
Effect of high carbon steel foil on microstructure and mechanical properties of laser welded Al-Si coated press-hardened steel
-
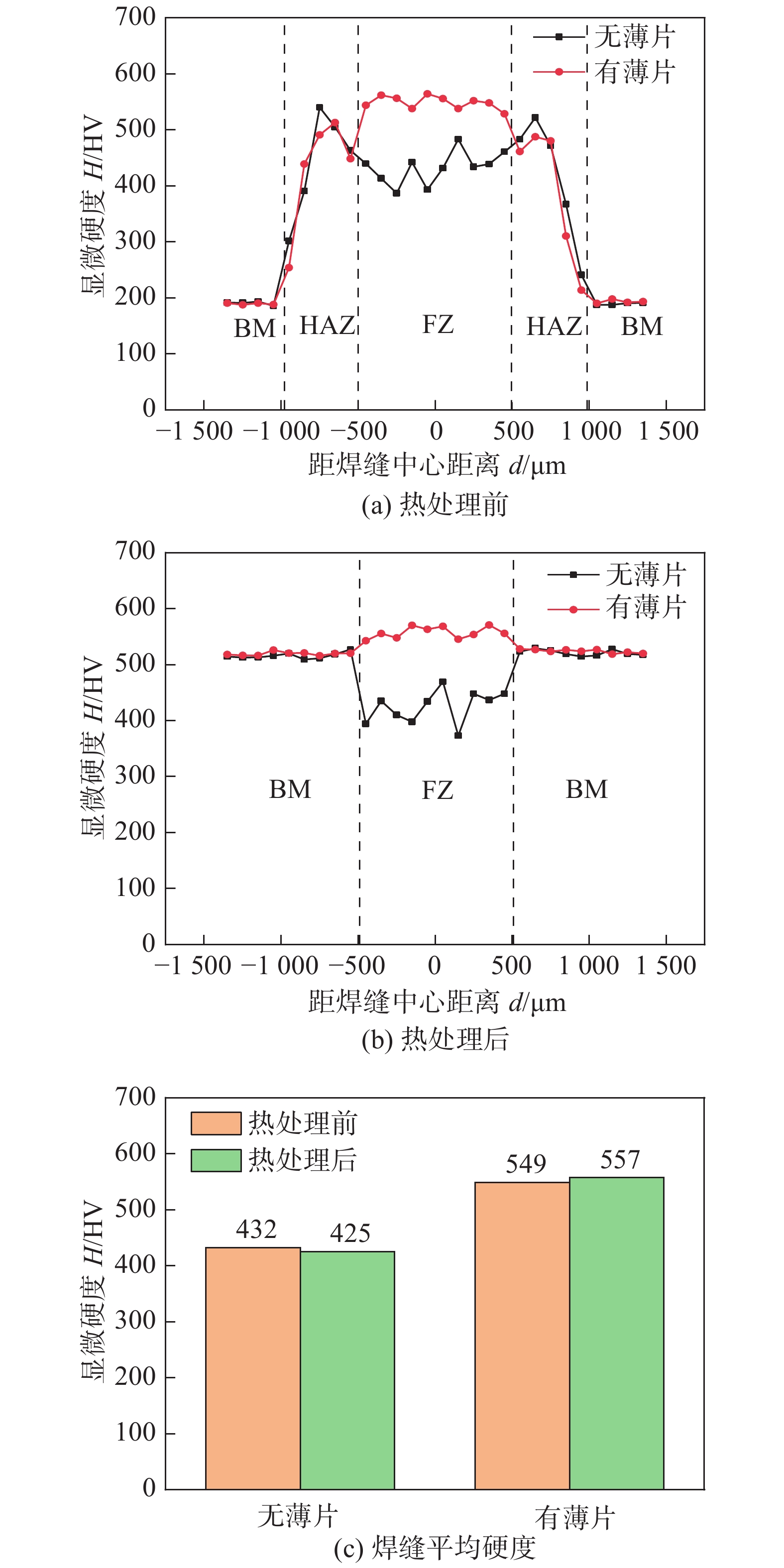
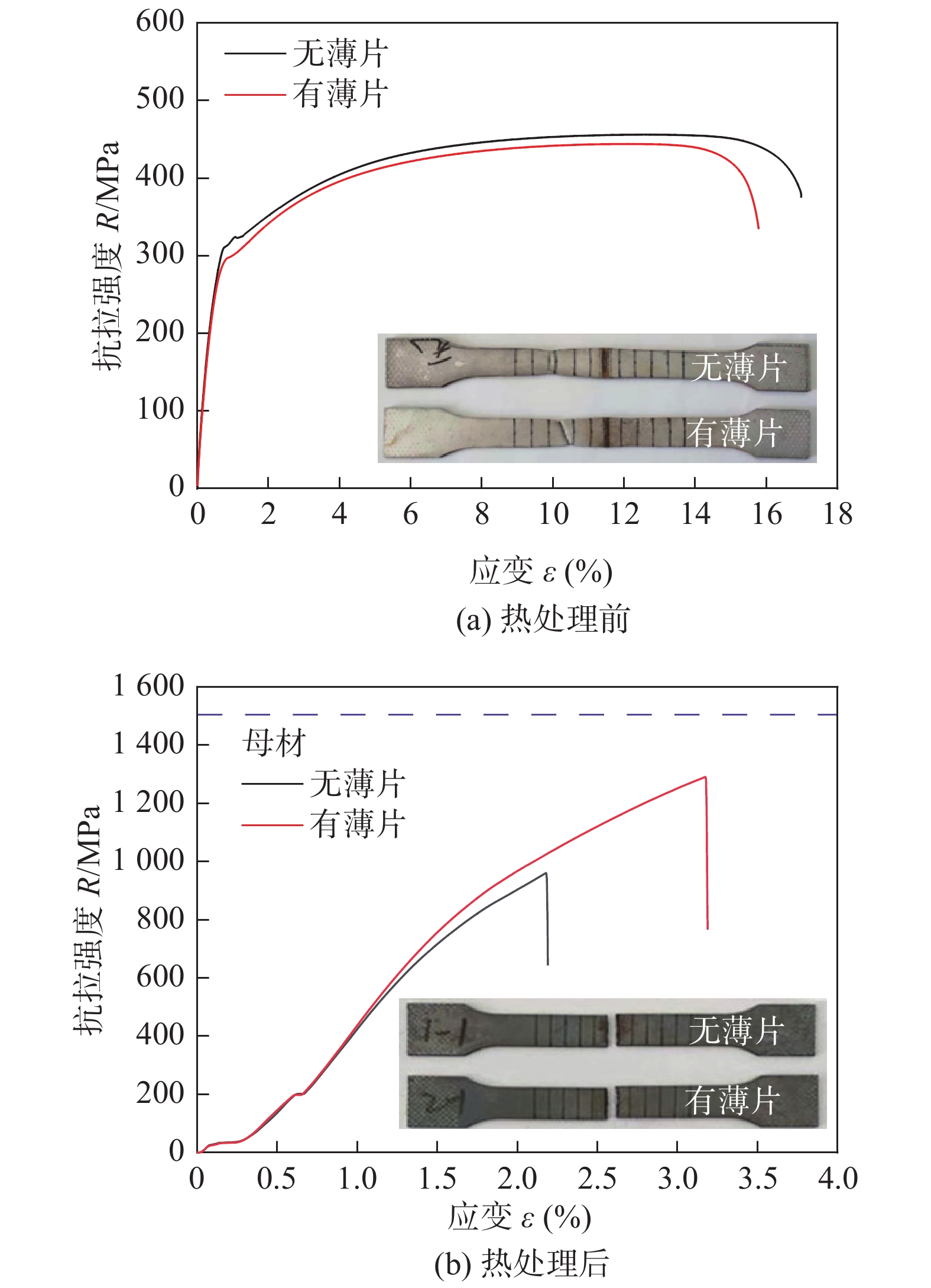
摘要: 以45号碳钢薄片为夹层,利用CWX3000光纤激光器对1.5 mm厚的铝硅镀层热成形钢进行激光焊接试验,研究焊缝碳含量对焊接接头显微组织和力学性能的影响. 试验结果表明,碳钢薄片的加入使焊缝碳含量增加,奥氏体相区扩大,焊缝δ铁素体的体积分数由17.3%降低至4.5%,焊缝平均硬度由425 HV增加至557 HV,焊接接头的抗拉强度由980 MPa增加至1 280 MPa,杯突值由1.7 mm增加至3.2 mm,抗拉强度及成形性能均有所提升.Abstract: In this article, laser welding experiment of 1.5 mm thick Al-Si coated hot formed steel was carried out with 45 steel foil as interlayer by CWX3000 fiber laser. The effect of the carbon content of fusion zone on the microstructure and mechanical properties of the welded joint was studied. The results showed that after adding foil, the carbon content of fusion zone increased, the austenite phase zone was expanded, the δ-ferrite fraction of fusion zone decreased from 17.3% to 4.5%, the average hardness of fusion zone increased from 425HV to 557HV, the tensile strength of welded joint increased from 980MPa to 1280MPa, and the cupping value increased from 1.7mm to 3.2mm. Tensile strength and formability are both improved.
-
Keywords:
- laser welding /
- carbon steel foil /
- Al-Si coating /
- press-hardened steel /
- δ-ferrite.
-
0. 序言
激光连接金属与塑料技术(LAMP)已实现多种金属和塑料的焊接,如:钛/PEEK[1],6061铝合金/CFRTP [2],碳素钢/PA66 [3]和304不锈钢/PMMA[4]. 在LAMP实施过程中,激光透过塑料层,到达金属/塑料界面时产生高温,使界面处塑料熔化和分解而产生气泡,并且残留在冷却固化的焊缝中. 该领域的专家普遍承认,气泡在熔融塑料中产生巨大的压力,可以使熔融塑料与金属表面密切接触. 这样,塑料熔体就可以进入金属表层的微观凹坑中,达到锚固效果[5]. 同时,焊缝中的范德华力和新化学键也被认为在形成金属和塑料材料的强大连接方面发挥关键作用. 然而气泡实质上是一种焊接缺陷,因此,另一方面来说气泡会削弱接合强度[6].
当 Tillmann等人[6]采用较小的焊接速率和较大的激光功率输入(32 mm/min;80 W)时,激光诱导产生了许多较大的气泡,在这种情况下接头强度较弱. 分析认为熔融材料上形成的气泡数量和大小对接头性能有显著影响. 根据课题组前期的研究和试验,已证实气泡的大小、数量和分布是直接影响焊接接头的重要因素.
近年来,一种新的超声辅助激光金属塑料连接方法(U-LAMP)被开发出来,并被证明优于LAMP. 试验结果表明,超声波的引入使塑料熔体与金属片之间的表面接触更加紧密,从而获得较高剪切强度的良好接头[7]. 此外,在超声波工具头中心设计开槽结构,并在加载超声波时,使超声工具头中心相对于焊缝中心有一定的偏移量,来形成压力差,使气泡移动并从焊缝边缘逸出[8].
然而,目前各种焊接参数及其交互作用对焊接性能影响的研究仍然有限,严重制约着超声激光复合焊接异种材料的发展. 因此,采用响应曲面设计方法对超声辅助激光焊接钛和PET的工艺参数进行研究和优化,来实现焊接过程中气泡缺陷的消除和连接强度的提高.
1. 试验设计
1.1 超声辅助激光焊接平台
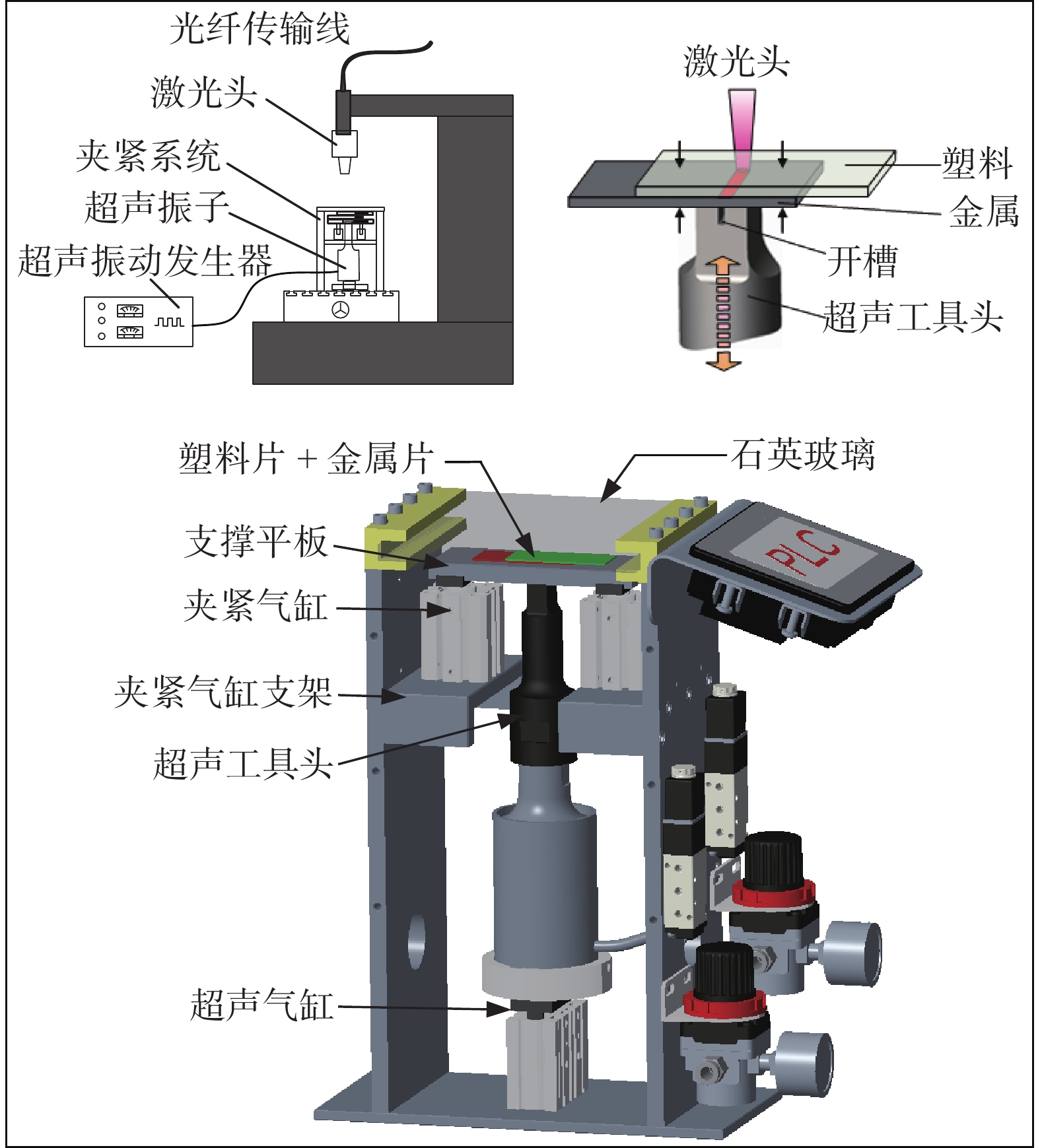
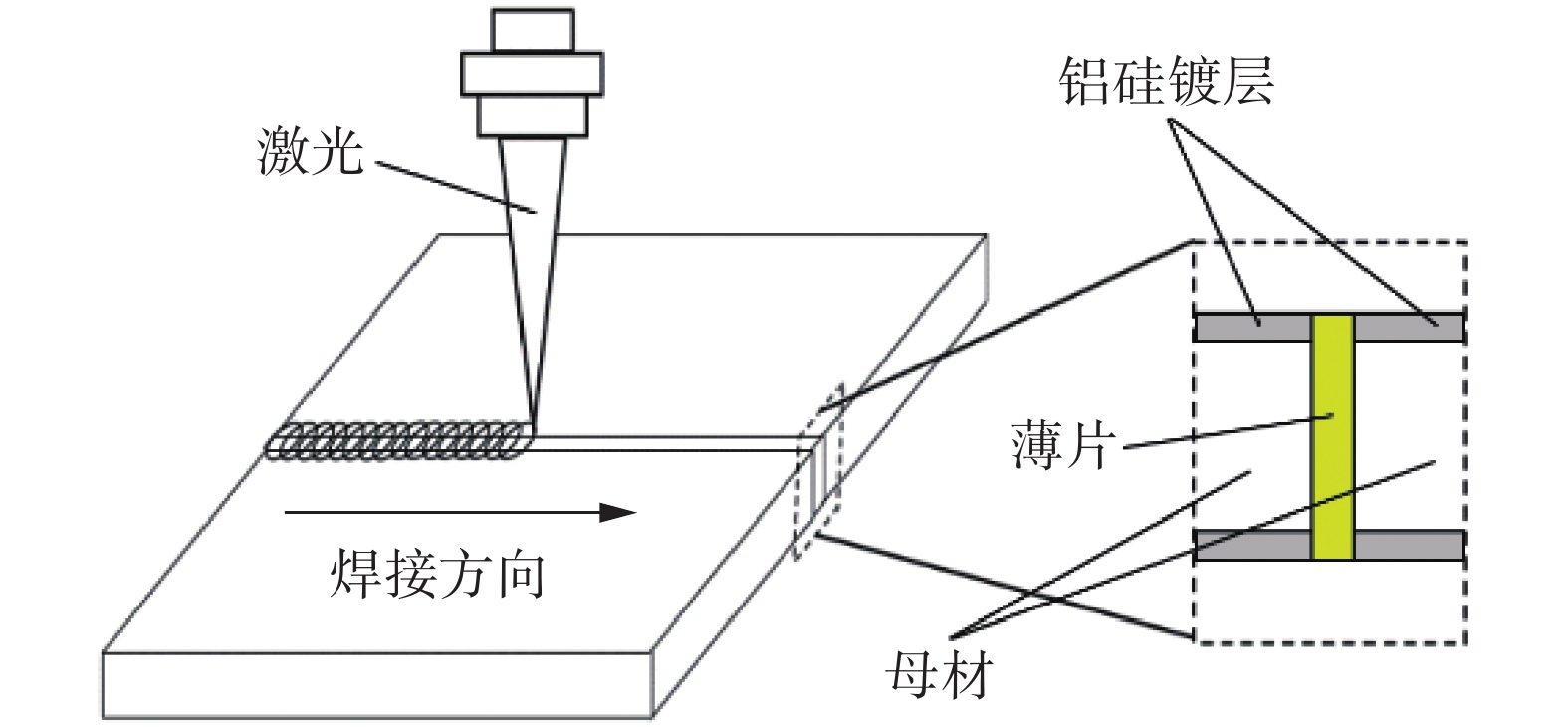
试验涉及的超声辅助激光焊接平台包括工件夹紧结构、超声波加载结构和激光焊接系统等,焊接平台示意图和三维效果图如图1所示.
![]() 图 1 超声辅助激光焊接系统示意图和三维效果图Figure 1. Schematic diagram and three-dimensional renderings of ultrasonic-aided laser joining welding system
图 1 超声辅助激光焊接系统示意图和三维效果图Figure 1. Schematic diagram and three-dimensional renderings of ultrasonic-aided laser joining welding system工件夹紧结构:焊接对象采用上下叠层放置形成工件组合(塑料在金属上面);在焊接对象上部有可以滑动的透明石英玻璃板;焊接对象下部由中间开孔(用于避开超声工具头)的平板支撑,支撑平板由左右对称的气缸进行夹紧.
超声波加载结构:采用28 kHz超声振动系统,超声振子底部气缸提供向上的推力,使超声波工具头穿过支撑平板的中间孔,并与工件组合的金属底部接触. 其中超声波工具头顶部设计开槽结构,如图1所示,其作用是在加载超声振动后,在熔融塑料中产生一个压力差来引起气泡在熔融塑料中移动. 同时调整超声波工具头中心线相对于焊缝中心的偏移量,使低压区位于焊缝边缘,为气泡从焊缝边缘逸出创造条件[8].
激光焊接系统:包含X/Y移动平台和激光头Z方向的运动结构;采用Nd: YAG脉冲激光器(300 W)来提供多种形状的光束.
具体的实现方法是:将塑料片叠放在金属片上面,如图1所示. 在焊接过程中,激光束穿透石英玻璃板和塑料到达金属表面,金属表面吸收激光能量被加热,使与其接触的塑料表面熔化和一定程度的分解并产生气泡. 同时,对焊接区域加载间隙性超声波,超声波的高频振动对熔化的塑料施加额外的压力,使熔融塑料更紧密地附着在金属板上. 工具头的开槽结构,使焊接熔化区产生压力差(对应开槽区域上方的压力小)并引起气泡从高压区移动至低压区;调整超声工具头中心与焊缝中心的偏移量,使焊缝中的低压区位于焊缝边缘,方便气泡逸出. 熔化的塑料冷却后,在塑料板与金属板之间形成了一个强有力的焊缝连接.
目前行业内对激光焊接的研究主要集中在离焦量、激光功率和焊接速度3个参数上[9]. 而对于超声辅助激光连接工艺中焊接接头性能除了以上参数影响以外,超声振幅和超声作用时间也是影响焊接接头性能的重要因素. 激光功率和焊接速度都影响激光能量的输入.选取激光功率作为研究参数. 试验选择激光功率、超声波振幅和超声波作用时间作为超声辅助激光连接PET/Ti异质结构的关键工艺参数. 此外控制离焦量为25 mm,焊接速度4 mm/s,焊接长度为20 mm,则样件的焊接过程时间为5 s.
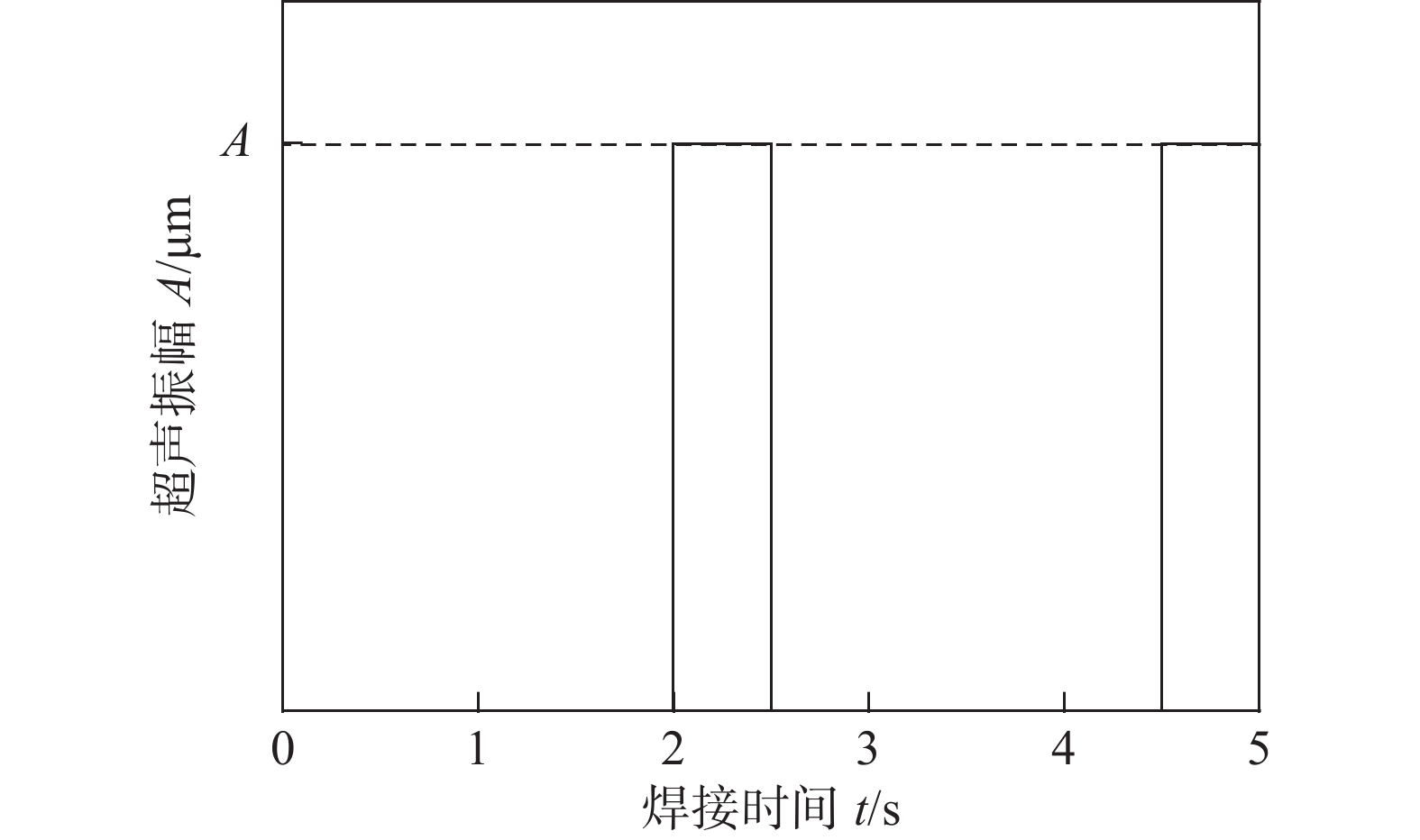
在试验的基础上确定试验参数的合适取值范围如表1所示,列出了焊接参数的上下限和单位,以及焊接周期中超声波振动的加载时序. 超声波振动分两次加载至焊接过程中,由于样件焊接过程为5 s,以超声波作用时间为1 s为例,超声波振动的施加时间为2 ~ 2.5 s和4.5 ~ 5 s,超声加载时序如图2所示.
表 1 焊接参数极值表Table 1. Welding parameter extreme value table编码水平 激光功率P/W 超声振幅A/μm 超声时间t/s −1.682 26.4 0.5 0.16 −1 40 1 0.5 0 60 3 1 + 1 80 5 1.5 + 1.682 93.6 6.5 1.84 ![]() 图 2 超声加载时序(以1 s超声加载为例)Figure 2. Ultrasonic loading time (taking 1 s ultrasonic loading as an example)
图 2 超声加载时序(以1 s超声加载为例)Figure 2. Ultrasonic loading time (taking 1 s ultrasonic loading as an example)由于超声波振幅并不是连续变化,试验选择标准振幅增量为0.5 μm的一系列振幅参数. 本文以焊缝失效载荷、焊接界面厚度和气泡面积作为评价焊缝性能的指标.
1.2 试验材料
焊接对象Ti(纯度99.6%)和PET(非晶态)均采购自Goodfellow Cambridge, Ltd. (Huntingdon, UK). 为了便于后续检测和结果对比,采用统一规格的简单矩形试件进行焊接试验,Ti和PET的尺寸均为60 mm × 25 mm × 1 mm .
材料的前处理方法:先用砂纸(320号和1200号)研磨钛板待焊接的表面(去除氧化膜);然后,表面处理过的钛片和聚酯片分别置于乙醇超声波清洗池中清洗10 min;最后,在60 ℃烘炉下干燥12 h.
1.3 焊缝性能分析方法
通过对激光功率、超声波振幅及超声波加载时间等参数进行分组试验,分析这些参数组合对气泡面积以及接头强度的影响. 在每组焊接参数条件下选择五个试样进行气泡面积的测定和剪切拉伸的实验. 表2是通过响应曲面法设计的试验参数及编码水平. 试验表明,气泡是存在于靠近PET的界面中的,合理选择超声波参数可以有效控制焊接界面处的气泡含量[8].
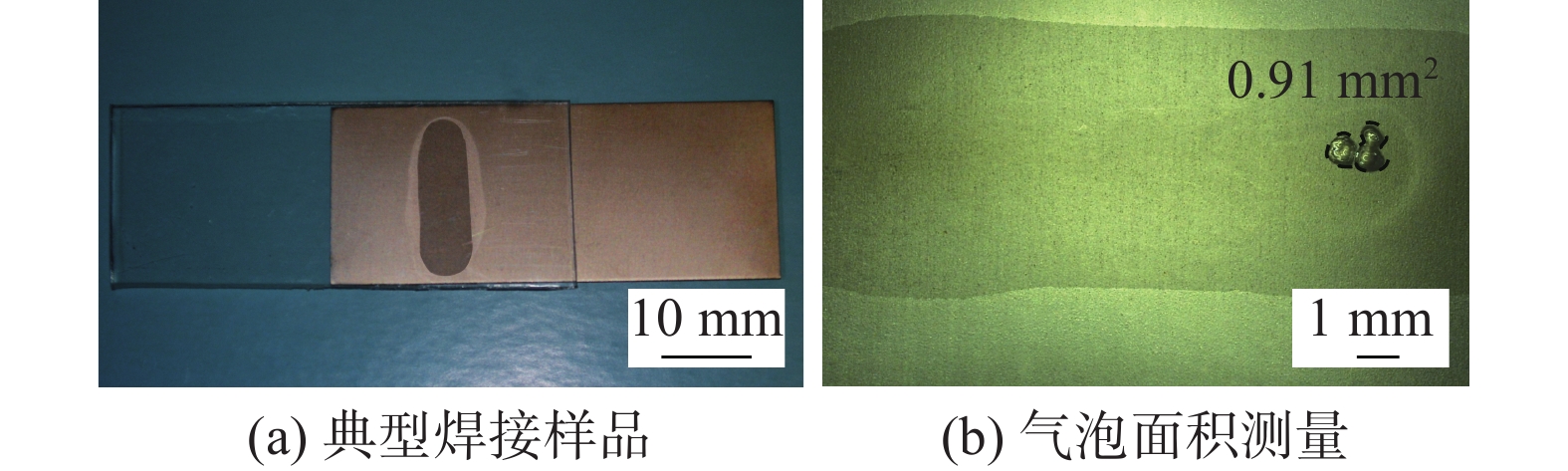
表 2 试验参数及编码水平Table 2. Test parameters and coding level标准顺序 试验顺序 激光功率P/W 超声振幅A/μm 超声时间t/s 焊接强度 R/MPa 气泡面积 S/mm2 19 1 60 3 1.0 40.1 0.91 6 2 80 1 1.5 18.6 17.54 16 3 60 3 1.0 40.2 0.34 2 4 80 1 0.5 5.5 20.81 11 5 60 0.5 1.0 34.4 4.14 5 6 40 3 1.5 21.9 0.98 4 7 80 5 0.5 19.6 22.19 18 8 60 3 1.0 40.6 0.67 3 9 40 5 0.5 20.9 0.37 9 10 26.4 3 1.0 6.3 0 1 11 40 1 0.5 8.5 0.37 15 12 60 3 1.0 39.2 1.45 8 13 80 5 1.5 11.5 24.47 12 14 60 6.5 1.0 31.1 5.10 14 15 60 3 1.84 14.7 1.33 17 16 60 3 1.0 40.3 3.48 7 17 40 5 1.5 12.6 1.10 10 18 93.6 3 1.0 3.4 40.83 13 19 60 3 0.16 9.7 4.51 20 20 60 3 1.0 39.7 0.79 采用光学显微镜及面积测量系统对焊接界面气泡形貌进行观测. 随机选择一个焊接样品用于测量气泡面积(激光功率60 W,超声波振幅3 μm,超声加载时间1 s),如图3所示.
![]() 图 3 P= 60 W, A=3 μm, t=1 s时的气泡Figure 3. Bubble at P= 60 W, A=3 μm, t=1 s (a) typical welding sample; (b) bubble area measurement
图 3 P= 60 W, A=3 μm, t=1 s时的气泡Figure 3. Bubble at P= 60 W, A=3 μm, t=1 s (a) typical welding sample; (b) bubble area measurement通过X射线光电子能谱分析仪(XPS)进行Ti/PET结合区域的化学键进行分析.
2. 结果与分析
2.1 焊接参数对焊缝强度的影响
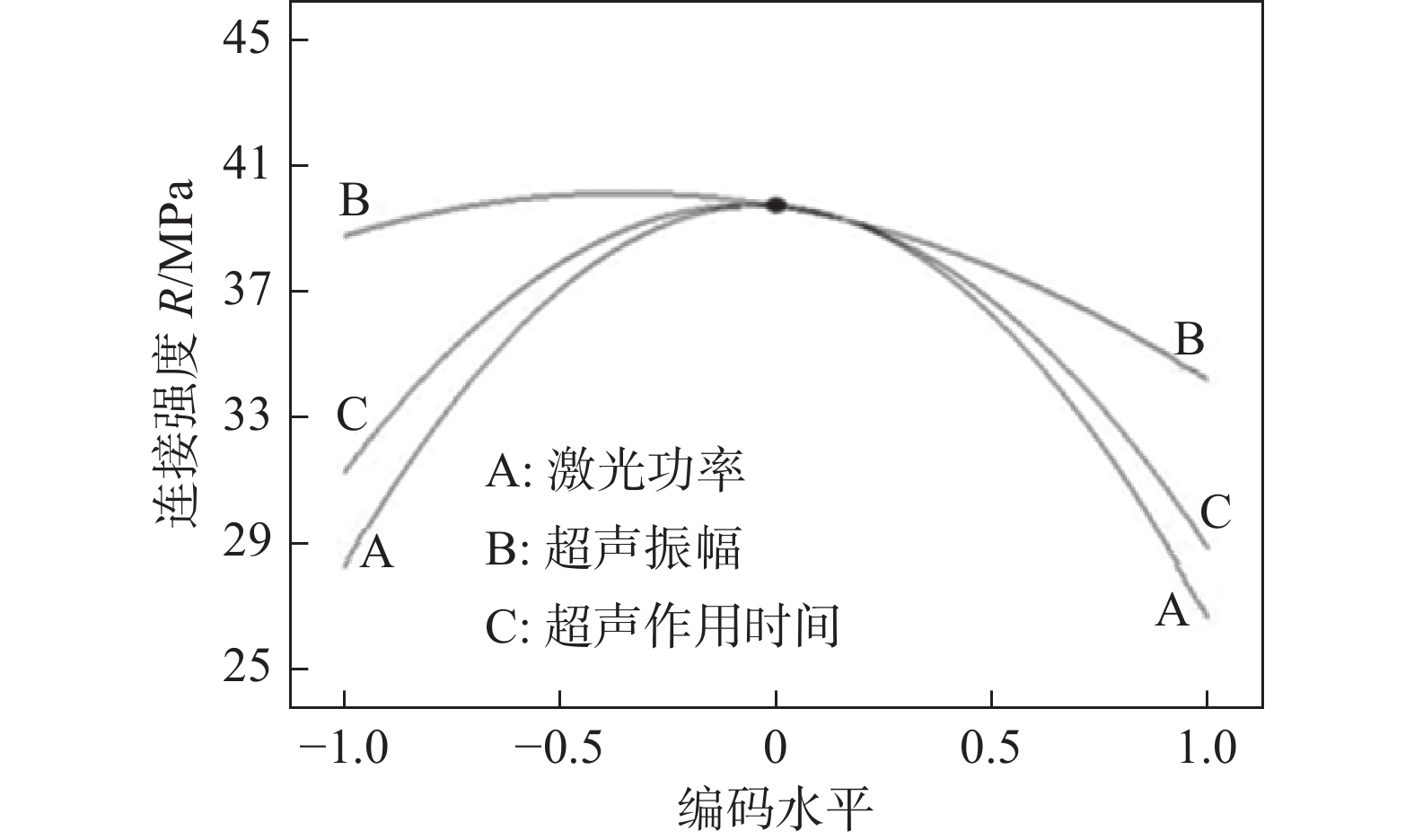
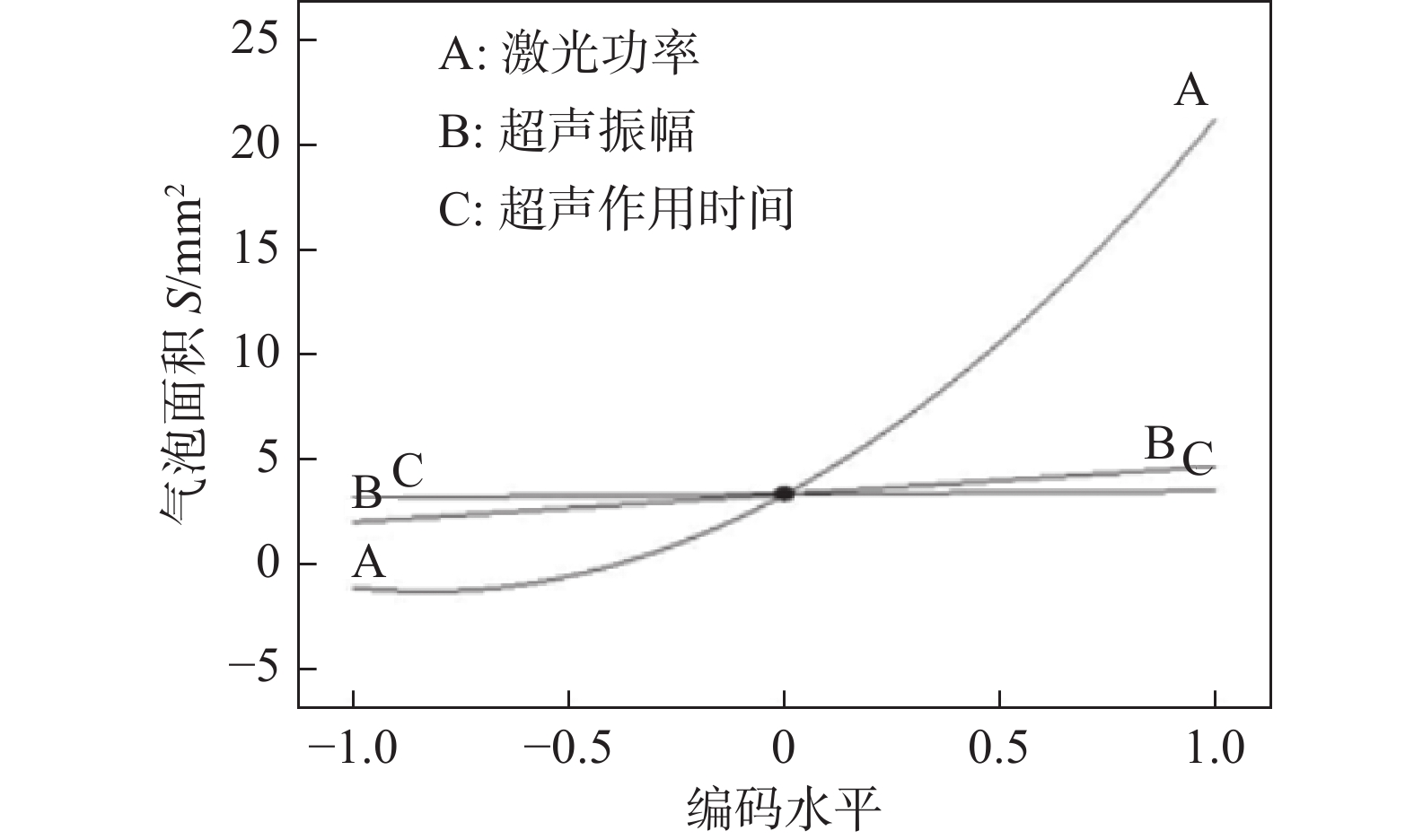
图4表明了各焊接参数对焊缝强度的影响规律. 结果表明,随着激光功率的增加,焊缝强度增加,并在中心点附近达到最大值;随着激光功率继续增强,焊缝强度开始下降. 激光功率的大小直接影响焊接区域面积和焊缝中新化学键的形成. 当激光功率过低时,由于激光提供的热能低于化学反应的化学能,界面处就不会生成新化学键,而过高的激光功率会导致聚合物分解而产生许多气泡,从而削弱连接.
![]() 图 4 工艺参数对焊接强度的影响趋势Figure 4. Influence trend of process parameters on welding strength
图 4 工艺参数对焊接强度的影响趋势Figure 4. Influence trend of process parameters on welding strength超声波振幅和作用时间对焊缝强度的影响与激光功率的相似,即在中心点附近达到最大值之后接着减小(图4). 超声振动能促进形成较强的Ti/PET界面,这是提高焊接性能的重要因素.
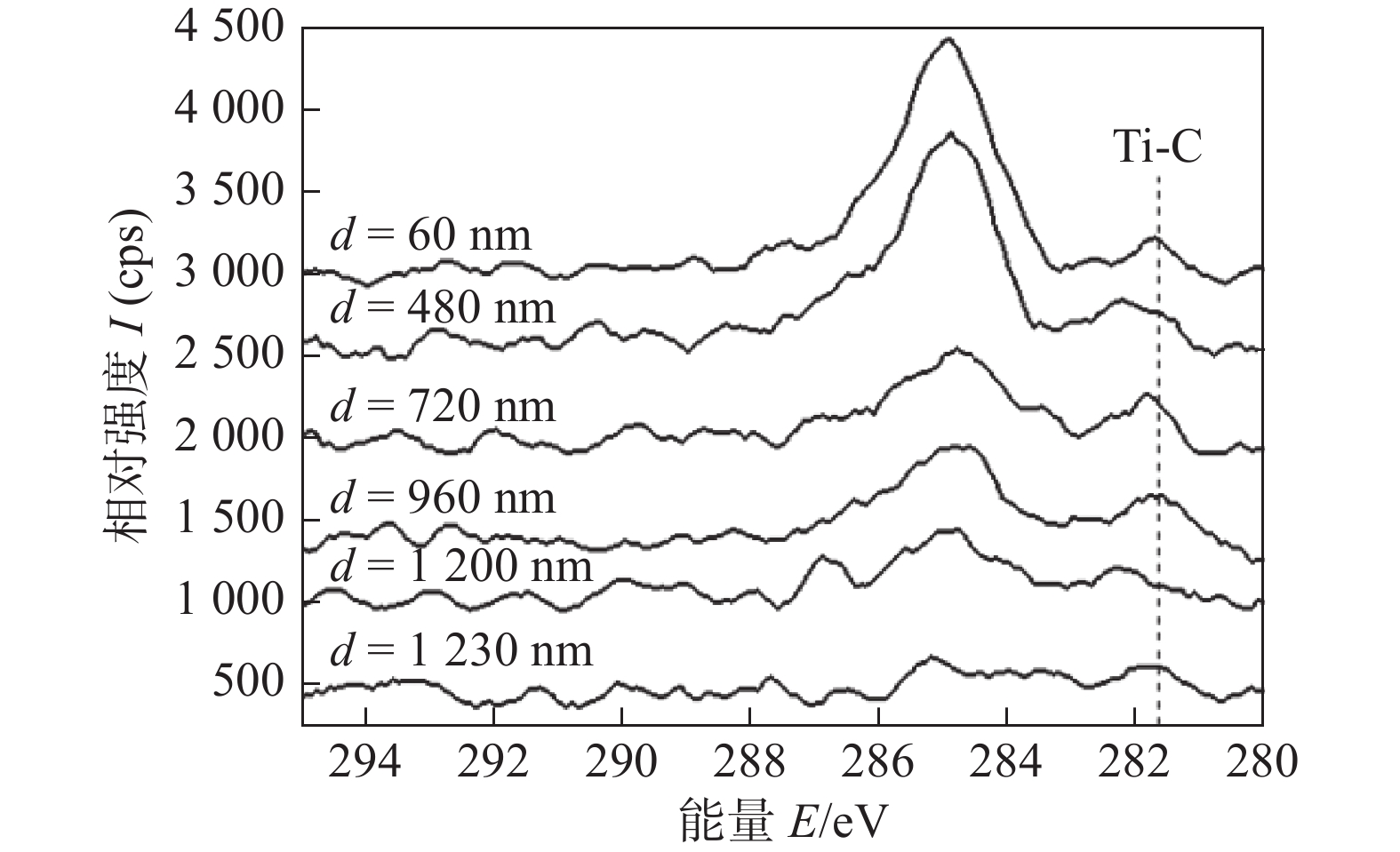
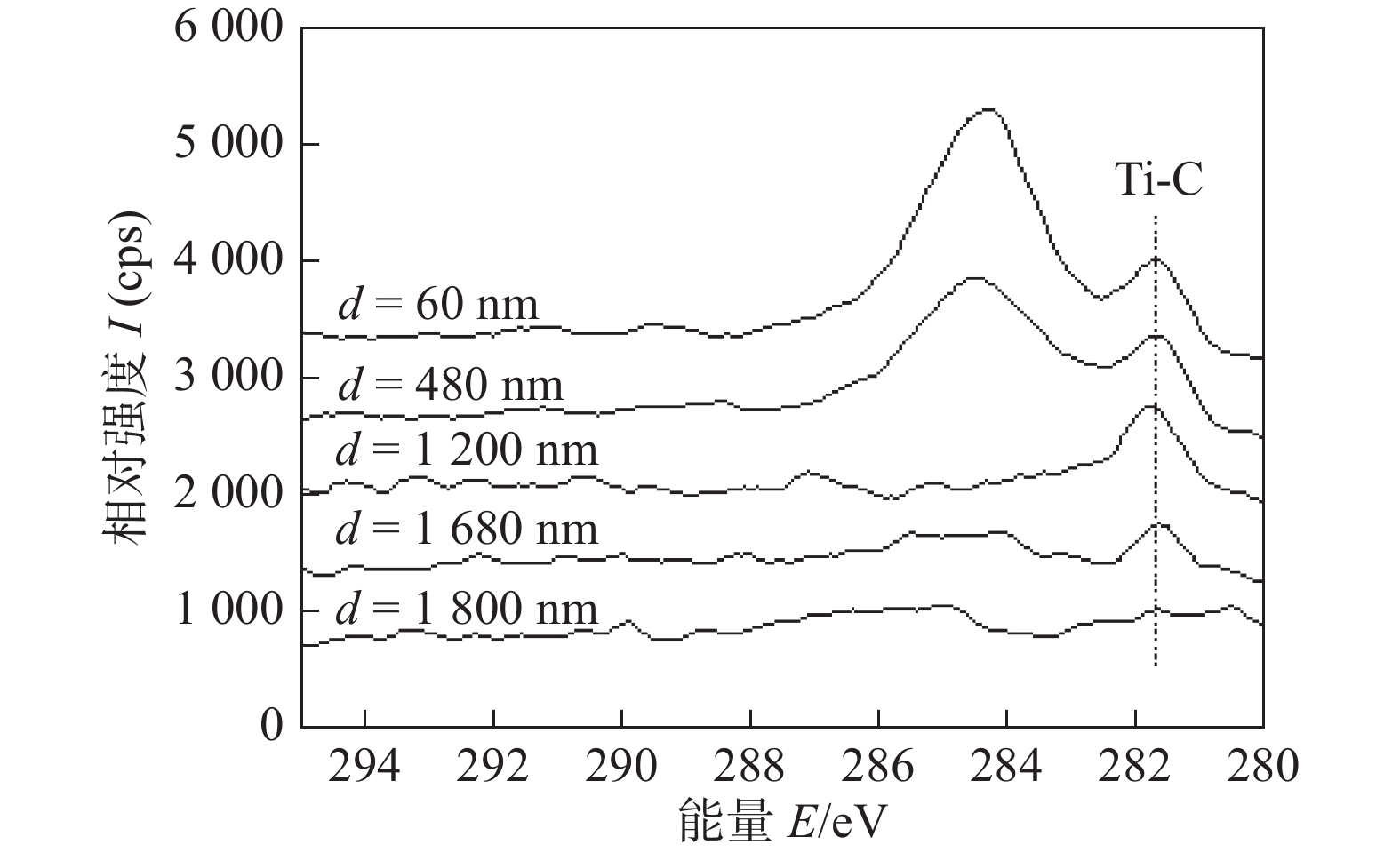
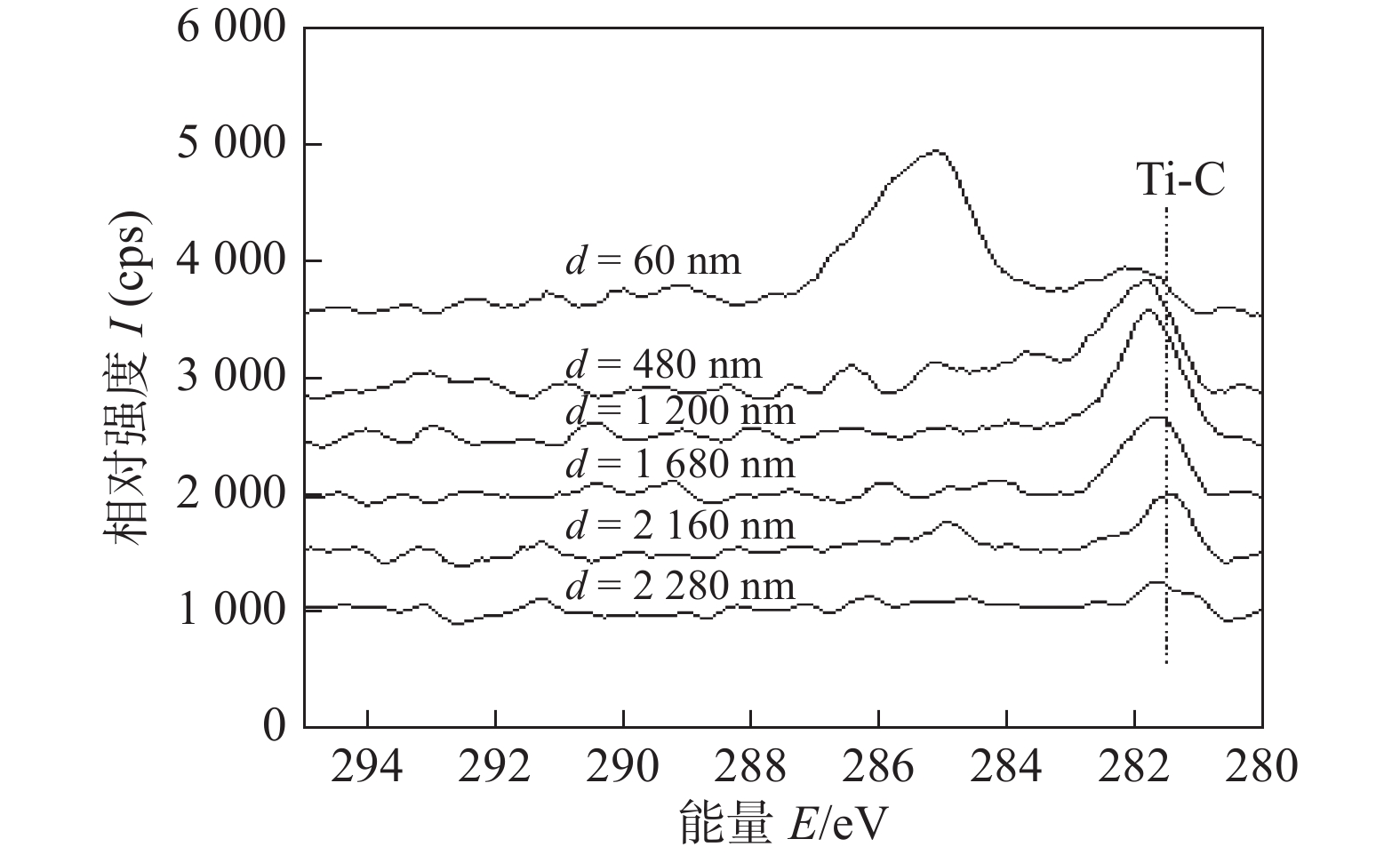
图5、图6和图7分别显示了不同的样品经过剪切拉伸之后Ti侧焊接界面的高分辨率C1s XPS谱:样品1(激光功率60 W,超声振幅1 μm ,超声作用时间1.0 s)、样品2(激光功率60 W,超声振幅3 μm,超声作用时间1.0 s)和样品3(激光功率60 W,超声振幅3 μm,超声作用时间1.5 s). 结果表明,样品1、样品2和样品3的界面厚度分别约为1 230 nm、1 800 nm和2 280 nm,其中包括新形成的Ti-C (281.7 eV)化学键. 结果表明,在其它焊接参数不变的情况下,增加超声波振幅或作用时间,可以促进Ti-C键的形成,从而增强界面强度,提高失效载荷. 超声振动,可以产生对熔融塑料具有振动效应的附加压力,随着超声波振幅的增大,熔体与钛金属的接触变得更加紧密. 此外,增加超声波作用时间相当于熔化的PET经历较长的相对较高的声压时间,这将促进化学反应. 然而,进一步提高振幅或作用时间时反而会降低失效载荷. 更大的超声波幅度和超声波作用时间会引起共价键的活化,导致更多聚合物大分子链的随机断裂,从而削弱母体PET的性能. 因此,延长超声波作用时间或增大振幅有助于形成较强的焊接接头,但是超声波作用时间和振幅在超过一定范围之后,会降低母聚合物片材的性能,导致接头强度降低. XPS的结果发现,结合界面在一定厚度上存在Ti-C化学键成分,以此说明他们之间形成了分子间的交错融合.
![]() 图 5 分离钛面高分辨率的C1s XPS光谱(P = 60 W, A = 1 μm, t = 1 s)Figure 5. High resolution C1s XPS spectrum of separated titanium surface (P = 60 W, A = 1 μm, t = 1 s)
图 5 分离钛面高分辨率的C1s XPS光谱(P = 60 W, A = 1 μm, t = 1 s)Figure 5. High resolution C1s XPS spectrum of separated titanium surface (P = 60 W, A = 1 μm, t = 1 s)![]() 图 6 分离钛面高分辨率的C1s XPS光谱(P = 60 W, A = 3 μm, t = 1 s)Figure 6. High resolution C1s XPS spectrum of separated titanium surface (P = 60 W, A = 3 μm, t = 1 s)
图 6 分离钛面高分辨率的C1s XPS光谱(P = 60 W, A = 3 μm, t = 1 s)Figure 6. High resolution C1s XPS spectrum of separated titanium surface (P = 60 W, A = 3 μm, t = 1 s)![]() 图 7 分离钛面高分辨率的C1s XPS光谱(P = 60 W, A = 3 μm, t = 1.5 s)Figure 7. High resolution C1s XPS spectrum of separated titanium surface(P = 60 W, A = 3 μm, t = 1.5 s)
图 7 分离钛面高分辨率的C1s XPS光谱(P = 60 W, A = 3 μm, t = 1.5 s)Figure 7. High resolution C1s XPS spectrum of separated titanium surface(P = 60 W, A = 3 μm, t = 1.5 s)2.2 焊接参数对气泡面积的影响
图8显示了各焊接参数对气泡面积的影响. 结果表明,随着激光功率的增加,气泡面积明显增大,这说明气泡的形成是由于热输入过多,导致塑料分解形成气体而产生. 随着激光功率的增加,材料的热输入量也随之增加,导致接头温度升高. 当焊接温度低于聚合物的分解温度时,气泡很少. 然而,当接头温度达到分解温度后,激光功率进一步增大,会导致聚合物快速分解,在焊缝区产生大量气泡.
从图8中可以明显看出,超声波振动在这个焊接过程中不会因声空化而诱发气泡[10].
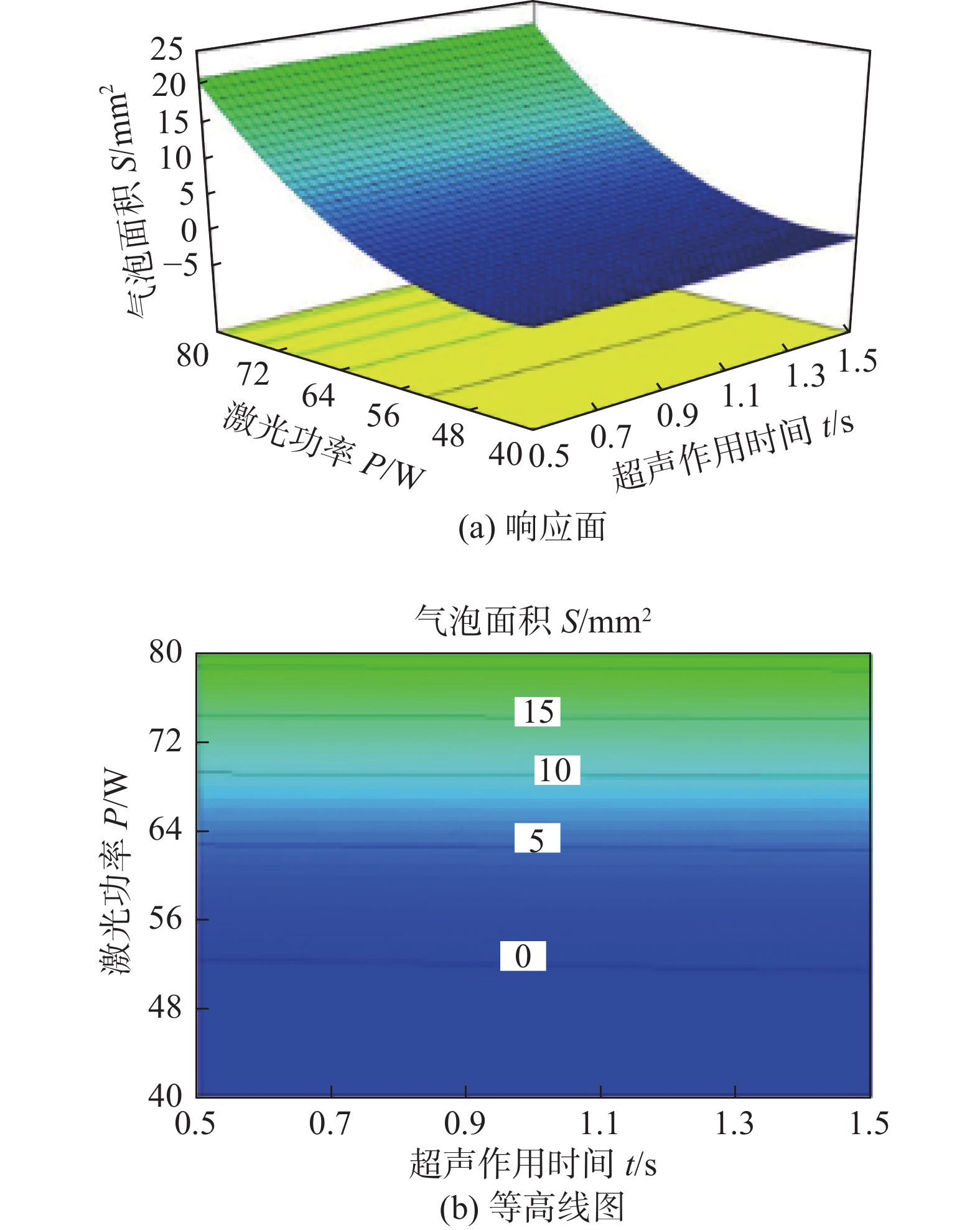
图9显示了超声作用时间和激光功率对气泡面积的相互影响作用. 从等高线图可以看出,如果激光功率低于65 W,施加超声波振动时只能发现少量的气泡. 这是因为超声波工具中的一个开槽结构可以使焊接过程中熔池形成压力差,使得气泡移动至低压区域并离开熔池. 然而,当激光功率大于65 W时,进一步增加激光功率会导致气泡面积急剧增加. 它们迅速聚集在一起而无法从熔池中及时逸出.
![]() 图 9 超声作用时间和激光功率对气泡面积的相互作用影响Figure 9. Interaction effect of ultrasonic action time and laser power on bubble area. (a) Response surface; (b) Contour map
图 9 超声作用时间和激光功率对气泡面积的相互作用影响Figure 9. Interaction effect of ultrasonic action time and laser power on bubble area. (a) Response surface; (b) Contour map3. 结论
(1)利用超声波辅助激光连接技术可以获得良好的Ti/PET接头. 焊缝强度随着激光功率的增加先增加,在中心点附近达到最大值,但随着功率的继续增加,强度会下降. 超声波幅值和超声波作用时间对焊缝强度的影响与激光功率的影响相似,即在中心点附近达到最大值后随着参数值的增加而减小.
(2)延长超声波作用时间或增大超声波振幅可以促进Ti-C化学键的生成,从而形成较强的界面;但是,超声波作用时间和振幅在超过一定范围之后,会降低母聚合物片材的性能,导致接头强度降低.
(3)当激光功率低于65 W(如60 W)时,施加超声振动可以使气泡移动并逸出焊接区,从而明显降低焊缝气泡总面积. 但当激光功率超过65 W 时,过高热量输入,导致成群气泡生成,超声振动产生的压力梯度并不能使气泡及时从熔池低压区域排出,而最终残留在焊缝界面处.
-
![]()
图 1 试验材料显微组织
Figure 1. Microstructure of test material. (a) base metal; (b) coating layer; (c) foil
![]()
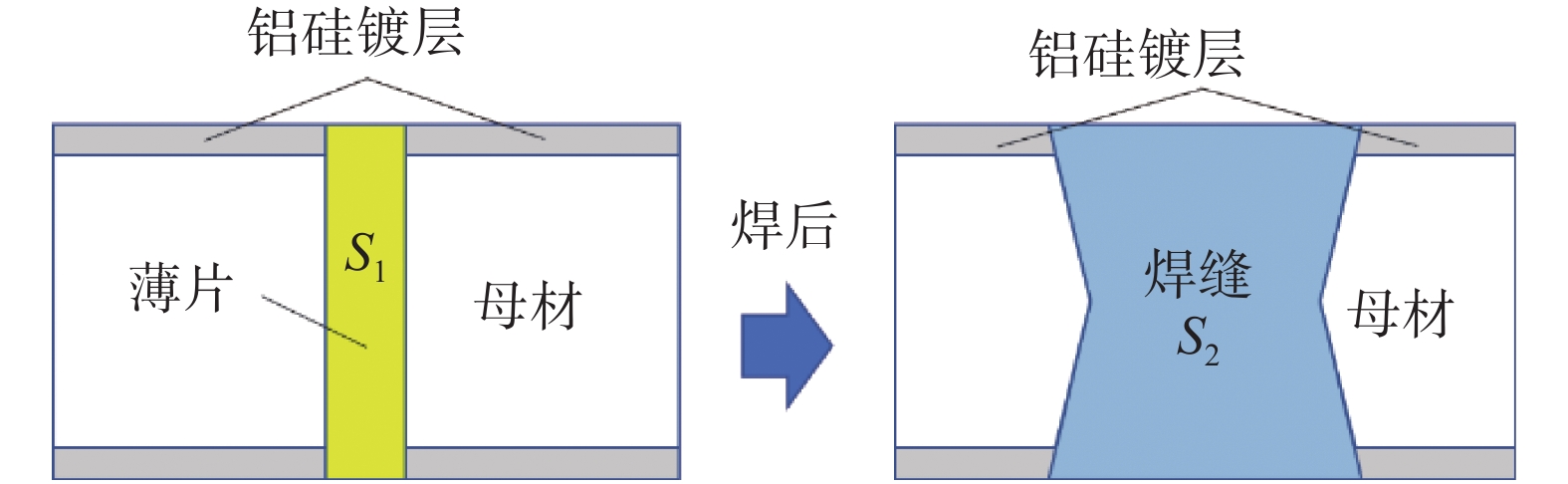
图 3 焊接接头宏观形貌
Figure 3. Morphology of welded joints. (a) without foil, before heat treatment; (b) with foil, before heat treatment; (c) without foil, after heat treatment; (d) with foil, after heat treatment
![]()
图 4 焊缝显微组织
Figure 4. Microstructure of fusion zone. (a) without foil, before heat treatment; (b) with foil, before heat treatment; (c) without foil, after heat treatment; (d) with foil, after heat treatment
![]()
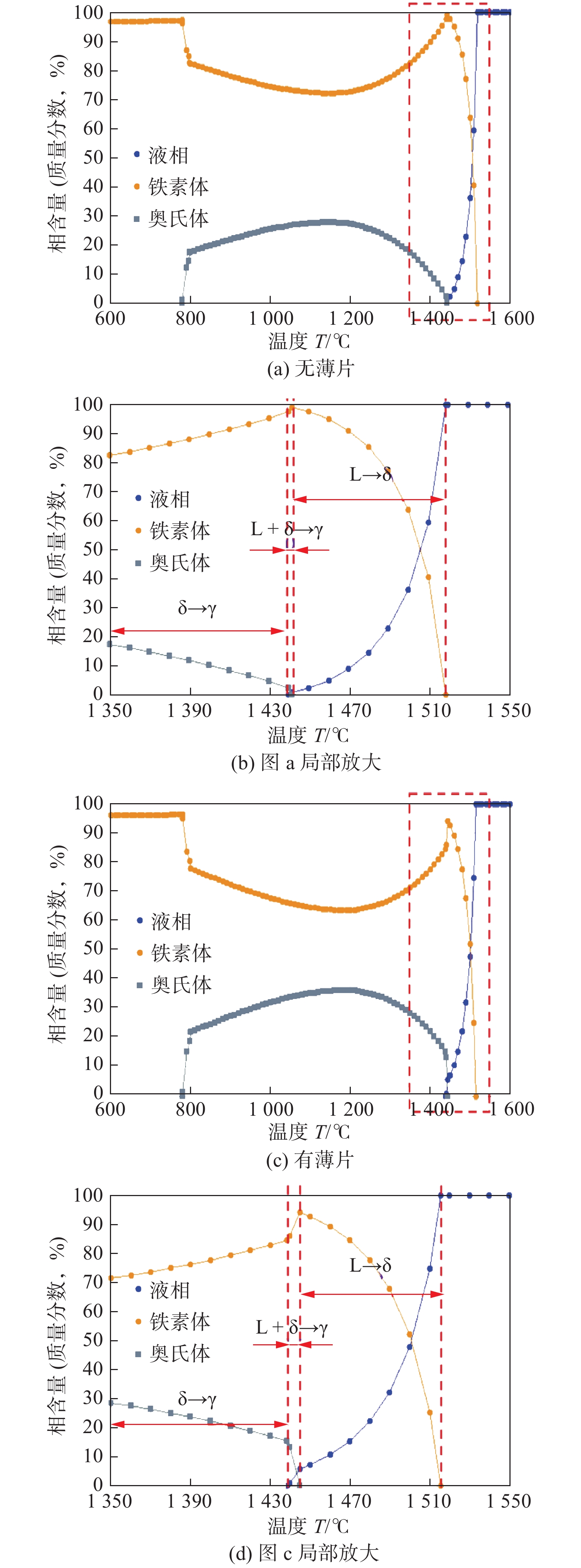
图 6 Jmatpro模拟结果
Figure 6. Jmatpro simulation results. (a) without foil; (b) Fig. a partial enlargement; (c) with foil; (d) Fig. c partial enlargement
![]()
图 7 显微硬度
Figure 7. Microhardness. (a) before heat treatment; (b) after heat treatment; (c) average weld hardness
![]()
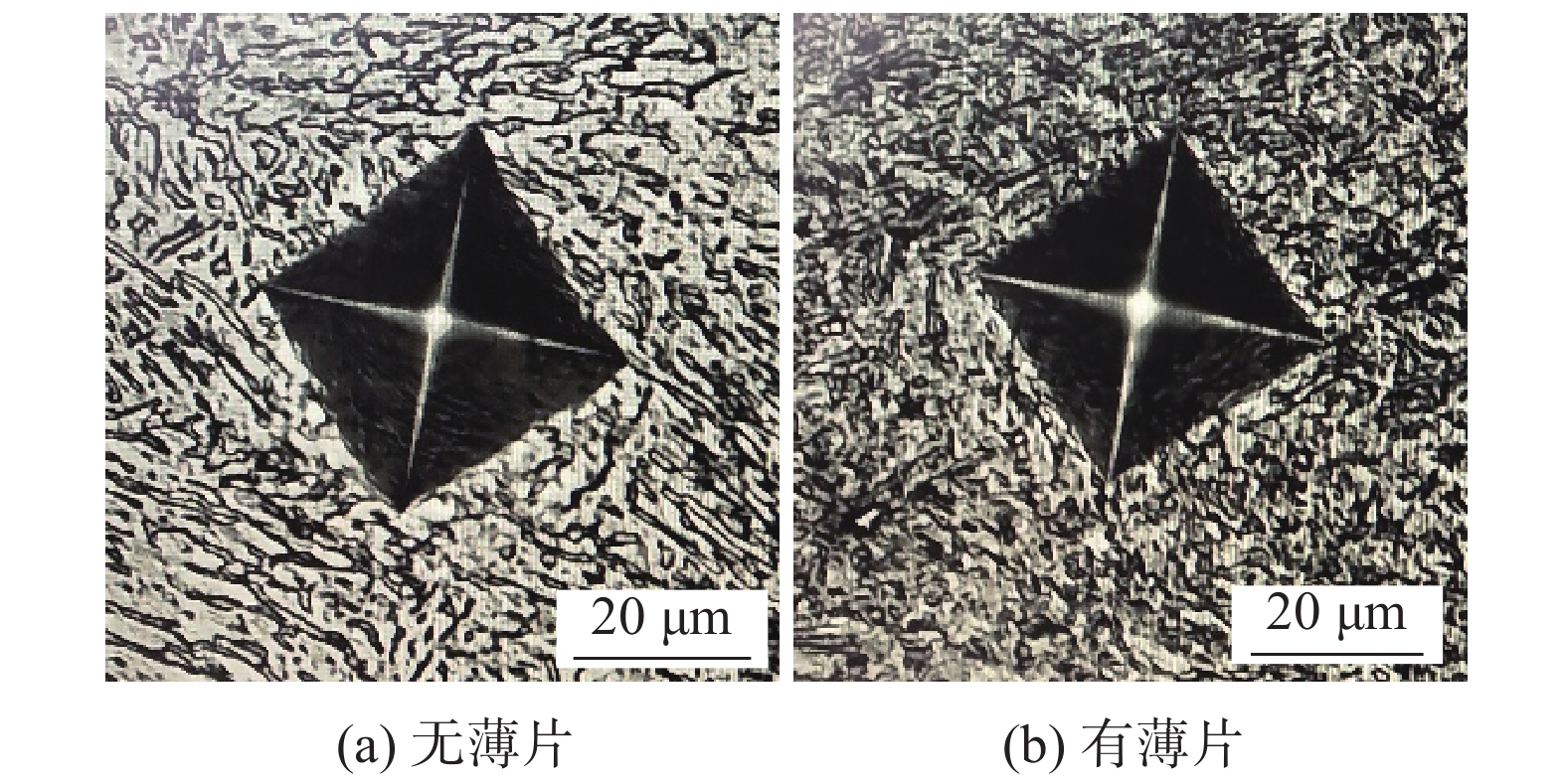
图 8 焊缝(热处理前)中马氏体的显微硬度
Figure 8. Microhardness of martensite in fusion zone (before heat treatment). (a) without foil; (b) with foil
![]()
图 10 宏观断口与拉伸曲线
Figure 10. Macro fracture and tensile curves. (a) before heat treatment; (b) after heat treatment
![]()
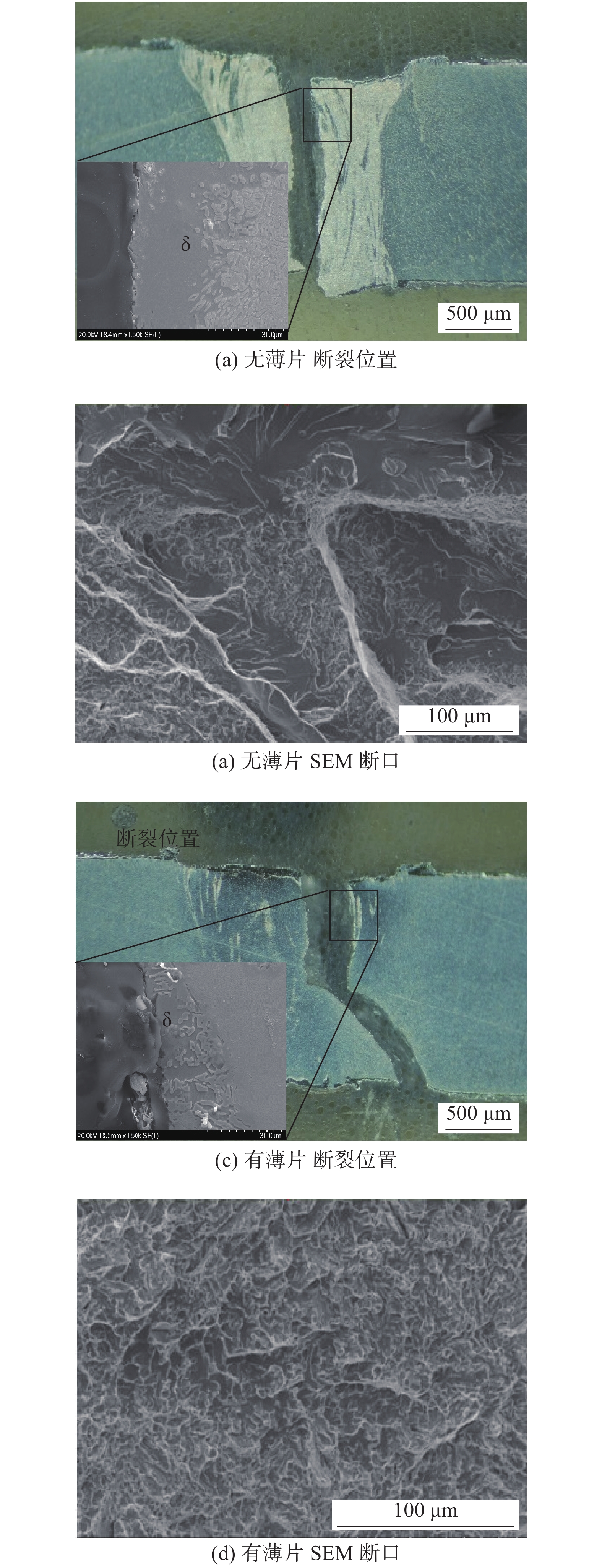
图 11 断裂位置与SEM断口
Figure 11. Fracture location and SEM fracture. (a) without foil fracture location; (b) without foil SEM fracture; (c) with foil fracture location; (d) with foil SEM fracture
表 1 母材与薄片的化学成分(质量分数,%)
Table 1 Chemical compositions of base metal and foil
材料 C Si Mn Al Ti B Cr Cu 母材 0.22 0.25 1.1 0.04 0.04 0.0025 0.18 — 薄片 0.46 0.21 0.52 — — — 0.04 0.02  下载: 导出CSV
下载: 导出CSV
表 2 焊缝铝含量与δ铁素体含量统计结果
Table 2 Statistical results of Al content and δ ferrite fraction of fusion zone
状态 相 Al含量(质量分数,%) δ铁素体(体积分数,%) 无薄片 δ 3.4 17.3 LM 1.4 有薄片 δ 2.6 4.5 LM 1.4
下载: 导出CSV
-
[1] Karbasian H, Tekkaya A E. A review on hot stamping[J]. Journal of Materials Processing Technology, 2010, 210(15): 2103 − 2118. doi: 10.1016/j.jmatprotec.2010.07.019
[2] Fan D W, Cooman B C D. State-of-the-knowledge on coating systems for hot stamped parts[J]. Steel Research International, 2012, 83(5): 412 − 433. doi: 10.1002/srin.201100292
[3] Ehling W, Cretteur L, Pic A. Development of a laser decoating process for fully functional Al-Si coated press hardened steel laser welded blank solutions [C]//Munich, Germany: 5th International WLT-Conference on Lasers in Manufacturing.
[4] Wang X N, Yi G, Sun Q, et al. Study on δ-ferrite evolution and properties of laser fusion zone during post-weld heat treatment on Al-Si coated press-hardened steel[J]. Journal of Materials Research and Technology, 2020, 9(3): 5712 − 5722. doi: 10.1016/j.jmrt.2020.03.096
[5] Vierstraete R, Ehling W, Pinard F, et al. Laser ablation for hardening laser weloed steel blanks.[J]. Industrial Laser Solutions, 2010(2): 6 − 11.
[6] Kang M, Kim C, Bae S M. Laser tailor-welded blanks for hot-press-forming steel with arc pretreatment[J]. International Journal of Automotive Technology, 2015, 16(2): 279 − 283. doi: 10.1007/s12239-015-0029-y
[7] Lin W H, Li F, Hua X M, et al. Effect of filler wire on laser welded blanks of Al-Si-coated 22MnB5 steel[J]. Journal of Materials Processing Technology, 2018, 259: 195 − 205. doi: 10.1016/j.jmatprotec.2018.04.041
[8] Chen X, Wang X, Sun Q, et al. Improving the mechanical properties of PHS laser welded joints by adding Ni foil to suppress δ-ferrite[J]. Journal of Materials Research and Technology, 2020, 9(3): 5184 − 5193. doi: 10.1016/j.jmrt.2020.03.035
[9] Khan M S, Razmpoosh M H, Macwan A, et al. Optimizing Weld Morphology and Mechanical Properties of Laser Welded Al-Si Coated 22MnB5 by Surface Application of Colloidal Graphite[J]. Journal of Materials Processing Technology, 2021, 293: 117093. doi: 10.1016/j.jmatprotec.2021.117093
[10] 陈靖雨, 王晓南, 吕凡等. 激光束摆动焊接低碳钢焊接接头的组织和力学性能[J]. 中国激光, 2020, 47(3): 143 − 150. Chen Jingyu, Wang Xiaonan, Lü Fan, et al. Microstructure and Mechanical Properties of Weled Joints of Low Carbon Steels Welded by Laser Beam Oscillating Welding[J]. Chinese Journal of Lasers, 2020, 47(3): 143 − 150.
[11] Sun Qian, Di Hongshuang, Wang Xiaonan, et al. Suppression of δ-ferrite formation on Al-Si coated press-hardened steel during laser welding[J]. Materials Letters, 2019, 245: 106 − 109. doi: 10.1016/j.matlet.2019.02.111
[12] Wang X N, Chen X M, Sun Q, et al. Formation mechanism of δ-ferrite and metallurgy reaction in molten pool during press-hardened steel laser welding[J]. Materials Letters, 2017, 206: 143 − 145. doi: 10.1016/j.matlet.2017.07.008
[13] Valeria L de la Concepción, Hernán N Lorusso, Hernán G Svoboda, et al. Effect of carbon content on microstructure and mechanical properties of dual phase steels[J]. Procedia Materials Science, 2015, 8: 1047 − 1056. doi: 10.1016/j.mspro.2015.04.167
[14] 张泽成, 赵成志, 张贺新等. 不同铝质量分数耐热钢的显微组织及冲击性能[J]. 钢铁, 2015(6): 69 − 74. doi: 10.13228/j.boyuan.issn0449-749x.20140571 Zhang Zecheng, Zhao Chengzhi, Zhang Hexin, et al. Effect of aluminum contents on δ-ferrite content and impact properties of heat resistant steel[J]. Iron and Steel, 2015(6): 69 − 74. doi: 10.13228/j.boyuan.issn0449-749x.20140571
[15] 陈夏明, 王晓南, 孙茜等. Al-Si镀层22MnB5钢激光焊接接头组织和性能的影响[J]. 机械工程学报, 2018, 54(6): 162 − 167. doi: 10.3901/JME.2018.06.162 Chen Xiaming, Wang Xiaonan, Sun Qian, et al. Effect of Al-Si Coating on Microstructure and properties of 22MnB5 Steel Laser Welded Joint[J]. Journal of Mechanical Engineering, 2018, 54(6): 162 − 167. doi: 10.3901/JME.2018.06.162
-
期刊类型引用(10)
1. 郭宁,朱亮,张爱华,周辉,刘振民,孙鹏. 送进式焊剂片约束电弧超窄间隙焊接工艺参数匹配. 电焊机. 2024(03): 60-66 .  百度学术
百度学术
2. 汤国玺,朱亮,张爱华,周辉,郭宁,周毅. 超窄间隙焊接中送进焊剂片与电弧相互作用机制分析. 焊接学报. 2023(03): 54-60+132 . 本站查看
3. 冯延鹏,张爱华,梁婷婷,马强杰,马晶,王平. 基于改进SSA优化SVM的超窄间隙焊接质量评估. 电子测量与仪器学报. 2023(06): 195-205 . 百度学术
4. 何卫隆,王平,张爱华,梁婷婷,马强杰. 基于目标检测的焊接电弧形态在线定量检测. 浙江大学学报(工学版). 2023(09): 1903-1914 . 百度学术
5. 姚仁,朱亮,陈欢,张爱华,李增罡. 送进式焊剂片约束电弧超窄间隙焊方法. 焊接技术. 2021(11): 24-27 . 百度学术
6. 朱亮,李潇,张爱华,刘强,王秀菊. 槽型钢轨与辙叉的超窄间隙焊接. 焊接. 2020(02): 1-4+9+65 . 百度学术
7. 董敏,朱亮,韩潇橦,张爱华,蒋小霞. 焊剂带约束电弧超窄间隙横焊焊缝成形. 电焊机. 2020(08): 57-61+139 . 百度学术
8. 乔及森,芮正雷,王磊,陈振文. 基于组合热源模型焊剂片约束电弧焊T形接头温度场及应力场计算与试验研究. 材料导报. 2020(22): 22142-22147 . 百度学术
9. 陈振文,乔及森,王磊,芮正雷,朱亮. 焊剂片约束电弧焊三明治板T形接头的组织与性能. 焊接. 2019(09): 5-9+65 . 百度学术
10. 陈振文,王磊,芮正雷,乔及森. 高强钢三明治板T形接头焊剂片约束电弧焊电弧行为. 焊接学报. 2019(12): 83-90+164-165 . 本站查看
其他类型引用(10)




计量
- 文章访问数: 220
- HTML全文浏览量: 20
- PDF下载量: 37
- 被引次数: 20
