
Influence of N2 protection on microstructure and properties of CMT-P composite arc welded joints
-
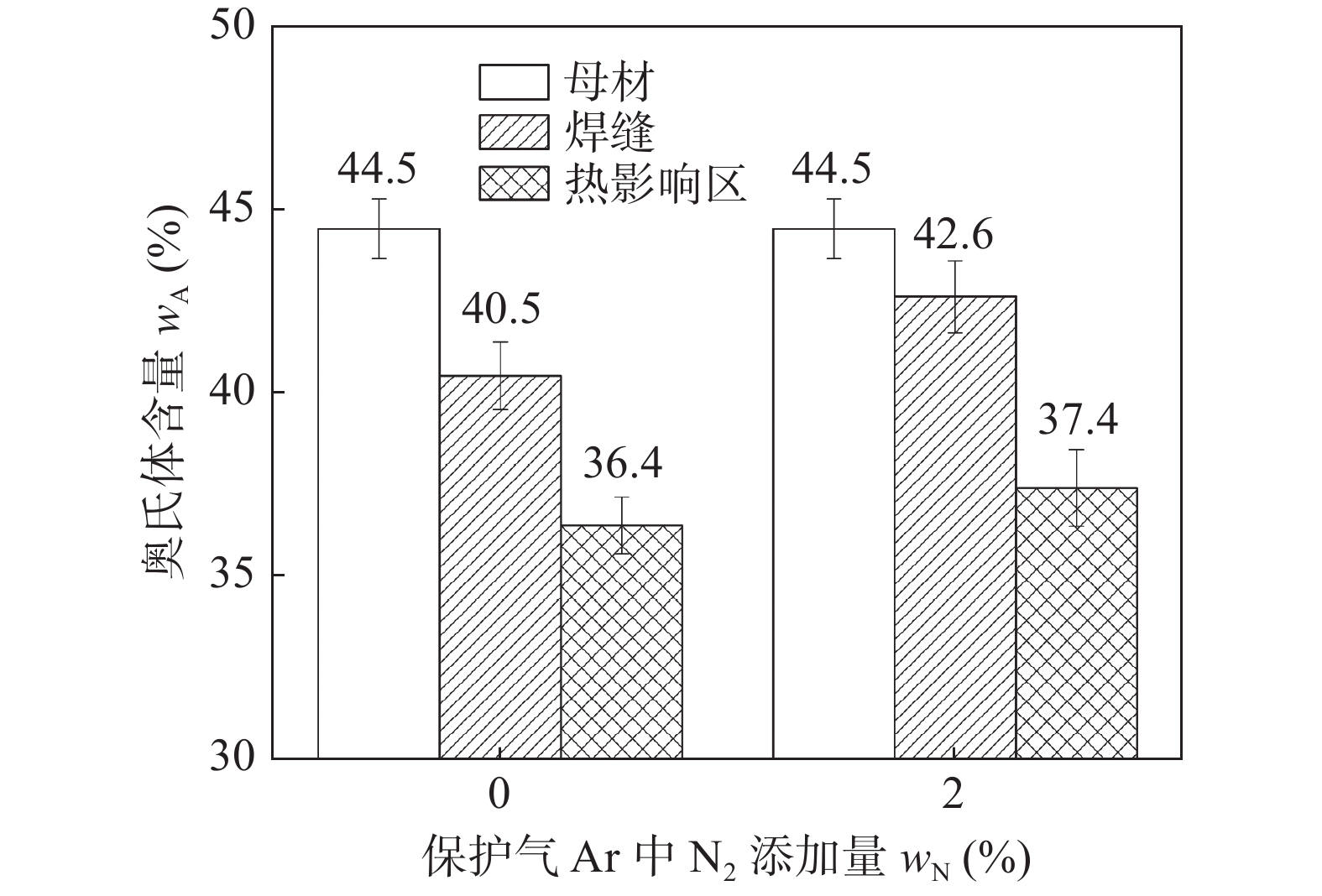
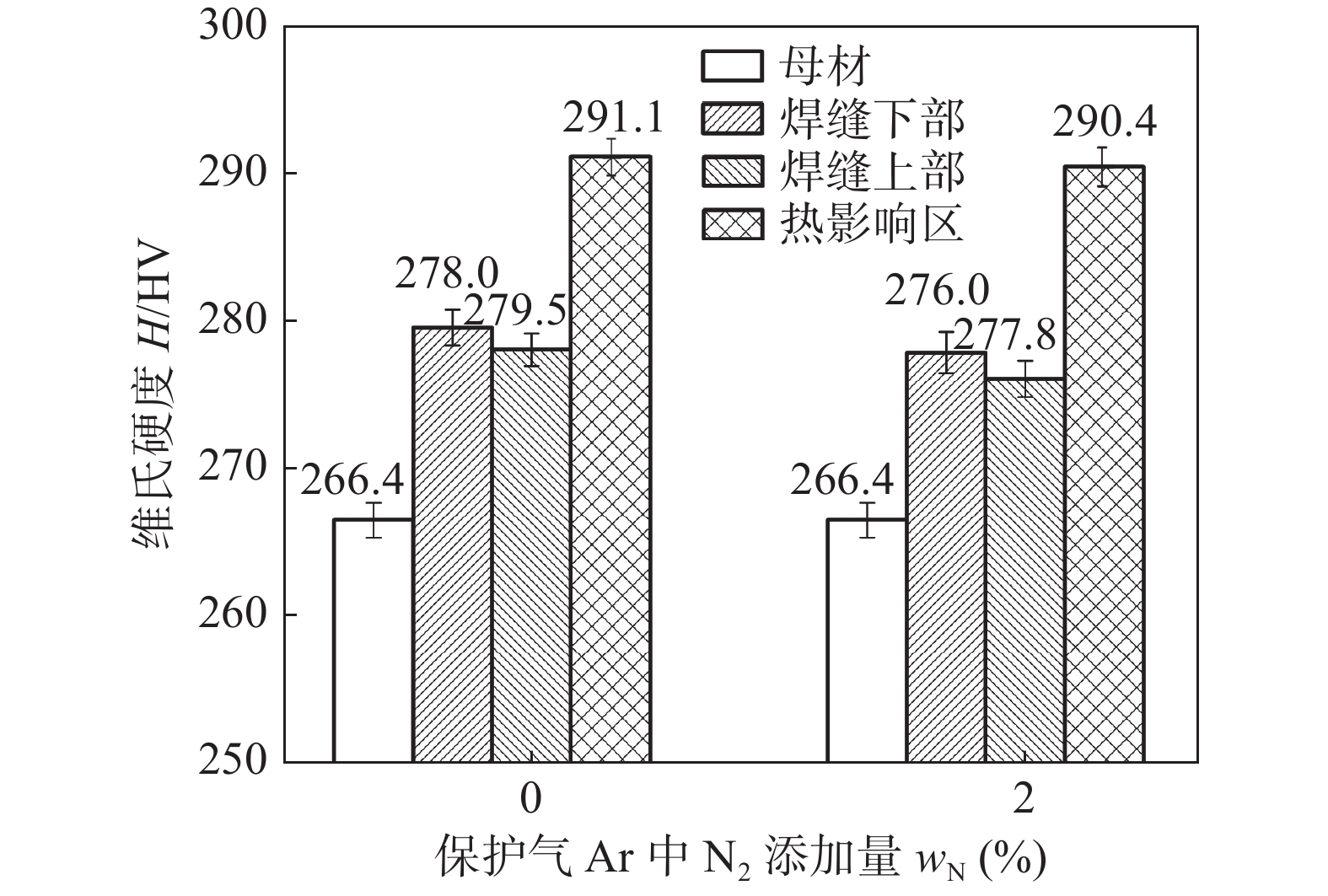
摘要: 以UNS S32750超级双相不锈钢为研究对象,采用冷金属过渡脉冲(cold metal transfer pulse,CMT-P)复合电弧焊接技术,运用光学显微镜、扫描电子显微镜、透射电子显微镜、X射线衍射仪和电子探针组织表征手段以及显微硬度和低温冲击韧性性能测试方法,对比研究了纯Ar和Ar + 2%N2气体保护对焊接接头的微观组织、硬度和低温韧性的影响规律.结果表明,与纯Ar保护气相比,添加2%N2保护的焊接过程飞溅较少,焊缝平整笔直,鱼鳞纹更加细致紧密.此外,热影响区主要由过量的铁素体和少量的奥氏体组成,并伴随有害的Cr2N析出.因此,与CMT-P复合电弧焊接头的其它区域相比,热影响区的硬度较高和韧性较低.添加2%N2气体保护增加了焊缝和热影响区奥氏体含量和N原子在铁素体与奥氏体内的固溶量,从而提高了接头各区域的低温韧性.Abstract: Taking UNS S32750 super duplex stainless steel as research object, cold metal transfer pulse (CMT-P) composite arc welding technology was adopted. Using optical microscopy, scanning electron microscopy, transmission electron microscopy, X-ray diffraction, electron probe microstructure characterisation tools, microhardness, low temperature impact toughness properties test methods, this paper comparatively studied the influence mechanism of pure Ar and Ar + 2%N2 as shielding gas on the microstructure, micro-hardness and low temperature toughness of welded joint. The result showed that compared with pure Ar in shielding gas, the welding process with 2%N2 protection has less spatter, the weld metal is flat, straight and the fish scale pattern is more detailed and tight. In addition, the heat affected zone (HAZ) is mainly composed of excess ferrite and a small amount of austenite, accompanied by some harmful precipitation of Cr2N. Therefore, compared with other areas of CMT-P composite arc welded joints, HAZ is with higher microhardness and lower toughness. The addition of 2%N2 increases the austenite content in the weld metal and HAZ, the solid solution amount of N atoms in the ferrite and austenite, thereby improves the low-temperature toughness of the welded joints.
-
0. 序言
NiCrMoV低合金钢作为一种超高强钢,综合性能良好,在船舶、压力容器等领域应用广泛[1-2]. 但由于此类高强钢具有较大的淬硬倾向,焊接时容易产生冷裂纹. 且随着强度的提高,其焊接冷裂敏感性就越大,还易导致焊接接头脆化[3-5].
对于NiCrMoV低合金高强钢焊接,除了采用预热措施之外,往往采用奥氏体焊材低强匹配接头抑制冷裂纹的产生,但是会大幅降低高强钢接头强度. 现有的奥氏体焊丝如316L或304不锈钢焊材,得到的焊缝接头强度仅为500 ~ 600 MPa. 因此采用高强度奥氏体焊材焊接超高强钢意义重大. 李大用等人[6]采用高铬镍奥氏体焊丝焊接低合金高强钢,其中氮含量约为0.1%,焊缝主要由树枝状奥氏体组成,无裂纹,接头强度可达800 MPa. 在抑制裂纹的同时可保证强度.
在奥氏体不锈钢体系中,高氮钢以氮部分或全部代替镍合金而形成固溶强化的奥氏体不锈钢,强度可达1 000 MPa[7]. 因此文中拟采用高氮奥氏体焊丝作为填充材料进行超高强钢熔化极气体保护焊(gas metal arc welding, GMAW). 目前对于此类焊丝GMAW工艺研究较少. 针对8 mm厚超高强钢板对接,初步探索了利用高氮钢焊丝GMAW工艺,分析在60°和90°不同的坡口角度下接头组织和力学性能,为超高强钢焊接提供了新思路.
1. 试验方法
试验使用直径1.0 mm的高氮奥氏体钢焊丝作为填充材料,超高强钢板为母材,试板尺寸300 mm × 200 mm × 8 mm. 所用焊丝和母材成分如表1所示.
表 1 焊丝与母材化学元素组成(质量分数,%)Table 1. Chemical component of wire and substrate材料 C Ni Cr Mo Mn Si N 焊丝 0.071 2.32 21.59 1.21 16.95 — 0.79 母材 0.32 1.8 1.0 0.7 1.2 0.4 — 采用CMT + P焊接模式,先正面焊一道,然后背部清根,反面焊一道. 工艺参数为正面送丝速度10 m/min,反面送丝速度9.5 m/min,焊接速度4 mm/s. 保护气体为93.5% Ar + 1.5% O2 + 5% N2,气体流量20 L/min. 坡口形式分别为60°和90°坡口,上下深度比为5∶3. 考虑到焊枪的可达性及减少侧壁未熔合,间隙为3 mm. 拉伸试件按国家标准GBT 2651—2008《焊接接头拉伸试验方法》加工.
2. 试验结果分析
2.1 焊缝宏观形貌
图1是超高强钢高氮奥氏体焊丝熔化极电弧焊接的焊缝宏观形貌和接头纵向截面宏观形貌. 接头成形良好,焊材与母材之间形成冶金结合,接头纵向截面未见气孔、裂纹等缺陷.
2.2 显微组织分析
图2~图4为不同坡口焊缝与热影响区组织形貌. 热影响区可分为明显的粗晶区和细晶区,均为马氏体组织,如图2a,2b,3a,3b所示,对硬度影响较大. 焊缝的组织主要是被奥氏体基体所包围的铁素体树枝晶,且铁素体枝晶很密集. 除此之外,在枝晶中间还有一些“粒状”铁素体散乱的分布在整个金相中,被奥氏体基体所包围,如图2c,3c所示. 两种坡口的焊缝金属和母材金属在结合处的“白亮带”区域有着明显的模糊状态,有相互渗透的现象,并观察到该区是奥氏体与马氏体的混合组织,如图4所示.
![]() 图 2 60°坡口不同区域显微组织Figure 2. Microstructure of different position with groove of 60°. (a) martensite coarse crystal structure of 60°;(b) martensite fine crystal structure of 60°; (c) weld austenite structure of 60°
图 2 60°坡口不同区域显微组织Figure 2. Microstructure of different position with groove of 60°. (a) martensite coarse crystal structure of 60°;(b) martensite fine crystal structure of 60°; (c) weld austenite structure of 60°![]() 图 3 90°坡口不同区域显微组织Figure 3. Microstructure of different position with groove of 90°. (a) martensite coarse crystal structure of 90°;(b) martensite fine crystal structure of 90°; (c) weld austenite structure of 90°
图 3 90°坡口不同区域显微组织Figure 3. Microstructure of different position with groove of 90°. (a) martensite coarse crystal structure of 90°;(b) martensite fine crystal structure of 90°; (c) weld austenite structure of 90°两种坡口接头熔合线附近热影响区组织和焊缝组织基本一致. 不同的是,90°坡口焊缝附近热影响区马氏体组织较60°的更细小,同时90°坡口热影响区马氏体和奥氏体的混合组织区的范围比60°的小. 在相同的热输入参数下90°坡口相比60°坡口,不仅能让电弧充分达到焊缝底部,且在相同的深度下,90°坡口与电弧的接触面积更大,熔池凝固快. 60°坡口情况则相反,熔池存在时间更长,这个过程提供了晶粒继续长大的条件,因此60°坡口热影响区马氏体和奥氏体混合组织区较90°的大,相应的马氏体组织也较为粗大. 同时,60°坡口焊缝区也受到影响,组织相对粗大.
如图5所示,在200 ~ 240 μm的热影响区到焊缝的过渡区,核心元素都有一个线性变化的过程,过渡区的存在说明焊缝金属和母材金属有着充分的冶金结合. 但如图4所示,90°坡口的渗透区域相对60°坡口的更大,且相对更均匀.
2.3 显微硬度
如图6所示1和2分别为60°坡口和90°坡口的硬度分布,硬度取样区域线见图1,两种硬度分布是一致的. 硬度按从母材-热影响区-焊缝的顺序依次测量,经过的组织依次为母材马氏体组织-马氏体细晶组织-混合组织-奥氏体组织. 根据图6各组试样的横向硬度分布可知,硬度最高区域主要集中在2.5 ~ 4 mm和7.5 ~ 9 mm的区域内,该区域的维氏硬度在450 ~ 590 HV之间,60°坡口该区硬度平均值为508 HV,90°坡口该区硬度平均值为536 HV. 在硬度显微镜下观测该硬度较高的区域主要为马氏体细晶区. 其中马氏体细晶区的硬度值均在500 HV及以上,平均可达530 HV;在热影响区到焊缝区的过渡区(3.5 ~ 4 mm),该区组织硬度相对马氏体细晶区有一个下降过程,主要是因为该区是马氏体组织和奥氏体组织的混合组织,该区组织相对不均匀,所以该区域的硬度有个下降过程. 由图6可知,硬度最低的区域主要为4.5 ~ 7 mm区域,均在300 HV以下,平均硬度仅在275 HV左右. 该区域是焊缝区,其组织主要以奥氏体为基体的树枝状铁素体晶粒组织,故硬度较低,两种坡口在该区硬度值相差不大.
2.4 拉伸试验
从图7可以看出,60°坡口试样主要是从焊缝位置断裂,部分沿熔合线附近位置断裂,90°坡口试样主要沿熔合线附近位置断裂. 每个试样均有颈缩现象发生. 如表2所示,采用高氮奥氏体钢焊丝获得的接头平均抗拉强度可达850 MPa,该强度是在90°坡口下获得的. 60°坡口接头的抗拉强度则与之相差较大,仅为690 MPa. 对于不同坡口接头的拉伸力学性能变化与微观组织的某些区域的大小以及晶粒的大小有关. 在相同的坡口深度下,60°坡口侧壁与电弧的接触面积更小,其熔池存在时间更长,该过程为焊缝组织晶粒继续长大提供了条件,因此60°坡口焊缝区组织晶粒更粗大,其拉伸性能较低. 对于90°坡口其与电弧的接触面积更大,其熔池凝固快,晶粒相对较小,因此强度更高,并且由于混合组织区较宽,该区域成分介于母材和焊丝之间,得到的性能相对较低,所以90°坡口多断在此处.
表 2 接头抗拉强度 (MPa)Table 2. Tensile strength of joint坡口角度 试样1 试样2 试样3 平均抗拉强度 60° 720 678 672 690 90° 887 834 829 850 3. 结论
(1) 采用高氮奥氏体丝材进行超高强钢GMAW工艺,可以获得成形良好的焊接接头.
(2) 高氮钢焊缝金属和超高强钢母材金属在接头熔合线处有着明显的“白亮带”存在,有相互渗透的现象,说明焊材和母材有着充分的冶金结合.
(3) 采用上述工艺中60°坡口进行焊接,接头热影响区马氏体组织晶粒较大,且马氏体、奥氏体混合组织过渡区小;而90°坡口焊接接头热影响区马氏体组织晶粒更细小,且马氏体、奥氏体混合组织过渡区较大.
(4) 采用高氮奥氏体焊丝进行GMAW焊接,90°坡口可获得接头抗拉强度(850 MPa)高于60°坡口接头抗拉强度(690 MPa). 90°坡口试样马氏体细晶区硬度平均值为536 HV,高于60°坡口试样(508 HV).
-
![]()
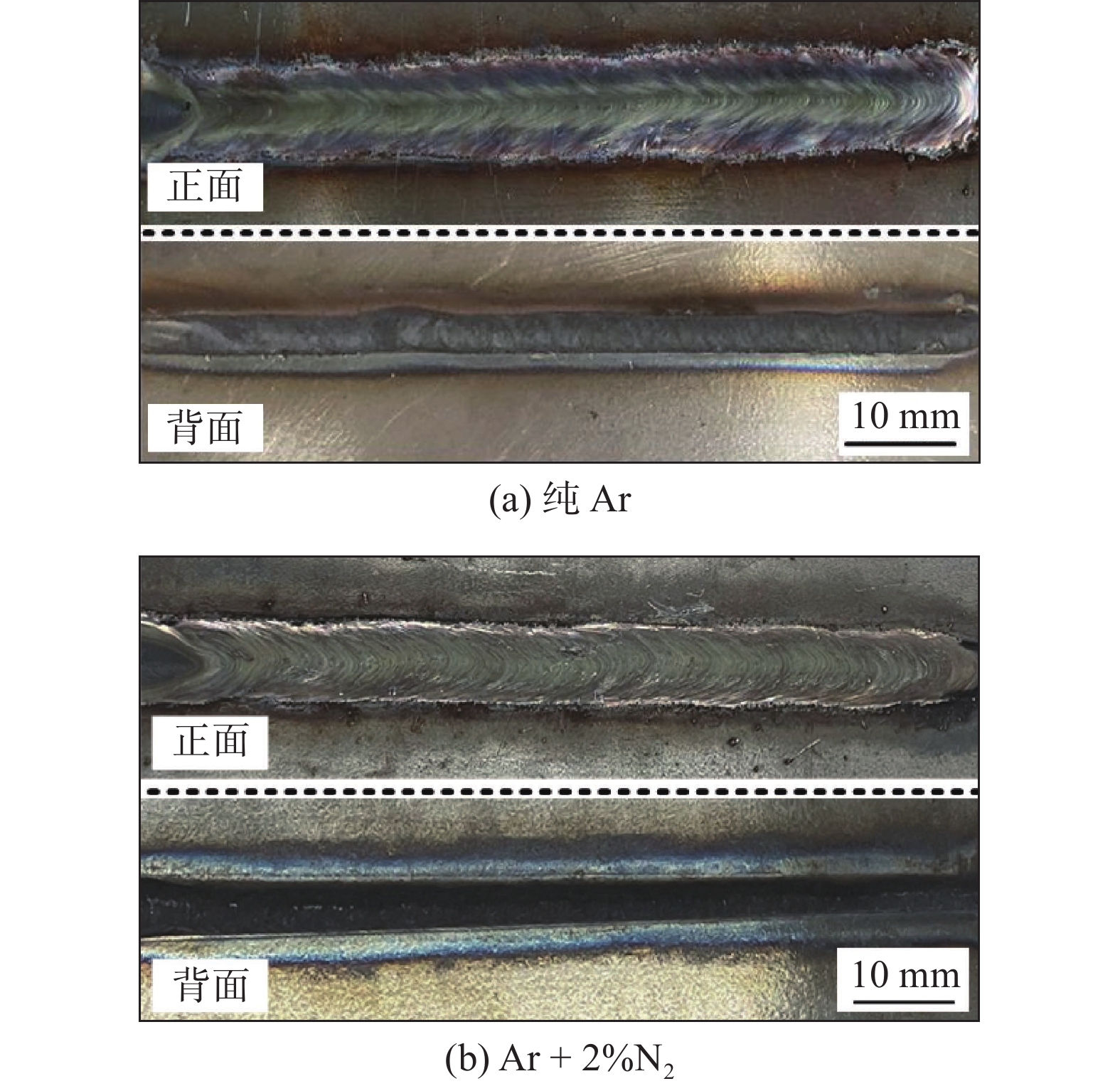
图 1 两种保护气下焊接接头宏观形貌
Figure 1. Macroscopic appearance of the welded joints under two shielding gas. (a) pure Ar; (b) Ar + 2%N2
![]()
图 2 母材焊接和焊接接头混合区微观组织
Figure 2. Microstructure of the base metal and the mixed zone of the welded joints. (a) base metal; (b) pure Ar; (c) Ar + 2%N2
![]()
图 5 晶粒内Cr2N透射电子显微镜表征
Figure 5. Intragranular Cr2N characterization by TEM. (a) pure Ar; (b) Ar + 2%N2
![]()
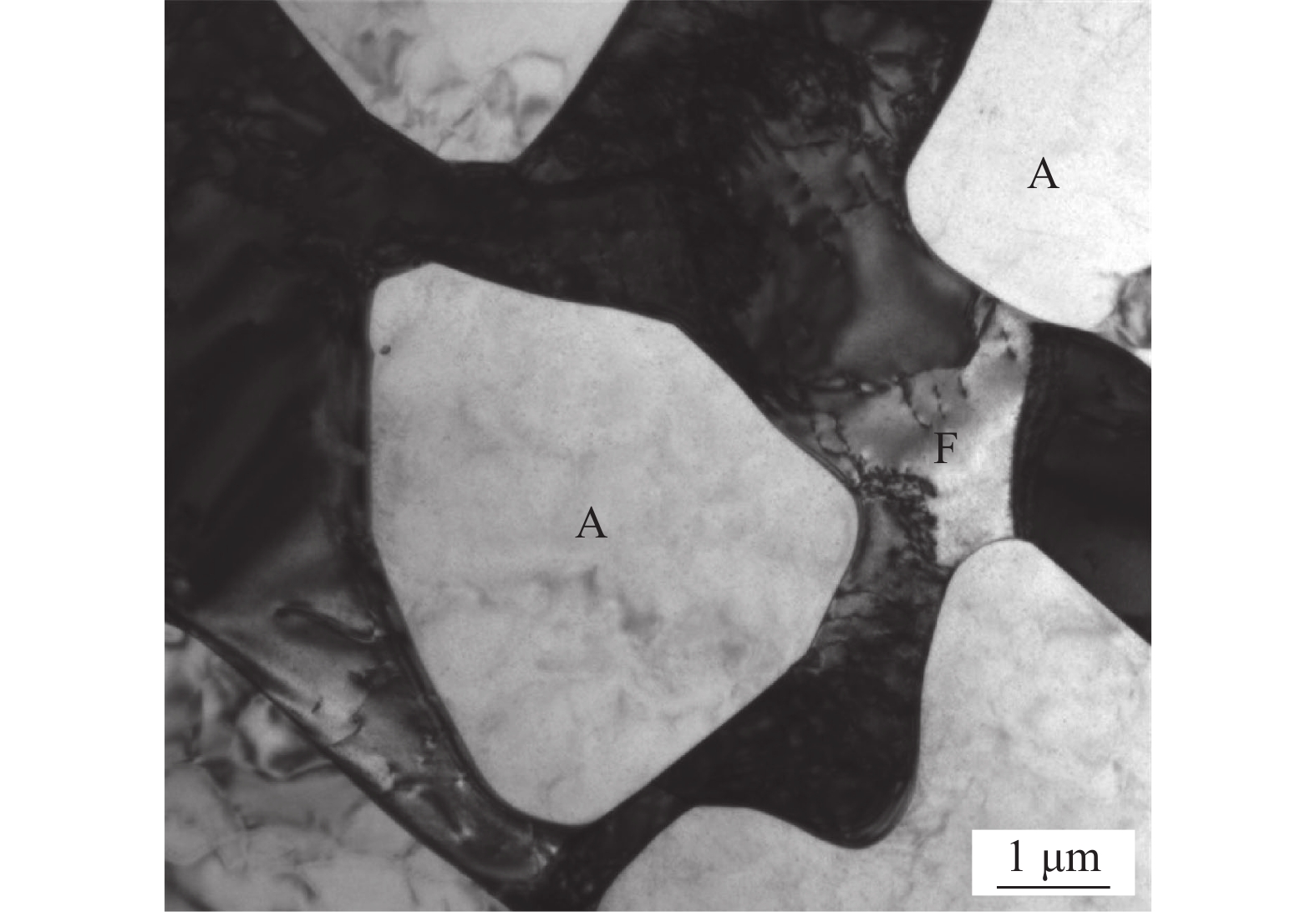
图 6 热影响区铁素体与奥氏体透射电子显微镜形貌
Figure 6. Morphologies of ferrite and austenite in the heat affected zone by TEM
![]()
图 7 焊缝区元素面扫描分布
Figure 7. Distribution diagram of element surface scanning in the weld zone. (a) pure Ar; (b) Ar + 2%N2
![]()
图 10 接头各区域冲击断口形貌
Figure 10. Impact fracture morphology of each area of welded joints. (a) weld upper zone (pure Ar); (b) weld bottom zone (pure Ar); (c) heat affected zone (pure Ar); (d) weld upper zone (Ar + 2%N2); (e) weld bottom zone (Ar + 2%N2); (f) heat affected zone (Ar + 2%N2)
表 1 UNS S32750母材和ER2594焊丝的化学成分 (质量分数,%)
Table 1 Chemical compositions of UNS S32750 base metal and ER2594 welding wire
材料 C N Cr Mn Ni Mo Fe UNS S32750 0.054 0.28 25.55 0.97 6.45 3.69 余量 ER2594 0.014 0.30 25.39 0.39 9.33 3.72 余量  下载: 导出CSV
下载: 导出CSV
表 2 焊缝区铁素体和奥氏体化学成分和耐点蚀指数
Table 2 Chemical compositions of ferrite and austenite and pitting resistance eqivalent number in weld metal
保护气 相 元素含量w(%) 耐点蚀指数
PRENCr Ni Mo N 纯Ar F 26.63 7.50 3.59 0.015 38.72 GBA 25.97 8.45 3.32 0.355 42.61 IGA 25.38 8.59 3.01 0.340 40.75 WA 26.18 7.77 3.33 0.400 43.57 Ar + 2%N2 F 26.36 7.84 3.81 0.079 40.20 GBA 25.89 8.58 3.54 0.410 44.13 IGA 25.06 8.11 3.30 0.430 42.83 WA 25.80 7.73 3.50 0.440 44.39
下载: 导出CSV
-
[1] Wan Y, Jiang W C, Wei W, et al. Characterization of inhomogeneous microstructure and mechanical property in an ultra-thick duplex stainless steel welding joint[J]. Materials Science and Engineering: A, 2021, 822: 141640. doi: 10.1016/j.msea.2021.141640
[2] Cho Y H, Kim T S, Kim D K, et al. Block shear strength in thin-walled lean duplex stainless steel fillet welded connection with base metal fracture[J]. Structures, 2022, 35: 1243 − 1255. doi: 10.1016/j.istruc.2021.09.012
[3] 高站起, 荆洪阳, 徐连勇, 等. 超级双相不锈钢多层多道焊接接头组织及腐蚀性能[J]. 焊接学报, 2019, 40(7): 143 − 148. Gao Zhanqi, Jing Hongyang, Xu Lianyong, et al. Research on microstructure and corrosion behavior of multi-pass welded joints of hyper duplex stainless steel[J]. Transactions of the China Welding Institution, 2019, 40(7): 143 − 148.
[4] Brytan Z, Niagaj J, Reiman L, et al. Corrosion studies using potentiodynamic and EIS electrochemical techniques of welded lean duplex stainless steel UNS S82441[J]. Applied Surface Science, 2016, 388: 160 − 168. doi: 10.1016/j.apsusc.2016.01.260
[5] Verma J, Taiwade R V. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments—A review[J]. Journal of Manufacturing Processes, 2017, 25(1): 134 − 152.
[6] Cui S W, Shi Y H, Cui Y X, et al. The impact toughness of novel keyhole TIG welded duplex stainless steel joints[J]. Engineering Failure Analysis, 2018, 94: 226 − 231. doi: 10.1016/j.engfailanal.2018.08.009
[7] 陈庆宏, 吕小青, 徐连勇, 等. P92钢的CMT + P焊接接头组织性能[J]. 焊接学报, 2018, 39(12): 110 − 114. doi: 10.12073/j.hjxb.2018390308 Chen Qinghong, Lyu Xiaoqing, Xu Lianyong, et al. Microstructures and properties of P92 welding joint obtained by CMT + P welding[J]. Transactions of the China Welding Institution, 2018, 39(12): 110 − 114. doi: 10.12073/j.hjxb.2018390308
[8] Cai H Y, Xu L, Zhao L Y, et al. Cold metal transfer plus pulse (CMT + P) welding of G115 steel: Mechanisms, microstructure, and mechanical properties[J]. Materials Science and Engineering: A, 2022, 843: 143 − 156.
[9] Arun D, Devendranath R K, Vimala R. Multi-pass arc welding techniques of 12 mm thick super-duplex stainless steel[J]. Journal of Materials Processing Technology, 2019, 271: 126 − 143. doi: 10.1016/j.jmatprotec.2019.03.031
[10] Zhang Z, Jing H, Xu L, et al. Effects of nitrogen in shielding gas on microstructure evolution and localized corrosion behavior of duplex stainless steel welding joint[J]. Applied Surface Science, 2017, 404(15): 110 − 128.
[11] Sales A M, Westin E M, Jarvis B L. Effect of nitrogen in shielding gas of keyhole GTAW on properties of duplex and super duplex welds[J]. Welding in the World, 2017, 61(6): 1133 − 1140. doi: 10.1007/s40194-017-0486-1
[12] 沈波. 不同保护气体组分对S32205双相不锈钢焊接接头性能的影响[J]. 金属加工(热加工), 2021(11): 39 − 44. Shen Bo. Effects of different shielding gas components on the properties of S32205 duplex stainless steel welded joints[J]. MW Metal Forming, 2021(11): 39 − 44.
[13] 金鸣. 高氮钢四元保护气CMT电弧增材工艺研究[D]. 南京: 南京理工大学, 2019. Jin Ming. Study on CMT arc additive manufacturing process of high nitrogen steel for quaternary shielding gas[D]. Nanjing: Nanjing University of Science and Technology, 2019.
[14] 刘联盟. 保护气体对BN4奥氏体不锈钢光纤激光焊接接头组织和性能的影响[D]. 天津: 天津理工大学, 2021. Liu Lianmeng. Effect of shielding gas on microstructure and performance of BN4 austenitic stainless steel fiber laser welded joints[D]. Tianjin: Tianjin University of Technology, 2021.
[15] Kordatos J D, Fourlaris G, Papadimitriou G. The effect of cooling rate on the mechanical and corrosion properties of SAF 2205 (UNS 31803) duplex stainless steel welds[J]. Scripta Materialia, 2001, 44(3): 401 − 408. doi: 10.1016/S1359-6462(00)00613-8
[16] 张莹莹, 刘政军, 金美玲, 等. 热输入对双相钢药芯焊丝电弧焊接头组织和性能的影响[J]. 机械工程材料, 2020, 44(4): 30 − 34. Zhang Yingying, Liu Zhengjun, Jin Meiling, et al. Effect of heat input on microstructure and properties of flux-cored wire arc welding joint of duplex stainless steel[J]. Materials for Mechanical Engineering, 2020, 44(4): 30 − 34.












计量
- 文章访问数: 211
- HTML全文浏览量: 30
- PDF下载量: 48
