
Interfacial Microstructure of TC4 /5A06 Al Joint Using High Speed Force Arc MIG Welding
-
摘要:
采用填充SAl5183焊丝和高速超威弧MIG焊方法对TC4钛合金和5A06铝合金进行了熔钎焊,采用SEM、XRD及拉伸测试等分析了焊接热输入E对TC4/5A06接头组织性能的影响规律. 结果表明,在试验参数条件下,热输入E对TC4/5A06界面显微组织和接头的力学性能具有明显影响:当热输入E ≤ 0.93 kJ/cm时,接头根部存在未熔合缺陷,TC4/5A06界面处形成了一层厚度不足1 μm的TiAl3;当热输入E ≥ 1.20 kJ/cm时,焊缝出现了熔穿缺陷,接头上部和中部的TC4/5A06界面处形成了厚度在2.5 ~ 6 μm的TiAl3 + Ti3Al双层结构,其它区域则形成一层厚约1 μm的TiAl3;热输入E在1.02 ~ 1.11 kJ/cm范围内时,焊缝成形良好,TC4/5A06界面处形成厚度在0.7 ~ 1.5 μm的单层TiAl3. 在选择的工艺范围内,接头的平均抗拉强度随E的增大而逐渐增大,在不出现成形缺陷的条件下,抗拉强度最高可达232 MPa.
Abstract:High speed force arc MIG welding of TC4 Ti to 5A06 Al was carried out using SAl5183 filler. The effect of welding heat input E on the joint microstructures and properties was analyzed by SEM, XRD and tensile test. The results showed that E has a significant influence on the microstructure and mechanical properties under the test process conditions: lack of fusion occurred at the root part with the E lower than 0.93 kJ/cm, a single TiAl3 layer with the thickness of less than 1 μm was formed at the Ti/Al interface. Burn through occurred with the E exceeded 1.20 kJ/cm, a TiAl3 + Ti3Al double-layered structure with the thickness of 2.5 ~ 6 μm was formed at the top and middle parts, while a single TiAl3 layer with the thickness of about 1 μm was formed at other parts. When E is in the range of 1.02 − 1.11 kJ/cm, the joint was well formed and a TiAl3 layer with the thickness of about 0.7 − 1.5 μm was formed at the Ti/Al interface. In the selected processing range, the average tensile strength of the joint increases gradually with the increase of E, the ultimate tensile strength for the joints absent of forming defects can reach 232 MPa.
-
Keywords:
- Titanium alloy /
- Aluminum alloy /
- High speed welding /
- Force arc MIG welding /
- Microstructure
-
0. 序言
钛合金由于其高温性能好、耐腐蚀、比强度高的特性被广泛应用在航空航天等领域[1],但单一的钛合金材料成本高昂,限制了钛合金的应用. 铝合金具有低密度,高比强度,成本低等优点[2]. 为了满足工业上对构件综合性能包括轻量化、低成本的要求,采用钛/铝复合构件是一种可行的方法. 然而钛/铝两种金属的冶金结合很容易产生大量的脆性金属间化合物[3],可能会影响焊接构件的性能.
截至目前,搅拌摩擦焊(FSW)[4-5]和熔钎焊[6-8]被证明是实现钛/铝异种金属无缺陷焊接的有效方法. 其中针对钛与铝的熔钎焊研究,常采用激光焊[6]、TIG焊[7]、MIG焊[8]等方法. 其中MIG熔钎焊由于低成本、熔覆效率高在钛/铝异种金属的焊接方面具有一定的优势. 文献[9-10]使用AlSi5焊丝对钛/铝异种金属进行了冷金属过渡(CMT)MIG焊搭接、脉冲电流MIG焊对接试验,均实现了钛与铝的熔钎焊连接. 为了提高Ti/Al熔钎焊接头的可靠性,一系列改进的MIG焊接方法被用于钛与铝的后续熔钎焊研究. 文献[11]用附加轴向磁场的CMT焊接方法对TA2纯钛和6061-T6铝合金进行了熔钎焊,利用外加磁场可以改善了液态金属的流动性,细化了焊缝晶粒,接头力学性能有所提高. 文献[12]采用外加旁路电流的MIG焊方法对TC4钛合金和6061铝合金进行了熔钎焊,结果发现,旁路电流可以提高焊丝的熔化效率,改善铝在钛上的润湿铺展行为,获得接头的剪切强度最高达到190 MPa,约为6061铝合金的96%. 文献[13]使用双面冷弧MIG组合焊对TA2钛合金和5A06铝合金进行了熔钎焊,在焊接热输入的影响下,钛合金与铝合金形成了Ti3.3Al + TiAl3和TiAl3两种不同的钛/铝界面,接头最高抗拉强度可超过300 MPa.
综上所述,采用MIG焊技术能够实现钛与铝的可靠熔钎焊,研究钛合金与铝合金的高速MIG熔钎焊,进一步提高焊接效率具有重要意义. 与普通MIG焊相比,超威弧MIG焊技术利用大功率电子开关元件控制输出电信号和瞬时电流增长率di/dt,在较小的弧压下实现了熔滴的超短弧喷射过渡,电弧能量集中,方向性和稳定性好;强大的电弧力和熔滴冲击力利于获得大深宽比的焊缝,适用于材料的高速焊接. 而关于钛与铝高速超威弧MIG焊的研究较少,高速超威弧MIG焊下钛/铝界面组织特性尚不明确. 文中采用高速超威弧MIG焊对TC4钛合金/5A06铝合金进行了熔钎焊尝试,研究了焊接热输入对接头的显微组织与力学性能的影响,重点分析了高速超威弧MIG焊工艺下钛/铝界面组织结构特征. 研究内容及结果可为实现钛合金/铝合金的高速、高效焊接提供数据支持和理论基础.
1. 试验材料与方法
试验所采用的是超威弧MIG焊接的焊接方法,其焊接过程的熔滴过渡特征和电流电压特征如图1所示. 试验所用母材为TC4钛合金和5A06铝合金,尺寸为100 mm × 150 mm × 3 mm,焊丝采用ϕ1.2 mm的SAl5183(Al-Mg5)焊丝,母材及焊丝名义化学成分见表1. 焊前使用钢丝刷将TC4钛合金打磨至光亮,再使用体积分数为40%的 HNO3溶液酸洗3 min;对5A06铝合金使用40 ~ 60 ℃、浓度为10% NaOH溶液碱洗3 min,再使用体积分数为40%的 HNO3溶液酸洗3 min,以去除表面油污和氧化膜;最后所有试板用无水乙醇冲洗,晾干待焊.
![]() 图 1 超威弧MIG焊Figure 1. Force arc MIG welding. (a) droplet transition; (b) real-time curve of current and voltage表 1 母材及焊丝的名义化学成分(质量分数,%)Table 1. Nominal chemical compositions of base metals and welding wire
图 1 超威弧MIG焊Figure 1. Force arc MIG welding. (a) droplet transition; (b) real-time curve of current and voltage表 1 母材及焊丝的名义化学成分(质量分数,%)Table 1. Nominal chemical compositions of base metals and welding wire试验材料 Al Si Fe Cu Zn Mn Mg V Ti 其他 TC4 6.43 — 0.14 — — — — 4.13 余量 ≤0.2 5A06 余量 ≤0.5 ≤0.5 ≤0.1 ≤0.2 0.3 ~ 0.6 4.8 ~ 5.5 — — — SAl5183 余量 0.4 0.4 0.1 0.25 0.5 ~ 1.0 4.3 ~ 5.2 — 0.15 ≤0.2 采用德国alpha Q 351 puls MIG/MAG多功能逆变脉冲水冷直流焊机,选择超威弧模式进行TC4钛合金和5A06铝合金的焊接. 为了增加TC4/5A06结合面积、促进熔融金属在TC4母材上的润湿铺展,TC4板单侧开40°坡口. 焊接时,TC4板和5A06板对接装配,调节焊丝向铝侧偏移0.5 mm,焊丝伸出长度为12 mm, 焊接速度为180 cm/min.其它主要工艺参数见表2. 焊缝正面采用20 L/min的体积分数为80%Ar + 20%He的惰性气体保护,背面采用15 L/min的高纯Ar(体积分数99.999%)气体保护.
表 2 焊接工艺参数Table 2. Parameters for the welding process平均焊接电流I/A 平均电弧电压U/V 送丝速率vf/(m·min−1) 热输入E/(kJ·cm−1) 130 19.6 7.9 0.85 140 19.9 8.5 0.93 150 20.4 9.1 1.02 161 20.8 9.7 1.11 171 21.1 10.3 1.20 焊接结束后,垂直于焊缝方向获取金相试样. 使用JSM-7001F热场发射SEM观察Ti/Al界面处显微组织;使用X射线衍射仪分析Ti/Al界面附近焊接区物相组成;使用Oxford X-Max型大面积电制冷EDS进行界面组织的元素分析;使用万能力学试验机测试试样的拉伸力学性能.
2. 试验结果
2.1 Ti/Al接头宏观成形
不同焊接热输入下获得的TC4/5A06接头宏观形貌如图2所示. 固定焊接速度,在增大热输入的同时,送丝速度同步增大,焊丝填充金属增多,焊缝更加饱满. 在热输入为0.93 kJ/cm时,熔池焊接热循环峰值温度较低,接头根部受热不足,降低了液态铝在钛表面的润湿性,还没有完全铺展到接头根部时已经凝固,形成未熔合缺陷,如图2a所示;当热输入增大到1.11 kJ/cm时,接头正、背面焊缝更加饱满,成形均匀、连续,背面余高和正面余高均有所增加,焊缝表面及横截面未发现明显的缺陷;热输入增大至1.20 kJ/cm时,电弧能量较高,熔池中液态金属过热,流动性增大,在重力和电弧力综合作用下,大量铝液从焊缝背面滴落,形成熔穿缺陷,如图2c所示. 相比于之前关于普通MIG电弧的Ti/Al异种金属焊接的研究[14],采用超威弧技术电弧能量更加集中,可以在更小的热输入下实现Ti/Al异种金属的连接.
![]() 图 2 不同焊接热输入下TC4/5A06接头宏观形貌Figure 2. Macro morphology of Ti/Al joint with different welding heat input. (a) E = 0.93 kJ/cm; (b) E = 1.11 kJ/cm; (c) E = 1.20 kJ/cm
图 2 不同焊接热输入下TC4/5A06接头宏观形貌Figure 2. Macro morphology of Ti/Al joint with different welding heat input. (a) E = 0.93 kJ/cm; (b) E = 1.11 kJ/cm; (c) E = 1.20 kJ/cm2.2 Ti/Al界面显微组织特性分析
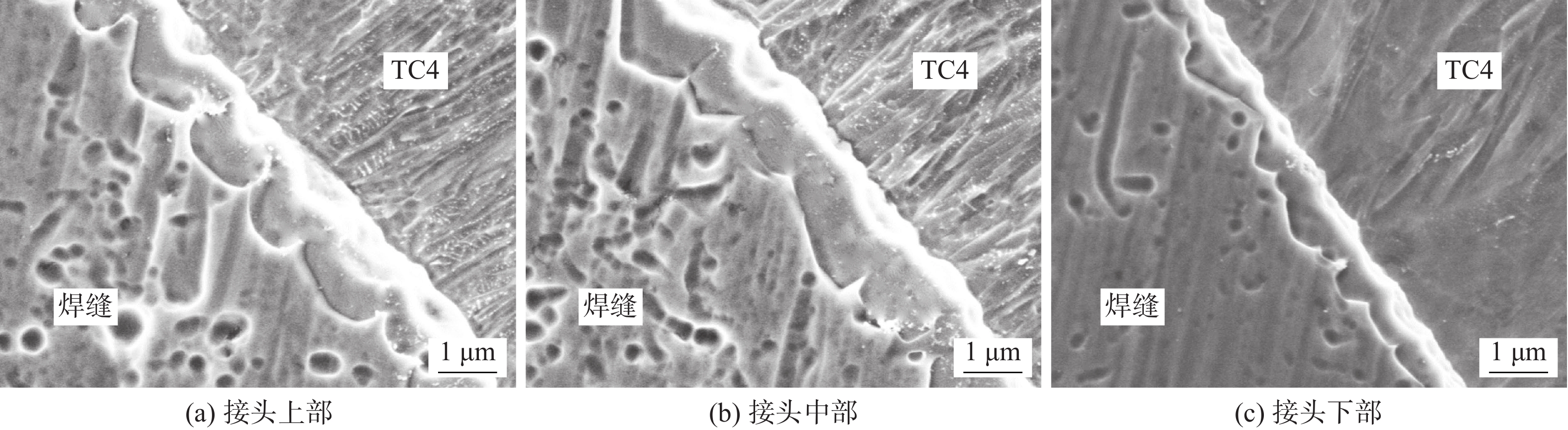
为了分析接头TC4/5A06界面显微组织特性,选择接头厚度方向上不同部位进行显微组织分析,如图2a所示. 不同热输入下TC4/5A06界面显微组织如图3 ~ 图5所示. 在热输入E = 0.93 kJ/cm时,沿接头厚度方向上TC4/5A06界面处仅形成了一层厚度不足1 μm的牙状界面反应层,如图3所示,接头上部反应层最厚,接头下部最薄. 当E = 1.11 kJ/cm时,热输入的增大使得熔池温度升高,界面冶金反应时间变长,接头各部位反应层厚度增加,如图4所示,接头上部和中部厚约1.5 μm,接头下部厚约0.7 μm. 当E = 1.20 kJ/cm时,接头界面存在两种界面结构,接头上部和中部形成了双层结构:靠近焊缝侧的厚度为1.5 ~ 5 μm的界面反应层Ⅰ和靠近TC4侧的厚约1 μm的界面反应层Ⅱ,如图5所示,接头下部仍为单层牙状反应层,厚度约1 μm. 在高焊接速度和超威弧的作用下,接头厚度方向上的组织差异较小.
![]() 图 3 E = 0.93 kJ/cm时TC4/5A06界面显微组织Figure 3. Microstructure of TC4/5A06 interface at E = 0.93 kJ/cm. (a) top of joint; (b) middle of joint; (c) bottom of joint
图 3 E = 0.93 kJ/cm时TC4/5A06界面显微组织Figure 3. Microstructure of TC4/5A06 interface at E = 0.93 kJ/cm. (a) top of joint; (b) middle of joint; (c) bottom of joint![]() 图 4 E = 1.11 kJ/cm时TC4/5A06界面显微组织Figure 4. Microstructure of TC4/5A06 interface at E = 1.11 kJ/cm. (a) top of joint; (b) middle of joint; (c) bottom of joint
图 4 E = 1.11 kJ/cm时TC4/5A06界面显微组织Figure 4. Microstructure of TC4/5A06 interface at E = 1.11 kJ/cm. (a) top of joint; (b) middle of joint; (c) bottom of joint![]() 图 5 E = 1.20 kJ/cm时TC4/5A06界面显微组织Figure 5. Microstructure of TC4/5A06 interface at E = 1.20 kJ/cm. (a) top of joint; (b) middle of joint; (c) bottom of joint
图 5 E = 1.20 kJ/cm时TC4/5A06界面显微组织Figure 5. Microstructure of TC4/5A06 interface at E = 1.20 kJ/cm. (a) top of joint; (b) middle of joint; (c) bottom of joint分析认为,由于焊接电弧温度场沿TC4侧坡口面分布不均匀,且熔融的液态金属自下而上填充到坡口间隙中,导致TC4/5A06界面沿厚度方向上不同部位的热输入存在差异,形成的界面组织在厚度和形态上也有差异[15]. 接头上部和中部距离电弧较近,焊接热输入相对较大,焊接热循环高温停留时间长,TC4与5A06冶金反应持续时间较长,形成的界面反应层较厚;接头下部距离电弧较远,焊接热输入相对较小,形成的界面反应层较薄. 当热输入达到1.20 kJ/cm时,接头上部TC4/5A06界面附近的峰值温度进一步提高,Ti与Al元素扩散速度加快,在复杂的冶金反应后形成了双层结构;而接头下部距离电弧中心较远,冶金反应不足仅形成单层界面反应层.
2.3 接头拉伸力学性能
对不同焊接热输入下TC4/5A06接头的抗拉强度进行测试(每个接头截取3个拉伸试样),结果如图6所示.TC4/5A06接头抗拉强度随着焊接热输入的增大逐渐增大,在保证焊缝成形的前提下,抗拉强度最高可达232 MPa. TC4/5A06接头强度主要与Ti-Al金属间化合物有关,而金属间化合物的形成主要与焊接热输入有关. 热输入过低时,界面反应层厚度整体较薄;接头根部出现未熔合区域,界面有效结合面积减小,且未熔合缺口尖端存在应力集中导致接头强度低. 随着热输入的增加,界面反应层厚度增加,接头强度逐渐提高. 当热输入过大时,界面冶金反应剧烈形成双层结构,界面反应层厚度进一步增大,接头强度最高达到260 MPa,但由于在此工艺下焊缝存在熔穿缺陷,不适用于钛与铝的焊接.
![]() 图 6 不同焊接热输入下TC4/5A06接头抗拉强度Figure 6. Tensile strength of the TC4/5A06 joints with different welding heat input
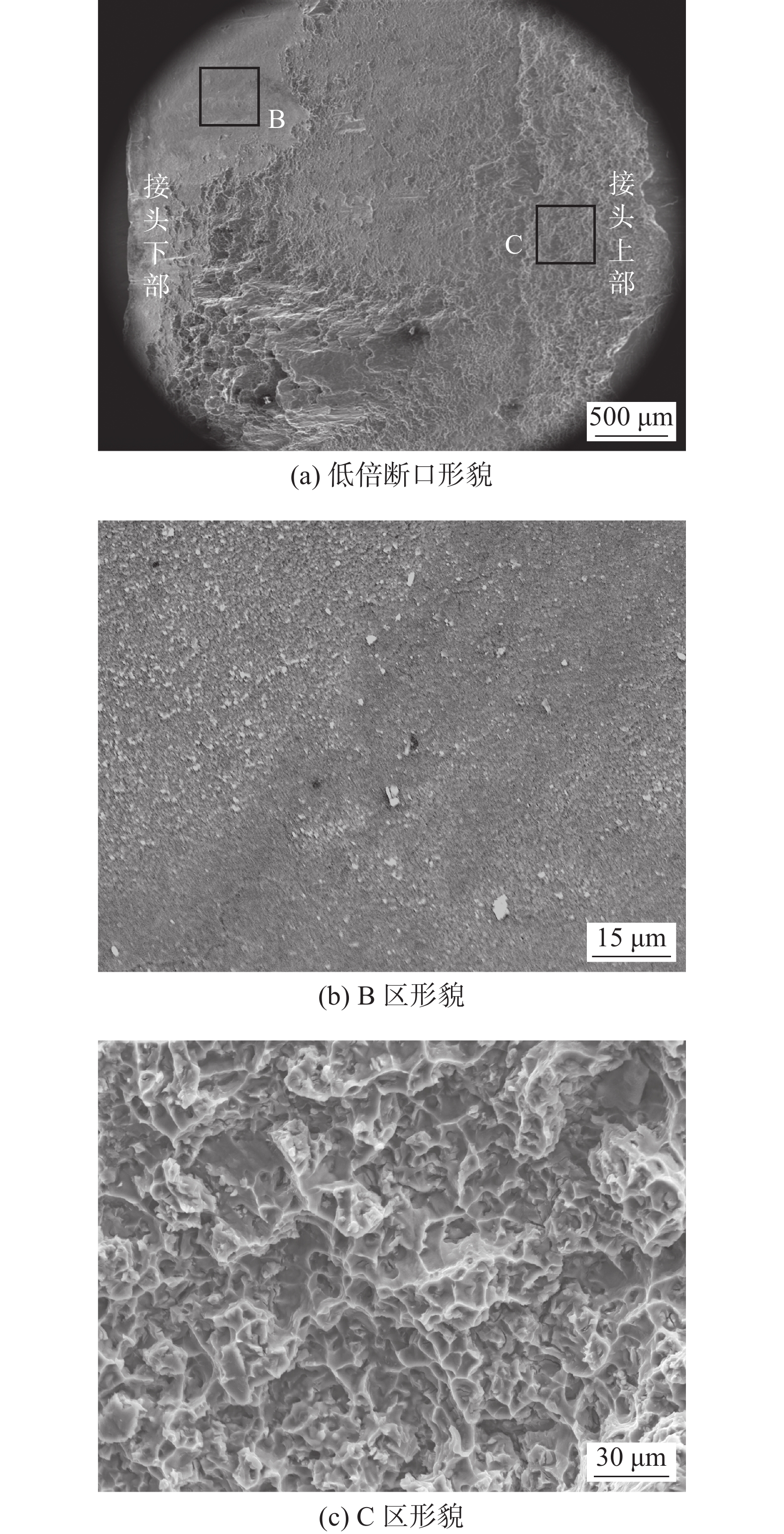
图 6 不同焊接热输入下TC4/5A06接头抗拉强度Figure 6. Tensile strength of the TC4/5A06 joints with different welding heat input综合考虑接头成形缺陷和拉伸力学性能因素,取E = 1.11 kJ/cm时所获接头进行断裂分析,断裂路径如图7所示. 接头下部断裂在Ti/Al界面处,而上部和中部断裂在焊缝中. 接头低倍断口形貌如图8a所示,B区为Ti/Al界面处断裂面形貌,断面平整光滑,表现为脆性的解理断裂,图8b是B区的局部放大图,表面存在大量细小的撕裂痕迹;C区为焊缝区断裂面形貌,局部放大(图8c)显示粗糙的断口存在大量的韧窝,表现为韧性断裂. 分析认为,接头下部冶金结合相对不足,形成的反应层较薄,是整个接头的强度薄弱区域,在受到外部的拉伸作用力时,裂纹首先在接头下部产生,并沿着TC4/5A06界面延伸;由于界面反应层与两侧材料晶体结构差异大,结合较弱,主要呈脆性断裂. 当裂纹到达接头中部时,由于中部反应层较厚,结合强度较高,裂纹扩展受到阻碍,偏转后进入到焊缝中;焊缝内部主要是α-Al基体,具有较好的塑性,主要呈韧性断裂.
![]() 图 8 TC4/5A06 接头断口形貌Figure 8. Fracture morphologies of the TC4/5A06 joints. (a) Low magnification; (b) High magnification for region B; (c) High magnification for region C
图 8 TC4/5A06 接头断口形貌Figure 8. Fracture morphologies of the TC4/5A06 joints. (a) Low magnification; (b) High magnification for region B; (c) High magnification for region C2.4 TC4/5A06界面物相分析
根据前文TC4/5A06界面显微组织特性分析可知,热输入较大时界面处会形成两种反应层结构. 为较为全面地分析TC4/5A06界面附近物相组成和TC4/5A06界面结合机制,选取热输入为1.11 kJ/cm和1.20 kJ/cm的两个试样,平行于坡口面打磨至TC4/5A06界面处,进行XRD分析. 热输入为1.11 kJ/cm的TC4/5A06接头XRD分析结果如图9a所示,除Ti、Al外,在TC4/5A06界面附近仅检测到TiAl3一种新相. 热输入为1.20 kJ/cm的TC4/5A06接头XRD分析结果如图9b所示,除Ti、Al外,界面附近还存在TiAl3和Ti3Al两种新相.
![]() 图 9 TC4/5A06接头XRD分析结果Figure 9. XRD patterns of TC4/5A06 joint. (a) E = 1.11 kJ/cm; (b) E = 1.20 kJ/cm
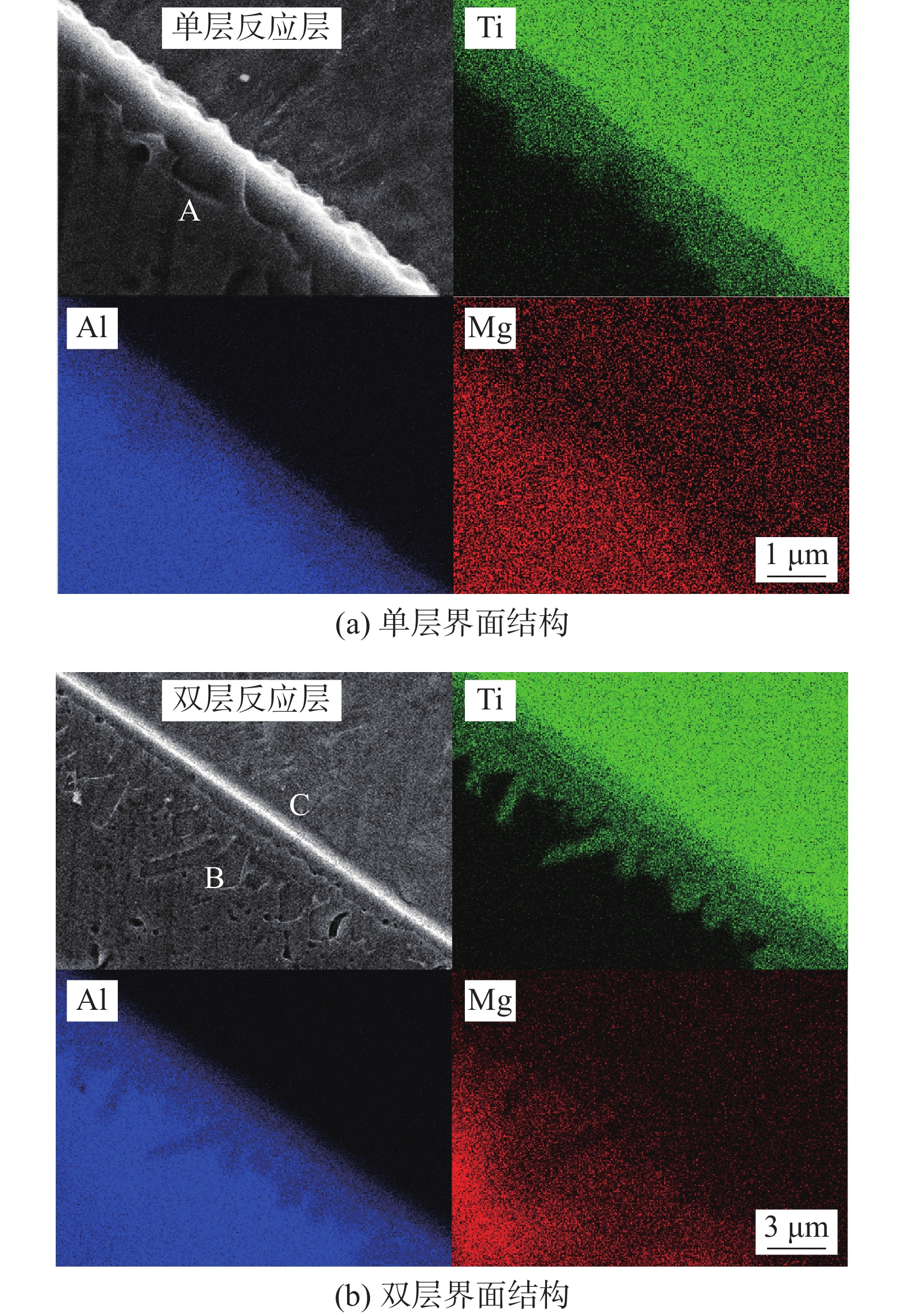
图 9 TC4/5A06接头XRD分析结果Figure 9. XRD patterns of TC4/5A06 joint. (a) E = 1.11 kJ/cm; (b) E = 1.20 kJ/cm当焊接热输入为1.11 kJ/cm时,接头TC4/5A06界面处仅形成单层牙状结构,对界面选区进行EDS面扫描分析,结果如图10a所示. 界面处依靠Ti和Al元素的相互扩散,发生冶金反应形成了一厚度约1.5 μm的界面反应层. 选择 A点进行EDS点扫描分析,结果见表3,Ti∶Al元素原子占比约为1∶3,结合XRD分析结果,认为该界面反应层为TiAl3相. 分析认为,母材中Ti通过扩散进入熔池中后,与Al反应可能会形成TiAl、TiAl3等多种Ti-Al金属间化合物,其中TiAl3的生成吉布斯自由能最低,Ti与液态Al首先发生Ti + 3Al→TiAl3反应,优先形成TiAl3相;鉴于扩散至熔池中的Ti相 相比于熔池中的Al占比很小,因此所有Ti与Al反应全部形成了TiAl3相,没有形成其它Ti-Al金属间化合物. 熔池冷却过程中,固-液界面为TiAl3的形成提供了异质形核界面,而TiAl3晶粒优先沿温度梯度方向生长,最终在TC4/5A06界面处形成了几乎垂直于界面向焊缝内部延伸生长的TiAl3层.
![]() 图 10 TC4/5A06界面面扫描分析Figure 10. EDS map scanning of TC4/5A06 interfaces. (a) Single-layered structure; (b) Double-layered structure表 3 EDS元素分析结果(原子分数,%)Table 3. EDS results for spot A-C in Fig. 10
图 10 TC4/5A06界面面扫描分析Figure 10. EDS map scanning of TC4/5A06 interfaces. (a) Single-layered structure; (b) Double-layered structure表 3 EDS元素分析结果(原子分数,%)Table 3. EDS results for spot A-C in Fig. 10位置 Ti Al Mg V A 28.33 71.06 0.23 0.38 B 24.16 74.31 0.96 0.57 C 71.38 28.09 0.53 0 焊接热输入达到1.20 kJ/cm时,接头上部和中部TC4/5A06界面处形成双层结构,对该处界面选区进行EDS面扫描分析,如图10b所示. 与单层界面反应层相比,该处界面处存在与母材不同的2个明显的浓度梯度层,靠近焊缝侧的Al强度较高,靠近TC4侧的Ti强度较高. 在两个反应层处分别取B、C点进行EDS点扫描分析,结果见表3,B点Ti: Al元素原子占比约为1∶3,结合XRD分析结果,认为此处为TiAl3相;C点Ti∶Al元素原子占比约为3∶1,认为此处为Ti3Al相. 分析认为,当焊接热输入较大时,Ti元素向液态Al中的扩散程度加大,大量的Ti扩散到熔池中,与Al基液态金属发生冶金反应,形成一层较厚的TiAl3相. 同时,TC4/5A06界面热循环峰值温度超过了α-Ti→β-Ti转变温度,在界面处钛母材侧中形成一薄层β-Ti;在高温作用下,Al元素向β-Ti中发生大量扩散,形成β-Ti(Al) 薄层;冷却过程中,发生β-Ti(Al)→α-Ti(Al)转变,形成过固溶的α-Ti(Al);随着温度继续下降,Al在α-Ti(Al)中的溶解度下降,发生α-Ti(Al)→Ti3Al反应,形成一薄层Ti3Al相.
综上,在E ≤ 1.11 kJ/cm时,钛与焊缝通过TC4/5A06界面处元素扩散形成单层TiAl3实现钎焊结合.当E ≥ 1.20 kJ/cm时,接头上部和中部钛与焊缝通过形成TiAl3层、Ti3Al层双层结构实现钎焊结合;其它部位钛与焊缝通过形成单层TiAl3实现钎焊结合. 即在所有试验工艺下,钛侧均为钎焊结合,而铝侧均为熔焊结合,因此是典型的熔钎焊连接.
结合焊缝成形、显微组织及力学性能分析,在试验参数条件下,最优的TC4/5A06高速超威弧MIG焊的焊接热输入范围是1.02 ~ 1.11 kJ/cm.
3. 结论
(1)填充SAl5183焊丝,采用高速超威弧MIG焊接工艺,可以实现TC4钛合金和5A06铝合金的有效熔钎焊. 在热输入为0.93 kJ/cm时,接头根部出现未熔合缺陷;在热输入达到1.20 kJ/cm时,接头出现熔穿缺陷. 在试验参数条件下,合适的高速超威弧MIG焊接热输入范围是1.02 ~ 1.11 kJ/cm.
(2)针对TC4钛合金和5A06铝合金的高速超威弧MIG焊,当热输入E ≤ 1.11 kJ/cm时,Ti/Al界面处仅形成单层TiAl3;当热输入E ≥ 1.20 kJ/cm时,接头上部和中部Ti/Al界面处形成厚度为2.5 ~ 6 μm的TiAl3 + Ti3Al双层结构,接头下部为厚度约1 μm的 TiAl3层.
(3) TC4/5A06接头抗拉强度随着热输入的增大逐渐增大,在保证焊缝成形的前提下,热输入为1.11 kJ/cm时,抗拉强度最高可达232 MPa. 接头上部和中部断裂在焊缝中,表现为韧性断裂;接头下部断裂在Ti/Al界面处,表现为脆性断裂.
-
![]()
图 1 超威弧MIG焊
Figure 1. Force arc MIG welding. (a) droplet transition; (b) real-time curve of current and voltage
![]()
图 2 不同焊接热输入下TC4/5A06接头宏观形貌
Figure 2. Macro morphology of Ti/Al joint with different welding heat input. (a) E = 0.93 kJ/cm; (b) E = 1.11 kJ/cm; (c) E = 1.20 kJ/cm
![]()
图 3 E = 0.93 kJ/cm时TC4/5A06界面显微组织
Figure 3. Microstructure of TC4/5A06 interface at E = 0.93 kJ/cm. (a) top of joint; (b) middle of joint; (c) bottom of joint
![]()
图 4 E = 1.11 kJ/cm时TC4/5A06界面显微组织
Figure 4. Microstructure of TC4/5A06 interface at E = 1.11 kJ/cm. (a) top of joint; (b) middle of joint; (c) bottom of joint
![]()
图 5 E = 1.20 kJ/cm时TC4/5A06界面显微组织
Figure 5. Microstructure of TC4/5A06 interface at E = 1.20 kJ/cm. (a) top of joint; (b) middle of joint; (c) bottom of joint
![]()
图 6 不同焊接热输入下TC4/5A06接头抗拉强度
Figure 6. Tensile strength of the TC4/5A06 joints with different welding heat input
![]()
图 8 TC4/5A06 接头断口形貌
Figure 8. Fracture morphologies of the TC4/5A06 joints. (a) Low magnification; (b) High magnification for region B; (c) High magnification for region C
![]()
图 9 TC4/5A06接头XRD分析结果
Figure 9. XRD patterns of TC4/5A06 joint. (a) E = 1.11 kJ/cm; (b) E = 1.20 kJ/cm
![]()
图 10 TC4/5A06界面面扫描分析
Figure 10. EDS map scanning of TC4/5A06 interfaces. (a) Single-layered structure; (b) Double-layered structure
表 1 母材及焊丝的名义化学成分(质量分数,%)
Table 1 Nominal chemical compositions of base metals and welding wire
试验材料 Al Si Fe Cu Zn Mn Mg V Ti 其他 TC4 6.43 — 0.14 — — — — 4.13 余量 ≤0.2 5A06 余量 ≤0.5 ≤0.5 ≤0.1 ≤0.2 0.3 ~ 0.6 4.8 ~ 5.5 — — — SAl5183 余量 0.4 0.4 0.1 0.25 0.5 ~ 1.0 4.3 ~ 5.2 — 0.15 ≤0.2  下载: 导出CSV
下载: 导出CSV
表 2 焊接工艺参数
Table 2 Parameters for the welding process
平均焊接电流I/A 平均电弧电压U/V 送丝速率vf/(m·min−1) 热输入E/(kJ·cm−1) 130 19.6 7.9 0.85 140 19.9 8.5 0.93 150 20.4 9.1 1.02 161 20.8 9.7 1.11 171 21.1 10.3 1.20
下载: 导出CSV
表 3 EDS元素分析结果(原子分数,%)
Table 3 EDS results for spot A-C in Fig. 10
位置 Ti Al Mg V A 28.33 71.06 0.23 0.38 B 24.16 74.31 0.96 0.57 C 71.38 28.09 0.53 0
下载: 导出CSV
-
[1] Luo G Q, He J Y, Song Z F, et al. Influence of effective physical contact area on microstructure and mechanical properties of diffusion-bonded TC4/1060Al joints[J]. Journal of Materials Engineering and Performance, 2019, 28(2): 1226 − 1234. doi: 10.1007/s11665-019-3856-6
[2] 李桓, 徐光霈, 张宇辉, 等. 2219/5A06异种铝合金焊接接头组织与性能相关性[J]. 焊接学报, 2020, 41(9): 8 − 15. doi: 10.12073/j.hjxb.20200328001 Li Huan, Xu Guangpei, Zhang Yuhui, et al. Correlation between microstructure and properties of 2219/5A06 dissimilar aluminum alloy welded joint[J]. Transactions of the China Welding Institution, 2020, 41(9): 8 − 15. doi: 10.12073/j.hjxb.20200328001
[3] Chen J, Zong R, Wu C S, et al. Influence of low current auxiliary TIG arc on high speed TIG-MIG hybrid welding[J]. Journal of Materials Processing Technology, 2017, 243: 131 − 142. doi: 10.1016/j.jmatprotec.2016.12.012
[4] Chen Z W, Yazdanian S. Microstructures in interface region and mechanical behaviours of friction stir lap Al6060 to Ti–6Al–4V welds[J]. Materials Science and Engineering:A, 2015, 634: 37 − 45. doi: 10.1016/j.msea.2015.03.017
[5] Rostami H, Nourouzi S, Aval H J. Analysis of welding parameters effects on microstructural and mechanical properties of Ti6Al4V and AA5052 dissimilar joint[J]. Journal of Mechanical Science and Technology, 2018, 32(7): 3371 − 3377. doi: 10.1007/s12206-018-0640-8
[6] Ribeiro A C, De S R, De L M, et al. Improvement weldability of dissimilar joints (Ti6Al4V/Al6013) for aerospace industry by laser beam welding[J]. The International Journal of Advanced Manufacturing Technology, 2021, 116(3): 1053 − 1070.
[7] Lv S X, Jing X J, Huang Y X, et al. Investigation on TIG arc welding-brazing of Ti/Al dissimilaralloys with Al based fillers[J]. Science and Technology of Welding and Joining, 2013, 17(7): 519 − 524.
[8] Wei S Z, Rao W J, Wang J, et al. Cold arc MIG welding of titanium Ti6Al4V to aluminum 5A05Al using Al-Mg5 filler[J]. Metals and Materials International, 2020, 26(10): 1555 − 1561. doi: 10.1007/s12540-019-00402-3
[9] 孙军浩, 曹睿, 黄倩, 等. Al6061/TA2异种金属冷金属过渡焊接性分析[J]. 焊接学报, 2013, 34(9): 25 − 28. Sun Junhao, Cao Rui, Huang Qian, et al. Cold metal transfer of dissimilar metals between 6061 aluminum alloy and TA2[J]. Transactions of the China Welding Institution, 2013, 34(9): 25 − 28.
[10] Wei S Z, Li Y J, Wang J, et al. Microstructure and joining mechanism of Ti/Al dissimilar joint by pulsed gas metal arc welding[J]. The International Journal of Advanced Manufacturing Technology, 2014, 70(5-8): 1137 − 1142. doi: 10.1007/s00170-013-5290-5
[11] Sun Q J, Li J Z, Liu Y B, et al. Microstructural characterization and mechanical properties of Al/Ti joint welded by CMT method—Assisted hybrid magnetic field[J]. Materials & Design, 2017, 116: 316 − 324.
[12] Miao Y G, Ma Z W, Yang X S, et al. Experimental study on microstructure and mechanical properties of AA6061/Ti-6Al-4V joints made by bypass-current MIG welding-brazing[J]. Journal of Materials Processing Technology, 2018, 260: 104 − 111. doi: 10.1016/j.jmatprotec.2018.05.019
[13] 宋琳玲, 魏守征, 李志勇, 等. 钛/铝双面冷弧MIG组合熔钎焊接头组织和性能[J]. 焊接学报, 2021, 42(2): 63 − 68. doi: 10.12073/j.hjxb.20201019001 Song Linling, Wei Shouzheng, Li Zhiyong, et al. Microstructure and properties of Ti/Al joint using double-sided cold arc MIG welding-brazing[J]. Transactions of the China Welding Institution, 2021, 42(2): 63 − 68. doi: 10.12073/j.hjxb.20201019001
[14] 魏守征, 王志英, 任晓鹏, 等. 坡口角度及焊丝偏移量对钛/铝冷弧MIG焊接头显微组织与力学性能的影响[J]. 焊接学报, 2021, 42(8): 59 − 66. Wei Shouzheng, Wang Zhiying, Ren Xiaopeng, et al. Influence of bevel angle and wire offset on the microstructure and mechanical properties of Ti/Al joint by cold arc MIG welding[J]. Transactions of the China Welding Institution, 2021, 42(8): 59 − 66.
[15] Zhang Y F, Huang J H, Ye Z, et al. Influence of welding parameters on the IMCs and the mechanical properties of Ti/Al butt joints welded by MIG/TIG double-sided arc welding-brazing[J]. Journal of Alloys and Compounds, 2018, 747: 764-771.
-
期刊类型引用(1)
1. 魏守征,饶文姬,段庆阳,李志勇,张英乔. 背面焊缝激光重熔处理对Ti/Al高速FA-MIG焊接头组织性能的影响. 航空制造技术. 2024(19): 117-124 .  百度学术
百度学术
其他类型引用(0)







计量
- 文章访问数: 127
- HTML全文浏览量: 28
- PDF下载量: 32
- 被引次数: 1
