
Effect of liquid phase separation on microstructure and properties of T2 copper/316L stainless steel joint
-
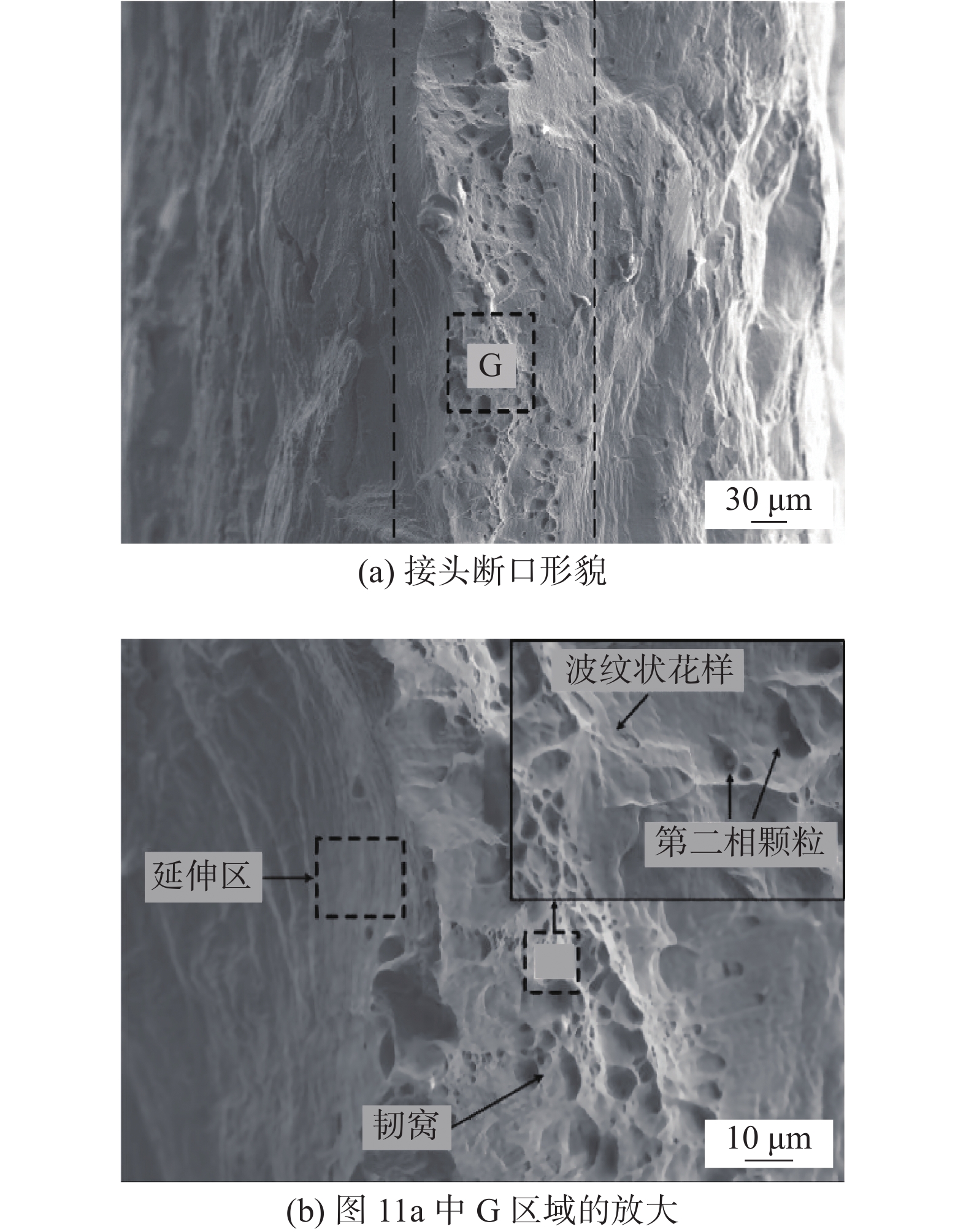
摘要: 采用钨极氩弧焊填充纯铜焊丝进行T2紫铜/316L不锈钢异种金属焊接工艺试验,分析了接头微观组织的形成机制. 结果表明,使用纯铜焊丝时,铁-铜液相分离对铜/钢焊缝组织的形成起主导作用. 以铜为基体的焊缝中分布着大量由铁-铜初次液相分离形成的富铁球,在其内部还分布有标志着铁-铜二次液相分离的富铜相. 富铁球内的析出相在表面能梯度和密度差的作用下,向富铁球中心呈球状聚集. 由于成分和所处区域的冷却速率不同,富铁球呈现不同的形貌. 基于熔池边界凝固理论,分析了接头铜/钢界面未混溶区宏观偏析机制. 填丝焊时,熔池边缘形成非等温边界. 纯铜焊丝制备接头铜/钢界面处液态钢母材的温度高于熔池主体,导致岛状和半未混溶区的形成. 接头的铜侧存在由粗大晶粒和正常尺寸晶粒组成的软化区,拉伸试样均断裂于此,抗拉强度达到铜母材的81.7%.Abstract: Dissimilar T2 copper/316L stainless steel joints without defects were prepared by gas tungsten arc welding with Cu filler wire. Microstructure evolution and mechanical properties the joints were investigated. When Cu filler wire was used, the microstructure of copper/steel weld was largely affected by liquid phase separation between iron and copper. Fe-rich spherulites produced by primary liquid phase separation distributed in Cu-based weld. Inside the Fe-rich spherulites, minority Cu-rich spheres formed by secondary liquid phase separation. During solidification, the internal precipitated phases migrated to the center of Fe-rich spherulites due to the interface energy gradient and density difference. The Fe-rich spherulites presented different morphologies because of the differences in composition and cooling rate. The macro-segregation mechanism of melted unmixed zone near fusion boundary was studied based on solidification theory of fusion-boundary. When copper filler wire was used, non-isothermal pool boundary formed at fusion boundaries. The liquidus temperature of bulk weld pool is lower than that of steel base metal in joint. Resultantly, a bulk molten pool cooler than the melted 316L base metal formed near the solidification front. Subsequently, the melted unmixed BM was carried into the cooler molten pool by the convection and agitation, and solidified quickly into a peninsula and island shape before it fully mixed with the bulk weld pool. A softened zone existed in the copper sheet, which consisted of zones with different grain sizes. All tensile specimens fractured at HAZ on the copper side with a ductile fracture mode, and the maximum strength reached 81.7% that of Cu base metal.
-
0. 序 言
Ti600合金名义成分为Ti-6Al-2.8Sn-4Zr-0.5Mo-0.4Si-0.1Y (质量分数,%),具有高温强度高、抗蠕变性能好、疲劳性能优异等特点,可服役于600 ℃无强度损失,是一种性能优异的轻质高温合金,可应用于航空航天领域[1]. 但是钛合金由于自身抗氧化性能差限制了其广泛应用. Ni-25%Si (原子分数,%)合金具有优异的抗氧化性和高温强度,可工作于700 ℃[2]. 如果实现Ti600和Ni-25%Si合金的连接便可最大程度发挥二者的优势.
由Ni-Ti-Si三元相图[3]可知,Ni-Ti-Si三元体系可生成20种脆性金属间化合物,导致Ti600和Ni-25%Si合金焊接性差,焊后开裂风险高. Yue等人[4]和Liu等人[5]的研究表明,对于化学性质差异大的异种金属,钎焊和扩散焊是有效的连接方法. 其中相比于扩散焊,钎焊成本低、操作简单[6]、冶金调控性好[7],是最有可能实现Ti600和Ni-25%Si合金高强连接的方法之一. 目前已有国内外学者对涉及Ni-Ti-Si三元体系的钎焊过程进行了研究. 如Yang等人[8]对SiC和TiAl的钎焊连接研究表明,采用Ti-Ni钎料焊接时可避免硅化物的产生,可将Ni-Ti-Si三元反应体系降维为Ti-Ni二元体系. 但Li等人[9]对SiC,Ni,Ti钎焊体系的研究结果表明硅化物的产生不可避免. 上述研究说明钎焊的试验条件对Ni-Ti-Si三元反应体系具有重要影响. 所以,为了探索Ti600、Ti-Zr-Ni-Cu钎料、Ni-25%Si合金组成的钎焊体系的反应特征,前期对Ti600/Ti-Zr-Ni-Cu/Ni-25%Si钎焊接头的典型组织进行了分析并阐明了典型界面层及反应产物的形成机理[10]. 但是钎焊温度对Ti600和Ni-25%Si合金界面结构及接头力学性能的影响规律还未见详细报道,仍需进一步研究.
为了揭示钎焊温度对Ti600和Ni-25%Si合金界面结构及接头力学性能的影响规律,采用透射电镜、扫描电镜、抗剪强度测试等分析测试手段研究不同钎焊温度下的界面演化规律及接头抗剪性能响应,建立钎焊温度、界面结构、力学性能的关系模型. 同时,对接头断口形貌进行分析,研究不同钎焊温度下所得接头的失效行为,阐明接头的断裂机制.
1. 试验方法
试验材料Ni-25%Si合金为镍基固溶体片层、Ni3Si片层、Ni31Si12片层周期性排列组成的全片层材料,这种结构能够有效增强Ni-25%Si合金的强度和韧性,其典型组织如图1所示. 首先将Ni-25%Si合金和Ti600合金通过线切割分别切成 5 mm × 5 mm × 5 mm和10 mm × 20 mm × 2 mm块状试样. 非晶钎料Ti-Zr-Ni-Cu成分为Ti-38.65Zr-10.1Ni-15.7 Cu,厚度为50 μm,熔化区间为750 ~ 1 010 ℃. 焊前分别对两种母材进行打磨、清洗,并按照图2中顺序装配放入真空室中. 为了探明连接温度对合金接头组织性能的影响,分别选择900,920,940,960和980 ℃进行钎焊试验,保温时间10 min.
![]() 图 1 全片层Ni-25%Si合金微观组织Figure 1. Typical morphology of the full lamella Ni-25%Si alloys
图 1 全片层Ni-25%Si合金微观组织Figure 1. Typical morphology of the full lamella Ni-25%Si alloys焊接完成后,采用线切割切取金相试样,随后采用扫描电镜(SEM, Quanta 200FEG)分析不同工艺参数下钎焊接头的界面结构特征及断口特征. 通过能谱分析(EDS, Genesis Apollo X/XL)确定界面各物相的成分,并结合断口的X-射线衍射结果(XRD, D8 ADVANCE)分析物相种类. 通过透射电镜(TEM, Talos F200x)精确分析界面尺寸较小的反应层,透射电镜试样由聚焦离子束(FIB)制备. 通过万能测试机(Instron 5967)分析钎焊接头的抗剪强度,评价接头的焊接质量.
2. 分析与讨论
2.1 组织分析
图3为典型的Ti600/Ni-25%Si接头界面形貌. 钎焊接头可划分为6个区域,记作I,II,III,IV,V和VI,其中VI区为IV和V区间的的薄层,如图3d所示. 由表1的EDS分析结果可知,接头两侧为扩散反应层,为α-Ti+β-Ti和Ni31Si12相;接头内部的基体为Ti2Ni相;靠近Ti600母材的区域还存在Ti3Al、(Ti, Zr)2(Ni, Cu)和(Ti, Zr)2Si等金属间化合物;靠近Ni-25%Si侧的基体上只含有Ti5Si3一种金属间化合物;另外,接头内部还检测到微量的α-Ti+β-Ti. 由于VI区域较小,能谱无法精确分析其内部. 因此选择透射电子显微镜对该区域进行分析. 图4为VI区的TEM图片和其内部各相的选区电子衍射花样. 由图4可知,VI区近IV区侧由TiNi相和弥散分布的Ti5Si3相组成,靠近V区的一侧为Ti3Ni和Ti6Ni16Si7反应层. 笔者前期重点对上述各物相的形成机制进行了研究[10],在此不再赘述.
![]() 图 3 钎焊接头(940 ℃/10 min)界面组织结构及区域放大形貌Figure 3. Interface structure of brazed joint (940 ℃/10 min) and area enlargement images. (a) interface structure of the joint brazed at 940 ℃ for 10 min; (b) zone I and II; (c) zone III; (d) zone IV, V and VI表 1 接头内部各点EDS分析结果及可能相(原子分数,%)Table 1. Chemical composition and possible phase of each spot in the joint
图 3 钎焊接头(940 ℃/10 min)界面组织结构及区域放大形貌Figure 3. Interface structure of brazed joint (940 ℃/10 min) and area enlargement images. (a) interface structure of the joint brazed at 940 ℃ for 10 min; (b) zone I and II; (c) zone III; (d) zone IV, V and VI表 1 接头内部各点EDS分析结果及可能相(原子分数,%)Table 1. Chemical composition and possible phase of each spot in the joint点 Al Si Zr Sn Ti Ni Cu 可能相 A 11.00 1.58 1.84 1.57 76.38 6.55 1.07 α-Ti+β-Ti B 15.21 1.35 0.99 8.53 71.87 1.42 0.63 Ti3Al C 5.06 0.70 2.52 0.22 56.65 31.46 3.39 Ti2Ni D 6.71 1.08 7.58 0.72 55.84 18.11 9.96 (Ti,Zr)2(Cu,Ni) E 9.74 0.69 2.75 1.48 72.91 6.49 5.94 α-Ti+β-Ti F 2.26 29.41 27.79 1.89 30.10 5.73 2.82 (Ti,Zr)2Si G 14.45 1.34 1.44 1.48 73.37 4.19 3.73 α-Ti+β-Ti H 1.64 34.99 3.09 0.33 56.98 2.41 0.55 Ti5Si3 I 0.63 27.16 0.07 0.29 0.31 69.68 1.85 Ti31Si12 J 10.98 2.06 1.85 1.95 72.51 4.88 5.78 α-Ti+β-Ti ![]() 图 4 透射电子显微镜明场像及各部分选区电子衍射分析Figure 4. TEM and SAED images. (a) zone IV and VI; (b) zone VI and V
图 4 透射电子显微镜明场像及各部分选区电子衍射分析Figure 4. TEM and SAED images. (a) zone IV and VI; (b) zone VI and V图5为不同连接温度下获得的接头界面组织形貌图. 可以看出接头尺寸随着钎焊温度的改变发生了明显的变化. 钎焊温度为900 ℃时接头尺寸仅为70 μm,而钎焊温度上升至980 ℃时接头尺寸增加到约450 μm,说明钎焊过程中温度上升能够促进母材与钎料相互作用,有助于母材向接头溶解和扩散. 同时,钎焊温度的提高也增加了V区反应层内部的孔洞缺陷数量. 根据文献[11]可知,Ni-Ni间的金属键键能在Ni-Si体系内远低于Ni-Si之间的共价键键能,所以Ni的扩散占主导地位. 同时钎焊温度的上升能够进一步促进Ni原子的扩散,增加孔洞的大小和数量,因此孔洞易于在高钎焊温度下形成.
![]() 图 5 钎焊温度对钎缝界面组织的影响Figure 5. Effect of brazing temperature on microstructures of the joints. (a) 900 ℃; (b) 920 ℃; (c) 940 ℃; (d) 960 ℃; (e) 980 ℃
图 5 钎焊温度对钎缝界面组织的影响Figure 5. Effect of brazing temperature on microstructures of the joints. (a) 900 ℃; (b) 920 ℃; (c) 940 ℃; (d) 960 ℃; (e) 980 ℃如图5a和图5b所示,钎焊温度低于920 ℃,接头由两个部分组成,靠近钛合金的区域为Ti2Ni基体和大量的(Ti,Zr)2(Ni,Cu),而靠近镍硅合金侧的区域则为Ti2Ni和(Ti,Zr)2Si相. 图5c为钎焊温度940 ℃时的典型接头形貌,可以看出接头近Ni-25%Si母材的位置上出现了包含Ti2Ni和Ti5Si3相的Ⅳ区,其中Ti5Si3相颗粒弥散分布在Ti2Ni相上. 同时,靠近Ti600母材的接头界面上也析出了球形Ti3Al相. 如图5d和图5e所示,连接温度在960 ℃以上时,(Ti,Zr)2Si和Ti2Ni相组成的III区渐渐消失,而Ni-25%Si母材侧包含Ti2Ni和Ti5Si3的IV区逐渐扩大,最终占据全部钎缝. 界面上析出的球形Ti3Al相数量也随温度的上升逐渐增加. 钎焊接头是由两侧母材与熔融钎料之间的剧烈反应所得,钎焊温度的增加会促进母材的溶解以及焊缝内元素的扩散. 一方面,Zr元素在高温的促进下能够在焊缝内充分扩散;另一方面,两侧母材的溶解也会稀释焊缝内的Zr元素并富集Ni,Ti和Si元素. 因此,当钎焊温度升高至960 ℃以上时,钎缝中由(Ti,Zr)2Si和Ti2Ni相所构成的III区便逐渐被包含Ti2Ni和Ti5Si3相的IV区取代.
2.2 力学性能分析
图6为在不同钎焊温度下得到的接头室温抗剪强度关系图. 可以看出随着温度的增加,接头抗剪强度有所提高,当钎焊温度达到960 ℃时,抗剪强度出现阶跃式上升达到峰值177 MPa;进一步提高钎焊温度抗剪强度则有所下降,980 ℃时所得的接头抗剪强度降低至112 MPa,远大于940 ℃时的43 MPa. 结合图5的微观结构和图6的抗剪强度可知,含有Ti5Si3和Ti2Ni相的接头具有更高的强度.
![]() 图 6 不同钎焊温度下所得接头的抗剪强度Figure 6. Shear strength of joints brazed at different temperature
图 6 不同钎焊温度下所得接头的抗剪强度Figure 6. Shear strength of joints brazed at different temperature图7为不同钎焊温度下所得接头的宏观剪切断口形貌. 可以发现各个断口均属于脆性解理断裂,并且存在两个典型区域,分别是位于Ni-25%Si侧断口边缘的区域和位于Ti600侧断口中心的区域. 图8为不同钎焊温度下微观剪切断口SEM图片. 从图8a可以看出,相较于断口边缘区,断口中心区处具有大面积光滑区域,说明裂纹扩展长大时在断口边缘受到的阻碍更大. 从图8c可以看出,强规范(钎焊温度高于960 ℃)工艺条件下获得的断口边缘区域存在与V区内一致的孔洞缺陷,由此可知断口边缘位于V区. 对比不同工艺下的接头断口中心可知,随着钎焊温度的提高,接头断口中心粗糙度上升,这表明在强规范工艺条件下制备的试样断口中心对裂纹扩展的阻碍作用更强.
![]() 图 7 不同钎焊温度下接头宏观剪切断口形貌Figure 7. Fracture morphologies brazed by different temperature. (a) 920 ℃/10 min; (b) 940 ℃/10 min; (c) 960 ℃ /10 min
图 7 不同钎焊温度下接头宏观剪切断口形貌Figure 7. Fracture morphologies brazed by different temperature. (a) 920 ℃/10 min; (b) 940 ℃/10 min; (c) 960 ℃ /10 min![]() 图 8 不同钎焊温度下的接头微观断口形貌Figure 8. Fracture morphologies brazed by different temperature. (a) SEM images of the fracture surface brazed by 940 ℃/10 min; (b) the edge of fracture surface obtained by 960 ℃ /10 min; (c) the middle of fracture surface obtained by at 960 ℃/10 min; (d) the middle of fracture surface obtained by at 980 ℃/10 min
图 8 不同钎焊温度下的接头微观断口形貌Figure 8. Fracture morphologies brazed by different temperature. (a) SEM images of the fracture surface brazed by 940 ℃/10 min; (b) the edge of fracture surface obtained by 960 ℃ /10 min; (c) the middle of fracture surface obtained by at 960 ℃/10 min; (d) the middle of fracture surface obtained by at 980 ℃/10 min对断口进行XRD和EDS分析. 如图9所示,各断口均含有Ti2N和Ni31Si12相. 结合表2的EDS分析可知,断口边缘V区主要为Ni31Si12相(A点和C点),与前文结论相同. 断口中心主要为Ti2Ni相(B点,D点和F点). 但是能谱分析发现了在强规范下断口中心区域含有Ti5Si3相,这在XRD测试时并没有检测到,这是因为Ti5Si3相的含量较少以至于无法出现衍射峰.
将表2的EDS结果与图7和图8a中的大面积光滑断面对应可知,弱规范下(钎焊温度低于940 ℃)获得的接头断口中心位于II区内. 而在强规范时,大量的Ti2Ni相和零星的Ti5Si3相表明此时断口中心位于Ⅳ区偏II区的位置. Xia等人[12]的研究表明,应力集中主要出现在钎焊接头的边缘区域. 所以在剪切过程中,裂纹首先在接头边缘形核再逐渐长大最后扩展到钎缝内部. 具体断裂示意图如图10所示,接头首先在V区开裂,弱规范下下裂纹扩展到II区,而强规范下裂纹则会扩展到IV区.
表 2 钎焊接头断口的EDS结果和可能相(原子分数,%)Table 2. The ESD results and possible phase of the surface of d joints点 Al Si Zr Sn Ti Ni Cu 可能相 A 0.22 26.90 0.11 0.41 0.39 70.20 1.77 Ni31Si2 B 4.19 1.07 3.44 0.66 57.28 29.31 4.06 Ti2Ni C 1.10 28.12 0.00 0.22 0.61 68.42 1.53 Ni31Si12 D 6.44 7.61 2.75 0.57 54.01 26.67 1.93 Ti2Ni E 4.07 30.90 6.13 0.47 52.51 4.79 1.13 Ti5Si3 F 4.26 0.68 1.44 0.36 58.65 32.64 1.96 Ti2Ni ![]() 图 10 裂纹扩展示意图Figure 10. Schematic diagrams of the crack propagation path of the joints obtained. (a) below 940 ℃; (b) above 940 ℃
图 10 裂纹扩展示意图Figure 10. Schematic diagrams of the crack propagation path of the joints obtained. (a) below 940 ℃; (b) above 940 ℃应力集中是导致裂纹从接头边缘向内部偏转的主要原因. 钎焊接头的残余应力可表示为[13]
$${\sigma _r} = \frac{{{E_A}{E_B}}}{{{E_A} + {E_B}}}\left( {{\alpha _A} - {\alpha _B}} \right)\Delta T$$ (1) 式中:σr为残余热应力;E为弹性模量;α为热膨胀系数;∆T为温度差. 两种材料的热膨胀系数差异越大,钎焊后所得的接头残余应力越大. 表3为接头处主要相的线膨胀系数和弹性模量. 带入式(1)计算可知,接头的峰值残余应力出现在Ti600和Ti2Ni相之间,所以裂纹在V区出现后向Ti600和Ti2Ni侧偏转.
表 3 接头两侧主要相的线膨胀系数与弹性模量Table 3. CTE and Elastic modulus of the main phase near the brazing interface主要相 线膨胀系数δ/(10−6 ℃−1) 弹性模量E/GPa TiN2 16 115 Ti600 8.5 109 Ni-25%Si 11.97 259 Zuhailawati[14]和He[15]等人的研究表明,连续的Ti2Ni相无法阻止裂纹长大,裂纹形核便会扩展从而使工件失效. 钎焊温度低于940 ℃时,II区产生连续的Ti2Ni相,因此抗剪强度较低. 而钎焊温度较高时,断口中心则在IV区内(图11). 从图11b可以看出,析出的Ti5Si3晶须在Ti2Ni晶界上互相连接,形成了具有连续网状分布的强化晶界. 这种连续网状分布的强化相能够显著提高基体的性能,阻碍裂纹扩展,Ti2Ni相的强度也能得到提高. 因此,强规范工艺下制备的钎焊接头抗剪强度远高于弱规范下制备的接头抗剪强度. 如图12所示,尽管钎焊在强规范下的接头的V区具有许多孔洞,但它们的抗剪强度仍高于弱规范下的的接头. 裂纹扩展时受到孔洞的影响出现钝化,也是造成这种现象的原因.
![]() 图 11 IV区连续网状分布的Ti5Si3强化晶界(960 ℃/10 min)Figure 11. Net-shaped reinforcement phase existing in zone IV(960 ℃/10 min). (a) the brazing joint; (b) the net-shaped reinforcement phase existing in zone IV
图 11 IV区连续网状分布的Ti5Si3强化晶界(960 ℃/10 min)Figure 11. Net-shaped reinforcement phase existing in zone IV(960 ℃/10 min). (a) the brazing joint; (b) the net-shaped reinforcement phase existing in zone IV3. 结 论
(1)对Ti600和Ni-25%Si合金进行钎焊试验,分析了高温钛合金与镍硅合金钎焊接头的性能及失效机理.
(2)钎焊温度为900 ℃时接头尺寸仅为70 μm,而钎焊温度为980 ℃时接头尺寸增加到450 μm,强规范下Ⅴ区会出现孔洞.
(3)钎焊温度在960 ℃以上时,(Ti,Zr)2Si和Ti2Ni相组成的区域渐渐被Ti2N和Ti5Si3相覆盖. 强规范下会形成球形Ti3Al相.
(4)钎焊接头的抗剪强度随连接温度的提高先增加后降低,在960 ℃时接头抗剪强度能够达到177 MPa.
-
![]()
图 1 焊缝及接头的宏观形貌
Figure 1. Appearance and cross-section morphology of the weld. (a) top appearance of weld; (b) back appearance of weld; (c) cross-section morphology of weld
![]()
图 2 焊缝特征组织
Figure 2. Characteristic microstructure in the weld. (a) Fe-rich spherulite; (b) internal precipitate
![]()
图 3 富铁球内析出相元素分布
Figure 3. Elemental distribution of precipitates in Fe-rich spherulite
![]()
图 4 富铁球演化阶段
Figure 4. Evolution stages of Fe-rich spherulites. (a) schematic movement process of precipitates in Fe-rich spherulite; (b) nano-sized precipitates; (c) nano-sized and bulky precipitates; (d) nano-sized and coarsened bulky precipitates; (e) bulky precipitates
![]()
图 5 焊缝不同区域的富铁球
Figure 5. Fe-rich spherulites at different sites. (a) vicinity of BM; (b) center of WZ; (c) Fe-rich spherulites in the vicinity of BM; (d) Fe-rich spherulites in the center of WZ
![]()
图 6 焊缝特征组织形貌
Figure 6. Morphology of characteristic microstructure in the weld. (a) Fe-rich dendrites in the weld; (b) steel droplets detached from UMZ
![]()
图 7 铜焊缝/钢母材界面形貌
Figure 7. Weld/316L SS interface achieved by Cu filler. (a) macro structure; (b) island and peninsular UMZ; (c) zone without UMZ; (d) thin UMZ
![]()
图 8 TLW < TLB时宏观偏析原理
Figure 8. Mechanism for macrosegregation under the condition of TLW < TLB. (a) schematic diagram of solidification front;(b) schematic illustration of welding pool; (c) formation of UMZ; (d) formation of peninsula and island UMZ
![]()
图 11 断口形貌
Figure 11. Fracture morphology. (a) fracture morphology of the tensile specimen;(b) magnified views of zone G in Fig.11a
表 1 母材和焊丝的化学成分(质量分数, %)
Table 1 Chemical compositions of base materials and filler wires
材料 Ni Cr Mo Mn Si P S Sn Fe Cu 316L不锈钢 10.56 17.50 2.07 1.06 0.43 $\leqslant $ 0.03$\leqslant $ 0.03— 余量 0.05 T2紫铜 — — — — $\leqslant $ 0.03$\leqslant $ 0.01$\leqslant $ 0.01— — 余量 Cu焊丝 — — — $\leqslant $ 0.5$\leqslant $ 0.5— — ≤1.0 — 余量  下载: 导出CSV
下载: 导出CSV
表 2 焊接工艺参数
Table 2 Welding experiment paraments
气体流量Q/(L·min−1) 焊接电流
I/A送丝速度
vg/(mm·s−1)行走速度
vw/(mm·s−1)10 130 6 1
下载: 导出CSV
表 3 富铁球EPMA定量分析结果
Table 3 EPMA quantitative analysis results of Fe-rich spherulite
位置 元素含量(原子分数, %) 可能相 Fe Cu Cr Ni Mo A 10.2 80.4 4.2 1.5 3.6 富铁ε-Cu B 48.7 2.0 26.0 2.4 20.9 σ C 66.1 5.6 18.9 3.9 5.4 α-(Fe, Cr) D 2.8 95.1 0.7 1.3 0.0 ε-Cu
下载: 导出CSV
表 4 不同位置处富铁相成分(质量分数, %)
Table 4 Composition of Fe-rich phases in different positions
位置 Fe Cu Cr Ni Mo E 66.5 6.7 18.8 3.5 0.5 F 69.2 2.7 18.2 7.0 2.9 316L母材 70.1 0.1 17.4 10.3 1.9
下载: 导出CSV
表 5 接头软化区显微硬度及宽度
Table 5 Microhardness and width of softened zone on copper side
软化区硬度
H(HV0.05)软化区宽度
D/mm热影响区宽度
d/mm62 9.5 2.5
下载: 导出CSV
-
[1] Yingyot P, Samrerng D, Denchay B, et al. Gas tungsten arc welding of copper to stainless steel for ultra-high vacuum applications[J]. Journal of Materials Processing Technology, 2020, 277: 116490. doi: 10.1016/j.jmatprotec.2019.116490
[2] Wang Y, Li X, Wang Xiao, et al. Fabrication of a thick copper-stainless steel clad plate for nuclear fusion equipment by explosive welding[J]. Fusion Engineering and Design, 2018, 137: 91 − 96. doi: 10.1016/j.fusengdes.2018.08.017
[3] Nguyen Q, Azadkhou A, Akbari M, et al. Experimental investigation of temperature field and fusion zone microstructure in dissimilar pulsed laser welding of austenitic stainless steel and copper[J]. Journal of Manufacturing Processes, 2020, 56: 206 − 215. doi: 10.1016/j.jmapro.2020.03.037
[4] Magnabosco I, Ferro P, Bonollo F, et al. An investigation of fusion zone microstructures in electron beam welding of copper−stainless steel[J]. Materials Science and Engineering:A, 2006, 424: 163 − 173. doi: 10.1016/j.msea.2006.03.096
[5] 吕世雄, 宋建岭, 杨士勤. 钢基体表面TIG铜堆敷层泛铁规律分析[J]. 焊接学报, 2008, 29(8): 85 − 88. doi: 10.3321/j.issn:0253-360X.2008.08.022 Lü Shixiong, Song Jianling, Yang Shiqin. Content of Fe in TIG cladding copper alloy layer on surface of steel[J]. Transactions of the China Welding Institution, 2008, 29(8): 85 − 88. doi: 10.3321/j.issn:0253-360X.2008.08.022
[6] 彭迟, 程东海, 陈益平, 等. 铜/钢异种材料等离子弧焊接头显微组织分析[J]. 材料科学与工艺, 2015, 23(4): 105 − 110. doi: 10.11951/j.issn.1005-0299.20150418 Peng Chi, Cheng Donghai, Chen Yiping, et al. Microstructure of dissimilar material joint with T2 copper and steel 304 for plasma arc welding[J]. Materials Science & Technology, 2015, 23(4): 105 − 110. doi: 10.11951/j.issn.1005-0299.20150418
[7] 李继红, 张云龙, 杜明科, 等. 合金元素对铜/钢接头连接机理及性能的影响[J]. 焊接学报, 2021, 42(3): 34 − 41. Li Jihong, Zhang Yunlong, Du Mingke, et al. Effect of alloy elements on the interface connection mechanism and properties of copper/ steel welded joints[J]. Thansactions of the China Welding Institution, 2021, 42(3): 34 − 41.
[8] Liu S, Jie J, Dong B, et al. Novel insight into evolution mechanism of second liquid-liquid phase separation in metastable immiscible Cu-Fe alloy[J]. Materials and Design, 2018, 156: 71 − 81. doi: 10.1016/j.matdes.2018.06.044
[9] Chen S, Huang J, Xia J, et al. Microstructural characteristics of a stainless steel/copper dissimilar joint made by laser welding[J]. Metallurgical and Materials Transactions A, 2013, 44(8): 3690 − 3696.
[10] Cheng Z, Huang J H, Ye Z, et al. Microstructures and mechanical properties of copper-stainless steel buttwelded joints by MIG-TIG double-sided arc welding[J]. Journal of Materials Processing Technology, 2019, 265: 87 − 98. doi: 10.1016/j.jmatprotec.2018.10.007
[11] Chen S H, Huang J H, Xia J, et al. Influence of processing parameters on the characteristics of stainless steel/copper laser welding[J]. Journal of Materials Processing Technology, 2015, 222: 43 − 51. doi: 10.1016/j.jmatprotec.2015.03.003
[12] Meng Y, Li X, Gao M, et al. Microstructures and mechanical properties of laser-arc hybrid welded dissimilar pure copper to stainless steel[J]. Optics and Laser Technology, 2019, 111: 140 − 145. doi: 10.1016/j.optlastec.2018.09.050
[13] Guo S, Zhou Q, Kong J, et al. Effect of beam offset on the characteristics of copper/304stainless steel electron beam welding[J]. Vacuum, 2016, 128: 205 − 212. doi: 10.1016/j.vacuum.2016.03.034
[14] Roy C, Pavanan V V, Vishnu G, et al. Characterization of metallurgical and mechanical properties of commercially pure copper and AISI 304 dissimilar weldments[J]. Procedia Materials Science, 2014, 5: 2503 − 2512. doi: 10.1016/j.mspro.2014.07.502
[15] Wang C P, Liu X J, Ohnuma I, et al. Thermodynamic database of the phase diagrams in Cu-Fe base ternary systems[J]. Journal of Phase Equilibria and Diffusion, 2004, 25: 320 − 328. doi: 10.1007/s11669-004-0150-5
[16] Cao S, Zhao J C. Determination of the Fe-Cr-Mo phase diagram at intermediate temperatures using dual-anneal diffusion multiples[J]. Journal of Phase Equilibria and Diffusion, 2016, 37: 25 − 38. doi: 10.1007/s11669-015-0423-1
[17] Gao X L, Li L K, Liu J, et al. Effect of laser offset on microstructure and mechanical properties of laser welding of pure molybdenum to stainless steel[J]. International Journal of Refractory Metals & Hard Materials, 2020, 88: 105186.
[18] Yang Y, Busby J T. Thermodynamic modeling and kinetics simulation of precipitate phases in AISI 316 stainless steels[J]. Journal of Nuclear Materials, 2014, 448: 282 − 293. doi: 10.1016/j.jnucmat.2014.02.008
[19] Wu Y H, Wang W L, Chang J, et al. Evolution kinetics of microgravity facilitated spherical macrosegregation within immiscible alloys[J]. Journal of Alloys and Compounds, 2018, 763: 808 − 814. doi: 10.1016/j.jallcom.2018.06.022
[20] Alvaro M, Stefan K, Diego N, et al. Solutal Marangoni flow as the cause of ring stains from drying salty colloidal drops[J]. Physical Review Fluids, 2019, 4: 041601. doi: 10.1103/PhysRevFluids.4.041601
[21] Liu N. Investigation on the phase separation in undercooled Cu-Fe melts[J]. Journal of Non-Crystalline Solids, 2012, 358: 196 − 199. doi: 10.1016/j.jnoncrysol.2011.09.009
[22] Shimizu R, Tanaka H. A novel coarsening mechanism of droplets in immiscible fluid mixtures[J]. Nature Communications, 2015, 6: 7407. doi: 10.1038/ncomms8407
[23] He J, Zhao J Z, Lorenz Ratke. Solidification microstructure and dynamics of metastable phase transformation in undercooled liquid Cu-Fe alloys[J]. Acta Materialia, 2006, 54: 1749 − 1757. doi: 10.1016/j.actamat.2005.12.023
[24] Yang Y K, Kou S. Mechanisms of macrosegregation formation near fusion boundary in welds made with dissimilar filler metals[C]//Materials Science and Technology Conference and Exhibition, MS and T'07-Exploring Structure, Processing, and Applications Across Multiple Materials Systems. 2007, 5: 3201−3212.
[25] Soysal T, Kou S, Tat D, et al. Macrosegregation in dissimilar-metal fusion welding[J]. Acta Materialia, 2016, 110: 149 − 160. doi: 10.1016/j.actamat.2016.03.004
[26] Xue P, Xiao B L, Zhang Q, et al. Achieving friction stir welded pure copper joints with nearly equal strength to the parent metal via additional rapid cooling[J]. Scripta Materialia, 2011, 64: 1051 − 1054. doi: 10.1016/j.scriptamat.2011.02.019
[27] Ebara R, Takeda K, Ishibashi Y, et al. Microfractography in failure analysis of cold forging dies[J]. Engineering Failure Analysis, 2009, 16: 1968 − 1976. doi: 10.1016/j.engfailanal.2008.10.023
-
期刊类型引用(3)
1. 陶旭阳,何建萍,徐磊. 超薄板脉冲微束等离子弧焊熔池振荡频率特征. 轻工机械. 2020(03): 24-27+32 .  百度学术
百度学术
2. 陶旭阳,何建萍,徐磊. 基于LabView脉冲微束等离子弧焊熔池振荡信息提取. 智能计算机与应用. 2020(03): 371-374 . 百度学术
3. 顾玉芬,席保龙,李春凯,石玗,代悦,丁彬. 基于熔池振荡的GTAW熔透实时传感与控制. 电焊机. 2020(12): 5-8+108 . 百度学术
其他类型引用(7)






























计量
- 文章访问数: 255
- HTML全文浏览量: 39
- PDF下载量: 25
- 被引次数: 10
