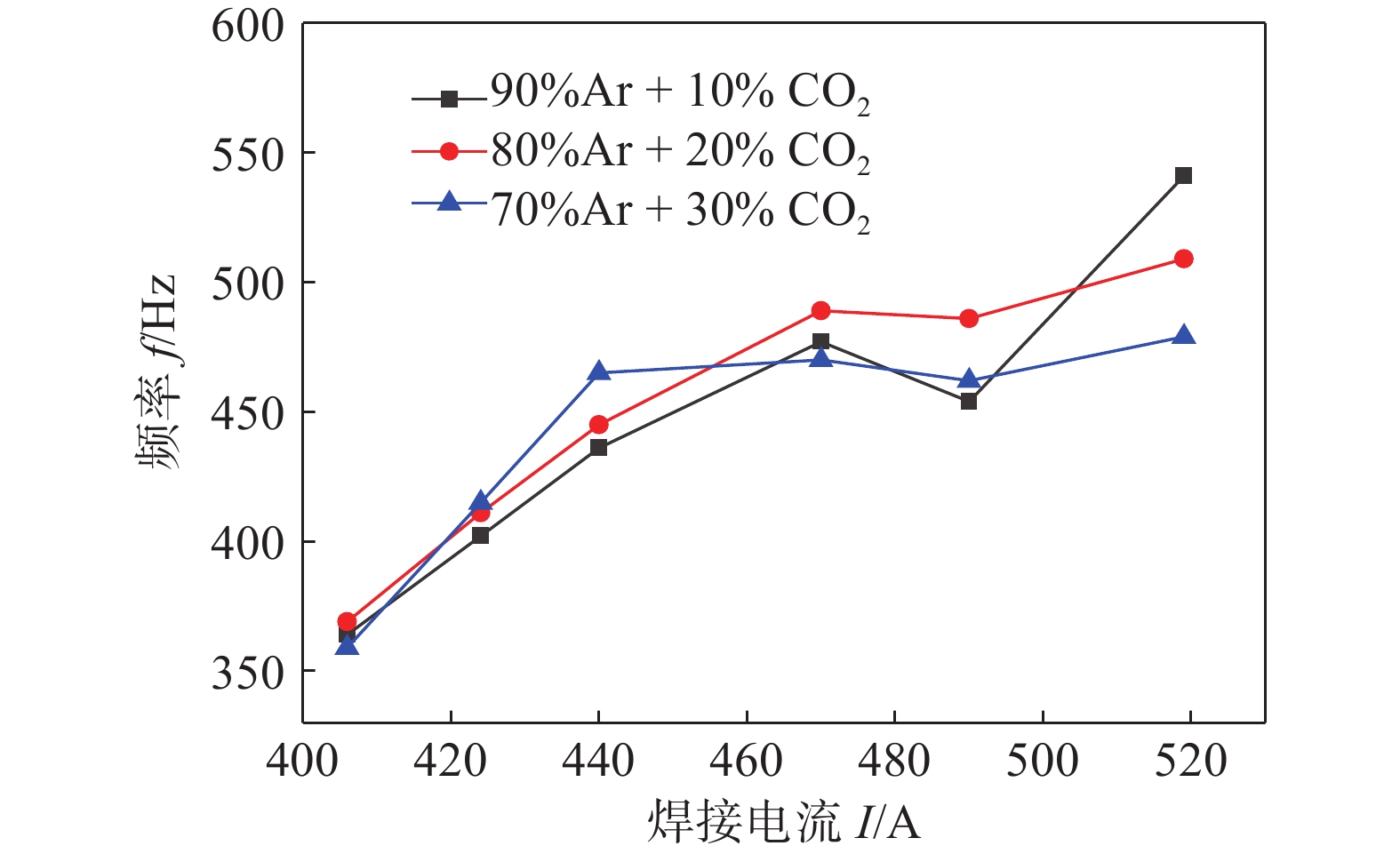
图 7 电弧摆动或旋转频率随电流变化的曲线
Figure 7. Curve of arc swing or rotation frequency changing with current
![]()
图 8 不稳定熔滴过渡示意图
Figure 8. Schematic diagram of unstable droplet transfer. (a) droplet transfer; (b) the liquid cone is tilted upwards; (c) swing transition; (d) mixed transition; (e) submerged arc transition
![]()
图 9 临界电流值随焊丝伸出长度变化的曲线
Figure 9. Curve of critical current value changing with welding wire extension length
![]()
图 10 临界电流值随CO2占比变化的曲线
Figure 10. Curve of critical current value changing with CO2 proportion
![]()
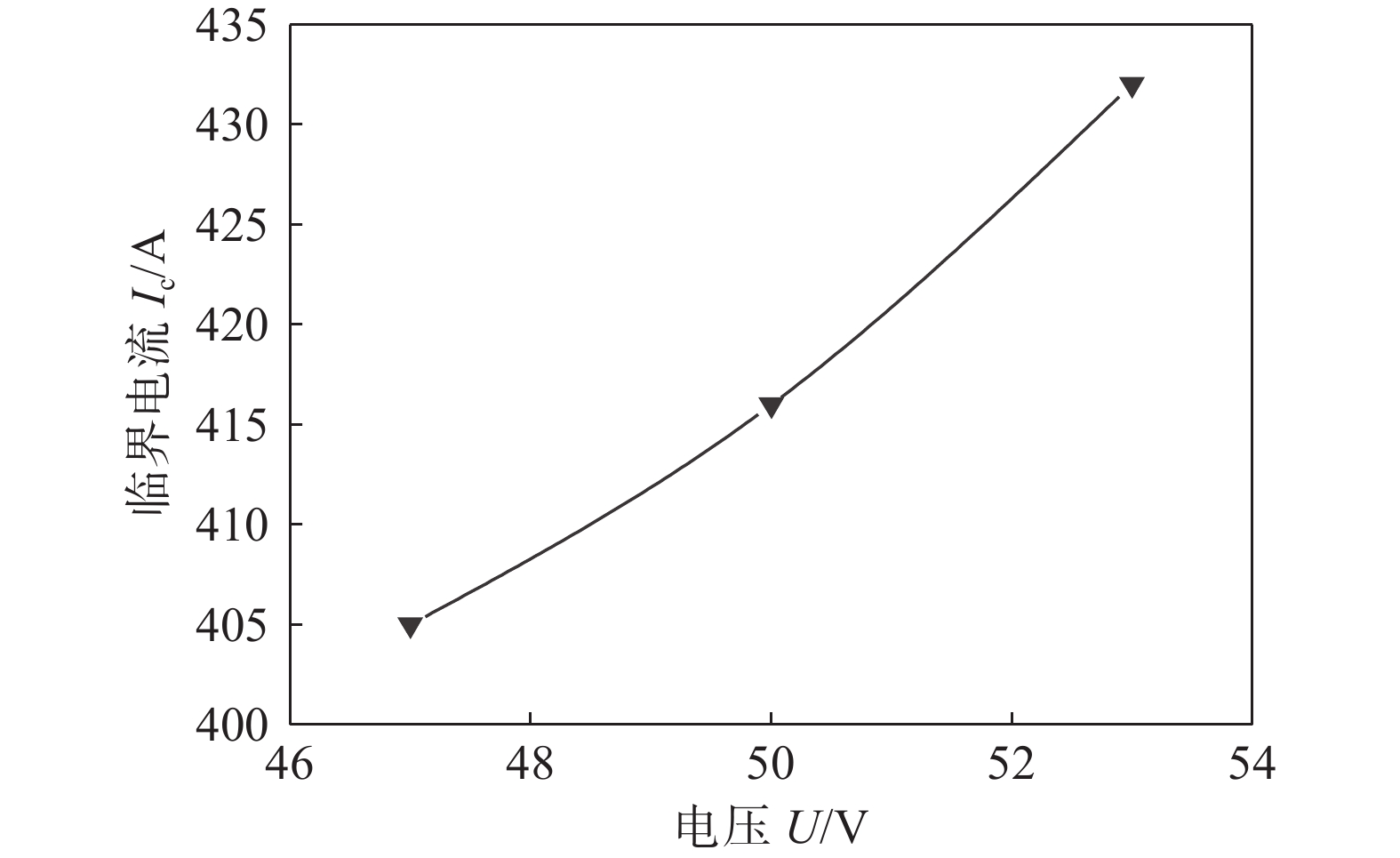
图 11 临界电流值随电弧电压变化的曲线
Figure 11. Curve of critical current value changing with arc voltage
表 1 焊接参数
Table 1 Welding parameters
电弧电压U/V 焊丝伸出长度Lm/mm 送丝速度
vf/(m∙min−1)焊接电流
I/A50 30 20 378 50 30 30 424 50 30 40 470 50 30 45 492 50 30 50 519  下载: 导出CSV
下载: 导出CSV
表 2 正交试验表及试验结果
Table 2 Orthogonal test table and test results
试验
编号CO2占比
A(%)焊丝伸出长度Lm/mm 焊接电压
U/V临界电流Ic/A 1 10 20 45 433 2 10 25 50 443 3 10 30 55 440 4 20 20 50 470 5 20 25 55 447 6 20 30 45 400 7 30 20 55 520 8 30 25 45 475 9 30 30 50 397 K1 1 316 1 400 1 308 K2 1 317 1 388 1 287 K3 1 392 1 237 1 430 k1 438.67 466.67 436 k2 439 462.67 429 k3 464 412.33 446.67 R 25.33 54.34 17.67
下载: 导出CSV
-
[1] 李晓延, 武传松, 李午申. 中国焊接制造领域学科发展研究[J]. 机械工程学报, 2012, 48(6): 19 − 31. doi: 10.3901/JME.2012.06.019 Li Xiaoyan, Wu Chuansong, Li Wushen. Study on the progress of welding science and technology in China[J]. Journal of Mechanical Engineering, 2012, 48(6): 19 − 31. doi: 10.3901/JME.2012.06.019
[2] Lahnsteiner R. The T. I. M. E. process-an innovative MAG welding process[J]. Welding Review International, 1992, 11(1): 17 − 20.
[3] Wu Kaiyuan, He Zuwei, Liang Zhouyong, et al. The dynamic behavior of double arc interference in high-power double wire pulsed GMAW[J]. The International Journal of Advanced Manufacaturing Technology, 2017, 88: 2795 − 2802. doi: 10.1007/s00170-016-8916-6
[4] Stefa Trube, et al. . High performance MAG welding with the LINFAST concept[J]Reports on Science and Technology. 1998(60): 15-21.
[5] 戴宇, 王大锋, 马良超, 等. 超高强度钢激光-MAG复合焊熔滴过渡研究[J]. 兵器材料科学与工程, 2020, 43(2): 67 − 71. doi: 10.14024/j.cnki.1004-244x.20191225.003 Dai Yu, Wang Dafeng, Ma Liangchao, et al. Research on droplet transfer in laser-MAG hybrid welding of ultra-high strength steel[J]. Ordnance Material Science and Engineering, 2020, 43(2): 67 − 71. doi: 10.14024/j.cnki.1004-244x.20191225.003
[6] Wu Kaiyuan, Zhan Jiatong, Cao Xuanwei, et al. Dynamic metal transfer behavior in double-wire DP-GMAW of aluminum alloy under different pulse phases[J]. Journal of Manufacturing Science and Engineering, 2021, 143(4): 1 − 28.
[7] 韩蛟, 韩永全, 洪海涛, 等. 铝合金Plasma-GMAW-P复合焊接电弧特性及熔滴过渡行为[J]. 稀有金属材料与工程, 2022, 51(6): 2027 − 2032. Han Jiao, Han Yongquan, Hong Haitao, et al. Arc characteristic and droplet transfer behavior in Plasma-GMAW-P hybrid welding[J]. Rare Metal Materials and Engineering, 2022, 51(6): 2027 − 2032.
[8] Yosuke Ogino, Yoshinori Hirata, Satoru Asai. Discussion of the effect of shielding gas and conductivity of vapor core on metal transfer phenomena in gas metal arc welding by numerical simulation[J]. Plasma Chemistry and Plasma Processing, 2020, 40(5): 1109 − 1126. doi: 10.1007/s11090-020-10102-1
[9] Liu Guoqiang, Tang Xinhua, Xu Qi, et al. Effects of active gases on droplet transfer and weld morphology in pulsed-current NG-GMAW of mild steel[J]. Chinese Journal of Mechanical Engineering, 2021, 34(4): 249 − 261.
[10] 吴开源, 陈梓威, 黄浩, 等. 低频相位对双丝双脉冲GMAW熔滴过渡和焊缝成形的影响[J]. 焊接学报, 2022, 43(7): 43 − 48. doi: 10.12073/j.hjxb.20211102001 Wu Kaiyuan, Chen Ziwei, Huang Hao, et al. Effect of low frequency phase on droplet transfer and weld formation of twin wire double-pulse GMAW[J]. Transactions of The China Welding Institution, 2022, 43(7): 43 − 48. doi: 10.12073/j.hjxb.20211102001
[11] 刘凯, 宋佳妮. CO2激光-MAG电弧复合焊电弧能量对熔滴过渡特征和焊缝形貌的影响[J]. 应用激光, 2021, 41(1): 155 − 160. Liu Kai, Song Jiani. Effect of arc energy of CO2 laser MAG arc hybrid welding on droplet transfer characteristics and weld morphology[J]. Applied Laser, 2021, 41(1): 155 − 160.
[12] 樊丁, 杨文艳, 肖磊, 等. 高频交变磁场对大电流GMAW熔滴过渡和飞溅率的影响[J]. 焊接学报, 2019, 40(7): 1 − 5. doi: 10.12073/j.hjxb.2019400172 Fan Ding, Yang Wenyan, Xiao Lei, et al. Effect of high-frequency alternating magnetic field on droplet transfer and spatter rate of high current GMAW[J]. Transactions of the China Welding Institution, 2019, 40(7): 1 − 5. doi: 10.12073/j.hjxb.2019400172
[13] 樊丁, 郑发磊, 肖磊, 等. 高效MAG焊接熔滴过渡行为及交变磁场控制试验分析[J]. 焊接学报, 2019, 40(5): 1 − 5. doi: 10.12073/j.hjxb.2019400118 Fan Ding, Zheng Falei, Xiao Lei, et al. Experimental analysis of droplet transfer behavior and alternating magnetic field control in efficient MAG welding[J]. Transactions of the China Welding Institution, 2019, 40(5): 1 − 5. doi: 10.12073/j.hjxb.2019400118
[14] Suban M, Tusek J. Dependence of melting rate in MIG/MAG welding on the type of shielding gas used[J]. Journal of Materials Processing Technology, 2001, 119(1-3): 185 − 192. doi: 10.1016/S0924-0136(01)00940-2
[15] Li Ruoyang, Yue Jun, Sun Ran, et al. A study of droplet transfer behavior in ultra-narrow gap laser arc hybrid welding[J]. The International Journal of Advanced Manufacturing Technology, 2016, 87: 2997 − 3008. doi: 10.1007/s00170-016-8699-9
[16] 徐鲁宁, 殷树言, 卢振洋. T. I. M. E. 焊工艺与高效MAG焊的发展[J]. 电焊机, 2000, 30(5): 3 − 7. doi: 10.3969/j.issn.1001-2303.2000.05.001 Xu Luning, Yin Shuyan, Lu Zhenyang. T. I. M. E. Welding process and development of efficient MAG welding[J]. Electric Welding Machine, 2000, 30(5): 3 − 7. doi: 10.3969/j.issn.1001-2303.2000.05.001














计量
- 文章访问数: 224
- HTML全文浏览量: 25
- PDF下载量: 48
