
Solidification crack sensitivity of GH2132 superalloy deposited metal
-
摘要: 针对GH2132高温合金熔敷金属热裂纹敏感性问题,通过采用试制焊丝、熔敷金属焊接试验、组织及断口分析、凝固计算等手段对熔敷金属组织、凝固行为、开裂机制等进行了研究. 结果表明,试验熔敷金属金相组织主要由柱状树枝晶γ相(NiCrFe固溶体)、枝晶间富Ti的Laves相(Cr,Fe,Ni)2 (Ti,Mo)、MC碳化物与共晶组织组成,凝固路径为L→L + γ→L + γ + MC→L + γ + MC + Laves→γ + MC + Laves,裂纹断口呈典型的鹅卵石共晶花样,整个断口形貌被呈自由表面的液膜所覆盖,属于发生在高温段的结晶裂纹. 结晶裂纹开裂机理为在凝固过程的终了阶段,发生了L→γ + Laves的低熔点共晶反应,在凝固收缩应力作用下,残余液相未及时补充而形成. Laves相的形成主要与凝固过程中Ti元素的偏析有关,理论计算结果表明,GH2132结晶裂纹指数(solidification cracking index, SCI)值为1944 ℃,(solidification temperature range, STR)为258 ℃,在结晶裂纹敏感性评价方面,相比STR,SCI指标能相对更为合理地实现结晶裂纹敏感性的量化评价,但仍存在考虑因素不全等问题.Abstract: Aiming at the problem of high sensitivity of hot crack in GH2132 superalloy welding, the microstructure, solidification behavior and cracking mechanism of GTAW deposited metal were studied by new developed welding wire, welding test of deposited metal, microstructural and fracture analysis, solidification calculation. The results show that the microstructure of the deposited metal was mainly composed of columnar dendrite γ phase (NiCrFe solid solution), Ti rich in Laves phase (Cr, Fe, Ni)2(Ti, Mo), MC carbides and eutectic structure in the interdendritic. The solidification mode of the new developing wire was L→L + γ→L + γ + MC→L + γ + MC + Laves→γ + MC + Laves. The fracture surface showed typical cobblestone eutectic pattern, and the whole fracture morphology was covered by liquid film with free surface, indicating that the crystal crack occurred in the high temperature section. The mechanism of solidification crack was L→γ + Laves eutectic reaction with low melting point occurs at the terminal stage of solidification process. Under the action of solidification shrinkage stress, the residual liquid phase was not replenished in time and formed. The formation of Laves phase was mainly related to the segregation of Ti element during solidification. The theoretical calculation results show that the SCI (Solidification Cracking Index) value of GH2132 was 1944 ℃, and the STR (Solidification Cracking Range) was 258 ℃. In the evaluation of crystal crack sensitivity, SCI index can achieve the quantitative evaluation of crystal crack sensitivity more reasonably than STR, but there are still some problems such as incomplete factors to be considered.
-
Keywords:
- superalloy /
- solidification crack /
- Laves phase
-
0. 序言
随着航空发动机向大推力、高推重比、高可靠性方向发展, 由于焊接结构具有重量轻、效率高、零件少、故障少和可靠性高的特点,航空发动机中大量采用焊接结构,如发动机的机匣、火焰筒、盘鼓、叶片和盘等[1-2]. GH2132是以Fe-25Ni-15Cr为基体、以金属间化合物γ'相(Ni3AlTi)为强化相一种新型低膨胀沉淀强化型高温合金[3],在650 ℃以下具有较高的屈服强度和持久强度,并且具有较好的加工性能和满意的焊接性能,适合制造长期工作在650 ℃以下的航空发动机高温承力部件,如涡轮盘、压气机盘、转子叶片和紧固件等[4-5].目前针对Inconel 738,Inconel 718,Inconel 617,Inconel 939等沉淀强化镍基合金焊接接头开展的研究表明,熔化焊接头存在大量的沉淀相(如Inconel738合金中的γ'相、Inconel718合金中的γ″相),在焊接热循环的影响下,由于组分液化和低熔点元素偏析极易在晶界处产生液膜,当液膜的张力无法抵抗熔池金属的凝固收缩应力时产生热裂纹,具体包括焊缝区凝固裂纹与热影响区液化裂纹[6-7]. 裂纹萌生始于枝晶间区域的二次相,金属间化合物、MC碳化物、γ相、共晶组织等是液化裂纹的主要影响因素,裂纹形成最主要的原因是偏析系数小于1的元素偏析[8].
GH2132合金在焊接时具有一定的热裂纹倾向,但目前对其热裂纹开裂机理认识尚不够深入. 文中通过试制GH2132合金配套焊丝,开展了熔敷金属焊接试验、裂纹形貌和断口分析以及凝固计算等,对GH2132合金焊接过程中热裂纹敏感性进行了深入研究,通过理论计算与试验分析相结合的方式进行了GH2132合金结晶裂纹敏感性研究,为后续焊丝成分设计优化、焊接工艺制定及优化提供了理论支撑,进一步深化了对高温合金熔敷金属结晶裂纹的认识.同时引入GH2132结晶裂纹敏感性指数实现结晶裂纹敏感性的量化评价,对高温合金热裂纹敏感性评价具有指导意义.
1. 试验方法
按照GB/T 25774.1—2010《焊接材料的检验 第一部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验》2.7条进行熔敷金属焊接试验,母材采用Q235钢板,试板尺寸为150 mm × 150 mm × 20 mm,单侧30°坡口,垫板尺寸为180 mm × 40 mm × 10 mm,采用钨极气体保护焊(gas tungsten arc welding, GTAW)焊接工艺进行堆焊,焊接工艺参数如表1所示.
表 1 GTAW工艺参数Table 1. GTAW parameters焊接电流I/A 电弧电压U/V 焊接速度v1 /(mm∙min−1) 送丝速度v/(mm∙min−1) 保护气体 层温控制T/℃ 180 13.5 135 1100 99.99% Ar ≤100 试验用焊接材料为GH2132镍基合金实心焊丝,规格为ϕ1.2 mm,焊丝化学成分见表2.
表 2 试验用GH2132焊丝化学成分(质量分数,%)Table 2. Compositions of experimental GH 2132 wire(wt. %)C Cr Ni Mo Fe Ti 0.055 15.01 26.17 1.16 余量 2.09 S P Si Mn V Al 0.008 0.015 0.49 1.03 0.32 0.18 采用JMatPro软件镍基合金数据库对试制焊丝的化学成分进行了基于Scheil模型的非平衡凝固计算.采用NETZSCH STA449F3型同步热分析仪DSC(differential scanning calorimeter)对GH2132高温合金GTAW熔敷金属进行加热速率为10 ℃/min的试验,测量合金熔化过程的相变特征温度.利用OLYMPUS GX51型光学显微镜对于熔敷金属裂纹体金相组织进行观察,利用ZEISS EVO18 型扫描电子显微镜进一步放大观察裂纹体及裂纹断口形貌,结合OX-FORD INCA能谱仪进行区域成分分析.
2. 试验结果与分析
2.1 熔敷金属金相
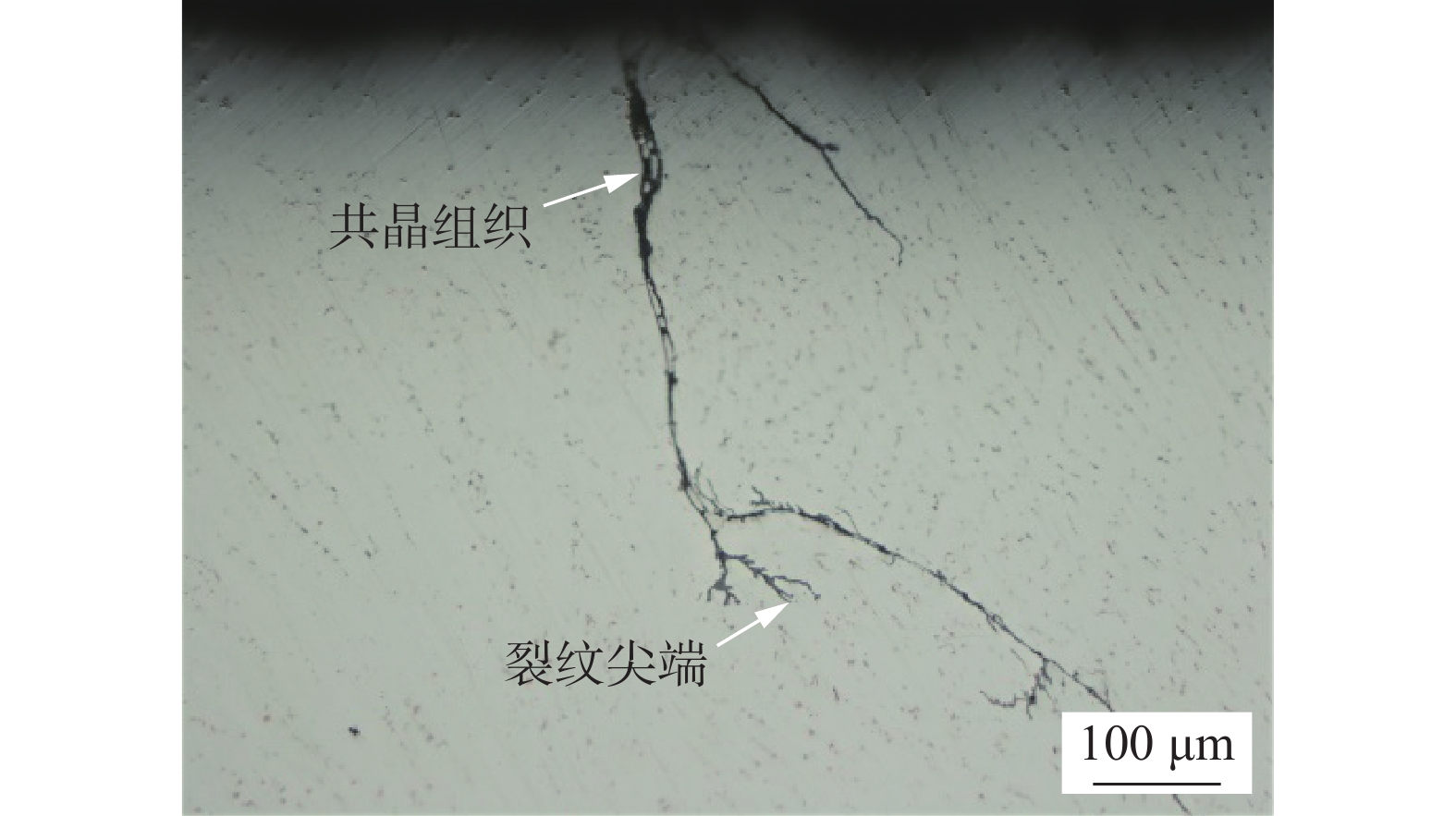
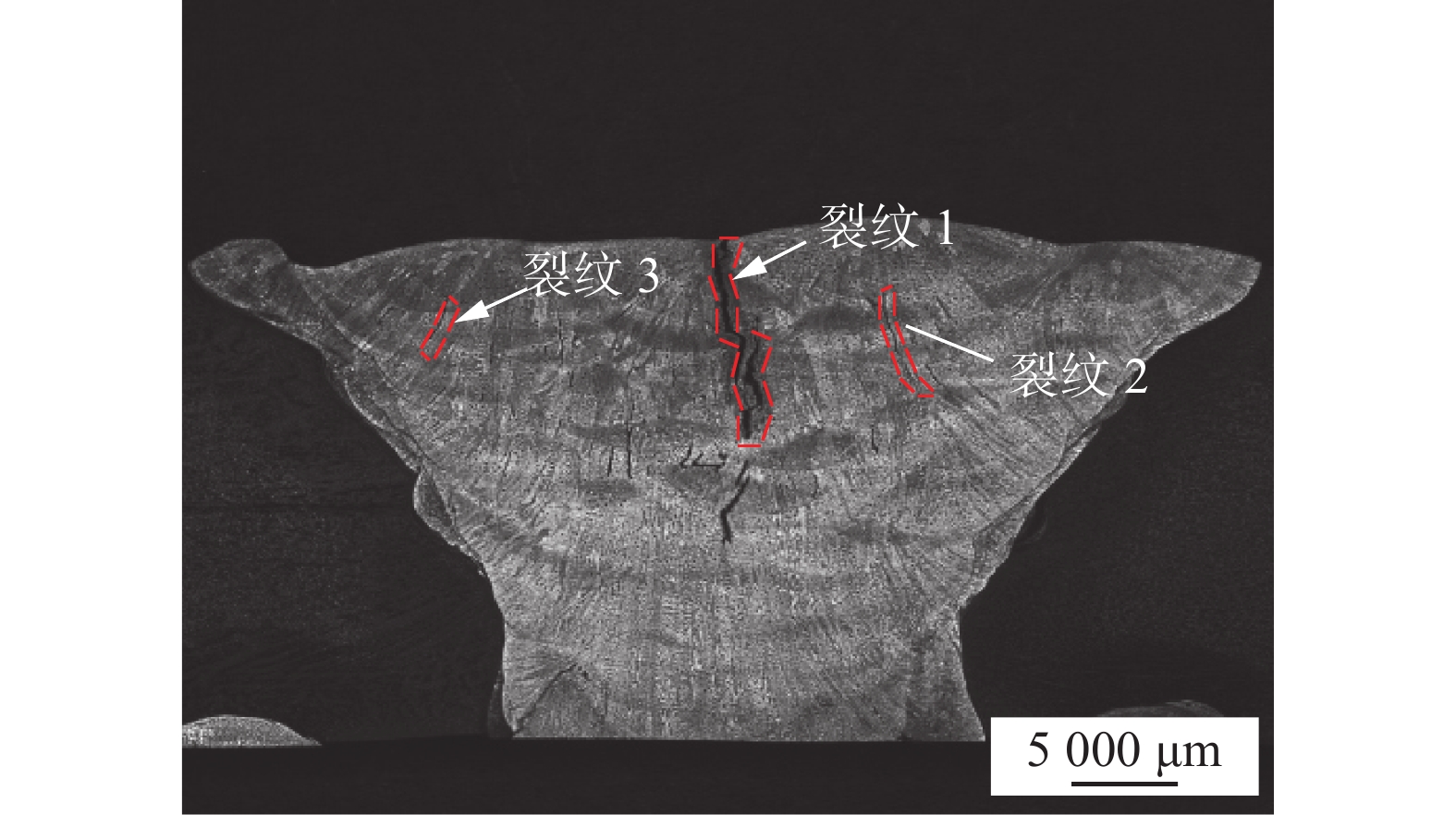
熔敷金属横截面宏观金相如图1所示.在熔敷金属中存在较为密集的裂纹,裂纹走向基本一致,基本均沿垂直于熔敷金属表面方向. 位于接头中部的主裂纹1为穿透性裂纹,裂纹尺寸较大,长度接近10 mm,跨越了近5层焊道. 裂纹2跨越整个上层热影响区和近3层的底层焊道,可能为结晶裂纹或液化裂纹,裂纹3跨越上层热影响区至底层焊道中心. 无论裂纹数量、裂纹尺寸均表明该成分的熔敷金属热裂纹敏感性较高.
图2为典型裂纹尖端的微观金相.可见在裂纹尖端,与开裂部分相连的未开裂部分成树枝枝晶形态,且存在共晶组织.据此可推测裂纹性质应为结晶裂纹[9-10].
2.2 裂纹断口分析
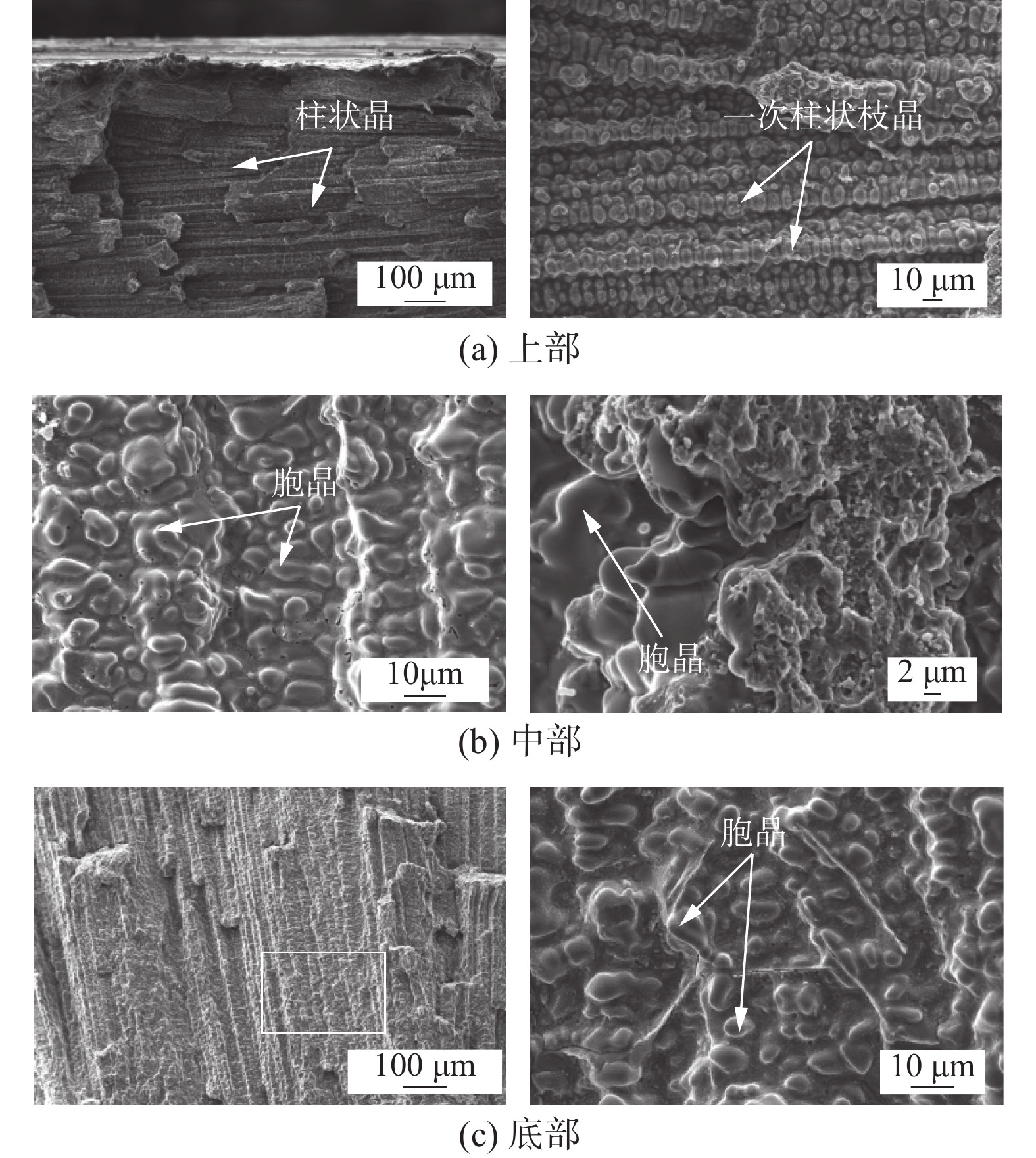
为进一步对裂纹性质进行分析与确定,采用SEM对图1中的主裂纹1断口形貌进行了观察,结果见图3.图3a为靠近熔敷金属表面上部的裂纹断口形貌,可见,低倍下,断口为典型的柱状晶形态,高倍下,断口形貌几乎全部为鹅卵石花样,一次柱状枝晶形态明显.图3b为裂纹中部的断口形态,断口同样为鹅卵石共晶花样,但形态接近为胞晶,在胞晶间的胞谷存在不规则的孔洞,应为枝晶间析出相脱落所致.图3c为裂纹底部的断口形貌,低倍下呈典型的柱状晶形态,高倍下也有局部为胞晶形态.
Kou等人[11-13]指出,凝固裂纹的产生与枝晶生长、显微组织、液相润湿性等多方面因素密切相关,枝晶长大过程中相邻晶粒二次或三次枝晶臂连接形成的桥接可以起到抵抗凝固裂纹或液化裂纹的作用.由于桥接为已凝固的固态组织,其在断口中应呈已凝固的固态金属断裂形貌. 文中裂纹断口面上绝大部分区域的形貌呈连续分布的柱状晶或连续分布液膜,表面光滑,这表明裂纹开裂发生在结晶终了相对较早的阶段,局部液相较为连续,在枝晶间并未形成桥接.
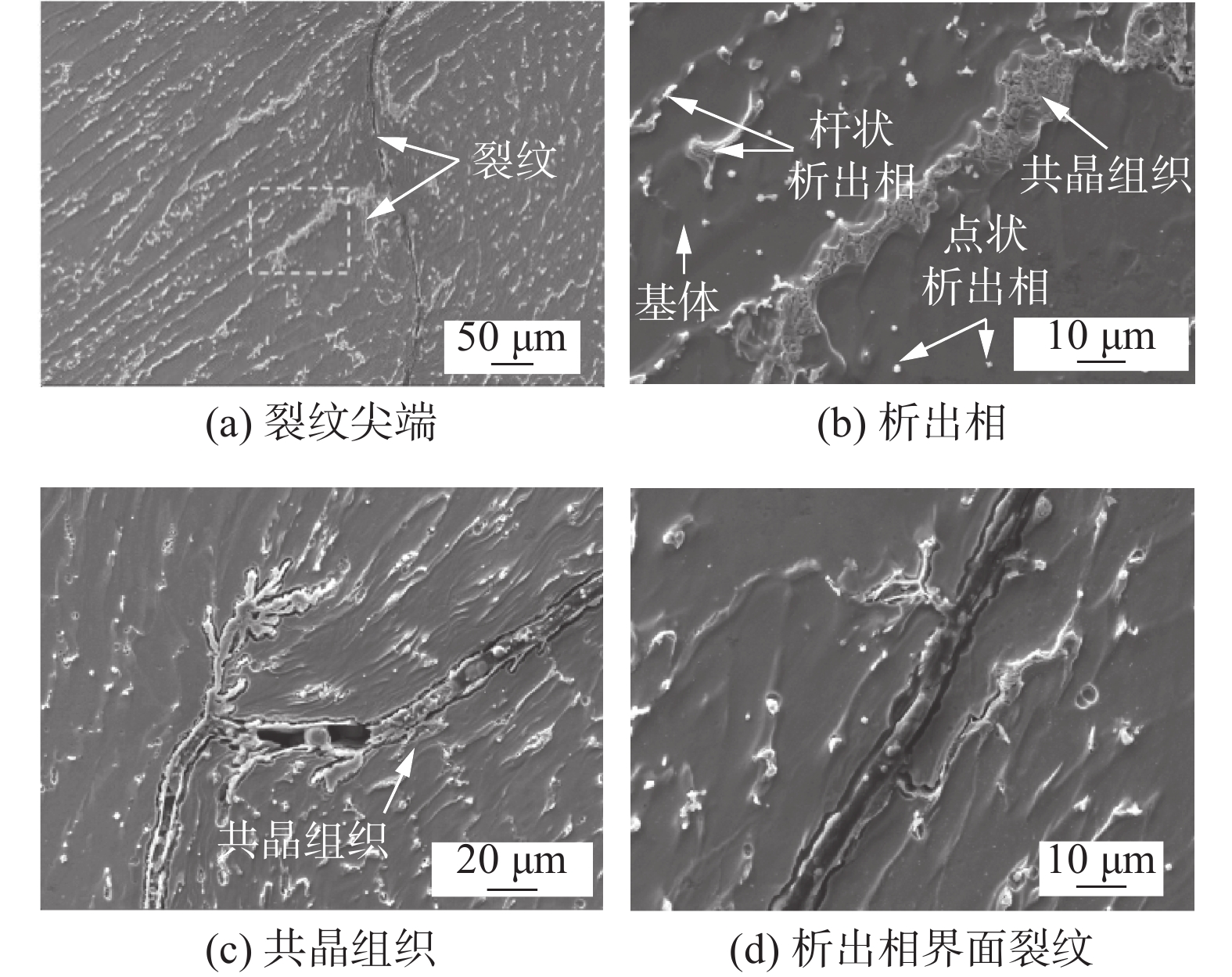
图4为裂纹1尖端的SEM形貌.从图4a中可以看出,在裂纹周围的基体组织中存在大量的析出相.从图4b中可以看出,基体中的析出相从形态上分主要包括两类,一类为点状析出相,直径小于1 μm.另一类为条状或块状析出相,长度约在1 ~ 15 μm之间,在裂纹附近分布有较大面积的连续分布层片状共晶组织.从图4c ~ 图4d可以明显看出,在裂纹尖端位置沿析出相或共晶组织与基体γ的界面也分布有裂纹.这表明在局部未形成如图4b中典型的层片状共晶组织时,随着结晶裂纹的扩展,在析出相与γ的界面也会形成裂纹[14-15].
![]() 图 4 熔敷金属SEM微观形貌Figure 4. Microstructure of deposited metal by SEM. (a) Crack tip; (b) Precipitated phase; (c) Eutectic structure; (d) Precipitated phase interface crack
图 4 熔敷金属SEM微观形貌Figure 4. Microstructure of deposited metal by SEM. (a) Crack tip; (b) Precipitated phase; (c) Eutectic structure; (d) Precipitated phase interface crack表3为熔敷金属不同位置区域的EDS成分分析结果,每个特征区域分析视场不少于5处.可见,基体γ相中Ti含量较低,约为名义成分的50%.在点状析出相、杆状析出相、共晶组织、裂纹断口液膜中均含有较高含量的Ti.相比较而言,点状析出相中Ti含量最高,达到了47.8%,推测其应为MC型碳化物,而杆状析出相、共晶组织中Ti含量相当,液膜中Ti含量略低.当然,由于液膜较薄,EDS分析深度超过了液膜厚度,因此液膜的EDS成分结果可能带有基体γ相的成分,进而导致Ti含量偏低,但即便如此,也能够证明液膜中存在Ti富集现象.
表 3 熔敷金属各典型相EDS分析结果(质量分数,%)Table 3. EDS results of typical phases in deposited metal分析 Ti Ni Cr Fe 基体 1.1±0.4 24.8±1.0 15.8±0.5 55.1±1.5 点状析出相 47.8±1.5 11.6±1.0 9.0±1.0 24.4±1.5 杆状析出相 20.8±1.5 26.1±1.5 6.6±0.4 45.6±2.3 液膜 12.6±2.3 28.2±0.5 13.9±2.4 41.7±3.2 共晶组织 18.8±0.8 32.1±0.9 7.9±0.2 30.3±1.3 2.3 凝固计算结果
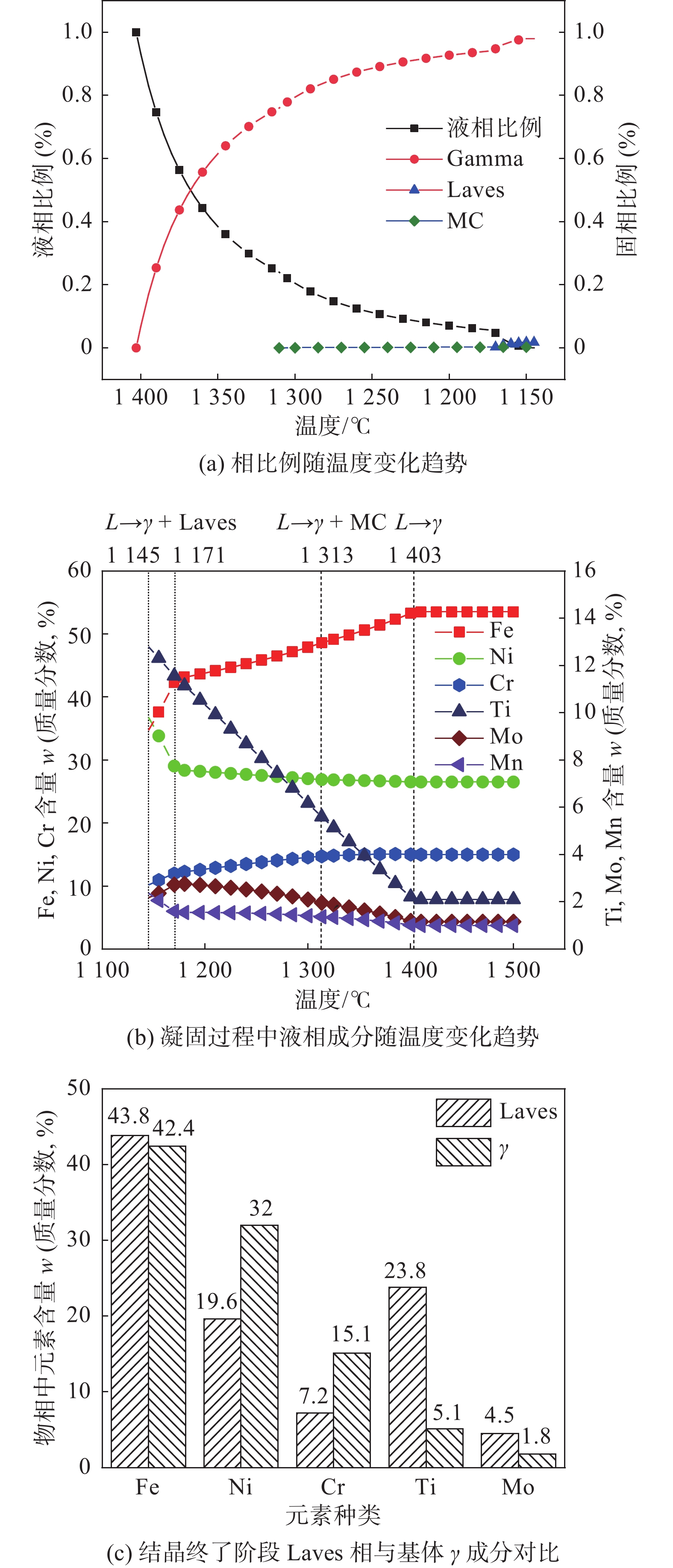
图5采用基于Scheil凝固模块及镍基合金数据库对表1中成分进行计算的结果. 从图5a图中相比例随温度变化趋势可以看出,合金凝固路径为L→L + γ→L + γ + (γ + MC)→L + γ + (γ + MC) + (γ + MC + Laves)→γ + (γ + MC) + (γ + MC + Laves),凝固过程MC、Laves先后以共晶反应从液相中析出,共晶反应的发生温度分别为1313,1171 ℃,对应温度的液相比例分别为24.0%、5.3%. 结晶裂纹通常产生于固液两相共存的区域,该区域也被称为糊状区[12]. 通常结晶裂纹主要产生于凝固终了阶段(液相比例分数fliquid ≤ 5%),而图5a中凝固终了阶段发生的L→γ + Laves的共晶反应正处于该阶段.图5b为凝固过程中液相成分随温度变化趋势,可见随着凝固的进行,液相中的Ti,Mo,Mn含量不断上升,Fe,Cr含量不断下降,Ni含量变化不大,这表明Ti,Mo,Mn为正偏析元素,Fe,Cr为负偏析元素,Ni接近于平衡分配,在1171 ℃时L→γ + Laves的共晶反应,此时残余液相中Ti含量约为12%,而其他元素含量变化不大,这表明Ti元素的偏析是导致发生L→γ + Laves共晶反应的主要原因.为便于定性比较各元素的偏析倾向大小计算了各元素的分配系数k,Ti,Mo,Ni,Cr,Fe的分配系数k依次为0.18,0.42,0.93,1.24,1.25,可见Ti的偏析倾向最大,Mo次之.图5c为残余液相比例约为5%时,共晶析出的Laves相及基体γ相的成分对比,可以看出,相比于基体γ相,Laves中Ti,Mo含量明显更高,Cr,Ni显著较低,Fe含量相差不大,这种趋势与表3熔敷金属基体γ、Laves相及共晶组织分析结果基本一致,可见凝固计算结果具有较强的指导意义.
![]() 图 5 Scheil凝固计算结果Figure 5. Solidification calculated results based on Scheil model. (a) Trend of phase proportion with temperature; (b) The composition of liquid phase changes with temperature during solidification; (c) The composition of Laves phase was compared with matrix γ at the end of crystallization
图 5 Scheil凝固计算结果Figure 5. Solidification calculated results based on Scheil model. (a) Trend of phase proportion with temperature; (b) The composition of liquid phase changes with temperature during solidification; (c) The composition of Laves phase was compared with matrix γ at the end of crystallization结晶裂纹主要发生在凝固过程的终了阶段.Kou[11]建立了结晶裂纹开裂的数学模型,并基于模型提出了结晶裂纹敏感性的评价指标结晶裂纹指数SCI.
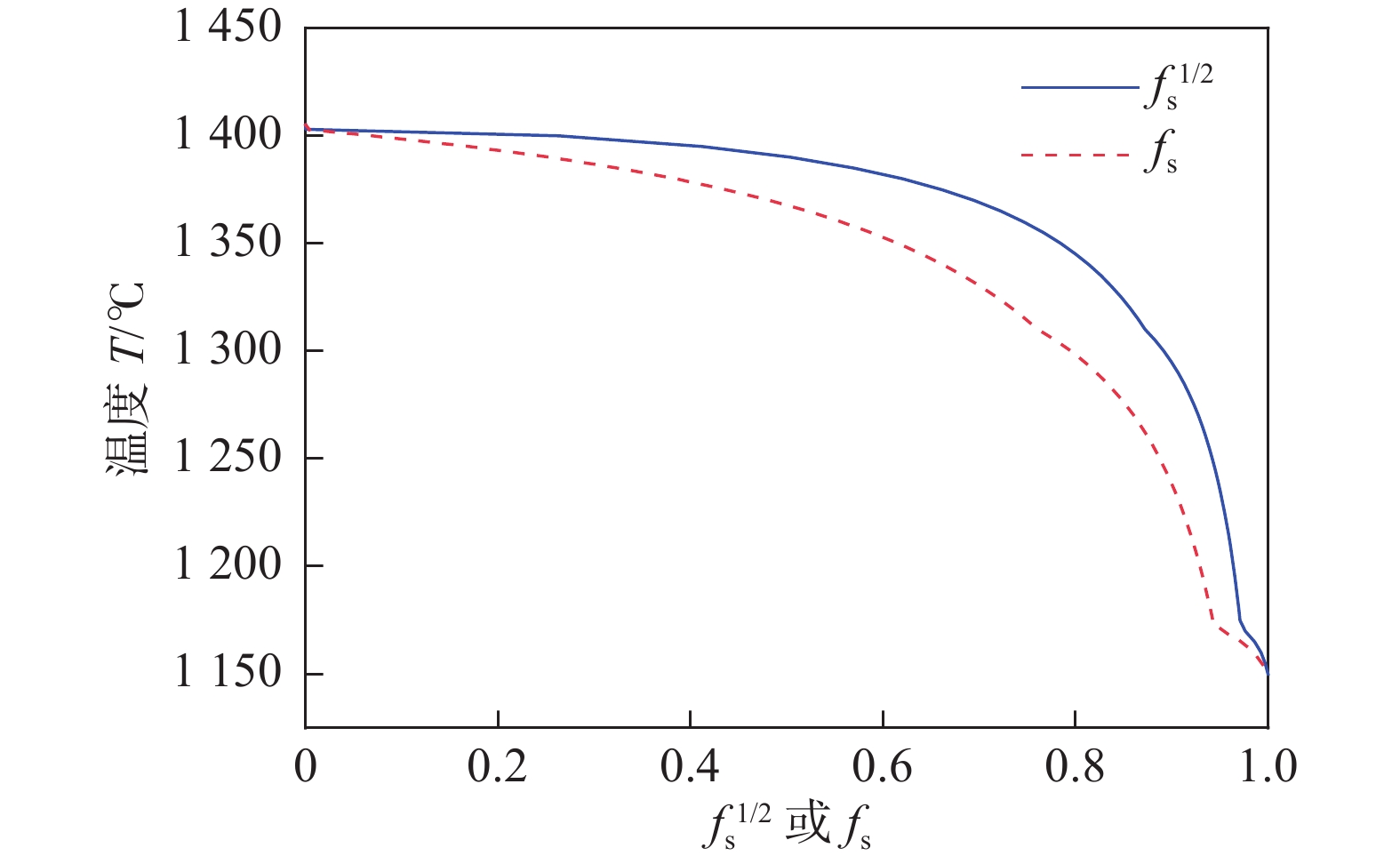
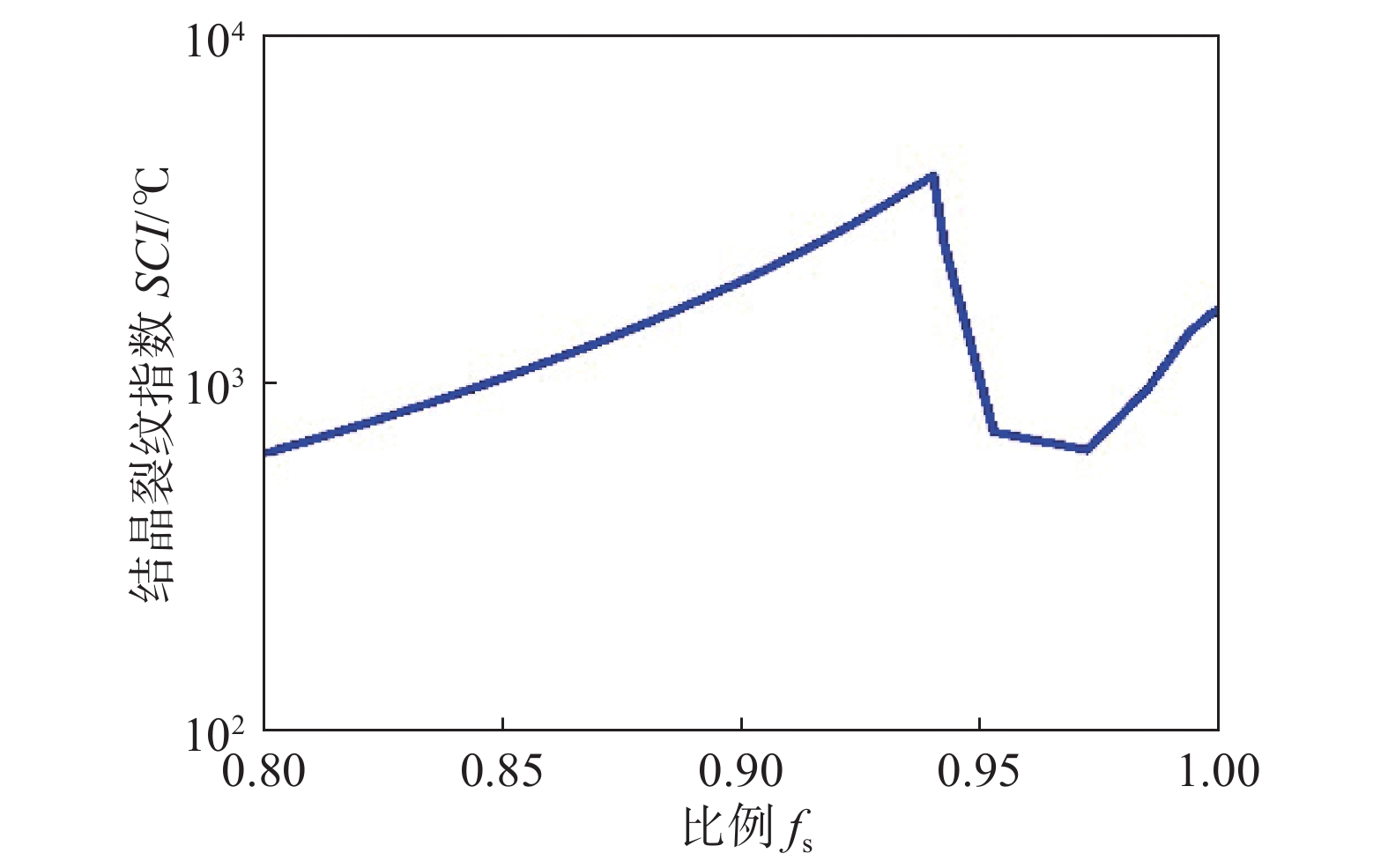
$$ SCI=\left|{\rm{d}}T/{\rm{d}}{\left({f}_{{\rm{s}}}\right)}^{1/2}\right| $$ (1) 式中:fs表示凝固末期固液共存阶段中固相的比例;SCI指标重点强调了凝固固相应变速率与液相补充速率之间的动态平衡,其中凝固固相的应变为促进开裂的因子,而液相补充为阻止开裂的因子,可见随着SCI的增大,结晶裂纹敏感性增加. 文中基于凝固计算结果分别绘制了GH2132合金温度T与fs1/2和fs关系曲线、SCI与fs关系曲线,分别见图6、图7. 从图6可以看出,随着温度的降低,无论fs1/2和fs逐渐增加,相比较而言,在结晶终了阶段(fs = 0.8 ~ 1之间),fs1/2增加更为迅速.由图7可见,SCI在0.9< fs < 0.95范围时达到最大值.Yuanbo等人[16-18]采用SCI评价了增材制造高温合金的结晶裂纹敏感性.表4汇总了文中及Yuanbo等人的结晶裂纹指数SCI与凝固温度区间STR计算结果.可见,除IN718合金外,表中其它合金的在0.9 < fs < 0.99范围内SCI值显著高于0.8 < fs < 0.9范围.在0.8 < fs < 0.99范围内,各合金SCI平均值排序从大到小依次为CM247LC > IN738LC > GH2132 > IN718. IN718合金通常被视为可打印的材料,IN738LC则不是. 从SCI来看,文中GH2132合金裂纹敏感性介于IN738LC与IN718之间,与实际情况较为相符. 但从STR来看,文中GH2132的STR最小,甚至低于IN718,仅仅利用STR宽窄评价合金裂纹敏感性缺乏理论依据,相比较而言,SCI具有一定的理论基础,能够较为合理的解释文中试验结果.但需要注意到,SCI评价指标的一些缺点也是显而易见的,如在模型中未考虑结晶终了阶段液相的润湿性、液相与固相的交互作用等影响.
![]() 图 6 基于凝固计算的GH2132合金温度T与fs1/2、fs关系Figure 6. Relationship between T-fs1/2 and T-fs curves of GH2132 alloy based on solidification calculation
图 6 基于凝固计算的GH2132合金温度T与fs1/2、fs关系Figure 6. Relationship between T-fs1/2 and T-fs curves of GH2132 alloy based on solidification calculation![]() 图 7 基于凝固计算的GH2132合金SCI与fs关系曲线Figure 7. SCI-fs Relationship curve of GH2132 alloy based on solidification calculation表 4 基于凝固计算的不同高温合金SCI和STR对比[16]Table 4. SCI and STR comparison for various alloy based upon prediction by Scheil solidification model
图 7 基于凝固计算的GH2132合金SCI与fs关系曲线Figure 7. SCI-fs Relationship curve of GH2132 alloy based on solidification calculation表 4 基于凝固计算的不同高温合金SCI和STR对比[16]Table 4. SCI and STR comparison for various alloy based upon prediction by Scheil solidification model合金体系 结晶裂纹指数SCI/℃ 凝固温度区间STR/℃ fs = 0.8 ~ 0.9 fs = 0.9 ~ 0.99 fs = 0.8 ~ 0.99 Scheil凝固 GH2132 1249 2409 1944 258 CM247LC 875 15980 14109 392 IN718 1459 921 1261 264 IN738LC 787 6681 5711 286 2.4 DSC曲线分析
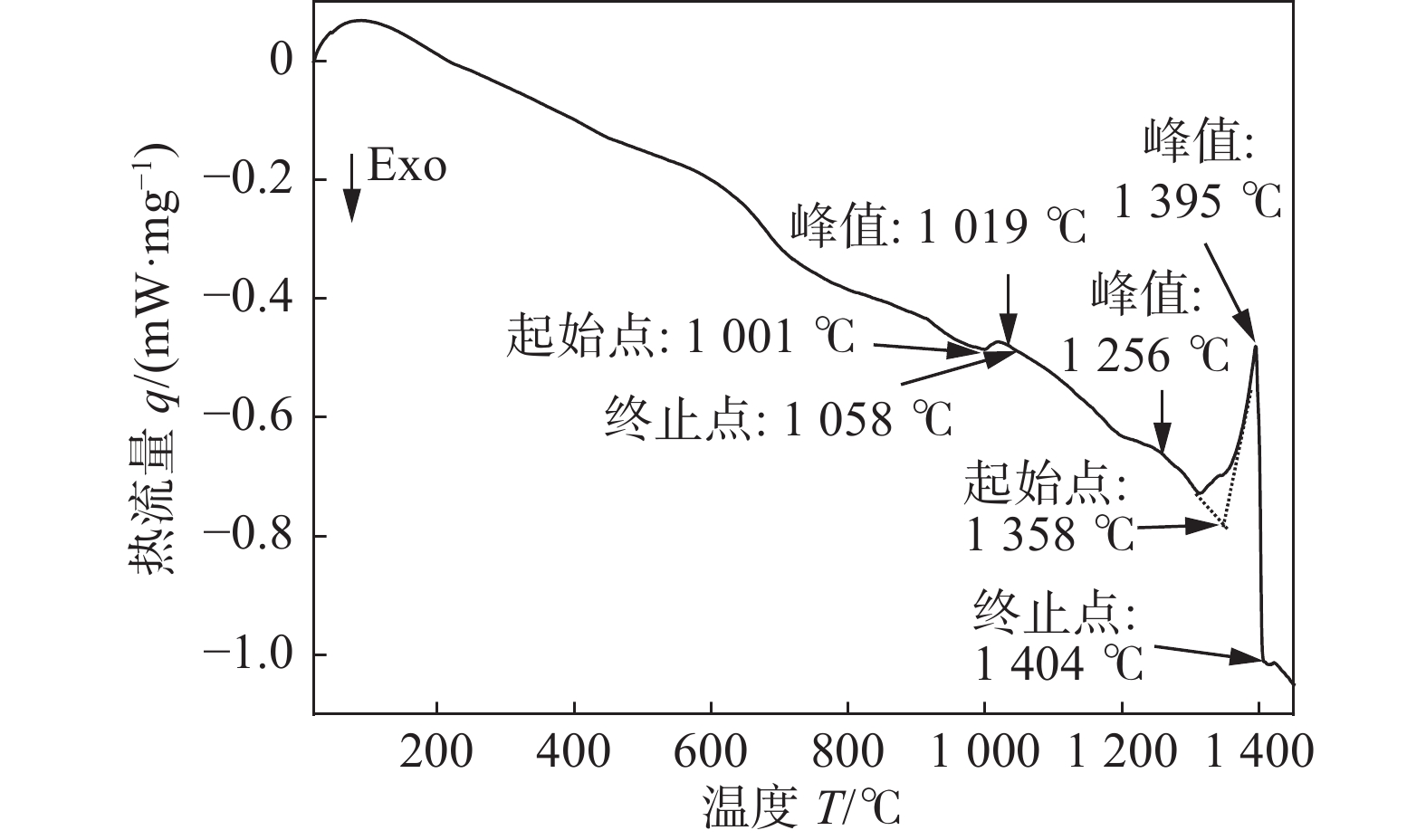
图8为GH2132熔敷金属的升温DSC曲线,可以看出曲线上出现三个峰,从低温到高温三个峰的峰值温度分别为1019 ℃、1256 ℃,1395 ℃.合金升温过程中液相线温度通常标定为峰值,而升温固相线温度则标定为主峰切线的交点.因此液相线温度为1395 ℃,固相线温度为1358 ℃,1395 ℃左右的吸热过程为基体γ熔化行为,结合JMatPro理论计算结果与熔敷金属组织微观形貌分析可知,1019 ℃和1256 ℃左右的吸热过程分别为基体熔化前Laves、MC碳化物低熔点共晶相熔化.
根据DSC加热曲线固相线附近的圆弧大小对合金显微偏析程度进行定性分析,显微偏析较为严重时,曲线表现为较大圆弧,相反显微偏析小时,曲线无明显圆弧,表现为尖锐拐点[19]. 图8中1019 ℃、1256 ℃吸热峰曲线为明显的较大圆弧,间接体现了合金的Ti元素偏析倾向严重,1395 ℃吸热峰曲线固相线附近为尖锐拐点,偏析较小.降温过程中由于合金加热到液相线温度以上,消除了合金热历史,在缓慢的冷却条件下重新自由凝固造成较大偏析,曲线上除凝固放热峰固相线附近有明显的圆弧外无其他放热现象.
3. 结 论
(1) 试制GH2132配套高温合金焊丝GTAW熔敷金属存在较大的结晶裂纹敏感性,其开裂机制为:在结晶终了阶段发生了L→γ + Laves相低熔共晶反应,残余液相在凝固收缩作用应力下开裂.
(2) GH2132熔敷金属枝晶间析出相主要包括点状MC碳化物和条状或块状Laves相,共晶Laves相的形成主要与Ti元素在凝固结晶过程偏析行为有关,需严格控制焊接热输入和焊丝中Ti及其他杂质元素含量,控制Laves相尺寸在合理范围内,进而避免GH2132高温合金GTAW焊接热裂纹产生.
(3) GH2132结晶裂纹指数SCI为1944 ℃,STR为258 ℃,其热裂纹敏感性较高,相比STR,SCI指标能相对更为合理地实现高温合金结晶裂纹敏感性的量化评价,但仍存在考虑因素不全等问题.
-
![]()
图 4 熔敷金属SEM微观形貌
Figure 4. Microstructure of deposited metal by SEM. (a) Crack tip; (b) Precipitated phase; (c) Eutectic structure; (d) Precipitated phase interface crack
![]()
图 5 Scheil凝固计算结果
Figure 5. Solidification calculated results based on Scheil model. (a) Trend of phase proportion with temperature; (b) The composition of liquid phase changes with temperature during solidification; (c) The composition of Laves phase was compared with matrix γ at the end of crystallization
![]()
图 6 基于凝固计算的GH2132合金温度T与fs1/2、fs关系
Figure 6. Relationship between T-fs1/2 and T-fs curves of GH2132 alloy based on solidification calculation
![]()
图 7 基于凝固计算的GH2132合金SCI与fs关系曲线
Figure 7. SCI-fs Relationship curve of GH2132 alloy based on solidification calculation
表 1 GTAW工艺参数
Table 1 GTAW parameters
焊接电流I/A 电弧电压U/V 焊接速度v1 /(mm∙min−1) 送丝速度v/(mm∙min−1) 保护气体 层温控制T/℃ 180 13.5 135 1100 99.99% Ar ≤100  下载: 导出CSV
下载: 导出CSV
表 2 试验用GH2132焊丝化学成分(质量分数,%)
Table 2 Compositions of experimental GH 2132 wire(wt. %)
C Cr Ni Mo Fe Ti 0.055 15.01 26.17 1.16 余量 2.09 S P Si Mn V Al 0.008 0.015 0.49 1.03 0.32 0.18
下载: 导出CSV
表 3 熔敷金属各典型相EDS分析结果(质量分数,%)
Table 3 EDS results of typical phases in deposited metal
分析 Ti Ni Cr Fe 基体 1.1±0.4 24.8±1.0 15.8±0.5 55.1±1.5 点状析出相 47.8±1.5 11.6±1.0 9.0±1.0 24.4±1.5 杆状析出相 20.8±1.5 26.1±1.5 6.6±0.4 45.6±2.3 液膜 12.6±2.3 28.2±0.5 13.9±2.4 41.7±3.2 共晶组织 18.8±0.8 32.1±0.9 7.9±0.2 30.3±1.3
下载: 导出CSV
表 4 基于凝固计算的不同高温合金SCI和STR对比[16]
Table 4 SCI and STR comparison for various alloy based upon prediction by Scheil solidification model
合金体系 结晶裂纹指数SCI/℃ 凝固温度区间STR/℃ fs = 0.8 ~ 0.9 fs = 0.9 ~ 0.99 fs = 0.8 ~ 0.99 Scheil凝固 GH2132 1249 2409 1944 258 CM247LC 875 15980 14109 392 IN718 1459 921 1261 264 IN738LC 787 6681 5711 286
下载: 导出CSV
-
[1] Ojo O A, Richards N L, Chaturvedi M C. Study of the fusion zone and heat-affected zone microstructures in tungsten inert gas-welded INCONEL 738LC superalloy[J]. Metallurgical and Materials Transactions A, 2006, 37(2): 421 − 433. doi: 10.1007/s11661-006-0013-2
[2] AckermannH. , Kosseva G T, Lucka K, et al. Oxidation behavior of selected wrought Ni-base high temperature alloy when used as flame tube material in modern blue flame oil burners[J]. Corrosion Science, 2007, 49(10): 3866 − 3879. doi: 10.1016/j.corsci.2007.05.021
[3] Huang Changming, Zou Bin, Guo Peng, et al. Sliding behavior and wear mechanism of iron and cobalt-based high-temperature alloys against WC and SiC balls[J]. Journal of Refractory Metals and Hard Materials, 2016, 59(9): 40 − 55.
[4] Bornassi S, Ghalandari M, Maghrebi S F. synchronous vibration measurements of a new upgraded heavy duty gas turbine MGT-70(3) by using tip-timing method[J]. Mechanics Research Communications, 2020, 104(3): 103484.
[5] Reed R C, Tao T, Warnken N. Alloys-By-Design: application to nickel-based single crystal superalloys[J]. Acta Materialia, 2009, 57(11): 5898 − 5913.
[6] Chen Y, Zhang K, Huang J, et al. Characterization of heat affected zone liquation cracking in laser additive manufacturing of Inconel 718[J]. Materials & Design, 2016, 90: 586 − 594.
[7] Chen K C, Chen T C, Shiue R K, et al. Liquation cracking in the heat-affected zone of IN738 superalloy weld[J]. Metals, 2018, 8(6): 387 − 399. doi: 10.3390/met8060387
[8] Taheri, M. Analysis of solidification and liquation cracks in the electron beam welding of IN738 superalloy[J]. Metallography, Microstructure, and Analysis, 2021, 10: 815 − 822. doi: 10.1007/s13632-021-00793-z
[9] 刘爱胜. GH2132合金材料平板堆焊层的组织性能[J]. 金属世界, 2022(1): 10 − 14. doi: 10.3969/j.issn.1000-6826.2022.01.0002 Liu Aisheng. Microstructure and properties of GH2132 alloy plate surfacing layer[J]. Metal World, 2022(1): 10 − 14. doi: 10.3969/j.issn.1000-6826.2022.01.0002
[10] 张秉刚, 彭飞, 王厚勤, 等. 沉淀强化镍基高温合金熔化焊液化裂纹研究进展[J]. 焊接, 2019(9): 26 − 31+66. Zhang Binggang, Peng Fei, Wang Houqin, et al. Research progress on liquation cracking of precipitation hardened nickel-based superallloys in fusion welding[J]. Welding & Joining, 2019(9): 26 − 31+66.
[11] Kou S. A criterion for cracking during solidification[J]. Acta Materialia, 2015, 88(4): 366 − 374.
[12] 王磊, 李赫, 黄勇, 等. 各向异性对焊接凝固裂纹影响规律的相场法模拟[J]. 焊接学报, 2021, 42(12): 83 − 86. doi: 10.12073/j.hjxb.20210309001 Wang Lei, Li He, Huang Yong, et al. Phase field investigation on solidification cracking susceptibility in the molten pool under different anisotropy[J]. Transactions of the China Welding Institution, 2021, 42(12): 83 − 86. doi: 10.12073/j.hjxb.20210309001
[13] Soysal T, Kou S. A simple test for assessing solidification cracking susceptibility and checking validity of susceptibility prediction[J]. Acta Materialia, 2018, 143(1): 181 − 197.
[14] 王俊, 李芳, 张跃龙, 等. 焊丝中Si元素含量对铝合金接头裂纹敏感性的影响规律及机理[J]. 焊接学报, 2020, 41(1): 55 − 60. Wang Jun, Li Fang, Zhang Yuelong, et al. Effect of Si content in welding wire on crack sensitivity of aluminum alloy joints and its mechanism[J]. Transactions of the China Welding Institution, 2020, 41(1): 55 − 60.
[15] 闫英杰, 张凯嘉, 王若蒙, 等. 稀释率对ENiCrFe-7焊材熔敷金属隔离层中凝固裂纹的影响机理[J]. 焊接学报, 2020, 41(7): 12 − 17. doi: 10.12073/j.hjxb.20200202001 Yan Yingjie, Zhang Kaijia, Wang Ruomeng, et al. Effect mechanism of dilution on solidification crack in ENiCrFe-7 buffering layer of deposited metal[J]. Transactions of the China Welding Institution, 2020, 41(7): 12 − 17. doi: 10.12073/j.hjxb.20200202001
[16] Yuanbo T. Tang, Chinnapat Panwisawas, et al. Alloys-by-design: Application to new superalloys for additive manufacturing[J]. Acta Materialia, 2021(202): 417 − 436.
[17] Wheeling, R. A., Lippold, J. C. Effect of composition on grain boundary wetting characteristics in Ni-30Cr weld metal[J]. Welding in the World, 2017, 61(03): 315 − 324.
[18] Jia Q, Rometsch P, Kürnsteiner P, et al. Selective laser melting of a high strength AlMnSc alloy: alloy design and strengthening mechanisms[J]. Acta Mater, 2019, 171(6): 108 − 118.
[19] 郑亮, 刘玉峰, 刘杨, 等. 高温合金差示扫描量热分析(DSC)的影响因素研究: 合金状态和升/降温速率[J]. 稀有金属材料与工程, 2019, 48(6): 1944 − 1953. Zheng Liang, Liu Yufeng, Liu Yang, et al. Influencing factors of differential scanning calorimetry (DSC) analysis of superalloy: alloy state and heating/cooling rate[J]. Rare Metal Materials and Engineering, 2019, 48(6): 1944 − 1953.
-
期刊类型引用(4)
1. 陈俊刚. 低合金高强度结构钢焊接结晶裂纹预防措施探析. 中国机械. 2024(08): 57-60 .  百度学术
百度学术
2. 王诗洋,刘士伟,侯星宇,孙元,曹楠,石万鹏. 焊丝成分对镍基高温合金TIG焊焊接性的影响. 焊接学报. 2023(03): 31-36+60+130-131 . 本站查看
3. 魏超,郭枭,韩维超,姜英龙,吕晓春,徐理想. 基于原位拉伸的ERNiCrFe-13焊丝熔敷金属断裂机制分析. 焊接学报. 2023(09): 74-80+133 . 本站查看
4. 郭枭,谷宇,韩莹,徐锴,王岩,姜英龙. Inconel 625合金堆焊金属开裂机理研究. 焊接学报. 2023(11): 117-123+135-136 . 本站查看
其他类型引用(2)

计量
- 文章访问数: 304
- HTML全文浏览量: 44
- PDF下载量: 66
- 被引次数: 6
