
Large diameter hollow stud welding process based on longitudinal magnetic field control
-
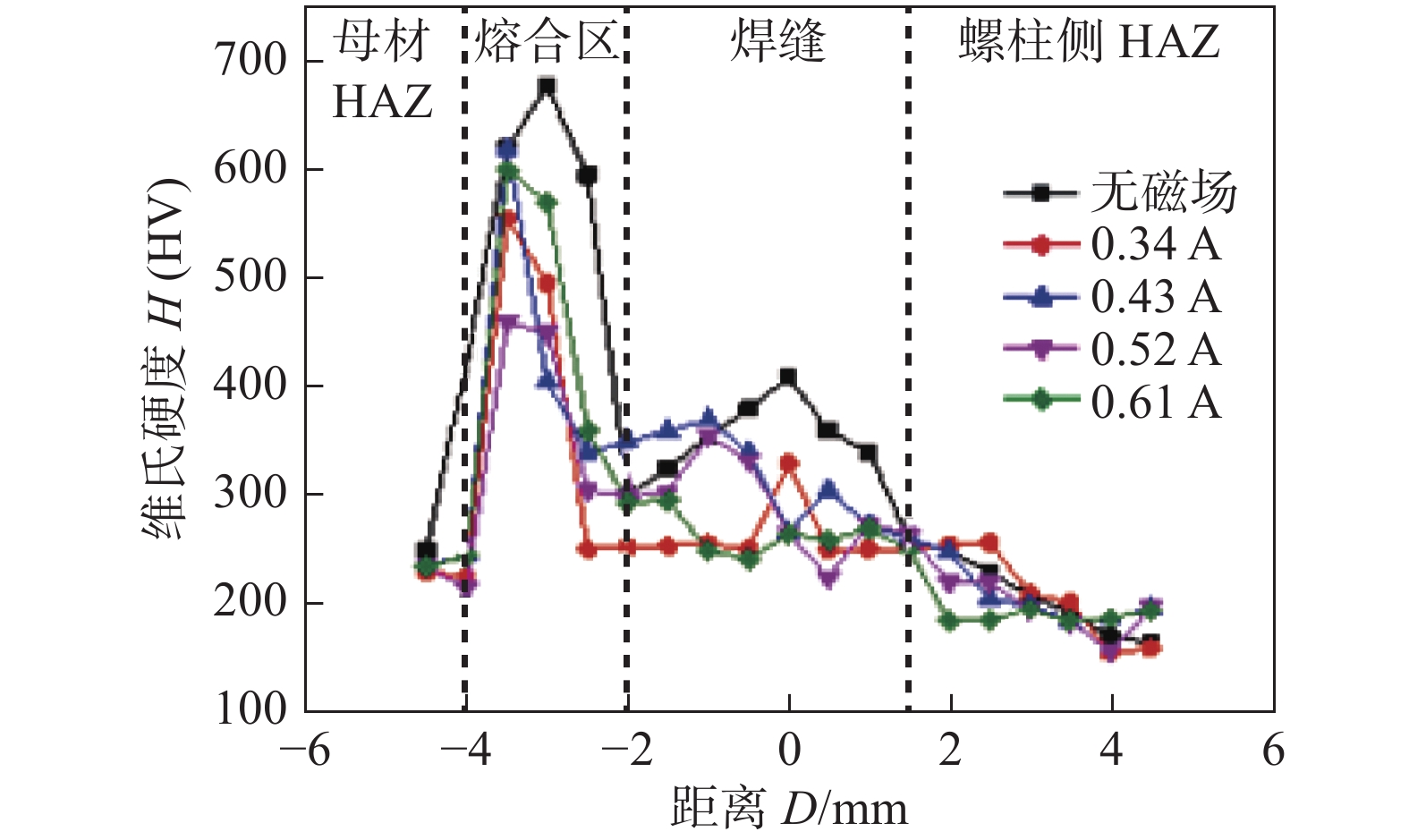
摘要: 采用电弧螺柱焊方法对外径20 mm、内径10 mm的空心螺柱与45钢板材进行焊接,研究了旋弧磁场对接头显微组织特征及力学性能的影响. 结果表明,在纵向旋弧磁场作用下,电弧中电荷受洛伦兹力作用呈螺旋运动,接头外观成形得到改善. 受磁场控制的电弧持续搅拌熔池,改善了焊接热循环条件,影响了熔池凝固结晶过程. 接头中先共析铁素体呈有规律的网状分布,珠光体也变得细化. 接头温度梯度减小使得固态相变时间增长,母材侧热影响区马氏体数量显著下降,热影响区宽度变小. 但旋弧磁场电流过大时焊接过程飞溅倾向明显增大,焊缝中气孔增多. 在焊接时间1 400 ms、焊接电流800 A、旋弧磁场电流0.43 A时,电弧在空心螺柱端面充分燃烧,接头抗剪强度可达到325 MPa.Abstract: The arc stud welding method was used to weld 45 steel plate and hollow stud with outer diameter of 20 mm and inner diameter of 10 mm. Effects of the rotating arc magnetic field on microstructure and mechanical properties were studied. The results show that with the longitudinal rotating arc magnetic field, the charge in the arc moved spirally under the action of Lorentz force, which extended outward to some extent and the appearance of the joint was improved. The thermal cycle condition of joint was improved thanks to the continuous stirring of molten pool by controlled arc, and the solidification and crystallization of molten pool was affected. The proeutectoid ferrite showed a regular network distribution and the pearlite became fine. For the decrease of joint temperature gradient, the solid-state phase transition time increased, the martensite content in the heat affected zone of the parent metal of 45 steel side decreased significantly and the width of HAZ became smaller. When the rotating arc magnetic field current was too large, the spatter tendency increased obviously as well as the porosity in the weld increased. When the welding time of 1 400 ms, the welding current of 800 A and the rotating arc current of 0.43 A, the arc was fully burned at the full end face of the hollow stud, the shear strength of joints can reach 325 MPa.
-
Keywords:
- arc stud welding /
- hollow stud /
- magnetic field /
- arc
-
0. 序言
高熵非晶合金(high-entropy amorphous alloy, HEAAs)是于高熵合金之后被发现的一种集合高熵合金(high-entropy alloy, HEA)和非晶合金优点的新型合金体系[1],它将高熵效应和非晶结构相结合,在成分上表现出多主元化特征,在结构上具有长程无序而短程有序的特征,而且其微观结构呈现出非晶态[2],这使得高熵非晶合金具有显著优于常规金属的耐腐蚀性、机械性能和热稳定性等[3-5],因此在磁学[6]和生物医学材料等[7]许多行业中有着广阔的应用前景. 对于高熵合金中非晶相形成的解释是高熵合金的4大效应:高熵效应、缓慢扩散效应、晶格畸变效应以及“鸡尾酒”效应. 这些效应不仅使得高熵合金具有出色的机械性能、耐腐蚀性以及优异的软磁性等,也使得合金中非晶相的形成更易解释.
目前,高熵合金的制备技术主要有电弧熔化和铸造[8-11]、选区激光熔化[12]、激光熔化沉积[13]、激光包覆[14-15]和机械合金化[16-17]等. 在这些方法中,电弧熔化和铸造是制备高熵合金的主要技术途径,但制备出的高熵合金形状简单且易发生成分偏析,同时会产生不同程度的气孔和夹杂等缺陷,只适合于实验室条件[18],无法进行大批量生产,这大大增加了高熵合金的应用局限性. 而增材制造技术利用“离散-堆积”成形原理可以直接制造出组织致密且性能优异的高熵合金材料,以及结构复杂但精度较高的零部件,从而有效减少材料的浪费[19]. 不仅如此,增材制造技术还利于合金晶粒超细化[20-22].
文中总结了国内外利用增材制造技术制备高熵非晶材料的研究现状,指出了目前研究的科学难点和未来发展方向,希望能为同行完善高熵非晶材料的可控制备提供借鉴.
1. 高熵非晶材料的发展现状
1.1 高熵非晶材料体系及制备方法
自具有非晶态的高熵合金被首次成功制备之后[23],迄今为止,国内外研究者们利用浇铸法、铜模铸造法和熔体快淬法等多种方法已经成功制备出一系列高熵非晶合金,常见的高熵非晶合金体系如表1所示. 由表1可知,高熵非晶合金的临界尺寸大小不一,根据临界尺寸大小可以将其分为粉末状、块状和条带状3种. 不仅如此,传统非晶合金[24]的非晶形成能力明显大于近原子比的高熵非晶合金[23, 26-27]. 这说明高熵合金的非晶形成能力与合金体系元素种类和比例以及制备方法有关.
表 1 典型高熵非晶合金系Table 1. Typical high-entropy amorphous alloy system高熵非晶合金系 制备方法 临界尺寸d/mm Zr41.2Ti13.8Cu12.5Ni10Be22.5[24] 浇铸法 >50 Ti20Zr20Hf20Cu20Ni20[23] 铜模铸造法 1.5 Sr20Ca20Yb20Mg20Zn20[25] 铜模铸造法 4 Er20Tb20Dy20Ni20Al20[25] 铜模铸造法 2 Pd20Pt20Cu20Ni20P20[26] 熔渣包覆水淬法 10 Fe20Si20B20Al20Ni20[27] 球磨法 — Ti20Zr20Cu20Ni20Be20[28] 铜模铸造法 3 CoCrCuFeNiZr0.6[4] 熔体快淬法 — Fe25Co25Ni25(B,Si)25[29] 铜模铸造法 1.5 Er18Gd18Y20Al24Co20[30] 铜模铸造法 5 Fe25Co25Ni25Mo5P10B10[31] 熔体快淬法 1.2 (Fe1/3Co1/3Ni1/3)80(P1/2B1/2)20[32] 熔体快淬法 2 Fe46.8Mo22.7Cr13.6Co7.6C4.8B2.3Y1.2Si1.0[33] 激光熔覆 — 1.2 高熵非晶材料性能研究
高熵非晶合金具有较高的断裂强度和弹性极限. Li等人[32]成功制备了断裂强度达3000 MPa的(Fe1/3Co1/3Ni1/3)80(P1/2B1/2)20高熵大块金属玻璃,其临界尺寸最大为2 mm,塑性变形仅4%,其塑性仅次于弹性应变极限为0 ~ 2%的高熵非晶合金Zn20Ca20Sr20Yb20(Li0.55Mg0.45)20[34]. Ding等人[28]成功制备临界直径为3 mm的新型Ti20Zr20Cu20-Ni20Be20高熵块状金属玻璃,其断裂强度高达2 315 MPa,远高于传统的Zr或Ti基大块金属玻璃. 陶娟[35]对比分析了直径3 mm的Fe40Co20Ni20Si9B11,Fe30Co25Ni25Si9B11和Fe26.7Co26.7Ni26.6Si9B11 3种高熵非晶合金的抗压强度和塑性应变,结果表明三者均有良好的压缩强度和压缩塑性,其中,Fe30Co25Ni25Si9B11的断裂强度最高(1 808 MPa),而Fe40Co20Ni20Si9B11压缩塑性最好(16%). 故高熵非晶合金体系表现出的力学性能均优于常规合金.
HEAAs耐腐蚀性也引起的研究者的关注. 与常规非晶合金[36]有所区别的是,由Gao等人[25]制备的Sr20Ca20Yb20Mg20Zn20具有更优异的耐腐蚀性. Li等人[7]通过将合金元素Sr和Yb添加到原型三元Ca-Mg-Zn块状金属玻璃中,研究出一种新型块状非晶材料,即具有更好的耐腐蚀性的高熵非晶合金. Ding等人[37]测定了(Fe,Co,Ni,Cr)80B20和Fe80B20非晶态合金带在质量分数为3.5%的NaCl溶液、0.1 mol/L的H2SO4溶液和0.1 mol/L的HCl溶液中的极化曲线,如图1所示. 结果显示,具有多组元的高熵非晶合金电势更高,且其阳极电流密度更低,将合金成分改变为高熵型可以大大提高耐腐蚀性. 研究表明,镀层是一种提高材料耐腐蚀性的有效方法[38-39],基于优异的耐腐蚀性,高熵非晶材料在耐腐蚀涂层[40]方面也具有广阔的发展前景.
![]() 图 1 不同溶液中Fe80B20和(Fe,Co,Ni,Cr)80B20的极化曲线Figure 1. Polarization curves of the as-spun Fe80B20 and (Fe,Co,Ni,Cr)80B20 alloy ribbons in different solutions. (a) 3.5% NaCl; (b) 0.1 mol/L H2SO4; (c) 0.1 mol/L HCl
图 1 不同溶液中Fe80B20和(Fe,Co,Ni,Cr)80B20的极化曲线Figure 1. Polarization curves of the as-spun Fe80B20 and (Fe,Co,Ni,Cr)80B20 alloy ribbons in different solutions. (a) 3.5% NaCl; (b) 0.1 mol/L H2SO4; (c) 0.1 mol/L HCl高熵合金中表现出较高的软磁性[41],因其具有强大的拓扑和化学无序结构. 高熵非晶合金通常表现出较大的磁熵变和制冷剂容量,这开拓了其在软磁方向的应用[42],例如用于磁制冷[43-45]等. 主要原因如下[35]:一是在高磁矩的作用下,铁磁性元素可以成为高熵元素;二是HEAAs的电阻率增大引起了较大的磁熵变,本质上是由于HEA中的拓扑失真和化学随机性造成的;三是HEA本身的晶体结构不复杂,有利于其延展性的增强. Satake等人[46]制备了具有非晶态结构的铁磁Fe-Co-Ni-(B, C, Si)高熵合金,证实了HEA在室温下的饱和磁化强度约为Fe基非晶态合金的一半.Qi等人[29]利用铜模铸造法研制出Fe25Co25Ni25(B, Si)25大块金属玻璃,并分别测得两种B和Si含量不同的金属玻璃的室温磁滞回线,如图2所示,两种合金均具有优质的的软磁性,即相当高的饱和磁化强度约为0.77 ~ 0.87 T,低矫顽力约为0 ~ 1.1 A/m,这些优异性能展现了高熵块状金属玻璃工程应用的良好前景.
![]() 图 2 Fe25Co25Ni25(B, Si)25金属玻璃磁滞回线Figure 2. Hysteresis loops of Fe25Co25Ni25(B, Si)25 metallic glasses
图 2 Fe25Co25Ni25(B, Si)25金属玻璃磁滞回线Figure 2. Hysteresis loops of Fe25Co25Ni25(B, Si)25 metallic glasses优异的热稳定性也是高熵非晶合金的优异性能之一. 对于在高温下相对长期的应用,不能依靠动力学稳定,合金在使用条件下必须是热力学稳定的[47]. 根据吉布斯自由能式(1)[48]可知,高熵非晶合金的高混合熵会降低吉布斯自由能[47, 49],并且温度的升高会增强高混合熵对吉布斯自由能的降低作用[50],这较好地解释了高熵非晶合金热稳定好的原因.
$$\Delta {G_{\rm{i}}} = \Delta {H_{\rm{i}}} - T\Delta {S_{\rm{i}}}$$ (1) 式中:ΔGi为吉布斯自由能;ΔHi为混合焓;ΔSi为混合熵;T为温度.
杨铭等人[51]将高熵非晶合金同传统非晶合金的激活能值进行对比发现,前者高于后者近两倍,这说明只有温度加热到足够高时高熵非晶合金才会发生非晶态的转变过程,这也是其具有高热稳定性的内在因素. Tsai等人[52]利用扩散耦合法测量Co-Cr-Fe-Mn-Ni合金中Cr,Mn,Fe,Co和Ni的扩散参数,并将这些参数与各种常规面心立方金属中的参数进行了比较,结果如图3所示,Co-Cr-Fe-Mn-Ni合金的扩散系数比纯面心立方(fcc)金属和Fe-Cr-Ni(-Si)合金的扩散系数小,这是因为高熵非晶合金的晶格势能位点较多导致更高的归一化活化能和更低的扩散速率,从而产生迟滞扩散效应. 因此,高熵非晶合金优异的热稳定性主要来源于两方面:一是由于其自身的高熵效应降低了非晶转化过程的吉布斯自由能,导致非晶相形成的温度升高,提高了其热稳定性; 二是其迟滞扩散效应延缓了非晶基体转化为晶体相的过程,提高了非晶相在合金中的占比.
![]() 图 3 Cr,Mn,Fe,Co和Ni在不同基体中的扩散系数与温度的关系Figure 3. Temperature dependence of the diffusion coefficients for Cr, Mn, Fe, Co and Ni in different matrices
图 3 Cr,Mn,Fe,Co和Ni在不同基体中的扩散系数与温度的关系Figure 3. Temperature dependence of the diffusion coefficients for Cr, Mn, Fe, Co and Ni in different matrices2. 增材制造技术制备高熵非晶合金的研究进展
2.1 增材制造技术及其特征
增材制造是通过3D模型数据接合材料以制造对象的过程,又被称为“快速制造”或“快速成形”. 和传统的减材制造方法相比,增材制造基于逐层增量制造[53],它能够有效利用原始原料并产生最少废物,同时可以达到理想的几何精度. 大多数相关的增材制造技术通常使用粉末或金属丝作为原料,通过聚焦的热源将其选择性地熔化并在随后的冷却中固结以形成零件[54]. 增材制造技术起初仅限于快速制造多孔结构和原型,但随着技术的进步,零件的质量和密度等得到了很大的提高,并且在工具刀片以及医疗设备中得到了应用,利用增材制造技术还可以精密可靠地制造包括钢[55]和铝[56]等多种材料. 在众多可用技术中,只有少数能够生产出满足工业性应用要求的金属零件,当前工业相关性比较高的增材制造技术有:激光熔覆、选区激光熔化(selective laser melting, SLM)、选区电子束熔化以及激光金属沉积.
增材制造技术在铝合金[57]、不锈钢[58]以及高熵合金[59]等材料中均有广泛应用,其原因主要分为两点:一是增材制造技术本身的优势,该技术打破传统加工工艺成形思路,可利用金属粉末直接获得复杂实体零件的精密加工;二是增材制造技术本身对材料的强化作用,通过对微小区域的精准控制,可制造出成分均匀致密、晶粒细化的合金材料. 由于技术本身“快热快冷”的特点,使得制备的材料具有呈层状结构且为非平衡态的组织,熔池内部会形成呈各向异性的胞状结构,这种胞状结构可能形成更微观的纳米颗粒,有利于位错集结,进而提高合金的强度和延展性[60].
2.2 增材制造高熵非晶合金科学难点
尽管增材制造技术已经在高熵合金领域有了广泛的研究和应用,但仍有许多困难亟待解决. 增材制造技术对合金粉末的要求严格[61],金属粉末的外观、元素含量、球形度、粒度及其分布会直接影响粉体的流动性和工件成形,其粒度均匀性越高、球形度越好,粉末流动性越好,同时粉末中B和Si等元素有助于提高液态金属抗氧化性,改善接头成形及性能. 特别是对于高温抗氧化性差的难熔高熵合金而言,若粉末纯度不够高,引入杂质元素,则会对制粉过程、工件成形以及接头综合性能产生较大的影响. 要玉宏等人[62]研究了B元素对高熵合金AlMo0.5NbTa0.5TiZr高温抗氧化性能的影响,发现适量B元素的添加不仅提高了高熵合金的抗氧化温度,还大幅度提升了其特定温度下的抗氧化时长. 此外,高熵非晶材料中金属元素之间由于电位等的差异使得其具有物理和化学复杂性,导致粉末与基体的相互作用机制不同于传统合金,仅通过试验无法完整建立高熵非晶材料组织与性能的联系. 杨阳祎玮等人[63]对通过热-熔体-微结构耦合的非等温相场模型进行求解发现,温度梯度对晶体界面的移动以及微结构的演化有重要作用,这为进一步解释熔池流动与接头关系提供了解决思路.
合金粉末的严选是利用增材制造技术成功制备高熵非晶合金的关键,通过控制金属粉末的成形和元素选择及其配比,有助于获得综合性能优异的样件. 此外,温度的严格把控也成为改善粉末流动性的关键. 因此,在利用增材制造技术制备高熵非晶合金的过程中,需要对粉末和制备技术进行严格选择.
2.3 增材制造高熵非晶合金研究现状
利用增材制造技术制备高熵非晶材料虽然可以实现材料的致密均匀性,但目前仍处于探索阶段. 有研究表明,激光选区熔化作用过程中凝固速度较快,这有利于制造大块非晶元件,并使得合金更加容易通过增材制造技术进行玻璃成形[64-65]. Guo等人[66]利用激光选区熔化技术制备了CoCrFeMnNi高熵合金,通过多方位定量评估其可加工性发现,磨削和铣削对材料表面的显微硬度有提升作用,但同时产生了压缩残余应力. 石杰[67]利用激光选区熔化技术实现了Fe68Mo5Ni5Cr2P12.5C5B2.5铁基非晶粉末和FeCoCrNiMn高熵合金粉末的混合打印,发现复合材料的断裂强度超过1 GPa,这为获得高强度材料开辟了新思路. Jung等人[68]使用SLM技术成功制备出具有优异软磁性能的块状非晶结构. Di等人[69]利用SLM进行3D打印制备了Zr基合金材料. 图4为原粉的X射线图和DSC曲线. 由图4a可知,一些较弱的布拉格峰(对应于Al5Ni3Zr2相)叠加在宽光谱上,这表明在SLM过程中发生了部分结晶. 利用差示扫描量热法获得的试验曲线如图4b所示,低强度的峰表明结晶相的含量相对较低,通过计算得通过3D打印得到的具有高强度(>1 500 MPa)的Zr基复合材料中非晶相的含量高达83%,试验表明在熔池中形成了完全非晶结构.
![]() 图 4 原粉的X射线图和DSC曲线Figure 4. Corresponding X-ray patterns and DSC curves compared with the original powder. (a) X-ray diffraction pattern; (b) DSC curves;(c) local amplification of DSC curves
图 4 原粉的X射线图和DSC曲线Figure 4. Corresponding X-ray patterns and DSC curves compared with the original powder. (a) X-ray diffraction pattern; (b) DSC curves;(c) local amplification of DSC curves激光熔化沉积技术已被广泛用于涂层制备和难熔金属的零件修复[70],其特点是冷却速度快,这会促进高熵合金的玻璃化行为,这使得激光熔覆技术不失为一种获得高熵非晶涂层的手段. 李青宇等人[71]利用激光熔覆沉积技术制备了NbMoTaTi难熔高熵合金,其与真空电弧熔炼获得的样件相比,晶粒尺寸得到细化,成分未发生明显偏析. 黄留飞等人[72]利用激光熔化沉积制备了AlCoCrFeNi2.5高熵合金,发现其微观组织为柱状枝晶,合金抗拉强度达1 428 MPa,枝晶干处的面心立方相和间隙处的体心立方相的协同耦合提高了合金的力学性能. 通过激光熔覆FeCrCoNiSiB高熵自熔合金粉末在低碳钢上成功合成了一种新型的含有49%非晶相的复合涂层,形成的非晶层位于低碳钢的上层,导致上层的磨损率比底层的磨损率低25.9%[73]. 还研究了高熵合金中Fe/Co浓度比对粉末熔覆粉末玻璃成形能力的影响,Fe/Co浓度比约为1∶1的涂层表现出更高的非晶含量(超过66.7%)、显微硬度和高温耐磨性. 非晶相优化了磨损机理,进而提高了熔覆涂层的耐磨性[74].
3. 结束语
高熵非晶合金相关概念及其设计理念渐趋完善,并已在生物医学和软磁制冷等领域发展迅速并成功应用. 利用增材制造技术制备高熵非晶合金不仅优化了力学性能,也利于减少能源消耗,使块状金属玻璃用于医疗植入物、汽车和航空航天业的组件等. 高熵合金非常适合于制造具有各项优异性能的非晶涂层,特别是在使用激光熔覆技术时. 目前,已有多种高熵非晶材料通过激光熔覆的手段制得,例如FeCrCoNiSiB,FeCoBSiCNb和FeCoNiCrB等,然而这些非晶涂层并非完整的非晶相,其非晶组织含量最高达80%以上.因此,在未来研究中可以统筹激光熔覆、高熵合金材料和非晶材料三者的优点,制备出结构功能完备且性能优异的高熵非晶材料,同时需要进一步优化非晶组织的制备过程. 此外,还应运用热力学计算等方法,对高熵合金中非晶相的形成进行更加透彻的解释. 考虑到将来应用领域发展方向的不断变化,预计高熵非晶合金作为基础科学和工程材料的重要性将在21世纪稳步增长.
-
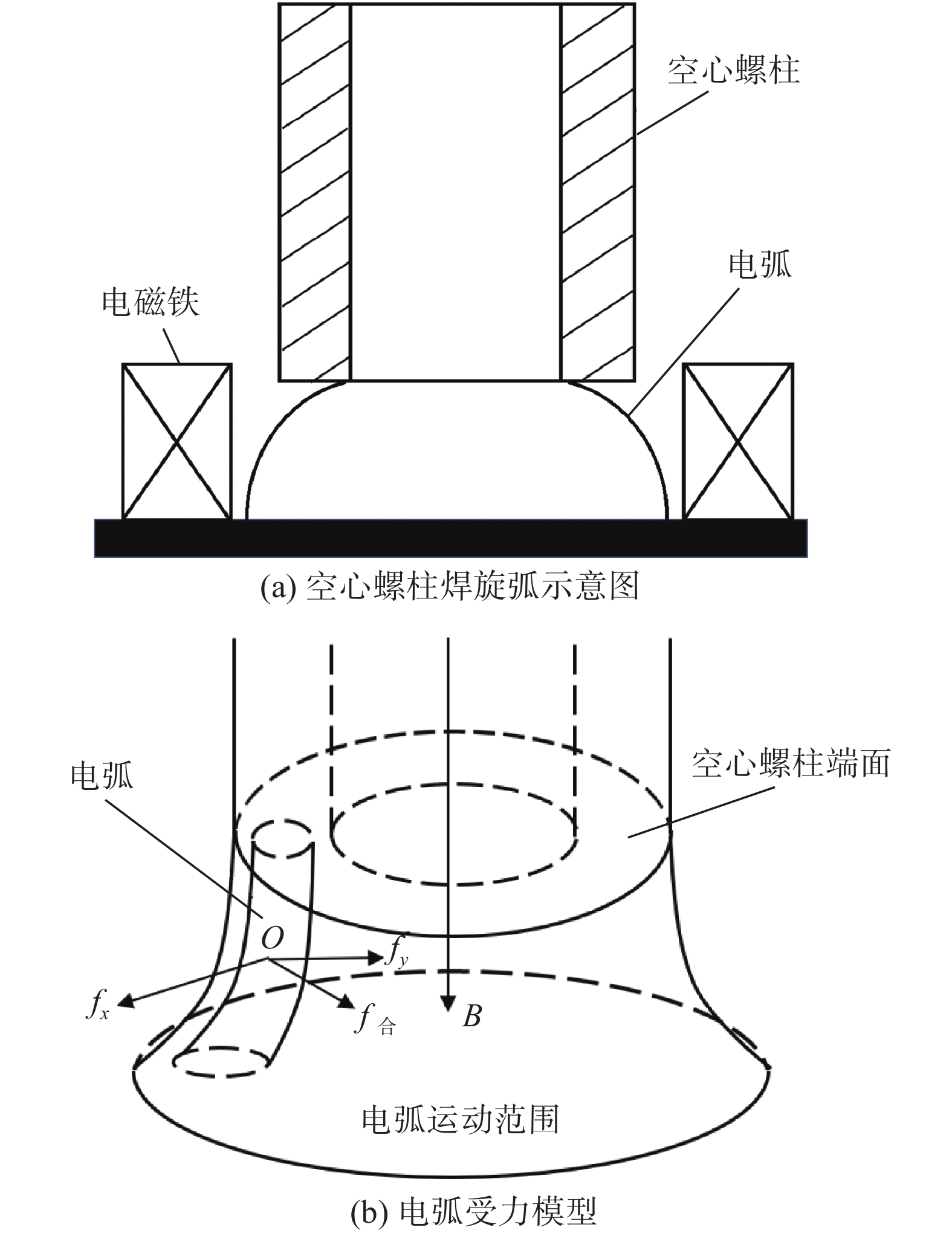
![]()
图 2 旋转电弧模型
Figure 2. Rotating arc model. (a) schematic diagram of hollow stud welding rotating arc; (b) arc force model
![]()
图 3 不同旋弧电流条件下接头的外观成形
Figure 3. Appearance form of joints at different rotating arc current. (a) 0 A; (b) 0.25 A; (c) 0.43 A; (d) 0.61 A
![]()
图 4 不同旋弧电流条件下接头宏观照片
Figure 4. Macrograph of joints with different rotating arc current. (a) 0.25 A; (b) 0.43 A
![]()
图 5 旋弧磁场对空心螺柱焊接头组织的影响
Figure 5. Effects of rotating arc magnetic field on the microstructure of hollow stud welded joints. (a) non-magnetic field stud welding seam; (b) weld microstructure of rotating arc stud welding; (c) non-magnetic field stud welding fusion line; (d) rotating arc stud welding fusion line
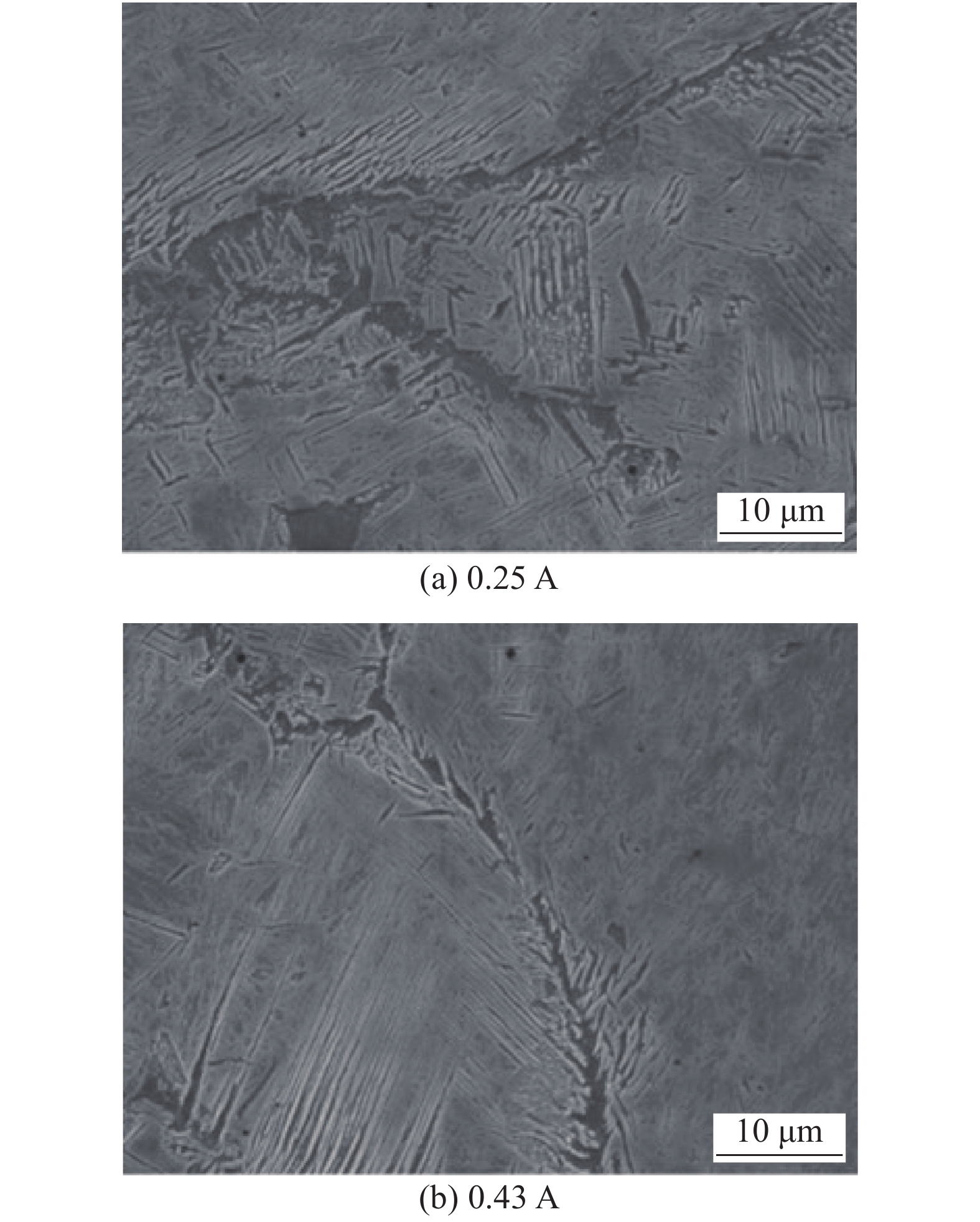
![]()
图 6 不同旋弧电流下接头中树枝晶SEM照片
Figure 6. SEM micrographs of joint dendrites at different rotating arc current. (a) 0. 25 A; (b) 0. 43 A
![]()
图 7 不同旋弧电流下接头过渡区域SEM照片
Figure 7. SEM micrographs of transition region of joint at different rotating arc currents. (a) 0.43 A; (b) 0.61 A
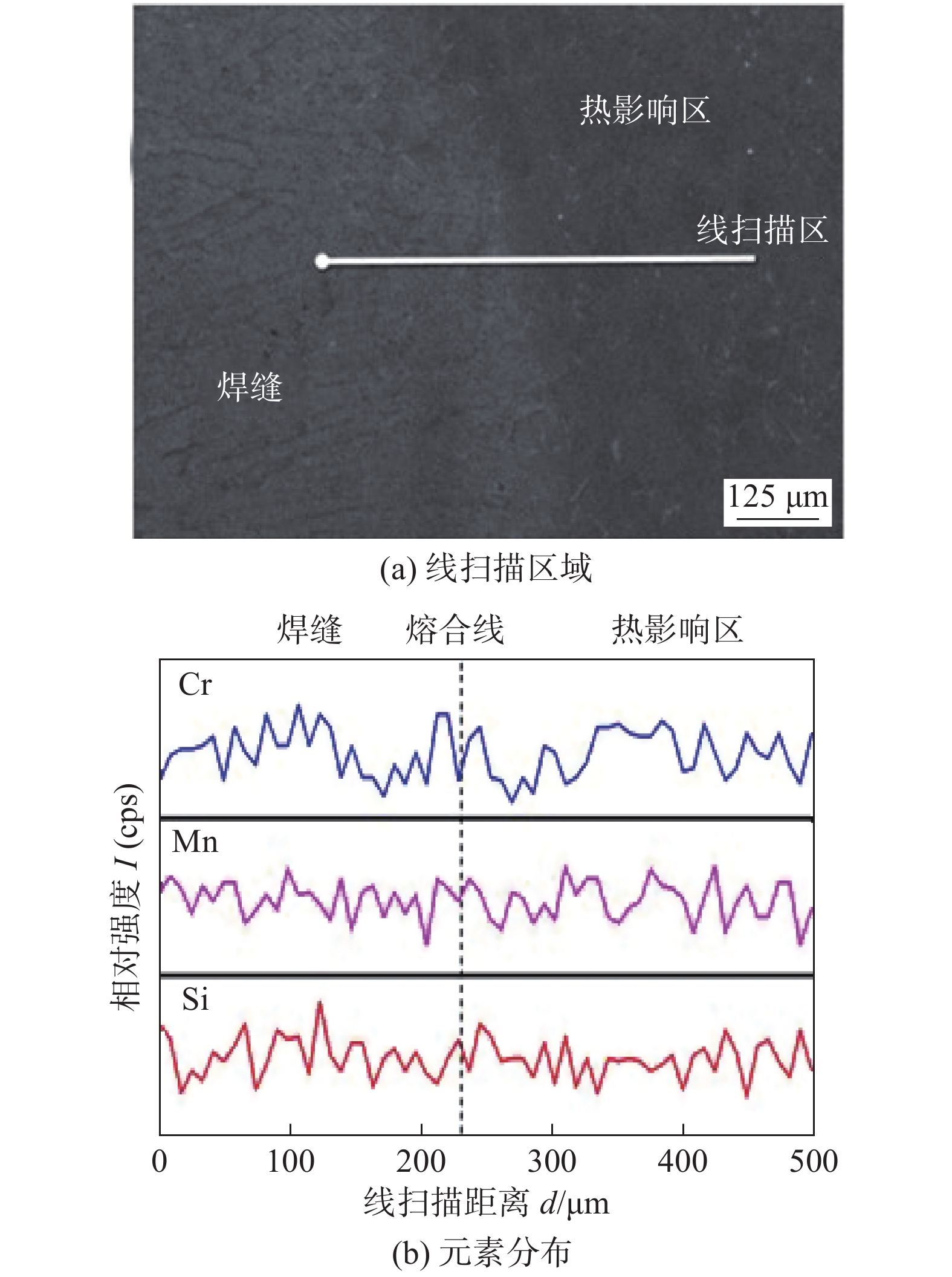
![]()
图 8 接头线扫描区的元素分布
Figure 8. Element distribution at the line scanning area of joint. (a) line scanning area; (b) element distribution
![]()
图 9 空心螺柱焊接头的剪切试验结果
Figure 9. Shear strength test of hollow stud welded joints. (a) shear strength curve of welded joint; (b) SEM of fracture surface
表 1 45钢的化学成分(质量分数,%)
Table 1 Chemical compositions of 45 steel
C Si Mn Cr+Ni+Cu P S Fe 0.42~0.50 0.17~0.37 0.5~0.8 0.7 0.035 0.035 余量  下载: 导出CSV
下载: 导出CSV
表 2 焊接工艺参数及接头抗剪强度
Table 2 Welding process parameters and shear strength of joints
编号 焊接电流
I/A焊接时间
t/ms旋弧电流
I/A抗剪强度
Rτ/MPa1 800 1 400 0 278 2 800 1 400 0.25 302 3 800 1 400 0.43 325 4 800 1 400 0.61 310
下载: 导出CSV
-
[1] Harada Y, Sada Y, Kumai S. Dissimilar joining of AA2024 aluminum studs and AZ80 magnesium plates by high-speed solid-state welding[J]. Journal of Materials Processing Technology, 2014, 214(2): 477 − 484. doi: 10.1016/j.jmatprotec.2013.10.005
[2] 王克鸿, 张德库, 薛鹏飞, 等 . 复合热源螺柱焊方法[J]. 焊接学报, 2008, 29(11): 45 − 48. doi: 10.3321/j.issn:0253-360X.2008.11.012 Wang Kehong, Zhang Deku, Xue Pengfei, et al. Compound heat source stud welding method[J]. Transactions of the China Welding Institution, 2008, 29(11): 45 − 48. doi: 10.3321/j.issn:0253-360X.2008.11.012
[3] 顾艳红, 马慧娟, 高辉, 等. 16Mn钢摩擦螺柱焊接头的微观组织与局部腐蚀[J]. 上海交通大学学报, 2017, 51(11): 1348 − 1354. Gu Yanhong, Ma Huijuan, Gao Hui, et al. Microstructure and local corrosion behavior of friction stud welding of 16Mn steel[J]. Journal of Shanghai Jiaotong University, 2017, 51(11): 1348 − 1354.
[4] 高辉, 焦向东, 周灿丰, 等. 基于Abaqus的水下摩擦螺柱焊焊接过程仿真[J]. 焊接学报, 2014, 35(12): 50 − 54. Gao Hui, Jiao Xiangdong, Zhou Canfeng, et al. Simulation of underwater friction stud welding process based on Abaqus[J]. Transactions of the China Welding Institution, 2014, 35(12): 50 − 54.
[5] 王克鸿, 张德库, 郑石雄, 等. 空心螺柱旋弧焊接方法[J]. 焊接学报, 2008, 29(12): 101 − 103. doi: 10.3321/j.issn:0253-360X.2008.12.026 Wang Kehong, Zhang Deku, Zheng Shixiong, et al. Rotating arc welding method of hollow stud[J]. Transactions of the China Welding Institution, 2008, 29(12): 101 − 103. doi: 10.3321/j.issn:0253-360X.2008.12.026
[6] 艾星宇. 纵向磁场与活性剂联合下镁合金焊接接头组织性能的研究[D]. 沈阳: 沈阳工业大学, 2017. Ai Xingyu. Study on microstructure property of magnesium alloy welded joint under the longitudinal magnetic field associated with active agents[D]. Shenyang: Shenyang University of Technology, 2017.
[7] Kamikawa S, Ishii I, Takezawa K, et al. Elastic softening due to the quadrupole interaction and anomalous magnetic phase diagram under the magnetic field in HoRu2Al10[J]. Physical Review B, 2017, 96(15): 155131. doi: 10.1103/PhysRevB.96.155131
[8] Zhang Xun, Zhao Zeyang, Mi Gaoyang, et al. Effect of external longitudinal magnetic field on arc plasma characteristics and droplet transfer during laser-MIG hybrid welding[J]. International Journal of Advanced Manufacturing Technology, 2017, 92(5-8): 2185 − 2195. doi: 10.1007/s00170-017-0293-2
[9] 姚猛. 空心螺柱焊接工程化质量控制研究[D]. 南京: 南京理工大学, 2018. Yao Meng. Study on quality control of hollow stud welding engineering[D]. Nanjing: Nanjing University of Science and Technology, 2018.
[10] Egry I, Ricci E, Novakovic R, et al. Surface tension of liquid metals and alloys recent developments[J]. Advances in Colloid & Interface Science, 2010, 159(2): 198 − 212.
[11] 孙莉, 张腾, 刘晨曦, 等. 单组分活性剂对二氧化碳气体保护焊熔池形态的影响[J]. 天津科技, 2017, 44(6): 29 − 34. doi: 10.3969/j.issn.1006-8945.2017.06.010 Sun Li, Zhang Teng, Liu Chenxi, et al. Effect of single component active flux on weld pool for carbon dioxide welding[J]. Tianjin Science and Technology, 2017, 44(6): 29 − 34. doi: 10.3969/j.issn.1006-8945.2017.06.010
[12] 陈荣. 磁场辅助激光_MIG复合焊接对316L焊缝组织与性能影响的研究[D]. 武汉: 华中科技大学, 2018. Chen Rong. Research on influence of microstructure and properties of 316L welds via magnetic field assisted laser-MIG hybrid welding[D]. Wuhan: Huazhong University of Science and Technology, 2018.
[13] Kohout J. An alternative to the JMAK equation for a better description of phase transformation kinetics[J]. Journal of Materials Science, 2008, 43(4): 1334 − 1339. doi: 10.1007/s10853-007-2255-9
-
期刊类型引用(1)
1. 陈鹏,邢军,孙黎君. 基于正则化SVD算法的660MW机组煤粉加热炉炉膛三维温度场重建. 工业加热. 2024(05): 58-63 .  百度学术
百度学术
其他类型引用(2)











计量
- 文章访问数: 251
- HTML全文浏览量: 51
- PDF下载量: 23
- 被引次数: 3
