
Research on microstructure evolution and mechanical properties of gradient sandwich filler metal during brazing
-
摘要: 三明治复合钎料是实现硬质合金与钢可靠钎焊连接的重要技术,复合层间及其与基体间的界面层组织形态对力学性能有着重要影响. 系统分析了不同钎焊温度、时间条件下梯度三明治复合钎料钎缝组织演变规律,分析了影响力学性能的关键因素. 试验结果表明,梯度三明治复合钎料与钢和硬质合金基体界面形成分为4个阶段:界面组织形成、长大、溶合、重排. 梯度钎料中间CuMn2层随着保温时间的延长,由初始连续状逐渐变为孤立的小岛,周围被低Mn铜固溶体包围;继续延长保温时间,CuMn2层消失,整个钎缝由铜固溶体、银固溶体和银铜共晶组成.钎缝抗剪强度在780 ℃、保温2.5 min时达到最高285 MPa,Co,Ni元素此时发生长程扩散,聚集在中间层CuMn2附近,提高了CuMn2中间层强韧性,在断口韧窝的根部分布着Co基颗粒强化相;进一步延长保温时间,Co,Ni等钎缝强韧化元素开始分散,钎缝组织粗化,强度降低.Abstract: Sandwich composite filler metal is an important technical means to realize reliable brazing connection between cemented carbide and steel. The microstructure of the composite layer and the interface layer between the composite layer and the matrix has an important influence on the mechanical properties. The microstructure evolution of brazing joint of gradient sandwich composite filler metal under different brazing temperature and time conditions was systematically studied, and the key factors affecting the mechanical properties were analyzed. The research results showed that the interfacial formation of gradient sandwich filler metal with steel and carbide matrix could be divided into four stages: interfacial structure formation, growth, fusion and rearrangement. The CuMn2 layer in the middle of the gradient filler metal gradually changed from the initial continuous shape to an isolated island surrounded by low Mn copper solid solution with the extension of holding time. As the holding time continued, CuMn2 layer disappeared and the whole brazing joint was composed of copper solid solution, silver solid solution and silver copper eutectic. The shear strength of the brazing joint reached the highest 285 MPa when the temperature was kept at 780 ℃ for 2.5 min. At this time, the Co and Ni elements had long range diffusion and accumulated near the CuMn2 interlayer, which improved the strength and toughness of the CuMn2 interlayer. The Co-based particle strengthening phase was distributed in the root of the fracture dimple. Further extension of holding time, Co, Ni and other brazing elements began to disperse, the brazing structure coarsened, the strength decreased.
-
0. 序 言
中国高速铁路经过飞速发展,其运营里程已雄踞世界榜首,而轨道焊接技术是保证列车安全运行、旅客舒适度的关键环节之一[1]. 有统计表明,目前国内无缝铁路的轨道焊接主要是采用闪光焊接技术,约占无缝铁路接头总数的87%[2]. 但在目前移动式钢轨闪光焊系统中,多采用柴油发电机组作为焊机系统的供电电源. 虽然这种供电方式具有环境适应性好、供电连续等优点. 但是因为脉动闪光焊系统采用的是两相电源,这就导致了柴油发电机组长期工作在三相负载不平衡的工况下,这种供电方式不仅产生的噪音大,排放有害废气污染环境,同时也会产生影响柴油发电机组使用寿命等一系列问题,严重制约着高铁的发展[3-4].
闪光焊轨机可被视为一种脉动负载,其特点为瞬时的脉动电流及功率较大,而平均电流较小,通常要求供电电源具有高能量密度及高功率密度的特点. 相比之下,随着超级电容等新型储能器件的发展,它与蓄电池构成的蓄电池-超级电容复合能源系统,表现出了卓越的储能性能[5-8]. 它充分将常规蓄电池的能量密度大和超级电容器的功率密度大、循环寿命长的优点相结合,不仅能够增大储能系统的功率,输出和吸收高倍率电流冲击,而且系统在运行过程中不产生任何废气污染,绿色环保,使之成为解决上述问题的一种有效途径.
在分析了几种蓄电池-超级电容复合储能供电系统拓扑结构的基础上,结合移动闪光焊轨机工作特性,设计了一种基于两重化DC/DC拓扑结构的新型复合储能系统,并首次将其应用于移动闪光焊轨机供电. 建立其仿真模型测试及产品样机试验,试验结果均表明该新型混合储能供电系统能够快速响应焊轨机负载工作状况的变化,输出电压稳定,所焊钢轨满足TB/T 1632.2—2014《钢轨焊接第2部分:闪光焊接》的技术要求,验证了系统的可行性与有效性.
1. 复合能源系统结构设计
1.1 几种复合能源拓扑结构分析
蓄电池和超级电容器构成的混合储能系统结构一般分为串联和并联形式. 串联复合电源是由蓄电池和超级电容器直接串联组成,通过控制器控制超级电容是否参与功率输出. 这种形式的混合储能装置结构简单、易于控制,超级电容能量利用率高,虽然可以相对提高系统的功率输出能力,但系统抗冲击电流能力不强,也缺乏对蓄电池的保护,不利于延长蓄电池的使用寿命. 而由蓄电池与超级电容器并联构成的复合能源系统,因其结构型式灵活,可有效降低蓄电池的输出功率,减少高倍率瞬时大功率对蓄电池的冲击等优点而更加常见[9]. 图1给出了蓄电池与超级电容并联构成复合电源的的四种拓扑结构,分别讨论如下.
![]() 图 1 并联结构复合电源结构Figure 1. Composite power supply structure with parallel structure. (a) direct parallel connection; (b) storage battery passes through the DC/DC parallel; (c) supercapacitors pass through DC/DC parallel structure; (d) double DC/DC parallel connection
图 1 并联结构复合电源结构Figure 1. Composite power supply structure with parallel structure. (a) direct parallel connection; (b) storage battery passes through the DC/DC parallel; (c) supercapacitors pass through DC/DC parallel structure; (d) double DC/DC parallel connection1.1.1 直接并联结构
如图1a所示,这种蓄电池与超级电容直接并联构成复合能源,其优点是结构简单可靠,成本低廉,可有效减少负载电流脉动时对蓄电池冲击,提高系统功率输出能力. 但该复合电源结构在设计时要求蓄电池电压与超级电压保持一致,这就使得超级电容的设计参数要参考蓄电池的电压等级,缺乏灵活性,工况适应性差. 同时由于蓄电池与超级电容的充放电特性差别较大,特性曲线重度低,当系统脉动功率增大时,超级电容也难以有效的辅助输出.
1.1.2 蓄电池通过DC/DC并联结构
如图1b所示,蓄电池通过DC/DC功率变换器与超级电容并联,并且通常情况下将功率变换器设计成具备可升降压功能的双向DC/DC. 该电路结构的优点是由于DC/DC功率变换器的存在,蓄电池端电压与超级电容电压不用保持一致,提高了设计的灵活性. 同时由于DC/DC直接与蓄电池连接,可以优化控制蓄电池的充放电电流,电路上大功率充放电需求可由超级电容器直接承担,降低了对蓄电池的负担,延长其使用寿命. 但该结构与超级电容直接并联在母线端,由于其能量密度低,在脉动电流期间,其电压波动较大,对母线电压控制提出了更高的要求.
1.1.3 超级电容通过DC/DC并联结构
如图1c所示,超级电容通过双向DC/DC变换器与蓄电池并联,蓄电池直接接直流母线. 该结构复合电源输出电压稳定,超级电容通过DC/DC变换器调节输出功率,为瞬时脉动大功率提供支持,降低蓄电池输出功率. 并且母线上高倍率的充放电电流大部分可由超级电容来承担,降低了蓄电池负担. 但该复合电源结构所付出的代价是要求DC/DC变换器具备较大容量及较快的响应速度来避免蓄电池承受脉动大功率的冲击,提高了系统设计难度,增加了成本.
1.1.4 双DC/DC并联连接
如图1d所示,蓄电池与超级电容分别连接DC/DC变换器后并联. 相比上述三种结构,该复合电源型式中蓄电池和超级电容器电压都是可控的、设计灵活,并且通过合理的控制策略能较好的实现不同存储单元之间的能量分配,对输入输出功率进行灵活控制. 但该复合电源结构较为复杂,对控制系统要求较高,增加了设计及维护成本. 同时由于有2套DC/DC变换器,无形中也增加了系统损耗,降低了系统能源利用率.
1.2 闪光焊轨机复合能源模型建立
1.2.1 闪光焊轨机工作特性分析
传统的移动闪光焊轨机供电模式一般为柴油发电机组输出三相AC380 V,取其两相给焊轨机供电. 为了能设计出一种适合闪光焊轨机供电的蓄电池超级电容混合能源系统,首先需分析闪光焊轨机工作的电气特性,图2给出了一种典型的柴油机供电的焊接过程波形曲线.
从图2可以看出,该种工艺类型的闪光焊轨机在120 s左右即可完成一次完整的焊接作业,并且在焊接过程中,焊轨机输入电流急剧脉动,经过实际测量,峰值电流最高可达1 900 A,符合瞬时大倍率电流冲击的特性. 其电压波形则是在400 V上下小幅震荡,并且随着焊接过程的不同阶段,焊机输入电压、电流变化也不尽相同. 总体来看,经过计算整个焊接过程中电流、电压脉动所产生的瞬时功率大,而平均功率较小. 这就要求移动闪光焊轨机供电电源能在较短时间内提供较大功率输出,输出电压稳定,并且系统动态特性好,以满足轨道焊接要求.
1.2.2 闪光焊轨机复合电源模型建立
结合前述对几种蓄电池-超级电容混合电源结构的分析及闪光焊轨机负载的特性,设计移动闪光焊轨机蓄电池-超级电容混合储能供电系统等效模型如图3所示.
![]() 图 3 闪光焊轨机复合电源等效模型Figure 3. Equivalent model of composite power supply for flash rail welding machine
图 3 闪光焊轨机复合电源等效模型Figure 3. Equivalent model of composite power supply for flash rail welding machine该复合电源模型结构主要由蓄电池组、两重化的双向DC/DC变换器、超级电容器以及单相逆变器组成. 为了简化模型结构,此处亦将蓄电池组等效为理想电压源
${E_a}$ 和其等效内阻${R_a}$ 串联,将超级电容器组等效为理想电容${U_c}$ 和其等效内阻${R_c}$ 串联[10-12].${R_f}$ 表示其并联等效电阻,通常表示超级电容的漏电情况,此处可被忽略不计. 采用2重化的双向DC/DC变换器目的是为了提升系统过流能力、提高等效开关频率及系统可靠性,减小电流谐波.该混合储能模型基本的工作过程为:系统检测焊轨机的工作状态,当焊轨机准备工作时,直流断路器KM1断开,将蓄电池组从系统分离,能量从超级电容器组通过DC/DC变换器流向单相逆变器给焊机供电,使得系统的功率及高倍率电流冲击完全由超级电容承担. 通过设计合适的超级电容电量,来满足焊接一次所需的能量要求. 此时双向DC/DC变换器工作在Boost模式.
当焊机停止工作时,闭合KM1,使能量从蓄电池组通过DC/DC变换器流向超级电容器给其充电. 此时双向DC/DC变换器工作在Buck模式. 通过DC/DC变换器优化蓄电池的充放电电流,来延长蓄电池使用寿命.
2. 仿真建模分析
为了验证文中提出的闪光焊轨机蓄电池-超级电容复合储能供电系统的正确性和有效性,利用仿真软件Matlab搭建系统仿真模型进行测试,整体拓扑图如图4a所示,DC/DC拓扑如图4b所示,DC/AC拓扑如图4c所示,其中L1,L2为220 μH,C1为30 mF,L3为80 μH,C2,C3为640 μF,R1为0.26 Ω,负载为阻感性满功率负载,电阻0.07 Ω,电感1.26 mF.
![]() 图 4 系统仿真模型拓扑图Figure 4. Topology graph of system simulation model (a) overall topological graph; (b) DC/DC topological graph; (c) DC/AC topological graph
图 4 系统仿真模型拓扑图Figure 4. Topology graph of system simulation model (a) overall topological graph; (b) DC/DC topological graph; (c) DC/AC topological graph系统对DC/DC变换器控制采用电压电流双环控制策略,根据工作模式的不同主要采集的控制信号包括蓄电池端电压、超级电容端电压、高压侧母线电容端电压及负载端电压、电流等. 电压外环通过采集负载电压,与参考电压比较得到误差信号,电流内环通过电流传感器采集负载电流作为反馈信号,经过PI调节器来控制功率器件,实现充放电电流控制及升降压模式的转换.
当焊轨机焊接时,DC/DC变换器处于Boost工作状态,低电压端由超级电容供电,设置最低电压240 V,高电压端设置直流母线电压目标值为650 V,单相逆变器负载为阻感性满功率负载,电阻设置0.07 Ω,电感1.26 mH,仿真时间为3 s. 为模拟焊接工况的负载脉动电流,系统设置每0.25 s进行一次负载突变. 满负载时高压侧母线电容
${C_d}$ 端电压波形如图5所示,系统稳定时其放大图如图6所示,电感${L_1}$ 电流波形如图7所示.![]() 图 5 满功率负载突变母线电容电压波形Figure 5. Capacitance voltage waveform of full power load mutation
图 5 满功率负载突变母线电容电压波形Figure 5. Capacitance voltage waveform of full power load mutation![]() 图 6 满功率负载突变电容电压波形放大Figure 6. Amplification of capacitance voltage waveform of full power load mutation
图 6 满功率负载突变电容电压波形放大Figure 6. Amplification of capacitance voltage waveform of full power load mutation由图5可见,系统工作在Boost模式,DC/DC变换器输出电压能够迅速达到目标电压值,响应速度较快,响应时间10 ms左右. 而由图6可知,当系统发生满功率负载突投时,母线电压在不到30 ms时间内即可达到稳定. 稳定后的电容电压最低600 V左右,满功率稳定时二倍频峰峰值为50 V左右. 图7也显示了负载突变时电感电流跟随的快速响应.
图8给出了系统满功率负载突变时,单相逆变器输出的电压、电流波形,即闪光焊轨机输入电压、电流波形. 图9为其放大波形. 紫色为电流波形,红色为电压波形. 由图可见当检测到负载突变后,系统迅速做出响应,输出电压可在一个周期20 ms左右调节稳定,稳定输出电压有效值380 V. 输出电流的调节时间也小于40 ms,最大峰值达到1500 A左右.
![]() 图 8 满功率负载突变负载电压电流波形Figure 8. Current and voltage waveform of full power load mutation
图 8 满功率负载突变负载电压电流波形Figure 8. Current and voltage waveform of full power load mutation![]() 图 9 满功率负载突变电压电流波形放大Figure 9. Amplification of current and voltage waveform of full power load mutation
图 9 满功率负载突变电压电流波形放大Figure 9. Amplification of current and voltage waveform of full power load mutation由此可见,上述仿真结果表明文中所设计的蓄电池-超级电容混合供电系统能较好的满足图3所示移动闪光焊轨机供电电源的设计要求.
3. 样机研制及试验
基于上述分析,研制一种新型的移动闪光焊轨机供电系统.该新型供电系统采用标准集装箱式的结构设计,内部集成了蓄电池组、超级电容器组、双向DC/DC功率变换器、焊机逆变器、辅助逆变器及冷却系统等部件.
目前该产品样机与国内某公司的UN5-150ZB型闪光焊轨机进行匹配,已经完成了焊接试验. 焊接所用的钢轨型号为GB60 kg的U75 V,选取焊机系统记录的其中一种典型的焊接次级电压、电流波形如图10所示. 采用外接示波器观测得到的供电系统工作波形如图11、图12所示. 其中通道CH1 ~ CH4分别为主板采集电流信号、供电系统输出负载电流、负载电压以及直流母线电压波形.
由图11,图12可见,新型供电系统在焊接过程中的输出动态响应与前述理论仿真基本保持一致,符合移动闪光焊轨机对供电电源的要求.
为了检验产品的可靠性,对该设备焊接后的钢轨进行了落锤试验 (高度为3.2 m,两锤不断,连续15根不断). 强制断开钢轨焊缝,测量了相关性能参数,检测结果表明所焊钢轨满足TB/T 1632.2—2014《钢轨焊接第2部分:闪光焊接》的技术要求.
试验阶段还对产品在焊接工作中的噪声等级进行了测试,结果表明系统运行过程产生的噪声基本维持在75 dB以下,远远低于传统柴油发电机120 dB以上的噪声水平. 样机的最终试验结果显示新型移动闪光焊轨机供电系统是研制成功的,并且具备绿色环保的优势.
4. 结论
(1)电源采用超级电容通过DC/DC转换器与电池并联,电池组不直接参与功率输出,电池组为超级电容充电,超级电容负责功率输出,满足钢轨闪光焊要求.
(2)电源采用多重化双向DC/DC转换器,电池组快速为超级电容组充电,更高的转换效率,具有较快的响应速度保证焊接工艺参数准确,提高钢轨闪光焊接的可靠性.
(3)电源已成功应用于钢轨闪光焊,焊接过程无污染排放、无噪音、功率输出稳定,极大的改善操作人员工作环境等优点.
(4)电源可提高能源利用效率,促进可再生能源发展和节能减排,具有良好的社会效应. 为节能环保、保证焊接质量提供了一种新的解决方案.
-
![]()
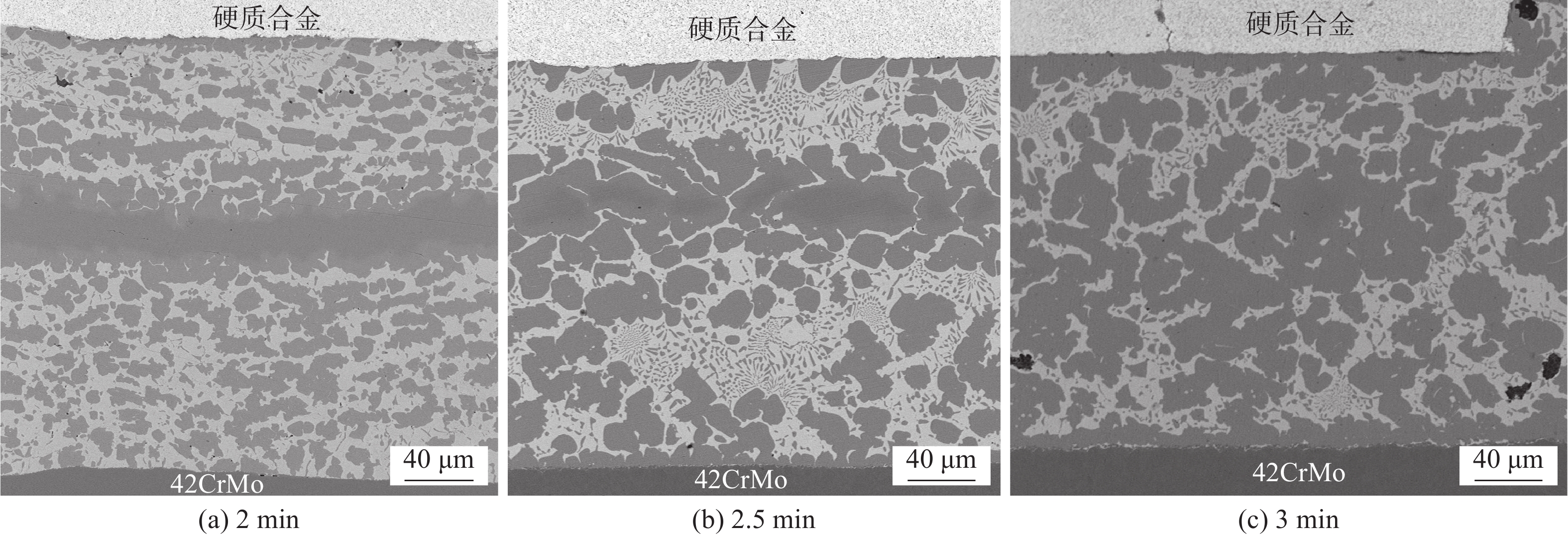
图 3 780 ℃不同保温时间钎缝微观组织
Figure 3. Microstructure of brazing seam with different time at 780 ℃. (a) 2 min; (b) 2.5 min; (c) 3 min; (d) 3.5 min; (e) 4 min
![]()
图 4 780 ℃保温不同时间钎缝元素分布
Figure 4. Elements distribution with different time at 780 ℃. (a) 2.5 min; (b) 3 min; (c) 3.5 min
![]()
图 5 800 ℃不同保温时间钎缝微观组织
Figure 5. Microstructure of brazing seam with different time at 800 ℃. (a) 2 min; (b) 2.5 min; (c) 3 min
![]()
图 6 780 ℃不同保温时间钎缝区域不同位置硬度变化
Figure 6. Hardness of brazing seam with different time at 780 ℃
![]()
图 8 780 ℃不同保温时间钎缝断口形貌
Figure 8. Fracture morphology of brazing seam with different time. (a) 2.5 min; (b) 4 min
![]()
图 9 空洞聚集形成韧窝断裂示意图
Figure 9. Schematic diagram of dimple fracture formed by cavity accumulation. (a) cavity growth; (b) cavity accumulation
表 1 42CrMo钢的主要化学成分(质量分数,%)
Table 1 Chemical composition of 42CrMo steel
C Cr Si Mo Mn Fe 0.42 1.05 0.27 0.2 0.65 余量  下载: 导出CSV
下载: 导出CSV
表 2 钎料合金化学成分(质量分数,%)
Table 2 Chemical compositions of filler metal
材料 Ag Cu Zn Ni Mn Co BAg40CuZnNi 40 30 27.8 2.2 — — CuMn2 — 98 — — 2 — BAg40CuZnNiMnCo 40 30 20.5 4 4.5 1
下载: 导出CSV
表 3 图3中标识位置能谱分析(质量分数,%)
Table 3 Energy spectrum analysis of identified locations in Fig. 3
位置 Ag Cu Zn Ni Mn Co 其它 A 6.24 67.04 17.48 4.7 1.74 1.21 余量 B 34.56 38.65 20.26 3.2 1.4 0.8 余量 C 9.67 66.12 17.55 3.67 1.41 0.55 余量 D 10.26 68.02 15.04 2.84 1.50 0.51 余量 E 0.63 94.29 0.57 0.16 2.26 0.13 余量 F 6.49 74.28 14.12 0.47 1.45 — 余量 G 9.26 57.03 19.33 4.06 1.13 — 余量
下载: 导出CSV
-
[1] Yin X H, Ma Q S, Cui B, et al. Current review on the research status of cemented carbide brazing: filler materials and mechanical properties[J]. Metals and Materials International, 2020, 2: 1 − 13.
[2] 秦建, 董显, 裴夤崟, 等. 高强韧CuZnNiMn纽扣钎料钎焊截齿接头组织与性能[J]. 焊接学报, 2019, 40(8): 96 − 103. Qin Jian, Dong Xian, Pei Yinyin, et al. Microstructure and properties of mining bit brazing joint employed by the high strength and ductility CuZnNiMn button materials[J]. Transactions of the China Welding Institution, 2019, 40(8): 96 − 103.
[3] 夏毅敏, 仝磊, 柏彬, 等. 盾构切刀硬质合金与钢基体钎焊残余应力[J]. 东北大学学报(自然科学版), 2020, 41(1): 101 − 107. Xia Yimin, Tong Lei, Bai Bin, et al. Residual stress in soldering and brazing between cemented carbide and steel substrate of shield machine cutters[J]. Journal of Northeastern University(Nature Science), 2020, 41(1): 101 − 107.
[4] Zhang X Z, Liu G W, Tao J N, et al. Brazing of WC–8Co cemented carbide to steel using Cu-Ni-Al alloys as filler metal: Microstructures and joint mechanical behavior[J]. Journal of Materials Science & Technology, 2018, 34(7): 1180 − 1188.
[5] Barrena M I, Gomez De Salazar J M, Matesanz L. Interfacial microstructure and mechanical strength of WC–Co/90MnCrV8 cold work tool steel diffusion bonded joint with Cu/Ni electroplated interlayer[J]. Materials and Design, 2010, 31(7): 3389 − 3394. doi: 10.1016/j.matdes.2010.01.050
[6] Kaiwa K, Yaoita S, Sasaki T, et al. Effects of Ni and Co additions to filler metals on Ag-brazed joints of cemented carbide and martensitic stainless steel[J]. Advanced Materials Research, 2014, 3130(922): 322 − 327.
[7] Wang H F, Chi L H, Chang H. Effect of tin content on the microstructure and property of brazed WC-Co/CrMo alloy steel joints[J]. Advanced Materials Research, 2008, 740(47): 596 − 599.
[8] Akbari Mousavi S A A, Sherafati P, Hoseinion M M. Investigation on wettability and metallurgical and mechanical properties of cemented carbide and steel brazed joint[J]. Advanced Materials Research, 2012, 1614(445): 759 − 764.
[9] Sui Y W, Luo H B, Yang Lü, et al. Influence of brazing technology on the microstructure and properties of YG20C cemented carbide and 16Mn steel joints[J]. Welding in the World, 2016, 60(6): 1269 − 1275. doi: 10.1007/s40194-016-0374-0
[10] Hasanabadi M, Shamsipur A, Najafisani H, et al. Interface structure and mechanical properties of brazing joints for WC using Ag-Cu-Zn-Ni-Mn filler metals[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(12): 2638 − 2646. doi: 10.1016/S1003-6326(17)60292-9
[11] 马琳博, 王嘉琳. 硬质合金钎焊工艺分析[J]. 冶金与材料, 2021, 41(1): 185 − 186. Ma Linbo, Wang Jialin. Analysis of cemented carbide brazing process[J]. Metallurgy and Materials, 2021, 41(1): 185 − 186.
[12] 李远星, 张晓山, 朱宗涛, 等. Ni元素扩散行为对硬质合金/钢钎焊接头微观组织及力学性能的影响[J]. 稀有金属材料与工程, 2017, 46(4): 1120 − 1125. Li Yuanxing, Zhang Xiaoshan, Zhu Zongtao, et al. Effect of element Ni diffusion on microstructure and mechanical properties of brazed joints of cemented carbide and steel[J]. Rare Metal Materials and Engineering, 2017, 46(4): 1120 − 1125.
[13] Tillmann W, Sievers N. Feasibility study of fluxless brazing cemented carbides to steel[J]. Conference Series:Materials Science and Engineering, 2017, 181(1): 012007.
[14] 李永. 层状复合钎料制备工艺研究[D]. 北京:中国机械科学研究总院集团, 2013. Li Yong. Study of the manufacturing technology of layered composite brazing filler metal[D]. Beijing:China Academy of Machinery Science and Technology Group, 2013.
[15] Chao J, Chen H, Zhao X, et al. Microstructure and mechanical properties of brazing bonded WC-15Co/35CrMo joint using AgNi/CuZn/AgNi composite interlayers[J]. International Journal of Refractory Metal and Hard Materials, 2018, 70: 1 − 8. doi: 10.1016/j.ijrmhm.2017.08.021
[16] 周德敬, 尹林, 张新明, 等. 轧制复合/铝/不锈钢界面金属间化合物的生长动力学[J]. 中国有色金属学报, 2012, 22(9): 2461 − 2467. Zhou Dejin, Yin Lin, Zhang Xinming, et al. Growth kinetics of intermetallic compounds at aluminum/stainless steel interface bonded by rolling[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2461 − 2467.
-
期刊类型引用(1)
1. 周涛. 新能源储能式钢轨闪光焊轨机组研制及应用. 铁道建筑技术. 2022(12): 41-44+53 .  百度学术
百度学术
其他类型引用(0)



























计量
- 文章访问数: 330
- HTML全文浏览量: 72
- PDF下载量: 86
- 被引次数: 1
